Anda mungkin juga menyukai
- Parts Manual: Electric Pallet Truck PWS10SDokumen25 halamanParts Manual: Electric Pallet Truck PWS10SSARAMQR100% (1)
- FCOM2Dokumen528 halamanFCOM2hoangaut100% (1)
- SB1257EDokumen624 halamanSB1257EGORD50% (2)
- CONO 11-MAR-15 Trio APS 4034 (T4034S-F) Impact Crusher Parts Manual (SN. 284)Dokumen38 halamanCONO 11-MAR-15 Trio APS 4034 (T4034S-F) Impact Crusher Parts Manual (SN. 284)Cuello Marin Nayely100% (2)
- NewEra Ignition Coil 2016 PDFDokumen34 halamanNewEra Ignition Coil 2016 PDFrexmist50% (2)
- 811 399 000Dokumen36 halaman811 399 000airmasterBelum ada peringkat
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryDari EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryBelum ada peringkat
- ASTM B348-06aStandardSpecificationforTitaniumandTitaniumAlloyBarsandBillets PDFDokumen8 halamanASTM B348-06aStandardSpecificationforTitaniumandTitaniumAlloyBarsandBillets PDFtahirabbasBelum ada peringkat
- Katalog Mesin G360LDokumen20 halamanKatalog Mesin G360LPasha SiregarBelum ada peringkat
- Material For Frame 4.2Dokumen16 halamanMaterial For Frame 4.2vudinhnambrBelum ada peringkat
- Meaning of Aditional Marking "G" Accoridng To EN 10025:1990 + A1:1993Dokumen5 halamanMeaning of Aditional Marking "G" Accoridng To EN 10025:1990 + A1:1993TasmanijskaNemaBelum ada peringkat
- Пазовые фрезы PDFDokumen72 halamanПазовые фрезы PDFstctoolBelum ada peringkat
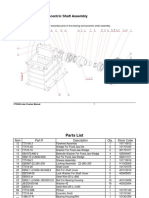
- Bearing and Eccentric Shaft PartsDokumen6 halamanBearing and Eccentric Shaft PartsjlfyBelum ada peringkat
- Insert: Ems and Jib Parts ManualDokumen74 halamanInsert: Ems and Jib Parts Manualmauricio carmonaBelum ada peringkat
- PVXP Power SupplyDokumen3 halamanPVXP Power SupplyHumberto Souza ArrudaBelum ada peringkat
- Ga 11 A Ga22 PDFDokumen22 halamanGa 11 A Ga22 PDFSAUL OSPINOBelum ada peringkat
- bl01 Aa0104 4Dokumen6 halamanbl01 Aa0104 4chris110Belum ada peringkat
- Sentry and JSHD4 Product CatalogDokumen117 halamanSentry and JSHD4 Product CatalogVictor Hugo Anaya VargasBelum ada peringkat
- ATX Forward 1 PC PowerDokumen36 halamanATX Forward 1 PC PowerAntonio Jose Rodriguez AlvaradoBelum ada peringkat
- Mitsu 14 Technical DataDokumen52 halamanMitsu 14 Technical DataRajesh Mishra100% (1)
- VR20 VR40Dokumen1 halamanVR20 VR40Pedro Pablo Giraldo NuñezBelum ada peringkat
- Threading Tools (SST Series)Dokumen8 halamanThreading Tools (SST Series)Gilberto ManhattanBelum ada peringkat
- BS 10 1962Dokumen3 halamanBS 10 1962S Prabakaran SanmugasundaramBelum ada peringkat
- Parts Manual: 60 HZ Commercial Portable Generator SetDokumen46 halamanParts Manual: 60 HZ Commercial Portable Generator SetDiego Roberto BonattoBelum ada peringkat
- Parts Manual: Electric Stacker WS10S-1600MDokumen23 halamanParts Manual: Electric Stacker WS10S-1600Mgargi yesareBelum ada peringkat
- MotorssDokumen1 halamanMotorssChang ChangBelum ada peringkat
- ANM003 - CopieDokumen16 halamanANM003 - CopiejoramiandrisoaBelum ada peringkat
- BUL 4462 Product Overview Hose Bulletin UK MainDokumen4 halamanBUL 4462 Product Overview Hose Bulletin UK MainTuan buivietBelum ada peringkat
- Preview 92103Dokumen4 halamanPreview 92103Almir RodriguesBelum ada peringkat
- Price Piese Axima 2012Dokumen94 halamanPrice Piese Axima 2012Paun ValentinBelum ada peringkat
- Oteluri S235JRDokumen4 halamanOteluri S235JRIoan DanguleaBelum ada peringkat
- F) LG B1200Dokumen7 halamanF) LG B1200Monique ScottBelum ada peringkat
- MOTOVARIO Ha H Series Data Package Cover PDFDokumen17 halamanMOTOVARIO Ha H Series Data Package Cover PDFsolihinsjBelum ada peringkat
- Despiece ATV 260 Linhai PDFDokumen53 halamanDespiece ATV 260 Linhai PDFKelly Araujo Smith0% (1)
- FMC Parts Recom Aug16 With Lead Time (UPDATED 08.19.2022)Dokumen238 halamanFMC Parts Recom Aug16 With Lead Time (UPDATED 08.19.2022)Francis DedumoBelum ada peringkat
- En 13121-3 Bridas Pn10Dokumen1 halamanEn 13121-3 Bridas Pn10Ricardo BustamanteBelum ada peringkat
- Largo de Campanas: CampanarioDokumen4 halamanLargo de Campanas: CampanarioStemplar42Belum ada peringkat
- Apqp LCDCDokumen83 halamanApqp LCDCmechtek 20Belum ada peringkat
- Load Flow For Current CaseDokumen8 halamanLoad Flow For Current CaseTana AzeezBelum ada peringkat
- Component partsDokumen1 halamanComponent partslbt BraakmanBelum ada peringkat
- Boss PW-10 Service NotesDokumen14 halamanBoss PW-10 Service NotesFernando GómezBelum ada peringkat
- Parts List for Air Conditioning UnitDokumen19 halamanParts List for Air Conditioning UnitYuvraj BappiBelum ada peringkat
- Lista de Material: Lote Id: Nivel Base Id: Descripcion Qty - Per Fixed - Qty Scrap Perc Qty Hand Drawing - IdDokumen6 halamanLista de Material: Lote Id: Nivel Base Id: Descripcion Qty - Per Fixed - Qty Scrap Perc Qty Hand Drawing - IdRafael TellezBelum ada peringkat
- H07Rn-F Flexible Mains and Control Cable Bs en 50525-2-21Dokumen5 halamanH07Rn-F Flexible Mains and Control Cable Bs en 50525-2-21Kevyn Arnold ArevaloBelum ada peringkat
- Two-Piece Mounts1Dokumen8 halamanTwo-Piece Mounts1VitorMelloBelum ada peringkat
- 0db539ac-a5b0-4015-be7f-84e450e10cdeDokumen12 halaman0db539ac-a5b0-4015-be7f-84e450e10cdeJoaquin GiraldoBelum ada peringkat
- SDG100S 3a1 3a5Dokumen66 halamanSDG100S 3a1 3a5КонстантинBelum ada peringkat
- GE Quotation - RevisedDokumen3 halamanGE Quotation - RevisedRavichandran DBelum ada peringkat
- Ricoh Aficio SP C420DN PARTS CATALOGDokumen82 halamanRicoh Aficio SP C420DN PARTS CATALOGYury Kobzar100% (2)
- bloodDokumen20 halamanbloodjuanBelum ada peringkat
- Wharfedale TITAN SUB-A12 - 1-400wDokumen13 halamanWharfedale TITAN SUB-A12 - 1-400wNguyễn Quang TrânBelum ada peringkat
- Kyocera Fs 6525mfp 6530mfp Parts ListDokumen44 halamanKyocera Fs 6525mfp 6530mfp Parts Listmmcchuck_284436071Belum ada peringkat
- Despiece Completo IMDokumen38 halamanDespiece Completo IMSantiago CruzBelum ada peringkat
- General Motors GM 4.3 LDokumen26 halamanGeneral Motors GM 4.3 LsimonBelum ada peringkat
- 1SNC160001C0205 Cha1Dokumen144 halaman1SNC160001C0205 Cha1Nelson SilvaBelum ada peringkat
- LG936L - E5814215A39 Maintenance PartDokumen127 halamanLG936L - E5814215A39 Maintenance Partyucke fardiansyahBelum ada peringkat
- PAK AMIN PARAMETRIkDokumen525 halamanPAK AMIN PARAMETRIkandratheshithandBelum ada peringkat
- Book 3194Dokumen216 halamanBook 3194Aung Naing Latt AungBelum ada peringkat
- Machine card and parts list for BSF28Z.12L concrete pumpDokumen173 halamanMachine card and parts list for BSF28Z.12L concrete pumpAlonso MtZ100% (1)
- Newnes Workshop Engineer's Pocket BookDari EverandNewnes Workshop Engineer's Pocket BookPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Cutting Tool & Machine Tool Accessories World Summary: Market Values & Financials by CountryDari EverandCutting Tool & Machine Tool Accessories World Summary: Market Values & Financials by CountryPenilaian: 2 dari 5 bintang2/5 (1)
- CBN InsertsDokumen27 halamanCBN InsertsTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: WNMG 08 04 04-FHDokumen4 halamanType Inserts With Hole: WNMG 08 04 04-FHTungstenCarbideBelum ada peringkat
- Through Holes Steam Oxide External Cooling: Series 4402Dokumen8 halamanThrough Holes Steam Oxide External Cooling: Series 4402TungstenCarbideBelum ada peringkat
- CC CC: Type Inserts With HoleDokumen4 halamanCC CC: Type Inserts With HoleTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: WBGT 02 01 V3 L-FDokumen1 halamanType Inserts With Hole: WBGT 02 01 V3 L-FTungstenCarbideBelum ada peringkat
- AOMT 123602 PEER-M VP15TF Mitsubishi CarbideDokumen2 halamanAOMT 123602 PEER-M VP15TF Mitsubishi CarbideTungstenCarbideBelum ada peringkat
- Nnmu200608zen-Hk MC5020Dokumen1 halamanNnmu200608zen-Hk MC5020TungstenCarbideBelum ada peringkat
- Any Size Kits Are All $400.00: Steel ApplicationsDokumen2 halamanAny Size Kits Are All $400.00: Steel ApplicationsTungstenCarbideBelum ada peringkat
- VFX5UR0203CA10Dokumen3 halamanVFX5UR0203CA10TungstenCarbideBelum ada peringkat
- Aemw150304er Up20mDokumen1 halamanAemw150304er Up20mTungstenCarbideBelum ada peringkat
- CCMXDokumen1 halamanCCMXTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: VPET 08 02 01 R-SRFDokumen1 halamanType Inserts With Hole: VPET 08 02 01 R-SRFTungstenCarbideBelum ada peringkat
- Cpmt1205zpen-M2 VP15TFDokumen1 halamanCpmt1205zpen-M2 VP15TFTungstenCarbideBelum ada peringkat
- Aemw150304er Up20mDokumen1 halamanAemw150304er Up20mTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: XCMT 15 03 02-SVXDokumen1 halamanType Inserts With Hole: XCMT 15 03 02-SVXTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: WPGT 04 02 04 R-FSDokumen1 halamanType Inserts With Hole: WPGT 04 02 04 R-FSTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: VBMT 11 03 04 - SVDokumen2 halamanType Inserts With Hole: VBMT 11 03 04 - SVTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: VNMG 16 04 02-FHDokumen3 halamanType Inserts With Hole: VNMG 16 04 02-FHTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: VCMT 11 03 02-FPDokumen2 halamanType Inserts With Hole: VCMT 11 03 02-FPTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: TPMH 08 02 02-FVDokumen3 halamanType Inserts With Hole: TPMH 08 02 02-FVTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: WCGT 02 01 02 RDokumen1 halamanType Inserts With Hole: WCGT 02 01 02 RTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: VDGX 16 03 02 RDokumen1 halamanType Inserts With Hole: VDGX 16 03 02 RTungstenCarbideBelum ada peringkat
- TNDokumen6 halamanTNTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: TEGX 16 03 02 RDokumen1 halamanType Inserts With Hole: TEGX 16 03 02 RTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: TCMT 09 02 02-FPDokumen2 halamanType Inserts With Hole: TCMT 09 02 02-FPTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: SPMT 09 03 04Dokumen1 halamanType Inserts With Hole: SPMT 09 03 04TungstenCarbideBelum ada peringkat
- SNDokumen4 halamanSNTungstenCarbideBelum ada peringkat
- Type Inserts Without Hole: Posi 6ºDokumen1 halamanType Inserts Without Hole: Posi 6ºTungstenCarbideBelum ada peringkat
- Type Inserts With Hole: SCMT 09 T3 04-FPDokumen2 halamanType Inserts With Hole: SCMT 09 T3 04-FPTungstenCarbideBelum ada peringkat
- Application of Titanium & Its Alloys For Automobile Parts PDFDokumen6 halamanApplication of Titanium & Its Alloys For Automobile Parts PDFAhmadreza AminianBelum ada peringkat
- Metals and Materials For Low Temperatures and Cryogenic Applications - Gasparini IndustriesDokumen7 halamanMetals and Materials For Low Temperatures and Cryogenic Applications - Gasparini IndustriesDianna LambertBelum ada peringkat
- Product CatalogDokumen92 halamanProduct CatalogdoctorniravBelum ada peringkat
- Microstructure and Fatigue Performance of SLM Ti6Al4V Alloy After Different Stress Relief TreatmentsDokumen6 halamanMicrostructure and Fatigue Performance of SLM Ti6Al4V Alloy After Different Stress Relief TreatmentsÁlvaro Nieto CastroBelum ada peringkat
- SM - Unit 4 - R1Dokumen105 halamanSM - Unit 4 - R1Jayashree MisalBelum ada peringkat
- Seminar Report HimanshuDokumen36 halamanSeminar Report HimanshuAditya SharmaBelum ada peringkat
- Metals HandbookDokumen33 halamanMetals HandbookAlexandre Sp50% (4)
- Laser Welding of Ti6Al4V Titanium AlloysDokumen9 halamanLaser Welding of Ti6Al4V Titanium Alloysadnan domlogeBelum ada peringkat
- Design and analysis of steam turbine bladesDokumen7 halamanDesign and analysis of steam turbine bladesaliBelum ada peringkat
- BMS Numbers With DescriptionDokumen9 halamanBMS Numbers With DescriptionIvent100% (1)
- Mechanical Properties of Biomedical Ti AlloysDokumen6 halamanMechanical Properties of Biomedical Ti AlloysHugo FernándezBelum ada peringkat
- Mil STD 1587e PDFDokumen43 halamanMil STD 1587e PDFRaj Rajesh100% (1)
- Joint Reconstruction V7.1Dokumen23 halamanJoint Reconstruction V7.1Tusan SidhartaBelum ada peringkat
- Non Ferrous MetalsDokumen30 halamanNon Ferrous MetalsjemahbabesBelum ada peringkat
- Metal Equivalent GradesDokumen2 halamanMetal Equivalent GradesMarcelo CostaBelum ada peringkat
- TitaniumDokumen14 halamanTitaniumTalKanBelum ada peringkat
- (Advances in Intelligent Systems and Computing 623) Marek Gzik, Ewaryst Tkacz, Zbigniew Paszenda, Ewa Piętka (Eds.) - Innovations in Biomedical Engineering-Springer International Publishing (2018)Dokumen417 halaman(Advances in Intelligent Systems and Computing 623) Marek Gzik, Ewaryst Tkacz, Zbigniew Paszenda, Ewa Piętka (Eds.) - Innovations in Biomedical Engineering-Springer International Publishing (2018)Davy Jean DrahaBelum ada peringkat
- DIN English - Aircraft and Space Vehicle Engineering Collection - IHSDokumen3 halamanDIN English - Aircraft and Space Vehicle Engineering Collection - IHSprashant.acharyahnrBelum ada peringkat
- F1580Dokumen3 halamanF1580gaso99Belum ada peringkat
- 1 s2.0 S0264127517311383 Main PDFDokumen26 halaman1 s2.0 S0264127517311383 Main PDFGiridharanVijayKumarBelum ada peringkat
- 1.4 A Tija Centromedulara PFN ScurtDokumen20 halaman1.4 A Tija Centromedulara PFN ScurtGhica CostinBelum ada peringkat
- Optimize SLM Parameters Using Taguchi MethodDokumen7 halamanOptimize SLM Parameters Using Taguchi MethodHa Linh PhanBelum ada peringkat
- Jawaharlal Nehru Technological University Hyderabad Light Metals and Alloys Objective Exam Practice QuestionsDokumen8 halamanJawaharlal Nehru Technological University Hyderabad Light Metals and Alloys Objective Exam Practice Questionsvenkiscribd444Belum ada peringkat
- BASE METAL ALLOYS FOR DENTAL APPLICATIONSDokumen85 halamanBASE METAL ALLOYS FOR DENTAL APPLICATIONSmeghaBelum ada peringkat
- Titanium Alloys For Biomedical ApplicationsDokumen9 halamanTitanium Alloys For Biomedical Applicationsleizar_death64Belum ada peringkat
- Titanium Plate B-265Dokumen10 halamanTitanium Plate B-265Sharad KokateBelum ada peringkat
- TECHNICALDokumen48 halamanTECHNICALPuneeth KumarBelum ada peringkat
- Properties and Microstructures in Metal Selective Laser MeltingDokumen12 halamanProperties and Microstructures in Metal Selective Laser MeltingGabriel Petrea100% (1)