Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Reinforced and Prestressed Concrete 3rd-Edition PDFDokumen524 halamanReinforced and Prestressed Concrete 3rd-Edition PDFfrog1589% (9)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Method Statement For Installation of Electrical Water Heaters PDFDokumen2 halamanMethod Statement For Installation of Electrical Water Heaters PDFArman ManiagoBelum ada peringkat
- Fire Protection Method StatementDokumen17 halamanFire Protection Method StatementNawarathna Engineering Dept.100% (1)
- Qcs 2014 - Sec21 p1 - Gen Provision For Electrical InstallationDokumen17 halamanQcs 2014 - Sec21 p1 - Gen Provision For Electrical Installationchandra50% (4)
- Aisc 303-05Dokumen16 halamanAisc 303-05hetpinBelum ada peringkat
- Administrative RequirementsDokumen5 halamanAdministrative RequirementsSaud PathiranaBelum ada peringkat
- ITP For Installation For PVC Perforated Pipes of Underdrain SystemDokumen3 halamanITP For Installation For PVC Perforated Pipes of Underdrain SystemImho Tep75% (4)
- SD19000067 Final Interpretative Report Rev 00 - 08.03.2020 PDFDokumen1.103 halamanSD19000067 Final Interpretative Report Rev 00 - 08.03.2020 PDFfrog15Belum ada peringkat
- Soil Report - 0667Dokumen34 halamanSoil Report - 0667frog15Belum ada peringkat
- Behavior of Piles With Raft Foundation Using Safe Software: Reshma T.V, Bhavya B S, Rashmi Mishra, Sankalpasri S SDokumen5 halamanBehavior of Piles With Raft Foundation Using Safe Software: Reshma T.V, Bhavya B S, Rashmi Mishra, Sankalpasri S Sfrog15Belum ada peringkat
- Mait - HR 180 CP: Technical SpecsDokumen2 halamanMait - HR 180 CP: Technical Specsfrog15Belum ada peringkat
- A - Soil Investigation ReportDokumen43 halamanA - Soil Investigation Reportfrog15Belum ada peringkat
- SPEC - Gen, Civil & StrucDokumen156 halamanSPEC - Gen, Civil & Strucfrog15Belum ada peringkat
- Frame Foundation-RADokumen97 halamanFrame Foundation-RAfrog15Belum ada peringkat
- Affection Plan and Land UseDokumen2 halamanAffection Plan and Land Usefrog15Belum ada peringkat
- Soil ReportDokumen42 halamanSoil Reportfrog15Belum ada peringkat
- BS 47-1 - 1991 PDFDokumen41 halamanBS 47-1 - 1991 PDFHafa Lab100% (1)
- Affection PlanDokumen2 halamanAffection Planfrog15Belum ada peringkat
- (CEDSR-37788) Technical ReportDokumen1 halaman(CEDSR-37788) Technical Reportfrog15Belum ada peringkat
- Soil ReportDokumen103 halamanSoil Reportfrog15Belum ada peringkat
- DMBLDP4F8Dokumen8 halamanDMBLDP4F8frog15Belum ada peringkat
- Key PlanDokumen1 halamanKey Planfrog15Belum ada peringkat
- Soil Report MSI 14 041Dokumen41 halamanSoil Report MSI 14 041frog15Belum ada peringkat
- Pipe Design: Long Pipe Design (Fy 275 N/mm2) : East MariaDokumen2 halamanPipe Design: Long Pipe Design (Fy 275 N/mm2) : East Mariafrog15Belum ada peringkat
- Struts in KVMRT (GNP)Dokumen12 halamanStruts in KVMRT (GNP)Najiha NadzruBelum ada peringkat
- 33 05 13 Manholes and Structures 10Dokumen4 halaman33 05 13 Manholes and Structures 10salamBelum ada peringkat
- 08 - SOP - APPROVAL FOR MOS MATERIAL AND SHOP DRAWING - DraftDokumen9 halaman08 - SOP - APPROVAL FOR MOS MATERIAL AND SHOP DRAWING - DraftYit WanBelum ada peringkat
- MD Yusuf HvacDokumen4 halamanMD Yusuf HvacMOHAMMED YUSUFBelum ada peringkat
- Roof Garden Specification PDFDokumen41 halamanRoof Garden Specification PDFKhushboo100% (1)
- Contoh Form Pengajuan Shop DrawingDokumen5 halamanContoh Form Pengajuan Shop DrawingMuhammad Yusuf Al Ghifari100% (1)
- Standard Steel Doors and FramesDokumen11 halamanStandard Steel Doors and Frameshrol31060100% (1)
- Symphony 303: Project SpecificationDokumen588 halamanSymphony 303: Project SpecificationJen MasBelum ada peringkat
- MS For Ceramic Tile InstallationDokumen8 halamanMS For Ceramic Tile InstallationNikita KasyanovBelum ada peringkat
- Drawing Guidelines UcsfDokumen15 halamanDrawing Guidelines Ucsflete. tergoBelum ada peringkat
- Alpina Hotel Mockup Room - Architechture DrawingsDokumen50 halamanAlpina Hotel Mockup Room - Architechture DrawingsperundingtsteohgmailcomBelum ada peringkat
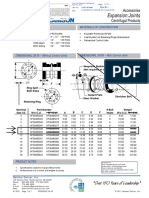
- Expansion Joints: Accessories Centrifugal ProductsDokumen1 halamanExpansion Joints: Accessories Centrifugal ProductsJorge CabanaBelum ada peringkat
- Structural Drafting: Course InformationDokumen5 halamanStructural Drafting: Course InformationGanesh KumarBelum ada peringkat
- Installation In: Method Statement Flooring LobbyDokumen29 halamanInstallation In: Method Statement Flooring Lobbylokesh.kukadiyaBelum ada peringkat
- A2-30 Applied Finishes For Flat RoofsDokumen23 halamanA2-30 Applied Finishes For Flat RoofsJacky TiongBelum ada peringkat
- SP 20 03Dokumen8 halamanSP 20 03Ak OraBelum ada peringkat
- General NotesDokumen1 halamanGeneral Notesalex abestadoBelum ada peringkat
- BT HandoutsDokumen4 halamanBT HandoutsNerinel CoronadoBelum ada peringkat
- Eftm India Company ProfileDokumen9 halamanEftm India Company ProfileMrk KhanBelum ada peringkat
- Oil Interceptors-Less Than 3000LDokumen10 halamanOil Interceptors-Less Than 3000LpandapandolinoBelum ada peringkat
- Method Statement For Granite FrameDokumen7 halamanMethod Statement For Granite FrameMonali Varpe100% (1)
- RightDokumen3 halamanRightdenis blackBelum ada peringkat
- Shop Drawings: ITP/SDDokumen11 halamanShop Drawings: ITP/SDmearig222Belum ada peringkat
- MS For Installtion of HVAC Duct WorkDokumen11 halamanMS For Installtion of HVAC Duct WorkMohamed ElarabiBelum ada peringkat