Trabajo de Talleres
Diunggah oleh
Ronnie Guanga0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
28 tayangan34 halamanHak Cipta
© © All Rights Reserved
Format Tersedia
DOCX, PDF, TXT atau baca online dari Scribd
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online dari Scribd
0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
28 tayangan34 halamanTrabajo de Talleres
Diunggah oleh
Ronnie GuangaHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online dari Scribd
Anda di halaman 1dari 34
UNIVERSIDAD TCNICA DE COTOPAXI
CARRERA DE CIENCAS DE LA INGENIERA Y APLICADAS
TRABAJO DE TALLERES II
TEMA:
ACADOS SUPERFICIALES LIMADOS ,
REFRENTADO , CILIDNRADO ,TALADRADO.
DIFRENCIAS Y SEMEJANZAS ENTRE
MECANIZADOS MANUALES Y
MAQUINADOS.
NOMBRE: RONNIE GUANGA
NIVEL: CUARTO
ESPECIALIDAD: ING. INDUSTRIAL
DOCENTE: ING. MARCELO TELLO
INFORME
Introduccin
Dentro del rea de la metrologa en el mbito de la Ingeniera, nos encontramos con dos casos
extremos del uso de lo aprendido en este curso, estos casos son los acabados superficiales y la
acumulacin de tolerancia.
En el primer caso se deben tener las habilidades para interpretar, medir y saber la finalidad de los
acabados superficiales; dentro de los cuales, el ms comn y gran parte de nuestro sujeto de
estudio es el acabado por maquinado, el cual genera una rugosidad controlada til en la superficie
que tendr que realizar una funcin dentro de la finalidad de la pieza. Para poder representar
pictricamente los valores de rugosidad deseados en la superficie de una pieza se utilizan varios
parmetros estadsticos, dentro de los cuales podemos encontrar Ra, Rz, Rc y Ry; estos sern el
centro de la siguiente investigacin en el rea de acabado superficial, as como el uso y finalidades
de los acabados en el rea de ingeniera.
Es evidente que hoy en da no solo basta con la concrecin de las medidas de una pieza, sino que
se necesita estudiar y normalizar los estados superficiales de la pieza mecanizada, sobre todo para
poder establecer los ajustes y las tolerancias de la propia pieza, de ah que surja la micro
geometra que estudia los defectos de la superficie, rugosidades, ondulaciones, etc. producidas en
los procesos de mecanizado de las piezas, las cuales perjudican la precisin y exactitud de las
medidas, disminuye los ajustes y producen vibraciones en las mquinas.
Al principio haba una mala clasificacin porque se utilizaban palabras como basta, fina, alisada,
para determinar un estado superficial. En 1940 se inici en USA un mtodo que puede permita
relacionar los distintos grados de acabado con las necesidades del montaje y servicio que deben
prestar las piezas en base a establecer una serie de requisitos, es decir, hay unas normas
superficiales. Y obliga a que una vez determinado el acabado superficial se debe especificar el
proceso de mecanizado concreto.
OBEJTIVO GENERAL:
Uso y Aplicaciones del Acabado Superficial dentro de la Ingeniera Industrial.
Definirlos conocimientos bsicos acerca de los acabados superficiales, as como de la
acumulacin de tolerancias. Esto con el objetivo de proporcionar valiosas herramientas de
diseo y aplicarlas para obtener productos de gran calidad.
OBEJTIVO ESPECFICO:
Analizar las definiciones y desarrollos de rugosidad, medidas generales, simbologa, tipos
de dimensionamiento de acumulacin de tolerancias y por ltimo la importancia que
tienen todos estos en la ingeniera.
Por lo que atae, la rugosidad y la ondulacin (perjudicial) se produce por un perfil errneo de la
herramienta o por la falta de rigidez de la pieza o en su sujecin. Tambin se debe indicar el grado
de acabado superficial comparndolo con una muestra.
Uso y Aplicacin del Acabado Superficial.
El acabado es un proceso de fabricacin empleado en la manufactura cuya finalidad es obtener
una superficie con caractersticas adecuadas para la aplicacin particular del producto que se est
manufacturando; esto incluye mas no es limitado a la cosmtica de producto.
En algunos casos el proceso de acabado puede tener la finalidad adicional de lograr que el
producto entre en especificaciones dimensionales.
El aspecto o calidad superficial de una pieza depende del material empleado en su fabricacin y
del proceso seguido para su terminacin. Obviamente la funcin a realizar por la pieza debe ser la
que nos indique su grado de acabado superficial
Los objetivos funcionales a cumplir por una superficie deben ser:
Protectores
Decorativos
Tecnolgicos (Disminucin o aumento del rozamiento, Resistencia al desgaste, etc.)
Para dar satisfaccin a estos aspectos funcionales llegbamos a la conclusin de la necesidad de
introducir tolerancias en el diseo que nos permitieran establecer los lmites de aceptacin o
rechazo de una pieza fabricada. Pues bien, igual sucede con el mecanizado de superficies,
pudiendo diferenciar dos tipos de irregularidades:
1.Rugosidades. Provocadas por las huellas de las herramientas que fabricaron la pieza.
2.Ondulaciones. Procedentes de holguras y desajustes en las mquinas-herramienta que
fabricaron la pieza .
En la actualidad, los acabados se entienden como una etapa de manufactura de primera lnea,
considerando los requerimientos actuales de los productos. Estos requerimientos pueden ser:
Esttica: Tiene gran impacto psicolgico en la calidad del producto.
Liberacin o introduccin de esfuerzos mecnicos: las superficies manufacturadas pueden
presentar esfuerzos debido a procesos de arranque de viruta. Los acabados con remocin de
material pueden eliminar estos esfuerzos.
Eliminar puntos de iniciacin de fracturas y aumentar la resistencia a la fatiga.
Nivel de limpieza y esterilidad: Una superficie sin irregularidades es poco propicia para albergar
suciedad, contaminantes o colonias de bacterias.
Propiedades mecnicas de su superficie
Proteccin contra la corrosin
Rugosidad
Tolerancias dimensionales de alta precisin
Pues bien, cuando se habla del mecanizado de una superficie podemos identificar dos tipos de
irregularidades:
1. Rugosidades. Provocadas por las huellas de las herramientas que fabricaron la pieza.
2. Ondulaciones. Procedentes de holguras y desajustes en las mquinas-herramienta que
fabricaron la pieza.
Normalmente la coincidencia de ambas irregularidades dan lugar a los perfiles mostrados en la
figura A (Aguilar 1999).
Figura A. Tipos de irregularidades superficiales.
Desde el punto de vista funcional tenemos las siguientes definiciones:
a) Superficie funcional. El trmino se refiere al tipo de superficies que presentan contacto directo
y dinmico con otras, es decir, que van a experimentar movimientos relativos de rotacin o
traslacin respecto a superficies de otro u otros elementos. Debido a su trabajo, necesitan de un
acabado superficial muy fino para evitar prdidas importantes de energa y calentamiento por
rozamiento.
b) Superficie de apoyo. Son superficies que mantienen un contacto esttico, y por tanto sin
rozamiento dinmico, con otras, por lo que no necesitaron un acabado demasiado fino.
c) Superficie libre. Se refiere a aquellas superficies que no van a presentar contacto alguno con
otras, por lo que podremos especificar un acabado basto, siempre que ste sea regular. En este
caso priman generalmente condicionantes estticos a los meramente funcionales.
(Ver figura B.)
FIGURA B. Clasificacin de superficies segn su funcin.
Los acabados superficiales se pueden clasificar segn su naturaleza.
Figura C. clasificacin de los acabados superficiales. Fuente: Nerey 2008
Nota: Debido a que los tipos de acabado son muchos y variados, solo se presentaran algunos en
este trabajo. Consulte las referencias para una mayor informacin de ellos.
Procesos de manufactura
Los procesos de manufactura son variados y diferentes dependiendo de las exigencias del diseo y
la funcionalidad de las piezas. Una diferenciacin de los procesos podra hacerse de la siguiente
manera: procesos con arranque de material, procesos sin arranque de material, tratamientos
trmicos, recubrimientos o revestimientos y procesos de fabricacin, o acabado superficial,
especiales.
Moleteado.
Operacin consistente en tallar sobre una parte de una pieza una serie de estras que la hacen ms
rugosa. Se usa para asegurar el agarre del mango o empuadura de una pieza o herramienta. El
moleteado se consigue con una herramienta denominada moleta, de material ms duro que la
pieza a grabar, que se presiona sobre la zona a moletear. La forma del moleteado puede ser recta
(paralela a las generatrices del cilindro; figura F.), oblicua (lneas helicoidales) o cruzada (lneas
helicoidales de paso contrario; figura F.).
Simbologa de acabados
En su investigacin, Flores Paye puntualiza que un dibujo tcnico es el plano de una pieza
elaborado como instrumento de comunicacin y debe:
1. Ser completo.- Contener todos los requisitos de la pieza y proteger su funcionalidad.
2. Ser funcional.- Las dimensiones en el dibujo deben mostrar y asegurar que la pieza va a
funcionar como se plane.
3. Especificar la tolerancia mxima.- Es aquella tolerancia que permite el funcionamiento
de la pieza. Entre ms cerrada es la tolerancia mayor ser la dificultad para fabricarla. Con
tolerancias ms amplias la pieza ser ms fcil de trabajar y ms econmica tambin.
4. Ser claro.- El dibujo debe ser comprendido de la misma forma, por todas las personas,
en todas las actividades del proceso y ms an en todos los idiomas, con una
sola interpretacin, sin confusiones.
Pues bien, el plano de una pieza no podra est completo sin las indicaciones pertinentes de
acabado que la pieza requiere para su ptimo desempeo. As como existen smbolos para indicar
tolerancias geomtricas, tambin existen smbolos para determinar los tipos de acabado de una
pieza. Algunos de estos smbolos son los siguientes:
Figura H. Smbolos bsicos de acabados superficiales.
Cuando se indica una rugosidad superficial en un dibujo se hace mediante valores numricos o
bien con clasificaciones, ya sea para indicar la rugosidad mxima tolerable o bien un rango de
rugosidades mnima y mxima. Cuando no se cuenta con unidades se supone que las unidades son
micrmetros.
Cuando es necesario especificar un una caracterstica especial o adicional se hace mediante una
lnea horizontal a partir del trazo ms largo del smbolo.
Tambin podemos indicar un tratamiento superficial en una zona determinada mediante una lnea
gruesa trazo-punto. Si fuera necesario realizar un mecanizado mediante arranque de viruta para
despus aplicar un revestimiento superficial de niquelado, se especificara tal y como aparece en la
figura J.
Otras indicaciones pueden ser las siguientes:
Indicacin de la longitud bsica. Dicha longitud ser Seleccionada sobre la serie dada por la norma
UNE 82-301 (ISO/R 468).
Indicacin de sobre medida para mecanizado. Las unidades en las que viene dada esta sobre
medida sern las mismas que las usadas en la acotacin, normalmente milmetros.
Direccin de las estras de mecanizado sobre la superficie. Si fuera necesario indicar la direccin de
las estras originadas por el mecanizado, dada por la direccin predominante de las irregularidades
superficiales, se especificaran los smbolos correspondientes.
Figura L. Smbolos para la especificacin de la direccin de las
estras de mecanizado.
a) Estras paralelas al plano de proyeccin de la vista sobre la que se aplica el smbolo.
b) Estras perpendiculares al plano de proyeccin de la vista sobre la que se aplica el smbolo.
c) Estras cruzadas segn dos direcciones oblicuas en relacin al plano de proyeccin de la vista
sobre la que se aplica el smbolo.
d) Estras multidireccionales.
e) Estras concntricas respecto al centro de la superficie mecanizada.
f) Estras con forma radial respecto al centro de la superficie mecanizada.
En la figura siguiente se puede ver la disposicin de todas las indicaciones sobre estados
superficiales en relacin con el smbolo bsico.
Usos y aplicaciones
Existen varios tipos de acabado superficial que pueden que se pueden ver en la siguiente tabla y
los distintos tipos de materiales a los cuales pueden ser aplicados.
Tabla B. Aplicaciones generales de los estados superficiales.
ACABADOS SUPERFICIALES
Superficie
Una superficie es aquello que tiene contacto como un barreno que al sujetarse con un objeto tal
como una pieza manufacturada. El diseador especifica las dimensiones de la pieza, relacionando
las distintas superficies una con la otra. Estas superficies nominales representan el contorno
relacionado con la superficie de la pieza, y estn definidas por las lneas en el plano de ingeniera.
Las superficies nominales aparecen como lneas absolutamente rectas, crculos ideales, agujeros
redondos, y otras aristas y superficies que son perfectas en su geometra. Las superficies reales de
una pieza manufacturada estn determinadas por el proceso utilizado para fabricarla. La variedad
de procesos disponibles en la manufactura da como resultado variaciones amplias de las
caractersticas de la superficie, y es importante para los ingenieros entender la tecnologa de las
superficies.
Las superficies tienen importancia tecnolgica y comercial por varias razones, diferentes para
distintas aplicaciones de los productos:
1) razones estticas, las superficies que son tersas y sin marcas y manchas es ms probable que
causen una impresin favorable en el consumidor.
2) Las superficies afectan la seguridad.
3) La friccin y el uso dependen de las caractersticas de las superficies.
4) Las superficies afectan las propiedades mecnicas y fsicas; por ejemplo, los defectos de las
superficies pueden ser puntos de concentracin de esfuerzos.
5) El ensamblaje de las piezas se ve afectado por sus superficies; por ejemplo, la resistencia de las
juntas unidas con adhesivos se incrementa si las superficies tienen poca rugosidad.
6) Las superficies suaves constituyen contactos elctricos mejores.
La tecnologa de superficies tiene que ver con:
1) la definicin de las caractersticas de una superficie
2) la textura de la superficie
3) la integridad de la superficie
4) la relacin entre los procesos de manufactura y las caractersticas de la superficie resultante.
Superficie real: Superficie que limita el cuerpo y lo separa del medio que lo separa.
Superficie geomtrica: Superficie ideal cuya forma est especificada por el dibujo y/o todo
documento tcnico
Superficie de referencia. Superficie a partir de la cual se determinan los parmetros de rugosidad.
Tiene la forma de la superficie geomtrica. Se puede calcular por el mtodo de mnimos
cuadrados.
Perfil real: es la interseccin de la superficie real con un plano normal.
Acabado
Es un proceso de fabricacin empleado en la manufactura cuya finalidad es obtener una superficie
con caractersticas adecuadas para la aplicacin particular del producto que se est
manufacturando; esto incluye mas no es limitado a la cosmtica de producto. En algunos casos el
proceso de acabado puede tener la finalidad adicional de lograr que el producto entre en
especificaciones dimensionales.
Antiguamente, el acabado se comprenda solamente como un proceso secundario en un sentido
literal, ya que en la mayora de los casos slo tena que ver con la apariencia del objeto u artesana
en cuestin, idea que en muchos casos persiste y se incluye en la esttica y cosmtica del
producto.
En la actualidad, los acabados se entienden como una etapa de manufactura de primera lnea,
considerando los requerimientos actuales de los productos. Estos requerimientos pueden ser:
Esttica: el ms obvio, que tiene un gran impacto sicolgico en el usuario respecto a
la calidad del producto.
Liberacin o introduccin de esfuerzos mecnicos: las superficies manufacturadas pueden
presentar esfuerzos debido a procesos de arranque de viruta, en donde la superficie se
encuentra deformada y endurecida por la deformacin plstica a causa de
las herramientas de corte, causando esfuerzos en la zona superficial que pueden reducir
la resistencia o inclusive fragilizar el material. Los acabados con remocin de material
pueden eliminar estos esfuerzos.
Eliminar puntos de iniciacin de fracturas y aumentar la resistencia a la fatiga: una
operacin de acabado puede eliminar micro fisuras en la superficie.
Nivel de limpieza y esterilidad. Una superficie sin irregularidades es poco propicia para
albergar suciedad, contaminantes o colonias de bacterias.
Propiedades mecnicas de su superficie
Proteccin contra la corrosin
Rugosidad
Tolerancias dimensionales de alta precisin.
Caractersticas de las superficies
Una vista microscpica de la superficie de una pieza revela sus irregularidades e imperfecciones.
Los rasgos de una superficie comn se ilustran en la seccin transversal magnificada de la
superficie de una pieza metlica. Ver figura 1.1. Aunque aqu el anlisis se concentra en las
superficies metlicas, los comentarios vertidos aqu se aplican a las cermicas y polmeros, con
modificaciones debidas a las diferencias en la estructura de estos materiales. El cuerpo de la pieza,
conocida como sustrato, tiene una estructura granular que depende del procesamiento previo del
metal; por ejemplo, la estructura del sustrato del metal se ve afectada por su
composicin qumica, el proceso de fundicin que se us originalmente para el metal, y
cualesquiera operaciones de deformacin y tratamientos trmicos llevados a cabo sobre el
material de fundicin.
El exterior de la pieza es una superficie cuya topografa es todo menos recta y tersa.
En la seccin transversal magnificada, la superficie tiene rugosidad, ondulaciones y defectos.
Aunque aqu no se observan, tambin tiene un patrn o direccin que resulta del proceso
mecnico que la produjo. Todos estos rasgos geomtricos quedan incluidos en el trmino textura
de la superficie.
Justo por debajo de la superficie se encuentra una capa de metal cuya estructura difiere de la del
sus trato. Se denomina capa alterada, y es una manifestacin de las acciones que se mencionaron
al hablar de la superficie, durante la creacin de sta y etapas posteriores. Los procesos de
manufactura involucran energa, por lo general en cantidades importantes, que opera sobre la
pieza, contra su superficie. La capa alterada puede resultar del endurecimiento
por trabajo (energa mecnica), calor (energa trmica), tratamiento qumico, o incluso energa
elctrica. El metal de esta capa resulta afectado por 1ft aplicacin de energa, y su micro
estructura se altera en consecuencia. Esta capa alterada cae dentro del alcance de la integridad de
la superficie, que tiene que ver con la definicin, la especificacin y el control de las capas de la
superficie de un material (metales, los ms comunes), en la manufactura y el desempeo posterior
en el uso. El alcance de la integridad de la superficie por lo general se interpreta para incluir la
textura de la superficie, as como la capa alterada ubicada bajo ella.
Adems, la mayora de las superficies metlicas estn cubiertas por una capa de xido, si se da
el tiempo suficiente para que se forme despus del procesamiento. El aluminio forma en su
superficie una capa delgada, densa y dura de Al2O3 (que sirve para proteger al sustrato de
la corrosin), y el fierro forma xidos de varias composiciones qumicas sobre su superficie (el
xido, que virtualmente no da ninguna proteccin). Tambin es probable que en la superficie de la
pieza haya humedad, mugre, aceite, gases adsorbidos, y otros contaminantes.
fig. 1.1 Seccin transversal de una superficie metlica comn.
Textura de las superficies
La textura de la superficie consiste en las desviaciones repetitivas o aleatorias de la superficie
nominal de un objeto; la definen cuatro caractersticas: rugosidad, ondulacin, orientacin y
defectos o fallas, como se observa en la figura 1.2
fig. 1.2 Rasgos de la textura de una superficie.
La rugosidad se refiere a las desviaciones pequeas, espaciadas finamente, de la superficie
nominal y que estn determinadas por las caractersticas del material y el proceso que form la
superficie.
La ondulacin se define como las desviaciones de espaciamiento mucho mayor; ocurren debido a
la deflexin del trabajo, vibraciones, tratamiento trmicas, y factores similares. La rugosidad est
sobre impuesta a la ondulacin.
La orientacin es la direccin predominante o patrn de la textura de la superficie. Est
determinada por el mtodo de manufactura utilizado para crear a la superficie, por lo general a
partir de la accin de una herramienta de corte. En la figura 1.3 se ilustran la mayora de las
orientaciones posibles que puede haber en una superficie, junto con el smbolo que utiliza el
diseador para especificarlas.
Fig. 1.3 Orientaciones posibles de una superficie.
Los defectos son irregularidades que ocurren en forma ocasional en la superficie; incluyen: grietas,
ralladuras, inclusiones y otros defectos similares. Aunque algunos de los defectos se relacionan
con la textura de la superficie tambin afectan su integridad.
Rugosidad de la Superficie
La rugosidad de una superficie es una caracterstica mensurable, con base en las desviaciones de la
rugosidad segn se defini antes. El acabado de la superficie es un trmino ms subjetivo que
denota la suavidad y calidad general de una superficie. En el habla popular, es frecuente utilizar el
acabado superficial o de la superficie como sinnimo de su rugosidad. La calidad de la rugosidad
superficial se maneja por las siguientes normas: UNE 82301:1986 Rugosidad superficial.
Parmetros, sus valores y las reglas generales para la determinacin de las especificaciones
(ISO 468: 1982), UNE-EN ISO 4287:1998 Especificacin geomtrica de productos (GPS). Calidad
superficial: Mtodo del perfil. Trminos, definiciones y parmetros del estado superficial (ISO
4287:1997), y UNE 1037:1983. Indicaciones de los estados superficiales en los dibujos (ISO 1302:
1978)La medida que se emplea ms comnmente para la textura de una superficie, es su
rugosidad. Respecto a la figura 1.4, la rugosidad de la superficie se define como el promedio de las
desviaciones verticales a partir de la superficie nominal, en una longitud especificada de la
superficie. Por lo general se utiliza un promedio aritmtico (AA), con base en los valores absolutos
de las desviaciones, y este valor de la rugosidad se conoce con el nombre de rugosidad promedio.
Fig. 1.4 Desviaciones de la superficie nominal.
En forma de ecuacin es:
Donde R =media aritmtica de la rugosidad, m (in); y es la desviacin vertical a partir de la
superficie nominal (convertida a valor absoluto), m (in); y Lm es la distancia especificada en la que
se miden las desviaciones de la superficie. Quiz sea ms fcil de entender una aproximacin de la
ecuacin (5.1), dada por Donde Ra tiene el mismo significado que antes; yi son las desviaciones
verticales convertidas a valor absoluto e identificadas por el subndice i, m (in) y n es el nmero de
desviaciones incluidas en Lm. Se ha dicho que las unidades en estas ecuaciones son m (in). stas
son las unidades de uso ms comn para expresar la rugosidad de una superficie.
Hoy da, el AA es el mtodo de promedios que se emplea ms para expresar la rugosidad de una
superficie. Una alternativa, que en ocasiones se utiliza en Estados Unidos, es el promedio segn la
raz media cuadrtica (RMS), que es la raz cuadrada de la media de las desviaciones elevadas al
cuadrado sobre la longitud de medicin. Los valores RMS de la rugosidad de la superficie casi
siempre sern mayores que los AA, debido a que las desviaciones grandes pesan ms en los
clculos del valor RMS.
La rugosidad de la superficie tiene la misma clase de deficiencias que cualquier medida que se use
para evaluar un atributo fsico complejo. Por ejemplo, falla para tomar en cuenta las orientaciones
del patrn superficial; as, la rugosidad de la superficie vara en forma significativa, en funcin de la
direccin en que se mida.
Otra deficiencia es que la ondulacin queda incluida en el clculo de Ra. Para evitar este problema
se emplea un parmetro denominado longitud de corte, que se usa como un filtro que separa la
ondulacin de una superficie medida de las desviaciones de la rugosidad. En realidad, la longitud
de corte es una distancia muestral a lo largo de la superficie. Una distancia muestral ms corta que
el ancho de la ondulacin eliminar las desviaciones verticales asociadas con sta y slo incluir
aquellas que se relacionan con la rugosidad. En la prctica, la longitud de corte ms comn es 0.8
mm (0.030 in). La longitud de medicin Lm, se establece normalmente como de cinco veces la
longitud de corte.
Las limitaciones de la rugosidad de la superficie han motivado la creacin de medidas adicionales
que describan en forma ms completa la topografa de una superficie dada. Estas mediciones
incluyen salidas grficas tridimensionales de la superficie, como se describe en la referencia.
Medicin de la Rugosidad
Comparadores viso tctiles
Fig. 1.5
Elementos para evaluar el acabado superficial de piezas por comparacin visual y tctil con
superficies de diferentes acabados obtenidas por el mismo proceso de fabricacin.
Rugosmetro de palpador mecnico
Fig. 1.6
Instrumento para la medida de la calidad superficial basado en la amplificacin elctrica de la
seal generada por un palpador que traduce las irregularidades del perfil de la seccin de la pieza.
Fig. 1.7 Rugosmetro
Smbolos para la textura de la superficie
Los diseadores especifican la textura de la superficie en un plano de ingeniera, por medio
de smbolos como los que se ven en la figura 1.8, 1.9, 1.10 y 1.11. El smbolo que designa los
parmetros de la textura de una superficie es una marca de revisin (se parece al smbolo de la
raz cuadrada), con acotaciones para la rugosidad promedio, ondulacin, corte, orientaciones y
espaciamiento mximo de la rugosidad. Los smbolos para las orientaciones estn tomados de la
figura 1.3.
Fig. 1.8 Smbolos para la textura de la superficie en los planos de ingeniera: a) el smbolo, y b)
smbolo con leyendas de identificacin. Los valores de R, estn dados en micro pulgadas; las
unidades para otras mediciones se dan en pulgadas. Los diseadores no siempre especifican todos
los parmetros en los planos de ingeniera.
Fig. 1.9 smbolos sin indicaciones.
Fig. 1.10 Smbolos con indicacin del criterio principal de la rugosidad, (Ra).
Fig. 1.11 Smbolos con indicaciones complementarias.
Indicaciones en los dibujos
Los smbolos y las indicaciones deben orientarse de tal forma que se puedan leer desde la base o
desde la derecha del dibujo. Si no pudiera colocarse de esta forma y el smbolo no llevara ninguna
indicacin, salvo la rugosidad, puede representarse en cualquier posicin, excepto la indicacin de
la rugosidad que debe tener la orientacin correcta (ver figura 1.12).
Fig. 1.12
Si el estado superficial fuera igual para todas las superficies debe indicarse con una nota cerca del
dibujo y del cajetn a continuacin de la marca de la pieza como se muestra en la figura 1.13.
Clases de Rugosidad
Procesos de fabricacin
Procesos para mecanizado del material
La fabricacin de piezas mediante arranque de viruta o material se consigue a partir del
mecanizado de su superficie, lo que puede realizarse por varios procedimientos, entre ellos:
A) Fresado.
Arranque de viruta mediante la accin de una herramienta con dientes de filos cortantes,
denominada fresa, que gira alrededor de su eje, pudiendo actual tangencial o frontalmente
respecto a la superficie mecanizada (Figura 1.14).
Fig. 1.14 Fresado tangencial y frontal.
B) Torneado.
Se denomina as al procedimiento de fabricacin para el que se emplea la mquinaherramienta
considerada como fundamental, el torno. Con ella se pueden realizar mltiples operaciones,
aunque la ms importante es el torneado o fabricacin de piezas de revolucin (Figura 1.15).
Fig. 1.15 Esquema de un torno.
C) Taladrado.
Consiste en la perforacin de una pieza, parcial (taladro ciego) o totalmente (taladro pasante),
mediante una herramienta llamada broca. La broca gira alrededor de su eje de revolucin a la vez
que se desplaza en la direccin del mismo.
D) Aserrado.
Procedimiento de fabricacin que consta de una herramienta de acero denominada sierra, dotada
de un movimiento alternativo longitudinal, con la cual se consigue cortar chapas y planchas.
Tambin se puede realizar este tipo de cortes con un soplete oxiacetilnico.
Por otra parte, los procedimientos de fabricacin sin arranque de viruta tienen la particularidad de
que moldean o forjan el material sin arrancar parte del mismo. Entre estos procedimientos de
fabricacin podemos destacar:
A) Fundicin.
Consiste en rellenar un molde o modelo negativo de la pieza a fabricar con metal fundido. Una vez
enfriado el metal se procede al desmoldeo para obtener la pieza deseada. Segn el tipo de molde
utilizado diferenciamos el moldeo en arena, moldeo en molde metlico o coquilla (fundicin
mediante inyeccin de metal fundido a presiones de 2550 atmsferas), y moldeo a la cera o
resina perdida.
B) Forja.
Consiste en la conformacin de la pieza mediante golpes o prensado, calentndola previamente
para facilitar la operacin. Dentro de la forja podemos diferenciar:
Forja manual o libre. Conformacin de la pieza a travs de mazo y yunque.
Forja en estampa. Consiste en utilizar una prensa que consta de estampa y contra estampa. La
estampa o matriz, que acta como yunque, contiene el vaciado correspondiente a la forma de la
pieza, mientras la contra estampa o martillete, que acta como mazo, golpea la estampa,
prensando el material previamente calentado para mejorar su fluidez, de forma que ste rellena el
vaciado de la matriz.
C) Laminado.
Se emplea en la obtencin de perfiles laminados de gran longitud en relacin a su seccin
transversal.
Por ejemplo, es muy utilizado en la fabricacin de perfiles resistentes de construcciones
agroindustriales metlicas (perfiles IPN, UPN, etc.). La laminadora es una mquina que consta de
dos rboles horizontales y paralelos en los que se acoplan sendos cilindros simtricos que dejan
una zona libre con la forma requerida por el perfil. Generalmente el proceso precisa de varias
pasadas por diferentes trenes de laminado, de forma que se logre una transicin gradual de la
pieza en basto al perfil de diseo.
D) Extrusionado
Operacin consistente en obligar a pasar por un orificio de forma predeterminada a un material o
metal en estado fluido.
La indicacin en los dibujos tcnicos de la rugosidad superficial de diseo se lleva a cabo mediante
la asignacin del valor numrico de mxima rugosidad tolerada (Figura 9.8). Si no se disponen
unidades se supone que dicho valor se expresa en micrmetros.
Procesos de fabricacin especiales
En algunas ocasiones es necesario especificar algunas caractersticas o exigencias adicionales para
la ejecucin de una determinada superficie. Estas caractersticas deben consignarse sobre un trazo
horizontal dispuesto a partir del trazo ms largo del smbolo bsico
a) Procesos de fabricacin o acabado superficial especiales.
Rectificado. Operacin cuyo objetivo es conseguir un excelente acabado superficial. Aunque
puede realizarse con fresa o torno, el mejor grado de calidad se consigue con la herramienta
denominada muela, constituida por granos de material abrasivo cementados con una substancia
cermica.
Bruido. Su objeto es obtener una superficie con una rugosidad muy pequea. Generalmente se
emplea en el acabado de piezas de precisin, realizando el afinado mediante una muela recubierta
de piel.
Rasqueteado. Es una operacin realizada de forma manual con una herramienta llamada
rasquete, que sirve para alisar y mejorar la calidad de dos superficies funcionales que van a estar
en contacto.
Moleteado. Operacin consistente en tallar sobre una parte de una pieza una serie de estras que
la hacen ms rugosa. Se usa para asegurar el agarre del mango o empuadura de una pieza o
herramienta.
El moleteado se consigue con una herramienta denominada moleta, de material ms duro que la
pieza a grabar, que se presiona sobre la zona a moletear. La forma del moleteado puede ser recta
(paralela a las generatrices del cilindro; figura 1.17), oblicua (lneas helicoidales) o cruzada (lneas
helicoidales de paso contrario; figura 1.17).
Fig. 1.17. Aplicacin de moleteados cruzados y rectos.
Limado. Rebaje de una superficie practicado con una herramienta llamada lima.
Escariado. Operacin realizada con un escariador cuyo objetivo es la mejora de la calidad
superficial de taladros cilndricos.
b) Tratamientos trmicos.
Son operaciones de acabado superficial cuyo objetivo primordial es generalmente aumentar la
dureza del material y resistencia al desgaste, facilitar su mecanizado y/o conferirle algunas
propiedades especficas.
Templado. Fuerte calentamiento de una pieza de acero, seguido de un enfriamiento. La
temperatura alcanzada y la rapidez del enfriamiento dependen de la calidad del acero y de la
dureza perseguida.
Revenido. Tratamiento trmico posterior al templado que intenta limitar la presencia de grietas
debidas al enfriamiento rpido. Suele dar una mayor tenacidad al acero. Las operaciones de
templado y revenido son prctica habitual en la fabricacin de herramientas de acero.
Recocido. Consiste en elevar la temperatura del hierro o del acero para continuar con un
enfriamiento lento. Facilita el posterior mecanizado de la pieza.
Cementado. Operacin compleja basada en un tratamiento trmico del hierro o del acero para
aadirle alguna substancia que mejore bsicamente su dureza. Un ejemplo podra ser la aplicacin
de un cemento carburante.
c) Recubrimientos o revestimientos.
Se emplean para proteger al material de la pieza de agentes externos agresivos, mejorando su
resistencia al desgaste y corrosin. Tambin pueden tener como objetivo la capacitacin de la
pieza para ciertas funciones especficas, por ejemplo la de aislamiento elctrico. Segn el material
con el que se recubra la superficie podemos hablar de niquelado (Ni), cromado (Cr), estaado (Sn),
etc. En estos casos la operacin de revestimiento consiste en un galvanizado mediante bao
electroltico. El esmaltado, cuyo objetivo fundamental es la proteccin y mejora de la esttica de
una pieza, se consigue mediante la aplicacin de una capa de esmalte y su posterior vitrificacin
en horno.
Moleteado
El moleteado es una operacin de realizar sobre la superficie exterior unas estras que impidan el
deslizamiento, se realiza sin arranque de viruta con la ayuda de unos rodillos, llamados moletas,
aplicadas tangencialmente a gran presin.
La norma DIN 82 especifica diferentes formas de moleteado, en funcin de la disposicin del
relieve y a la direccin de las estras del moleteado. Cada una de estas formas, con sus variantes
respectivas, recibe un smbolo literal (ver figura 1.18).
Fig. 1.18
La indicacin de un moleteado se indica con el signo general de acabado superficial, aadiendo la
especificacin de sus caractersticas sobre un trazo horizontal, la cual incluir: forma, paso, ngulo
y norma.
Los moleteados se representan utilizando el patrn de sombreado correspondiente con lnea
continua de trazo fino. Si la superficie moleteada se refiere a una parte limitada de la pieza, sta
deber acotarse.
Dimetro nominal es el indicado en el plano y corresponde con la dimensin resultante despus
de realizar el moleteado.
El paso es la distancia entre los vrtices de dos relieves consecutivos. Los pasos normalizados son:
0.5-0.6-0.8-1-1.2-1.6 mm.
Angulo del perfil es el ngulo que forman los flancos de un relieve. Los valores normalizados son
90 y 105
Fig. 1.19
Algunas aplicaciones de los estados superficiales
Diferencias entre datos de Rugosidad
Entendemos por rugosidad de una superficie la huella que se produce en la misma como
consecuencia de los procesos de mecanizacin a los que se ha sometido. Por lo tanto, la rugosidad
est relacionada con el procedimiento de trabajo empleado de tal forma que este se elige en
funcin de la calidad superficial que se desee obtener.
Figura 1.- Perfil amplificado de una superficie rugosa.
Lnea media (Lm).- Lnea imaginaria trazada de tal forma que el rea de las crestas (salientes) sea
igual a las de los valles (entrantes) y que corresponde al perfil medio.
Lnea envolvente (Le).- Lnea imaginaria que pasa por los puntos ms prominentes de las crestas y
se corresponde con el perfil de referencia.
Lnea de fondo (Lf).- Lnea imaginaria que pasa por los puntos ms profundo de los valles y
corresponde al perfil de base.
Profundidad de aspereza (Rt) o (Rmax).- Altura mxima de las irregularidades que se presenta en
la longitud base o tramo de referencia, o bien, la diferencia entre el punto de cota ms alta y el de
la cota ms baja o tambin distancia de Le y Lf a la lnea media y tangentes al perfil en los puntos
ms alto y ms bajo de la longitud bsica.
Rugosidad media aritmtica (Ra).-Medida aritmtica de las desviaciones respecto a la lnea media
del perfil. Este valor de rugosidad es el valor prctico que suele utilizarse.
Rugosidad media (Rs).- Medida geomtrica de las distancias del perfil de rugosidad R respecto a la
lnea media, en la longitud Lm.
Mxima rugosidad (Rt).- O altura mxima, distancia vertical existente entre el punto ms alto y el
ms bajo, es decir, entre la cresta ms elevada y el valle ms profundo.
Altura media (Rp).- Tambin llamada profundidad de alisadura. Distancia entre la cresta ms
elevada y la lnea central.
Paso medio (Ar).- Valor medio de los pasos entre oscilaciones consecutivas.
Profundidad media sobre diez puntos (Rz).- valor medio de las diferencias entre los cinco picos
ms elevados y los cinco valles ms profundos. [4]
Altura mxima del perfil (Ry).- Distancia entre el pico de cresta ms alto y el fondo del valle ms
profundo dentro de la longitud bsica.
Altura media de las irregularidades del perfil (Rc).-Es la suma de los valores medios de las alturas
de las crestas y de las profundidades de los valles, dentro de la longitud bsica.
Movimientos de corte
En el proceso de mecanizado por arranque de material intervienen dos movimientos:
Movimiento principal: es el responsable de la eliminacin del material.
Movimiento de avance: es el responsable del arranque continuo del material, marcando la
trayectoria que debe seguir la herramienta en tal fin.
Cada uno de estos dos movimientos lo puede tener la pieza o la herramienta segn el tipo de
mecanizado.
Mecanizado manual
Es el realizado por una persona con herramientas exclusivamente manuales: sierra, lima, cincel,
buril; en estos casos el operario maquina la pieza utilizando alguna de estas herramientas,
empleando para ello su destreza y fuerza.
Mecanizado con mquina-herramienta
Barra de aluminio mecanizada
Vase tambin: herramienta de corte
El mecanizado se hace mediante una mquina herramienta, manual, semiautomtica o
automtica, pero el esfuerzo de mecanizado es realizado por un equipo mecnico, con los motores
y mecanismos necesarios. Las mquinas herramientas de mecanizado clsicas son:
Taladro: La pieza es fijada sobre la mesa del taladro, la herramienta, llamada broca, realiza el
movimiento de corte giratorio y de avance lineal, realizando el mecanizado de un agujero o
taladro tericamente del mismo dimetro que la broca y de la profundidad deseada.
Limadora: esta mquina herramienta realiza el mecanizado con una cuchilla montada sobre el
porta herramientas del carnero, que realiza un movimiento lineal de corte, sobre una pieza fijada
la mesa, que tiene el movimiento de avance perpendicular al movimiento de corte.
Mortajadora : mquina que arranca material linealmente del interior de un agujero. El
movimiento de corte lo efecta la herramienta y el de avance la mesa donde se monta la pieza a
mecanizar.
Cepilladora: de mayor tamao que la limadora, tiene una mesa deslizante sobre la que se fija la
pieza y que realiza el movimiento de corte deslizndose longitudinalmente, la cuchilla montada
sobre un puente sobre la mesa se desplaza transversalmente en el movimiento de avance.
Brochadora : Mquina en la que el movimiento de corte lo realiza una herramienta brocha de
mltiples filos progresivos que van arrancando material de la pieza con un movimiento lineal.
Torno: el torno es la mquina herramienta de mecanizado ms difundida, stas son en la industria
las de uso ms general, la pieza se fija en el plato del torno, que realiza el movimiento de corte
girando sobre su eje, la cuchilla realiza el movimiento de avance eliminando el material en los
sitios precisos.
Fresadora: en la fresadora el movimiento de corte lo tiene la herramienta; que se denomina fresa,
girando sobre su eje, el movimiento de avance lo tiene la pieza, fijada sobre la mesa de la
fresadora que realiza este movimiento. Es junto al torno la mquina herramienta ms universal y
verstil.
Desde hace ya tiempo, la informtica aplicada a la automatizacin industrial, ha hecho que la
mquina-herramienta evolucione hacia el control numrico. As pues hablamos de centros de
mecanizado de 5 ejes y tornos multifuncin, que permiten obtener una pieza compleja,
totalmente terminada, partiendo de un tocho o de una barra de metal y todo ello en un nico
amarre.
Estas mquinas con control numrico, ofrecen versatilidad, altas capacidades de produccin y
preparacin, ofreciendo altsima precisin del orden de micras.
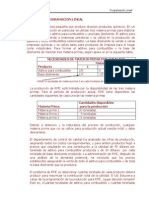
Economa del mecanizado
Grfico aproximado en escalas logartmicas del coste del mecanizado en funcin del nmero de
piezas por mecanizar por lote.
Mquinas tradicionales.
Mquinas de control numrico.
Mquinas especiales o de transferencia (transfert).
Los costes de produccin de una serie de piezas en una mquina-herramienta se dividen en unos
costes fijos y unos costes por unidad de produccin.
C (n) = C_f (n) + c_o * n
Donde C (n) es el coste de produccin de una serie de n piezas, Cf (n) es el coste no productivo del
proceso para n piezas, co es el coste unitario de operacin y n es el nmero de piezas producido.
El valor de estas variables depende del nmero de piezas de la serie.
Atendiendo a los tiempos del proceso, el coste de produccin puede
analizarse mediante la siguiente expresin:
C = C_h * t_{np} + C_h * t_{op} + \left ( C_f + C_h * t_{rf} \right ) * \left ( {t_m \over T} \right )
donde Ch es el coste horario, incluyendo el coste de la mano de obra directa, amortizacin de
instalaciones, mantenimiento, etc; tnp es el tiempo no productivo, que incluye los tiempos de
preparacin de la mquina (tiempo de fase); top es el tiempo de operacin, Cf es el coste de los
filos de corte, que es el coste de las plaquitas en caso de utilizar plaquitas intercambiables, o el
coste de toda la herramienta en el caso de herramientas enterizas; trf es el tiempo de reposicin
de los filos de corte; tm es el tiempo de maquinado, es decir, el tiempo durante el cual la
herramienta est cortando; y T es la duracin o tiempo de vida de la herramienta.El coste horario
ser mayor cuanto mayor sea el coste de amortizacin de la mquina y la cualificacin de la mano
de obra. Los procesos que utilizan mquinas-herramienta de control numrico tienen un coste
horario superior a los procesos que utilizan mquinas convencionales, pero inferior a los procesos
que utilizan mquinas especiales, como las mquinas de transferencia (transfert). En el mismo
sentido, los tiempos de preparacin para un lote son mayores en una mquina de control
numrico que en una mquina convencional, pues se necesita preparar la programacin de
control numrico de las operaciones del proceso. Los tiempos de operacin son menores en una
mquina de control numrico que en una mquina convencional, por lo cual, a partir de cierto
nmero de piezas en un lote, el maquinado es ms econmico utilizando el control numrico. Sin
embargo, para lotes grandes, el proceso es ms econmico utilizando mquinas especiales, como
las mquinas de transferencia.
CONCEPTOS BASICOS ENTRE MECANIZADO MANUAL Y MAQUINADO
El Mecanizado es el conjunto de operaciones que partiendo de una pieza en bruto (tocho), y
eliminando o arrancando parte del material que la compone se obtiene una pieza de la forma y
dimensiones deseadas. Por lo tanto, en este tipo de proceso, por definicin, no se produce aporte
de material, ni se le da forma por doblado, ni estiramiento.
El mecanizado manual es (hombre herramienta)
Son los realizados por una persona con herramientas exclusivamente manuales, serrado, limado,
cincelado, burilado, en estos casos un operario un ajustador, burilista o artesano mecaniza una
pieza con las herramientas indicadas, y el esfuerzo manual.
Mecanizado con mquina herramienta ES (hombre- mquina)
El mecanizado se hace mediante una mquina herramienta, manual, semiautomtica o
automtica, pero el esfuerzo de mecanizado es realizado por un equipo mecnico, con los motores
y mecanismos necesarios.
Las maquinas herramientas de mecanizado clsicas son:
Taladro: La pieza es fijada sobre la mesa del taladro, la herramienta, llamada broca, realiza el
movimiento de corte giratorio y de avance lineal, realizando el mecanizado de un agujero o
taladro del mismo dimetro que la broca y de la profundidad deseada.
Cepillo de carnero: Esta mquina herramienta realiza el mecanizado con una cuchilla montada
sobre el porta herramientas del carnero, que realiza un movimiento lineal de corte, sobre una
pieza fijada la mesa del cepillo, que tiene el movimiento de avance perpendicular al movimiento
de corte.
Cepilladora: De mayor tamao que el cepillo de carnero, tiene una enorme mesa deslizante sobre
la que se fija la pieza y que realiza el movimiento de corte deslizndose longitudinalmente, la
cuchilla montada sobre un puente sobre la mesa se desplaza transversalmente en el movimiento
de avance.
Torno: El torno es la mquina herramienta de mecanizado ms difundida, si bien en la actualidad
puede fresar y tornear, estas son en la industria las de uso ms general, la pieza se fija en el plato
del torno, que realiza el movimiento de corte girando sobre su eje, la cuchilla realiza el
movimiento de avance eliminando el material en los sitios precisos.
Fresadora: En la fresadora el movimiento de corte lo tiene la herramienta; que se denomina fresa,
girando sobre su eje, el movimiento de avance lo tiene la pieza, fijada sobre la mesa de la
fresadora que realiza este movimiento.
DIFERENCIA ENTRE MECANIZADO MANUAL Y MAQUINADS
La diferencia es que el mecanizado manual es usado con hombre herramienta y el maquinado es
usado con hombre mquina los acabados son muy diferentes y depende del material y la pieza a
trabajar para lograr la calidad en el producto terminado La importancia de estas mquinas deriva,
especialmente, de la variedad de trabajos que con ella pueden ejecutarse.
En efecto, adems de las superficies cilndricas que en mecnica son las mas empleadas-, con el
torno se pueden obtener superficies cnicas, planas, cncavas, convexas, helicoidales, etc. Figura
13/1.
Figura 13/1. Superficies que se pueden obtener en el torno: A) Cilndrica exterior; B) Cilndrica
interior; C) Cnica interior y exterior; D) Plana; E) Helicoidales; F) Convexa; G) Cncava.
Si a todo esto se le agrega que su trabajo es econmico, rpido y preciso; es fcil resulta
comprender cmo el torno ha llegado a ser una de las mquinas herramientas ms difundidas y de
mayor utilidad en el maquinado de piezas.
Tratndose de una mquina de tanta importancia, un conocimiento superficial, ni es suficiente una
cierta prctica. Es necesario un profundo estudio de las diversas parte que la componen, de los
cuidados que exige y del modo como debe ser usada, para poder realizar en ella, correctamente,
todas las operaciones fundamentales y especiales que hace posible
esta mquina.
Se da el nombre de mquinas herramientas a los mecanismos que
trabajan en fro los metales u otros materiales y arrancan de forma
de viruta las partes sobrantes, con el objeto de producir piezas de
formas y dimensiones establecidas previamente.
Movimiento de avance y de penetracin:
Todas las mquinas que trabajan con produccin de viruta, poseen
en distinta forma, dos movimientos fundamentales; es decir, de la herramienta y de la pieza, lo
que permite el maquinado.
Principios de trabajo de las mquinas herramientas:
1)Movimiento de trabajo;
2) Movimiento de avance.
Los diversos movimientos posibilitan el despego de la viruta: el primero es el que provoca el
arranque de la viruta y se llama movimiento de trabajo; el segundo, es el de avance, que va
poniendo las distintas partes de las piezas, progresivamente, bajo a accin cortante de la
herramienta y establece de tal modo la continuidad del trabajo.
En las figuras anterior se indican con los nmeros 1 y 2 respectivamente, los movimientos de
avance y de trabajo de las diversas mquinas herramientas: Torno (Fig.1), Cepilladora (Fig. 2),
Mortajadora (Fig. 3), Limadora (Fig. 4), Fresadora (Fig. 5), y rectificadora (Fig. 6).
Figuras 7-12/1.- Cmo trabajan las distintas mquinas herramientas: a) movimiento de alineacin;
s) movimiento de avance; v) movimiento de trabajo. a) movimiento de ajuste.
A los dos movimientos principales se le aade el que llamaremos de penetracin y tambin de
ajuste -, que es perpendicular al avance y con el cual se establece en todas las mquinas la
profundidad de corte.
Las figuras 7/1 a 12/1 ilustran, adems, en perspectiva el aserrado y el agujereado: v, trabajo; s,
avance; a, ajuste.
Teniendo en cuenta como se realiza el principal movimiento de trabajo, las mquinas se dividen en
dos grandes clases a saber:
1) De movimiento circular: Tornos, alesadoras, fresadoras, rectificadoras y taladros.
2) De movimiento rectilneo alternado: Limadoras, cepilladoras, mortajadoras.
CONCLUSIONES:
El conocer los estados superficiales y su normatividad nos permite crear piezas bajo norma
que podrn desempear un buen funcionamiento, ya que como estas piezas por lo
general van acopladas a otras y la mayora de las veces estn en constantes esfuerzos,
cualquier deformidad o error en su creacin provocar una falla en el sistema al que se
acopl.
Es por eso que es muy importante tener informacin sobre los acabados superficiales y la
normatividad de la misma.
RECOMENDACIN:
Mi recomendacin seria que el docente nos d un previo conocimiento del tema tanto
prctico como terico para en el futuro no tener falencias en el mbito profesional.
BIBLIOGRAFIA:
http://www.ondacuadrada.es/viewtopic.php?f=12&t=145
http://www.demaquinasyherramientas.com/mecanizado/mecanizado
http://www.hoffmann-group.com/es/expertos-en-servicios/descargas/manual-de-mecanizado-
con-arranque-de-viruta.html
http://www.hoffmann-group.com/fileadmin/catalog/es/Manual_de_Mecanizado.pdf
http://www.monografias.com/trabajos70/acabados-superficiales-normas-simbologia/acabados-
superficiales-normas-simbologia2.shtml
http://www.monografias.com/trabajos70/acabados-superficiales-normas-simbologia/acabados-
superficiales-normas-simbologia2.shtml
http://www.monografias.com/trabajos70/acabados-superficiales-normas-simbologia/acabados-
superficiales-normas-simbologia2.shtml#procesosda
http://jheartagram.blogspot.com/2011/12/acabado-superficial-y-acumulacion-de.html
http://www.monografias.com/trabajos70/acabados-superficiales/acabados-superficiales2.shtml
Anda mungkin juga menyukai
- C) Problemas de Programacion Lineal ResueltosDokumen141 halamanC) Problemas de Programacion Lineal ResueltosKaren Aduviri75% (12)
- Norma Técnica NTP 203.070 Peruana 1977 (Revisada El 2017) : 2017-06-15 1 EdiciónDokumen11 halamanNorma Técnica NTP 203.070 Peruana 1977 (Revisada El 2017) : 2017-06-15 1 EdiciónLorena Rafael Taipe100% (2)
- 3.7factor de CompresibilidadDokumen4 halaman3.7factor de CompresibilidadRonnie GuangaBelum ada peringkat
- 3.7factor de CompresibilidadDokumen4 halaman3.7factor de CompresibilidadRonnie GuangaBelum ada peringkat
- Diapositivas CooperativismoDokumen14 halamanDiapositivas Cooperativismomisdiapositivas67% (3)
- Unidad Dental QL2028, Dental Unit, Fengdan, CATALOGO PDFDokumen7 halamanUnidad Dental QL2028, Dental Unit, Fengdan, CATALOGO PDFAnibal PeñaBelum ada peringkat
- Ultrasonido 120803154942 Phpapp01Dokumen33 halamanUltrasonido 120803154942 Phpapp01Ronnie GuangaBelum ada peringkat
- Conceptos Basicos (2) DosDokumen14 halamanConceptos Basicos (2) DosRonnie GuangaBelum ada peringkat
- Historia de RomaDokumen3 halamanHistoria de RomaRonnie GuangaBelum ada peringkat
- 2.-Carga de TrabajoDokumen18 halaman2.-Carga de TrabajoKevin KerBelum ada peringkat
- Experiencia AdquiridaDokumen1 halamanExperiencia AdquiridaRonnie GuangaBelum ada peringkat
- Analisis CriticoDokumen2 halamanAnalisis CriticoRonnie GuangaBelum ada peringkat
- Experiencia AdquiridaDokumen1 halamanExperiencia AdquiridaRonnie GuangaBelum ada peringkat
- Tabla de AccesoriosDokumen3 halamanTabla de AccesoriosRonnie GuangaBelum ada peringkat
- La Presión Atmosférica A Nivel Del Mar en Unidades Internacionales Es 101325 NDokumen9 halamanLa Presión Atmosférica A Nivel Del Mar en Unidades Internacionales Es 101325 NRonnie GuangaBelum ada peringkat
- 361 5030livDokumen48 halaman361 5030livJaime SilvaBelum ada peringkat
- Certificado de HonorabilidadDokumen1 halamanCertificado de HonorabilidadRonnie GuangaBelum ada peringkat
- Derechos SexualesDokumen18 halamanDerechos SexualesRonnie GuangaBelum ada peringkat
- Triangulo de BirdDokumen2 halamanTriangulo de BirdRonnie GuangaBelum ada peringkat
- La Constitución de 2008 Forma Parte Del NuevoDokumen2 halamanLa Constitución de 2008 Forma Parte Del NuevoRonnie GuangaBelum ada peringkat
- 361 5030livDokumen48 halaman361 5030livJaime SilvaBelum ada peringkat
- DEBERESDokumen24 halamanDEBERESRonnie GuangaBelum ada peringkat
- Manuela Sáenz, la mujer olvidada de la historia de la independenciaDokumen9 halamanManuela Sáenz, la mujer olvidada de la historia de la independenciaRonnie GuangaBelum ada peringkat
- EMPRENDEDOR ECUATORIANOenviarDokumen13 halamanEMPRENDEDOR ECUATORIANOenviarRonnie GuangaBelum ada peringkat
- CalidadDokumen29 halamanCalidadRonnie GuangaBelum ada peringkat
- Trabajo de QuímicaDokumen1 halamanTrabajo de QuímicaRonnie GuangaBelum ada peringkat
- Qué Es El TemperamentoDokumen1 halamanQué Es El TemperamentoLiz T.Belum ada peringkat
- Creatividad en El Emprenidmiento SocialDokumen10 halamanCreatividad en El Emprenidmiento SocialRonnie GuangaBelum ada peringkat
- Composición de Un RodamientoDokumen5 halamanComposición de Un RodamientoRonnie GuangaBelum ada peringkat
- Fisica 119-121Dokumen3 halamanFisica 119-121Ronnie GuangaBelum ada peringkat
- COPERATIVISMODokumen6 halamanCOPERATIVISMORonnie GuangaBelum ada peringkat
- Banco Cond 380VDokumen9 halamanBanco Cond 380VJose L.Belum ada peringkat
- Municipalidad de UnquilloDokumen148 halamanMunicipalidad de UnquilloVico CarballoBelum ada peringkat
- Novaceramic 3Dokumen4 halamanNovaceramic 3Cesar LopezBelum ada peringkat
- Presentacion de Cañeria Guia-LodosDokumen24 halamanPresentacion de Cañeria Guia-LodosLucia MoyanoBelum ada peringkat
- Turbina de VaporDokumen31 halamanTurbina de VaporGERADO100% (1)
- Planta Concentradora de La Minera BambasDokumen26 halamanPlanta Concentradora de La Minera Bambaskennedy100% (2)
- Informe Nº2Dokumen2 halamanInforme Nº2Renzo GutierrezBelum ada peringkat
- Caja de Cambios I-ShiftDokumen42 halamanCaja de Cambios I-ShiftJesus gomez corvalan100% (1)
- El Factor de Reducción de Respuesta SísmicaDokumen7 halamanEl Factor de Reducción de Respuesta SísmicamlunassBelum ada peringkat
- Falla de Turbo 7.3Dokumen18 halamanFalla de Turbo 7.3Juan Alberto Bucaro100% (4)
- Catalogo Gates Guia Rapida PesadoDokumen16 halamanCatalogo Gates Guia Rapida PesadoGuillermo CarrilloBelum ada peringkat
- 2022 Resueltos ParcialDokumen24 halaman2022 Resueltos ParcialSonia GautoBelum ada peringkat
- 99.000 Apu Jul-20 Base de Datos PDFDokumen403 halaman99.000 Apu Jul-20 Base de Datos PDFjuanito25politecnicoBelum ada peringkat
- Solicitud de Espacio PublicitarioDokumen2 halamanSolicitud de Espacio PublicitarioChristian PuzaBelum ada peringkat
- Transporte en Pasto: una app para mejorar la comunicaciónDokumen2 halamanTransporte en Pasto: una app para mejorar la comunicaciónelianaBelum ada peringkat
- Curso Java Netbeans igual CDokumen5 halamanCurso Java Netbeans igual CRick PiantoBelum ada peringkat
- Instalaciones Electricas en Media y Baja TensionDokumen48 halamanInstalaciones Electricas en Media y Baja TensionCristhian Fernando Sanchez Robles100% (2)
- Manual Ni ElvisDokumen16 halamanManual Ni ElvisKuriPuchaicelaBelum ada peringkat
- Puente PeatonalDokumen3 halamanPuente PeatonalMARIA PAULA MOLLEAPAZA HUANACOBelum ada peringkat
- Marco Teórico FoproiDokumen16 halamanMarco Teórico FoproiJoan CamposBelum ada peringkat
- Uso de Material de LaboratorioDokumen2 halamanUso de Material de LaboratorioSilvina BalieroBelum ada peringkat
- Análisis de RiesgoDokumen51 halamanAnálisis de RiesgoEDISON PONCEBelum ada peringkat
- Tubo Spit OtDokumen9 halamanTubo Spit OtHarold Joel Reyes FuentesBelum ada peringkat
- Angela Galindo - Taller ReactoresDokumen11 halamanAngela Galindo - Taller ReactoresAngela GalindoBelum ada peringkat
- Circuito Elemental UNAMDokumen5 halamanCircuito Elemental UNAMAlejandro González RuvalcabaBelum ada peringkat
- 00.03 SeparadoresDokumen21 halaman00.03 SeparadoresEsaú VerásteguiBelum ada peringkat
- EMBUTIDODokumen7 halamanEMBUTIDOManuel Vazquez MBelum ada peringkat
- Instalaciones ElectricasDokumen13 halamanInstalaciones ElectricasDiana Calzada MendozaBelum ada peringkat