Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Longwall MiningDokumen135 halamanLongwall MiningVenkatBelum ada peringkat
- Pet Coke Cargo Data From Jan 2020Dokumen78 halamanPet Coke Cargo Data From Jan 2020Tushar GangolyBelum ada peringkat
- Biomass Gasification and Pyrolysis Practical Design and Theory by Prabir BasuDokumen1 halamanBiomass Gasification and Pyrolysis Practical Design and Theory by Prabir BasuAmmar ZakyBelum ada peringkat
- Coal and CokeDokumen2 halamanCoal and Cokeapi-3764139100% (3)
- Managing Slagging at Monroe Power Plant Using On-Line Coal Analysis and Fuel BlendingDokumen5 halamanManaging Slagging at Monroe Power Plant Using On-Line Coal Analysis and Fuel BlendingRizal Ahmad MubarokBelum ada peringkat
- Split and Collectorless Flotation To Medium Coking Coal Fines For Multi-Product Zero Waste ConcepDokumen6 halamanSplit and Collectorless Flotation To Medium Coking Coal Fines For Multi-Product Zero Waste ConcepRizal Ahmad MubarokBelum ada peringkat
- Prediction of Coal Grindability Based On Petrography, Proximate and Ultimate Analysis Using Multiple Regression and Artificial Neural Network ModelsDokumen8 halamanPrediction of Coal Grindability Based On Petrography, Proximate and Ultimate Analysis Using Multiple Regression and Artificial Neural Network ModelsRizal Ahmad MubarokBelum ada peringkat
- Main Mineral Melting Behavior and Mineral Reaction Mechanism at Molecular Level of Blended Coal Ash Under Gasification ConditionDokumen10 halamanMain Mineral Melting Behavior and Mineral Reaction Mechanism at Molecular Level of Blended Coal Ash Under Gasification ConditionRizal Ahmad MubarokBelum ada peringkat
- Ignition Characteristics of Coal Blends in An Entrained Flow FurnaceDokumen5 halamanIgnition Characteristics of Coal Blends in An Entrained Flow FurnaceRizal Ahmad MubarokBelum ada peringkat
- Low-Temperature Oxidation of Single and Blended CoalsDokumen11 halamanLow-Temperature Oxidation of Single and Blended CoalsRizal Ahmad MubarokBelum ada peringkat
- Effects of Chemicals and Blending Petroleum Coke On The Properties of Low-Rank Indonesian Coal Water MixturesDokumen5 halamanEffects of Chemicals and Blending Petroleum Coke On The Properties of Low-Rank Indonesian Coal Water MixturesRizal Ahmad MubarokBelum ada peringkat
- Effects of Moisture and Coal Blending On Hardgrove Grindability Index of Western Australian CoalDokumen10 halamanEffects of Moisture and Coal Blending On Hardgrove Grindability Index of Western Australian CoalRizal Ahmad MubarokBelum ada peringkat
- Graphyt Crystals in Blast Furnace CokeDokumen7 halamanGraphyt Crystals in Blast Furnace CokeRizal Ahmad MubarokBelum ada peringkat
- Effects of Coal Blending On The Reduction of PM10 During High-Temperature Combustion 1. Mineral TransformationsDokumen9 halamanEffects of Coal Blending On The Reduction of PM10 During High-Temperature Combustion 1. Mineral TransformationsRizal Ahmad MubarokBelum ada peringkat
- Coal Blending Models For Optimum Cokemaking and Blast Furnace OperationDokumen10 halamanCoal Blending Models For Optimum Cokemaking and Blast Furnace OperationRizal Ahmad MubarokBelum ada peringkat
- A Proposed Maceral Index To Predict Combustion Behavior of CoalDokumen8 halamanA Proposed Maceral Index To Predict Combustion Behavior of CoalRizal Ahmad MubarokBelum ada peringkat
- Coal Characterisation by Automated Coal PetrographyqDokumen7 halamanCoal Characterisation by Automated Coal PetrographyqRizal Ahmad MubarokBelum ada peringkat
- Characterisation of Coal Blends For Pulverised Fuel CombustionDokumen7 halamanCharacterisation of Coal Blends For Pulverised Fuel CombustionRizal Ahmad MubarokBelum ada peringkat
- An Experimental Study of The Effect of Coal Blending On Ash DepositionDokumen12 halamanAn Experimental Study of The Effect of Coal Blending On Ash DepositionRizal Ahmad MubarokBelum ada peringkat
- Blended Coals For Improved Coal Water SlurriesDokumen5 halamanBlended Coals For Improved Coal Water SlurriesRizal Ahmad MubarokBelum ada peringkat
- ASTM d388 1998Dokumen8 halamanASTM d388 1998Javier Villanueva100% (1)
- Simulasi Tambang Batubara - SharefileDokumen11 halamanSimulasi Tambang Batubara - Sharefileyunus ahmatBelum ada peringkat
- CVDokumen1 halamanCVEnno AskrindoBelum ada peringkat
- Harga Batubara Acuan (Hba) & Harga Patokan Batubara (HPB) September 2019Dokumen8 halamanHarga Batubara Acuan (Hba) & Harga Patokan Batubara (HPB) September 2019Adnan NstBelum ada peringkat
- Pit e SelatanDokumen1 halamanPit e SelatanfajriBelum ada peringkat
- Solid FuelDokumen6 halamanSolid FuelKen Denver Maglinte100% (1)
- Karakteristik Bio-Oil Hasil Pirolisis Limbah Brem Dengan Variasi TemperaturDokumen6 halamanKarakteristik Bio-Oil Hasil Pirolisis Limbah Brem Dengan Variasi TemperaturAditya ThreatBelum ada peringkat
- Description: (CITATION Eia20 /L 1033)Dokumen7 halamanDescription: (CITATION Eia20 /L 1033)Cj Dela RosaBelum ada peringkat
- Solid Fuels Group 7 & 8Dokumen92 halamanSolid Fuels Group 7 & 8Fabie Barcenal0% (1)
- Supplier Country/Region: Suggested LocationDokumen5 halamanSupplier Country/Region: Suggested LocationDon SiaBelum ada peringkat
- Bab Ii Kajian Pustaka: 2.1 BatubaraDokumen32 halamanBab Ii Kajian Pustaka: 2.1 BatubaraFlorensiusSagovaBelum ada peringkat
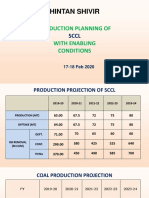
- Chintan Shivir: Production Planning of With Enabling ConditionsDokumen25 halamanChintan Shivir: Production Planning of With Enabling ConditionsKudlappa DesaiBelum ada peringkat
- Monthly Bobr Status From January, 2013Dokumen44 halamanMonthly Bobr Status From January, 2013Joydev GangulyBelum ada peringkat
- Jurnal 2Dokumen7 halamanJurnal 2BELAJAR BERSAMA. NETBelum ada peringkat
- Pt. Putra OiDokumen13 halamanPt. Putra OiZhea AlmeiraBelum ada peringkat
- Energy Density of Coal - The Physics FactbookDokumen2 halamanEnergy Density of Coal - The Physics FactbookSaylittle PrayerBelum ada peringkat
- Comprof PT. Apriana Sohra-2Dokumen13 halamanComprof PT. Apriana Sohra-2Ifrad DanyBelum ada peringkat
- Coal Cost Blend CalculatorDokumen4 halamanCoal Cost Blend CalculatorThaigroup Cement0% (1)
- Chainsaw Dust BriquetteDokumen5 halamanChainsaw Dust BriquetteIsopropyl AlcoholBelum ada peringkat
- Coal To Make Coke and SteelDokumen4 halamanCoal To Make Coke and SteelOperation TewehBelum ada peringkat
- Jharkhand Orissa West Bengal Bihar Chhattisgarh Madhya PradeshDokumen1 halamanJharkhand Orissa West Bengal Bihar Chhattisgarh Madhya PradeshRiaBelum ada peringkat
- Shipment PT. Super Supply ChainDokumen1 halamanShipment PT. Super Supply Chainreza arrachmanBelum ada peringkat
- Shipment Schedule PT. Super Supply ChainDokumen1 halamanShipment Schedule PT. Super Supply Chainreza arrachmanBelum ada peringkat
- ECUST PresentDokumen35 halamanECUST Presentupruss63Belum ada peringkat
- 16821574626443af961de58coal Lignite 2021Dokumen30 halaman16821574626443af961de58coal Lignite 2021anuBelum ada peringkat
- Daftar PustakaDokumen3 halamanDaftar PustakaSalma SukmanaBelum ada peringkat