Anda mungkin juga menyukai
- Up and Running with Autodesk Inventor Simulation 2011: A Step-by-Step Guide to Engineering Design SolutionsDari EverandUp and Running with Autodesk Inventor Simulation 2011: A Step-by-Step Guide to Engineering Design SolutionsBelum ada peringkat
- Introduction To Design For Assembly and Manufacturing: (Cost Effective)Dokumen81 halamanIntroduction To Design For Assembly and Manufacturing: (Cost Effective)elangandhiBelum ada peringkat
- Introduction To Design For Assembly and Manufacturing: (Cost Effective)Dokumen81 halamanIntroduction To Design For Assembly and Manufacturing: (Cost Effective)Prabhu MechBelum ada peringkat
- Introduction To Design For Assembly and Manufacturing: (Cost Effective)Dokumen81 halamanIntroduction To Design For Assembly and Manufacturing: (Cost Effective)maladcondomBelum ada peringkat
- Introduction To Design For Assembly and Manufacturing: (Cost Effective)Dokumen81 halamanIntroduction To Design For Assembly and Manufacturing: (Cost Effective)falgun100% (1)
- Design For ManufacturingDokumen20 halamanDesign For ManufacturingNadiaRahmaNoorSalsabilaBelum ada peringkat
- Design For Manufacturing and AssemblyDokumen168 halamanDesign For Manufacturing and Assemblygnanasekar100% (2)
- DFMADokumen5 halamanDFMAEva DewsburyBelum ada peringkat
- The Integration of The Japanese Tear-Down Method With Design For Assembly and Value EngineeringDokumen28 halamanThe Integration of The Japanese Tear-Down Method With Design For Assembly and Value EngineeringAnonymous LhZEXJCj7Belum ada peringkat
- 11) Design For Manufacturing-PDDDokumen34 halaman11) Design For Manufacturing-PDDinbhachBelum ada peringkat
- Design For Manufacturing & AssemblyDokumen32 halamanDesign For Manufacturing & AssemblyTarun Gupta100% (1)
- PDMA SEMINAR NewDokumen25 halamanPDMA SEMINAR NewmayankdgaurBelum ada peringkat
- Unit 2Dokumen71 halamanUnit 2Aditya GuptaBelum ada peringkat
- W1 Des For Manuf Assembly DFA DFMDokumen16 halamanW1 Des For Manuf Assembly DFA DFMFaiz Aiman RomelyBelum ada peringkat
- Product Design For Manual Assembly: DFA Tool: To Reduce Manufacturing and Assembly CostsDokumen62 halamanProduct Design For Manual Assembly: DFA Tool: To Reduce Manufacturing and Assembly CostsgetchmenteBelum ada peringkat
- Design For Manufacturing and Assembly: Prepared By-Prashant TripathiDokumen44 halamanDesign For Manufacturing and Assembly: Prepared By-Prashant Tripathichrmerz100% (1)
- Group WorkDokumen4 halamanGroup WorkfatrupBelum ada peringkat
- DFMADokumen34 halamanDFMAGaming ZoneBelum ada peringkat
- Ringkasan Pemilihan MaterialDokumen9 halamanRingkasan Pemilihan MaterialprtamaekaputraBelum ada peringkat
- Design For ManufacturingDokumen25 halamanDesign For ManufacturingKartika putriBelum ada peringkat
- Design For XDokumen48 halamanDesign For Xthamilarasu100% (1)
- 5 Step of Fixture DesignDokumen7 halaman5 Step of Fixture DesignChaikracharn PhetsuwanBelum ada peringkat
- The Five Basic Steps For Fixture DesignDokumen6 halamanThe Five Basic Steps For Fixture Designykc38Belum ada peringkat
- Chapter 10 - Design For ManufacturingDokumen21 halamanChapter 10 - Design For Manufacturinghisham_eyesBelum ada peringkat
- DFM Design PrinciplesDokumen29 halamanDFM Design PrinciplesCherun ChesilBelum ada peringkat
- Design For Manufacturing and Assembly of A Connecting Rod 1362031980Dokumen7 halamanDesign For Manufacturing and Assembly of A Connecting Rod 1362031980addayesudasBelum ada peringkat
- Design For Manufacture and Assembly: Why Use DFMA?Dokumen12 halamanDesign For Manufacture and Assembly: Why Use DFMA?pradheepkBelum ada peringkat
- Design For XDokumen48 halamanDesign For XDhonny BramantoBelum ada peringkat
- Design For ManufacturabilityDokumen5 halamanDesign For Manufacturabilityl8o8r8d8s8i8v8Belum ada peringkat
- Design For Manufacturability (DFM) : Steve HanssenDokumen23 halamanDesign For Manufacturability (DFM) : Steve HanssenMario SalinasBelum ada peringkat
- Group Technology & CappDokumen43 halamanGroup Technology & CappSubbu SuniBelum ada peringkat
- Me349 DFMDokumen2 halamanMe349 DFMÇağLar KesknBelum ada peringkat
- Design For Manufacture and Assembly: The Boothroyd-Dewhurst ExperienceDokumen22 halamanDesign For Manufacture and Assembly: The Boothroyd-Dewhurst ExperienceGraham MooreBelum ada peringkat
- Notice 6Dokumen3 halamanNotice 6FacebookBelum ada peringkat
- Design For Manufacturing and AssemblyDokumen52 halamanDesign For Manufacturing and AssemblyNag Amrutha Bhupathi50% (2)
- Unit IV CAPD MF5012 ME MFGDokumen42 halamanUnit IV CAPD MF5012 ME MFGKarthikeyan KmbBelum ada peringkat
- MM UNIT 3a 2021Dokumen129 halamanMM UNIT 3a 2021Mr. S. Paul JoshuaBelum ada peringkat
- Design For Assembly (Dfa) : Engr. Wan Sharuzi HJ Wan Harun Industrial Engineering, FKMDokumen124 halamanDesign For Assembly (Dfa) : Engr. Wan Sharuzi HJ Wan Harun Industrial Engineering, FKMsharuzi67% (3)
- Design For Manufacturing (DFM) & Design For Assembly (Dfa)Dokumen30 halamanDesign For Manufacturing (DFM) & Design For Assembly (Dfa)Smruti ChoudhuryBelum ada peringkat
- A Seminar On Design For Manufacturing Assembly Process: Submitted by D.Santosh Kumar 14481D1506Dokumen25 halamanA Seminar On Design For Manufacturing Assembly Process: Submitted by D.Santosh Kumar 14481D1506Bong ThoBelum ada peringkat
- Chapter3 - Concurrent Engineering PDFDokumen15 halamanChapter3 - Concurrent Engineering PDFSandeep GogadiBelum ada peringkat
- Product Design Is The Process of Defining All of The Product's Characteristics Strategic ImportanceDokumen42 halamanProduct Design Is The Process of Defining All of The Product's Characteristics Strategic ImportanceMarwa HassanBelum ada peringkat
- Maintainability), Followed by Sewing Machine Makers, and Then Textile, Farm MachineryDokumen27 halamanMaintainability), Followed by Sewing Machine Makers, and Then Textile, Farm MachineryAkshay AsBelum ada peringkat
- Answer ALL Questions PART A - (10 2 20 Marks) : Answers Prepared by Me .So Pls Refer Book For Full Understanding .Dokumen26 halamanAnswer ALL Questions PART A - (10 2 20 Marks) : Answers Prepared by Me .So Pls Refer Book For Full Understanding .Sagarias AlbusBelum ada peringkat
- Operations Management (ME-601) UNIT 2,3: Prof. S. N. VarmaDokumen256 halamanOperations Management (ME-601) UNIT 2,3: Prof. S. N. Varmaanimesh650866Belum ada peringkat
- Design For XDokumen105 halamanDesign For XHamza MehrBelum ada peringkat
- Final PDD Ut 5Dokumen38 halamanFinal PDD Ut 5Anand KesarkarBelum ada peringkat
- Paper ICME - Hari SetiawanDokumen10 halamanPaper ICME - Hari SetiawanHari SetiawanBelum ada peringkat
- Design For X: Design and Engineering KTU Module-4Dokumen15 halamanDesign For X: Design and Engineering KTU Module-4Naseel Ibnu AzeezBelum ada peringkat
- 1.0 Title: Mechanical Design For AssemblyDokumen10 halaman1.0 Title: Mechanical Design For Assemblybm100040Belum ada peringkat
- Design For Manufacturing: By: Omer Chasib K. 2014Dokumen28 halamanDesign For Manufacturing: By: Omer Chasib K. 2014XCVBNMBelum ada peringkat
- DFMaint TutorialDokumen4 halamanDFMaint Tutorialpravit08Belum ada peringkat
- Actions and Outcomes of Successful Manufacturing Design by 21mmeDokumen4 halamanActions and Outcomes of Successful Manufacturing Design by 21mmeqadir aliBelum ada peringkat
- What The Heck You Should Know About Quality Engineering?Dari EverandWhat The Heck You Should Know About Quality Engineering?Belum ada peringkat
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowDari EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowPenilaian: 4 dari 5 bintang4/5 (1)
- Engineering Documentation Control / Configuration Management Standards ManualDari EverandEngineering Documentation Control / Configuration Management Standards ManualBelum ada peringkat
- PDFDokumen51 halamanPDFmegamech23Belum ada peringkat
- A Dyanmic Wheel-Rail Impact Analysis of Railway Track Under Wheel Flat by Finite Element Analysis RevisionDokumen25 halamanA Dyanmic Wheel-Rail Impact Analysis of Railway Track Under Wheel Flat by Finite Element Analysis Revisionmegamech23Belum ada peringkat
- A 112770Dokumen230 halamanA 112770megamech23Belum ada peringkat
- MMEMD Machine DesignDokumen26 halamanMMEMD Machine Designmegamech23Belum ada peringkat
- R186Dokumen3 halamanR186megamech230% (1)
- Manual Safety Relays 3SK2 en-USDokumen352 halamanManual Safety Relays 3SK2 en-USKarina Ospina100% (3)
- Government Polytechnic Muzaffarpur: Name of The Lab: Power Electronics & DrivesDokumen18 halamanGovernment Polytechnic Muzaffarpur: Name of The Lab: Power Electronics & DrivesVK DBelum ada peringkat
- BLTouch Setup ManualDokumen7 halamanBLTouch Setup ManualBobbyBelum ada peringkat
- Technology Architecture For NginX, postgreSQL, postgRESTDokumen5 halamanTechnology Architecture For NginX, postgreSQL, postgRESTkarelvdwalt9366Belum ada peringkat
- Factors Affecting Beam StrengthDokumen2 halamanFactors Affecting Beam StrengthkalpanaadhiBelum ada peringkat
- Power GenerationDokumen34 halamanPower GenerationTaufiq AkbarBelum ada peringkat
- Predictive Analytics in Warranty ClaimsDokumen6 halamanPredictive Analytics in Warranty ClaimsRaj SharmaBelum ada peringkat
- Ar10 Jig Instructions PDFDokumen5 halamanAr10 Jig Instructions PDFterrencebelles100% (2)
- Safety Data Sheet: Ingredient Einecs Concentration Symbol(s) Risk Phrases ( )Dokumen9 halamanSafety Data Sheet: Ingredient Einecs Concentration Symbol(s) Risk Phrases ( )panagiotis_panagio_2Belum ada peringkat
- Assignment Concurrent ProgrammingDokumen7 halamanAssignment Concurrent ProgrammingKien HawBelum ada peringkat
- After12th FinalDokumen114 halamanAfter12th FinaltransendenceBelum ada peringkat
- Akta Satelit On Astra 4A at 4Dokumen6 halamanAkta Satelit On Astra 4A at 4Amirul AsyrafBelum ada peringkat
- Electrical Power Systems Wadhwa 15Dokumen1 halamanElectrical Power Systems Wadhwa 15ragupaBelum ada peringkat
- Etic HackDokumen31 halamanEtic HackJOrdi CrespoBelum ada peringkat
- AcaDokumen3 halamanAcasweetunannuBelum ada peringkat
- ERPtips SAP Training Manual SAMPLE CHAPTER From Basic PayrollDokumen20 halamanERPtips SAP Training Manual SAMPLE CHAPTER From Basic Payrollravibabu1620Belum ada peringkat
- 19A Time Collection Device Integration Activity Guide PDFDokumen78 halaman19A Time Collection Device Integration Activity Guide PDFAliya AmarBelum ada peringkat
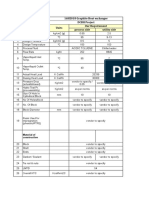
- 16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideDokumen2 halaman16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideBhaumik BhuvaBelum ada peringkat
- Installation InstructionsDokumen3 halamanInstallation InstructionsRosaLovaBelum ada peringkat
- Yama Buggy 400cc Parts List and SchematicsDokumen50 halamanYama Buggy 400cc Parts List and Schematicsgeorgemesfin@gmailBelum ada peringkat
- Fenelon - Dialogues With The DeadDokumen279 halamanFenelon - Dialogues With The DeadjuanojedamenaBelum ada peringkat
- Drainage CapacityDokumen33 halamanDrainage Capacityfan_luc89Belum ada peringkat
- 009-1137-00 HST-SMRTD Savant Smart Host Tech SpecDokumen6 halaman009-1137-00 HST-SMRTD Savant Smart Host Tech Specferna2420Belum ada peringkat
- Fuel & Ignition System Engine VolvoDokumen1 halamanFuel & Ignition System Engine VolvoImran MehboobBelum ada peringkat
- Optical Fiber Communication 06EC7 2: Citstudents - inDokumen4 halamanOptical Fiber Communication 06EC7 2: Citstudents - inShailaja UdtewarBelum ada peringkat
- StetindDokumen6 halamanStetindGiovanniBelum ada peringkat
- Fireplace ManualDokumen40 halamanFireplace Manualresistancebeta6Belum ada peringkat
- CFD Analysis of Free Cooling of Modular Data CentersDokumen4 halamanCFD Analysis of Free Cooling of Modular Data CentersEmad AbdelsamadBelum ada peringkat
- LiquidlevelDokumen24 halamanLiquidlevelAnu Raj Anu RajBelum ada peringkat
- RedBull MediaHouseDokumen15 halamanRedBull MediaHousedr989981Belum ada peringkat