Planning AND Control of The Production: Mas Publicaciones Sala de Prensa - Noticias Testimonios Página de Inicio
Diunggah oleh
Elmer Carhuapoma MezaJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Planning AND Control of The Production: Mas Publicaciones Sala de Prensa - Noticias Testimonios Página de Inicio
Diunggah oleh
Elmer Carhuapoma MezaHak Cipta:
Format Tersedia
PLANNING
AND
CONTROL
OF THE
PRODUCTION
Nombre del Estudiante: Mnica K. Colaiacovo
Mas Publicaciones | Sala de Prensa - Noticias | Testimonios | Pgina de Inicio
Nmero de ID: UB4070SIE9264
Mas Publicaciones | Sala de Prensa - Noticias | Testimonios | Pgina de Inicio
PLANNING AND CONTROL OF THE PRODUCTION
INDICE
Introduccin
Criterios para el diseo del producto !
Si!pli"icacin del diseo "
#as etapas de un proceso de diseo $ su i!portancia #
#os errores !%s co!unes $
El diseo $ la Calidad $
&r%cticas "unda!entales de diseo %&
#inea!ientos de diseo para !e'ora en la Calidad %%
El e"ecto palanca %%
In(enier)a de &roducto vs. In(enier)a de M*todos %'
In(enier)a concurrente %(
&rocesos de "a+ricacin %!
&lan de operaciones %$
&ro(ra!ar $ valorar el per)odo de puesta en !arc,a %$
Estudias !%s $ !e'or la ad!inistracin de operaciones '&
Misin $ estrate(ia en pos de la productividad '%
#os 7 ceros $ la eli!inacin de desperdicios ''
-uevo plantea!iento de la &ol)tica de &roduccin ''
#a "%+rica "le.i+le '(
En"o/ue 'er%r/uico para el proceso de plani"icacin $ control de la produccin '
El &ro(ra!a Maestro de &roduccin '
&lan de Materiales '!
Pa)ina de $
(
PLANNING AND CONTROL OF THE PRODUCTION
Introduccin a la &lani"icacin $ control de inventarios '!
0a1ones /ue 'usti"ican la e.istencia de inventarios '!
Cuestiones "unda!entales para la plani"icacin de !ateriales '*
2tros aspectos de la &lani"icacin $ control de Materiales '#
Siste!as M0&I3 El M0& ori(inario '#
#istas de !ateriales '$
#os siste!as M0& II (&
El M0& de +ucle cerrado (%
El Siste!a M0& II (%
4unciones 5irectas ('
4unciones Indirectas ((
Salidas del Siste!a M0& II ((
4iloso")a 6I7 (!
#a teor)a de los 8 ceros (!
E'ecucin $ control3 El siste!a K9-B9- (*
7ipos de K9-B9- $ "unciona!iento del siste!a (*
7ipos de K9-B9- ("
0e(las ("
4iloso")a 6I7 adecuacin del su+:siste!a de operaciones $ otros aspectos de
inter*s
("
Estandari1acin de las operaciones (#
M0& $ 6I7 ;5i"erentes o co!pati+les< (#
&lani"icacin $ control a !u$ corto pla1o ($
4unciones +%sicas &
Pa)ina de $
PLANNING AND CONTROL OF THE PRODUCTION
Introduccin a la pro(ra!acin de operaciones %
=r%"icos de =antt '
&ro(ra!acin por ca!ino cr)tico
&rincipios +%sicos del !*todo &E07
C2-C#USI2-ES #
BIB#I2=094>9 $
Pa)ina de $
!
PLANNING AND CONTROL OF THE PRODUCTION
INTRODUCCI+N
Son variados $ si!ilares los en"o/ues /ue con respecto al proceso de plani"icacin?
pro(ra!acin $ control de la produccin ,an sido tratados por diversos autores tales co!o
Sc,roeder @A992B? 7aC"iD E C,auvel @A992B? -a,!ias @A997B? 0i(ss @A99FB? Bu""a E Sarin @A998B?
Meredit, E =i++s @A9F6B entre otros? /uienes esta+lecen? en t*r!inos (enerales? /ue este se
inicia con las previsiones? de las cuales se desprenden los planes a lar(o? !ediano $ corto
pla1o. Este en"o/ue? presenta al(unas "alencias? $a /ue carece del concepto inte(rador /ue en
el sentido vertical? de+e co!en1ar en la estrate(ia e!presarial $ /ue en el sentido ,ori1ontal?
de+e relacionarse con los de!%s su+siste!as de la or(ani1acin.
2tros autores co!o Starr? @A979B? Co!pan$s &ascual? @A9F9B? &loss? @A9F7B $ C,ase E 9/uilano
@A998B? 9da! E E+ert @A99AB? o"recen en sus o+ras !odelos de (estin de la produccin /ue? a
pesar de esta+lecer un concepto inte(rador en el sentido vertical? no e.presan clara!ente la
inte(racin en el sentido ,ori1ontal.
7al ve1 son Goll!ann et al @A997B $ 5o!)n(ue1 Mac,uca et al @A998B? /uienes de acuerdo a la
literatura consultada presentan un !e'or en"o/ue? pues consideran la inte(racin en a!+os
sentidos. 9l respecto? este Hlti!o autor a"ir!a /ue? el proceso de plani"icacin $ control de la
produccin de+e se(uir un en"o/ue 'er%r/uico? en el /ue se lo(re una inte(racin vertical entre
los o+'etivos estrat*(icos? t%cticos $ operativos $ ade!%s se esta+le1ca su relacin ,ori1ontal
con las otras %reas "uncionales de la co!pa)a.
Es i!portante anotar? /ue de acuerdo con 5o!)n(ue1 Mac,uca @A998B? estas "ases se de+er%n
llevar a ca+o en cual/uier e!presa !anu"acturera? independiente!ente de su ta!ao $
actividad? aun/ue la "or!a co!o estas se desarrollen depender% de las caracter)sticas propias
de cada siste!a productivo. #a "i(ura A? resu!e las principales "ases !encionadas 'unto con los
planes /ue de ellos se derivan? relacionando por un lado? los niveles de plani"icacin e!presarial
$ por otro la plani"icacin $ (estin de la capacidad.
4i(ura A. &roceso de &lani"icacin? pro(ra!acin $ control de la produccin
4uente3 5o!)n(ue1 Mac,uca 6os* 9ntonio? A998
Pa)ina de $
*
PLANNING AND CONTROL OF THE PRODUCTION
CRITERIO, PARA EL DI,E-O DEL PRODUCTO
El diseo de nuevos productos es crucial para la supervivencia de la !a$or)a de las e!presas.
9un/ue e.istan al(unas "ir!as /ue e.peri!entan !u$ pocos ca!+ios en sus productos? la
!a$or)a de las co!pa)as de+en revisarlos en !anera continua.
En las industrias /ue ca!+ian con rapide1? la introduccin de nuevos productos es una "or!a de
vida $ se ,an desarrollado en"o/ues !u$ so"isticados para presentar nuevos productos.
#os costos de !anu"actura? co!o as) ta!+i*n los correspondientes a (arant)as $ reparaciones
se ven a"ectados en (ran !edida por el diseo del producto.
9s) pues? se encontr /ue en =eneral Electric el 78I de sus costos de !anu"actura los
deter!ina+a el diseo? detect%ndose en otras e!presas proporciones si!ilares.
&or e'e!plo en 0olls 0o$ce el diseo deter!ina el F0I de los costos "inales de produccin $ en
=eneral Motors el diseo incide en el 70I de sus costos de produccin para las trans!isiones
de ca!iones.
9,ora +ien? ;/u* i!plicancia tiene lo antes e.puesto< 5ic,as estad)sticas !uestran con total
claridad /ue es "acti+le i!portantes reducciones en los costos de !anu"actura si se presta una
!a$or atencin al diseo.
#as decisiones to!adas durante el diseo constitu$en la in"luencia do!inante so+re los costes
del producto? la ,a+ilidad de cu!plir con las especi"icaciones $ el tie!po re/uerido para llevar
un nuevo producto al !ercado.
Una ve1 to!adas estas decisiones? el coste de los ca!+ios en el diseo puede ser enor!e.
I!portantes !e'oras se re(istran en !ateria de costes $ calidad? co!o resultado de la
si!pli"icacin del diseo? pues la !is!a ,ace !%s sencillas las la+ores de !anu"actura $
ensa!+le.
9l reducirse el nH!ero de partes? se reduce los costes de !ateriales? dis!inu$endo al !is!o
tie!po las e.istencias? el nH!ero de proveedores? $ acortando el tie!po de produccin.
Pa)ina de $
"
PLANNING AND CONTROL OF THE PRODUCTION
2tro e"ecto directo es la reduccin en los costes de (estin de co!pras? proveedores $
al!acenes.
5iversas investi(aciones $ estudios reali1ados !uestran /ue el tie!po $ el coste de ensa!+le
son proporcionales al nH!ero de partes /ue se ar!an.
IBM o+tuvo !uc,os e i!portantes +ene"icios diseando una nueva i!presa de !atri1 de puntos
deno!inada &roprinter.
Jasta ese !o!ento IBM esta+a aprovision%ndose de i!presoras "a+ricadas por SeiDo Epson
Corporation? considerada co!o un proveedor !undial de +a'o costo. ;Ku* ,i1o IBM< 5iseo
una i!presora con 68I !enos de partes.
#as !is!as "ueron diseadas de !anera tal /ue las partes $ su+ ensa!+les pudieran ar!arse a
presin sin e!plear tornillos. Ello (ener una reduccin en el tie!po de ar!ado del orden del
90I? $ una nota+le dis!inucin en !ateria de costes.
El diseo se de+e coordinar con la !anu"actura para producir art)culos de calidad consistente?
con desperdicio !)ni!o. &or e'e!plo? es nor!al /ue una e!presa re!place las partes /ue se
daan durante la prue+a de un producto? con e/uivalentes !%s co!plicadas.
Esta accin slo au!enta los costos de !anu"actura. #a opcin es redisear el producto con
+ase en las partes !enos costosas. 9s) un "a+ricante de relo'es del 6apn encontr /ue con un
capacitor +arato se co!pensa+an las variaciones en los cristales !enos costosos? $ se se(u)a
teniendo (ran e.actitud.
Muc,os son los aspectos /ue en !ateria de diseo del producto pueden a"ectar ne(ativa!ente
la "acilidad de "a+ricacin?. ade!%s de la correspondiente calidad.
5esentenderse de las consecuencias /ue (eneran las decisiones en !ateria de diseo es al(o
+astante co!Hn en las e!presas tradicionales? consider%ndose por tales a a/uellas ape(adas a
paradi(!as $a no consecuentes con las nuevas realidades en !ateria cient)"ica? tecnol(ica?
social $ econ!ica. En *stas or(ani1aciones ,a$ una "alta de sensate1 a la ,ora de disear los
productos? lo cual trae apare'ado co!o consecuencia una serie de pro+le!as al %rea de
produccin.
Se dan a los co!ponentes unas tolerancias sin re"erencia al(una a la capacidad de los procesos
de /ue se dispone.
Siendo de!asiados los co!ponentes destinados a un solo !onta'e? $ estos carecen de un
diseo acorde para aprovec,ar las "uer1as /ue (enera el procesoL dando lu(ar ello a "allas en
los es"uer1os de !ecani1acin? !onta'e $ distintos tipos de su'ecin.
Si!ples detalles de diseo pueden alterar superlativa!ente los niveles de inversin necesarios
para su "a+ricacin. #os e"ectos del diseo so+re los costes de produccin son los /ue a
continuacin se !uestran? siendo los !is!os los resultantes de diversos estudios e"ectuados en
e!presas de Estados Unidos $ Europa.
Pa)ina de $
#
PLANNING AND CONTROL OF THE PRODUCTION
Un diseo de cate(or)a !undial se consi(ue !ediante el desarrollo del producto inte(rado? /ue
co!+ina las necesidades $ la e.periencia de todos los i!plicados.
El costo del producto "inal es un asunto /ue de+e aceptar el departa!ento? o responsa+les del
diseo? co!o un "actor tan i!portante co!o cual/uier otro.
El desarrollo de nuevos productos tiene un (ran i!pacto en la "uncin de operaciones? de+ido a
/ue cual/uier producto nuevo /ue se disee de+e producirlo operaciones. &udiendo las
operaciones e.istentes lle(ar a li!itar el desarrollo de nuevos productos.
#as decisiones so+re productos son un prerre/uisito para la produccin. 5e+iendo d%rsele a
operaciones las especi"icaciones del producto antes de poder iniciar la produccin $ antes de
/ue operaciones pueda to!ar al(unas decisiones i!portantes.
5ecisiones operativas tales co!o el diseo del proceso? no de+en esperar ,asta /ue se
ter!inen las especi"icaciones del producto? pues las !is!as de+en ,acerse al !is!o tie!po en
/ue se disea el producto.
,im.li/i0a0i1n de dise2o
Siste!as tales co!o tecnolo()a de (rupo? an%lisis de valor? an%lisis de causa M e"ecto? !*todos
de 7a(uc,i? in(enier)a si!ultanea? diseo para la produccin? diseos para el ensa!+le $ la
auto!ati1acin? conver(en todos en un solo (ran o+'etivo /ue es el diseo para la si!plicidad.
5ic,o diseo si!pli"icado del producto tiene dos caracter)sticas /ue le son propias3
A. #a reduccin en el nH!ero de partes inte(rantes de un productoL $
2. el uso de partes est%ndares.
Cuando se alcanzan estas dos caractersticas se logra:
N 0educir los costes de produccin.
N 0educir los tie!pos de entre(a.
N 0educir los niveles de incertidu!+re.
N Un !a$or e/uili+rio en las operaciones.
N 0educir los inventarios.
N 0educcin del espacio ")sico destinado a inventarios de insu!os $ co!ponentes.
N Me'orar ostensi+le!ente los niveles de calidad.
N 9u!entar la con"ia+ilidad.
N Si!pli"icar el !anteni!iento.
N 9u!entar la adapta+ilidad.
Pa)ina de $
$
PLANNING AND CONTROL OF THE PRODUCTION
N 9uto!ati1ar las actividades $ procesos.
N Si!pli"icar el "lu'o de insu!os $ co!ponentes.
N Un !e'or se(ui!iento $ control de los !ateriales.
#a t*cnica deno!inada Odiseo para la !anu"actura+ilidadP? est% centrada en la si!pli"icacin
del diseo para ,acerlo "a+rica+le.
El *n"asis est% puesto en la reduccin del nH!ero total de partes? el nH!ero de partes di"erentes
$ el nH!ero total de operaciones de !anu"actura. &ara ello se ,ace uso de un so"tCare
destinado a anali1ar un diseo e identi"icar las oportunidades para si!pli"icar el ensa!+le de
productos.
Este tipo de so"tCare separa el ensa!+le paso a paso? ,ace pre(untas respecto a las partes $
su+ ensa!+les $ proporciona en resu!en del nH!ero de partes? el tie!po de ensa!+le $ el
nH!ero terico !)ni!o de partes $ su+ ensa!+les.
El uso del so"tCare per!ite a los diseadores aprender los principios de !anu"actura sencilla en
"or!a an%lo(a a los an%lisis de con"ia+ilidad? !anteni+ilidad $ se(uridad.
En un e'e!plo? el diseo propuesto de una nueva ca'a re(istradora electrnica se anali1 con un
so"tCare de diseo para !anu"actura+ilidad Q5&MR. El resultado "ue /ue el nH!ero de partes se
redu'o en un 68I. Una persona sin usar tornillos o tuercas? puede ensa!+lar la re(istradora en
apro.i!ada!ente de un !inuto $ treinta se(undos.
Esta ter!inal si!pli"icada se puso en el !ercado en slo 24 !eses. Esta si!pli"icacin del
diseo reduce los errores de ensa!+le $ otras "uentes de pro+le!as de calidad durante la
!anu"actura.
9s)? una si!pli"icacin en el diseo del producto per!ite lle(ar a una e!presa a ser !as
co!petitiva. #a reduccin del nH!ero de partes $ su estandari1acin son caracter)sticas
"unda!entales para poder co!petir en los !ercados (lo+ali1ados.
Las eta.as de un .ro3e0to de dise2o 3 su im.ortan0ia
7odo pro$ecto de diseo de+e constar de cinco etapas? siendo *stas las si(uientes3
A. Concepcin. Consistente en preparar el antepro$ecto de especi"icaciones.
2. 9ceptacin. En ella se de!uestran /ue las especi"icaciones son alcan1adas por !edio de
c%lculos !ate!%ticos? +ocetos? !odelos e.peri!entales? !a/uetas o prue+as de la+oratorio.
S. E'ecucin. Consistente en la preparacin de varios !odelos a partir del tra+a'o de la etapa
anterior? constru$*ndose plantas pilotos co!o continuacin de los e.peri!entos de la+oratorio.
4. 9decuacin. Etapa en la cual el pro$ecto ad/uiere una "or!a /ue per!ite inte(rarlo a la
or(ani1acin $ a'ustarlo a las especi"icaciones de"initivas.
8. &reproduccin. Cuando se producen las cantidades su"icientes para co!pro+ar el diseo? las
,erra!ientas $ las especi"icaciones.
Pa)ina de $
%&
PLANNING AND CONTROL OF THE PRODUCTION
En cuanto a la relacin de cada etapa antes enu!erada con los costes? ca+e consi(nar los
si(uientes aspectos a ser tenidos !u$ especial!ente en cuenta3
N El costo esti!ado del diseo de+e ser una de las ci"ras /ue se so!etan a consideracin en la
etapa de aceptacin del diseo.
N En cuanto a la concepcin? entre los co!ponentes !)ni!os $ "unda!entales a tener en
consideracin se tienen3 los re/ueri!ientos t*cnicos o de rendi!iento? inclu$endo enunciados
e.pl)citos so+re calidad $ con"ia+ilidadL el precio de venta pretendido o el precio de produccinL
la cantidad pro+a+le /ue se necesitar%? a"ectando la !is!a sustancial!ente al diseo? $ en
consecuencia? al costo inicialL $ el !%.i!o coste acepta+le de diseo.
N En cuanto a la etapa de adecuacin? de+en plantearse en todo !o!ento los si(uientes
cuestiona!ientos3 OEsta pie1a no de+e costar !%s de.....;&odr% "a+ricarse con esa cantidad< Si
no? ;c!o podr% ser rediseada<P
5e+e tenerse !u$ en cuenta la Ole$ de rendi!iento en dis!inucin en el es"uer1o de diseoP?
se(Hn la cual cuanto !a$or sea el tie!po /ue se dedi/ue a un diseo? !enor ser% el incre!ento
en el valor del diseo? a !enos /ue se presente un avance tecnol(ico si(ni"icativo.
El tra+a'o de diseo es costoso3 un in(eniero o cient)"ico cali"icado no slo tiene un salario
+%sico elevado? sino /ue atrae un personal au.iliar considera+le $ a veces (ran cantidad de
e/uipo industrial. Con "recuencia es posi+le evitar los "uertes costos "i'os de un e/uipo t*cnico
per!anente co!prando el es"uer1o de diseo.
Los errores m4s 0omunes
Muc,os son los aspectos del diseo del producto /ue pueden a"ectar de !anera adversa la
"acilidad en el proceso de "a+ricacin? $ consecuente!ente su nivel de calidad.
9l(unas partes son diseadas con caracter)sticas di")ciles de "a+ricar en "or!a repetitiva? o con
tolerancias /ue son innecesaria!ente estrec,as.
9l(unas partes pueden carecer de detalles para auto alinearse? o de caracter)sticas /ue eviten
la insercin en posicin e/uivocada.
En otros casos? las partes pueden ser tan "r%(iles o suscepti+les a la corrosin o a la
conta!inacin? /ue se puede daar una parte de ellas en el e!+ar/ue o por el !ane'o interno.
9 veces? de+ido a la "alta de cuidado? un diseo tiene si!ple!ente !%s partes /ue las
necesarias para llevar a ca+o las "unciones deseadas? $ entonces ,a+r% !a$or pro+a+ilidad de
errores en su ensa!+le $ posterior "unciona!iento.
&or lo tanto? los pro+le!as de !al diseo pueden sur(ir en la "or!a de errores? +a'os
rendi!ientos? daos o "allas en el "unciona!iento durante la "a+ricacin? ensa!+le? prue+a?
transporte $ uso "inal.
Pa)ina de $
%%
PLANNING AND CONTROL OF THE PRODUCTION
El dise2o 3 la 0alidad
El diseo de un producto a"ecta la calidad en dos aspectos principales3 en la planta del
proveedor $ en la propia del "a+ricante. Una "recuente causa de inconvenientes con el proveedor
son las inco!pletas e ine.actas especi"icaciones relativas al art)culo /ue estos de+en
proporcionar.
Esto con "recuencia sucede con los co!ponentes a !edida? $ tiene lu(ar tanto a puntos d*+iles
en el proceso de diseo por parte de los in(enieros? o +ien a "alencias en la (estin de co!pras
$ pedidos.
9s) pues? cuanto !a$or sea el nH!ero de partes distintas? $ !a$or sea la cantidad de
proveedores? !%s pro+a+ilidad e.iste de /ue un proveedor recepcione una especi"icacin
inco!pleta e ine.acta.
Estos inconvenientes pueden reducirse diseando productos con un !enor nH!ero de partes?
un elevado nivel de estandari1acin $ seleccin de pocos proveedores con"ia+les.
En los procesos de !anu"actura $ ensa!+le? se presentan nu!erosos pro+le!as e
inconvenientes.
&or e'e!plo? en los diseos con !uc,as partes podr)a ,a+er !e1cla de partes? "alta de
co!ponentes $ !a$or nH!ero de "allas o errores en las prue+as reali1adas.
Si al(unas partes son se!e'antes? pero no id*nticas? au!entan las pro+a+ilidades de /ue un
ar!ador use la parte e/uivocada. #as partes o co!ponentes /ue care1can de detalles /ue
eviten la insercin en el lu(ar o con la orientacin incorrecta? dar%n lu(ar a una !ala colocacin
o ar!ado.
#os pasos co!plicados de ar!ado? o los procesos de unin donde se usen trucos pueden
causar ensa!+les incorrectos? inco!pletos? no con"ia+les? o con al(Hn otro tipo de "allas.
&or Hlti!o al no tener de+ida!ente en cuenta en el diseo? las condiciones a las /ue se ,an de
su'etar las partes durante su ensa!+le? tales co!o ,u!edad? te!peratura? niveles de vi+racin?
electricidad est%tica $ polvo? pueden (enerar "allas durante su posteriores prue+as $ utili1acin.
El diseo para "acilitar la !anu"actura es el proceso de disear un producto de tal !odo /ue se
pueda producir con el !)ni!o de tra+a'o? dinero $ desec,os? $ con el nivel !%s alto de calidad.
#as !etas principales son !e'orar la calidad del producto? au!entar la productividad? reducir el
tie!po en /ue est* listo el producto? $ !antener la "le.i+ilidad para adaptarse a las condiciones
"uturas del !ercado.
Este proceso tiene el propsito de evitar diseos de producto /ue tan slo si!pli"i/uen las
operaciones de ensa!+le? pero /ue necesiten co!ponentes !%s co!plicados $ costosos? o /ue
si!pli"i/uen la "a+ricacin de co!ponentes? pero co!pli/uen el proceso de ar!ado? as) co!o
diseos sencillos $ +aratos de producto /ue sea di")cil o costoso de respaldar $ dar servicio.
Pa)ina de $
%'
PLANNING AND CONTROL OF THE PRODUCTION
Pr40ti0as /undamentales de dise2o
Jacer lu(ar a las si(uientes pr%cticas da lu(ar a diseos !%s e"ectivos $ e"icientes? los cuales
son conducentes a las nuevas pr%cticas de (estin.
N 9n%lisis de los re/uisitos del diseo? con especial *n"asis en los estudios estad)sticos.
N 5eter!inacin de las posi+ilidades reales del proceso para "a+ricar los co!ponentes
diseados? dentro de las especi"icaciones $ tolerancias esta+lecidas.
N Identi"icacin $ evaluacin de potenciales pro+le!as en !ateria de calidad.
N Seleccin de procesos productivos /ue redu1can los ries(os t*cnicos al !)ni!o.
N Evaluacin siste!%tica de los procesos seleccionados +a'o condiciones reales de "a+ricacin.
Lineamientos de dise2o .ara me5ora en la 0alidad
A. 0educir al !)ni!o el nH!ero de partes o co!ponentes.
2. 0educir al !)ni!o la cantidad de nH!eros de partes.
S. 5iseo para lo(ro de e"icacia. M*todo 7a(uc,i.
4. Eli!inacin de a'ustes.
8. 4acilitar el ar!ado $ prue+a de "allos $ errores.
6. Utili1acin de procedi!ientos repeti+les $ clara!ente +ien co!prendidos.
7. Seleccin de co!ponentes /ue puedan so+revivir a las operaciones del proceso.
F. 5iseo de prue+as e"icaces $ adecuadas.
9. 5istri+ucin de partes para ter!inar el proceso de !anera con"ia+le.
A0. Evitar ca!+ios de in(enier)a en productos en el !ercado.
El e/e0to .alan0a
5uplicar la cantidad de tie!po? recursos $ es"uer1os en la la+or de diseo? ,aci*ndola claro
est%? de !anera consistente $ siste!%tica? per!itir% reducir nota+le!ente los costes totales de
"a+ricacin.
Esta!os pues? ante un coste estrat*(ico "unda!ental. Este es un tipo de coste cu$o incre!ento
per!ite v)a3 capacitacin? plani"icacin? tra+a'o en e/uipo? +enc,!arDin(? an%lisis de valor?
retroin(enier)a? rein(enier)a de productos? e in(enier)a si!ultaneaL reducir el tie!po entre el
inicio del proceso de diseo $ el !o!ento de salida de los productos al !ercado? reducir
consistente!ente los costes ,aciendo "acti+le el coste o+'etivo? $ !e'orar la renta+ilidad de los
activos? al tie!po /ue se lo(ra un !a$or nivel de satis"accin en los clientes? consu!idores $
usuarios.
#a capacitacin $ el entrena!iento? dentro de lo /ue se da en lla!ar la (estin del conoci!iento
$ de los activos intelectuales? es cr)tico $ "unda!ental? a la ,ora de !e'orar creativa!ente los
diseos de los productos.
Pa)ina de $
%(
PLANNING AND CONTROL OF THE PRODUCTION
El diseo para la con"ia+ilidad? !anteni+ilidad? se(uridad $ otros par%!etros de+e ,acerse con
el o+'etivo si!ult%neo de !ini!i1ar el coste. #as t*cnicas "or!ales para lo(rar un +alance
pti!o entre el dese!peo $ el coste inclu$en tanto en"o/ues cuantitativos co!o cualitativos.
El en"o/ue cuantitativo utili1a una ra1n /ue relaciona el dese!peo $ el costo. Esta ra1n dice
lo /ue se o+tiene por cada unidad !onetaria (astada. 5ic,a ra1n es de (ran utilidad
especial!ente para co!parar en"o/ues alternativos de diseo para lo(rar la "uncin deseada.
Se ,an desarrollado varios en"o/ues para lo(rar un +alance entre el dese!peo $ el coste.
#a in(enier)a del valor es una t*cnica para evaluar el diseo de un producto para ase(urar /ue
proporciona las "unciones esenciales a un coste !)ni!o (lo+al para el "a+ricante o el usuario.
Una t*cnica co!ple!entaria es el en"o/ue del Odiseo para el costeP. Esto co!ien1a con una
de"inicin del coste !eta para el producto $ la "uncin deseada? prosi(ui*ndose con el desarrollo
$ evaluacin de diseos alternativos.
#a in(enier)a de"ine los est%ndares de e'ecucin necesarios para los productos $ las pie1as? los
procesos? los !ateriales? las ,erra!ientas $ el aca+ado? en "uncin de las caracter)sticas
veri"ica+les $ los (rados econ!icos de uni"or!idad.
Ja$ /ue disear el producto $ el procedi!iento de "a+ricacin. Se desea /ue todos los "actores
conoci+les "uncionen e.acta!ente co!o se pro$ect? e.clu$endo todos los de!%s "actores
posi+les.
&ero los pro$ectos t*cnicos? las operaciones $ las !edidas no son in"ali+les. #os diseos $ las
especi"icaciones de los "actores de la produccin son co!ple'os $ rara ve1 co!pletos.
#os !is!os "actores son a !enudo inesta+le? los diseos son a veces de un car%cter evolutivo?
$ es "recuente /ue las e.i(encias avancen a los resultados corrientes.
Con el i!pulso de las operaciones en !asa $ la co!pleta insensi+ilidad de los controles
operatorios de!asiado prevaleciente? las desviaciones poco claras con respecto a los
est%ndares dan lu(ar a !ontones de c,atarras $ a costes encu+iertos /ue se a"ir!an
solapada!ente? por la (estin de"ectuosa? ,asta considerarse co!o car(as nor!ales e
inevita+les.
En una co!pa)a con produccin neta anual de T A0.000.000? la !er!a (eneral!ente aceptada
del 20I en un producto de precisin representa una p*rdida de tal !a(nitud en el coste directo
de "a+ricacin /ue se i!plant el control anal)tico.
9s)? cada unidad !onetaria (astado por este concepto per!iti dis!inuir en T A8 las p*rdidas
en "or!a de desec,o durante el pri!er ao. Ge!os a/u) nueva!ente el e"ecto de concentrar
de+ida!ente la atencin en las actividades $ costes estrat*(icos.
In)enier6a de 78todos 9ersus In)enier6a de Produ0to
Pa)ina de $
%
PLANNING AND CONTROL OF THE PRODUCTION
En tanto /ue la in(enier)a de !*todos tiene co!o o+'etivo crear el !e'or diseo de estacin de
tra+a'o para un diseo dado de producto $ con el e/uipo $ las ,erra!ientas disponi+les? el
o+'etivo de la in(enier)a de producto es (enerar el diseo de producto !%s "a+rica+leL
e!pleando para ello e/uipos $ ,erra!ientas e.istentes o co!pradas o "a+ricar nuevos si se
necesitan? $ lue(o proporcionar el !e'or diseo de estacin de tra+a'o.
En "uncin de ello pode!os enu!erar los en"o/ues propios de a!+os siste!as de la si(uiente
!anera3
: En/o;ue de in)enier6a de m8todos
- El diseo del producto est% dado Qes decir? relativa!ente con(eladoR.
- #a !anu"actura $ la in(enier)a de !*todos si(uen al diseo del producto.
- El e/uipo $ las ,erra!ientas se seleccionan $ disponen para acoplarse !e'or al proceso
de !anu"actura para el diseo del producto dado.
- El e/uipo se selecciona (eneral!ente de lo /ue est% disponi+le en el !o!ento.
- #as ,erra!ientas se co!pran o se disean para adecuarse al e/uipo seleccionado.
: En/o;ue de in)enier6a de .rodu0to
: El diseo del producto puede ca!+iarse para /ue se a'uste a la "uncin "inal deseada del
producto al costo !%s +a'o.
: El in(eniero de produci+ilidad es un !ie!+ro del e/uipo de diseo del producto? $ asesora al
diseador del producto so+re las alternativas de "a+ricacin disponi+les $ sus e"ectos $ costos
relativos.
: El diseo del producto $ el diseo del proceso son actividades si!ult%neas $ dependientes.
: El producto puede ser !odi"icado para /ue se a'uste a los re/ueri!ientos de !a/uinado a "in
de reducir los costes de !anu"actura.
: El in(eniero de produci+ilidad opti!i1a el coste !%s +a'o el diseo del producto en relacin con
la "uncin deseada? tocante a la deter!inacin de caracter)sticas de diseo /ue a"ectan
capacidades U li!itaciones de e/uipo? tolerancias? seleccin de !ateriales $ controles de
proceso.
: El e/uipo de diseo puede especi"icar !odi"icaciones al e/uipo o ,erra!ientas e.istentes o
co!prados? o +rindar criterios de diseo para la ad/uisicin o desarrollo de e/uipo o
,erra!ientas nuevas.
In)enier6a Con0urrente
5eno!inada ta!+i*n in(enier)a si!ult%nea? es el proceso de disear un producto usando todos
los insu!os $ evaluaciones si!ult%nea!ente $ al principio durante el diseo? para ase(urar /ue
se cu!plan las necesidades de los clientes internos $ e.ternos.
Pa)ina de $
%!
PLANNING AND CONTROL OF THE PRODUCTION
El o+'etivo es reducir el tie!po entre la concepcin del producto $ su puesta en el !ercado?
prevenir pro+le!as de calidad $ con"ia+ilidad $ reducir costes.
#as e!presas tradicionales durante el desarrollo del producto se !ane'an en "or!a secuencial?
no concurrente.
9s) el departa!ento de !ercadotecnia identi"ica una idea de productoL despu*s? el in(eniero de
diseo crea el !is!o $ constru$e al(unos prototiposL el departa!ento de co!pras pide
presupuestos a los proveedoresL despu*s? el departa!ento de !anu"actura produce las
unidades? etc.
En cada paso? la salida de un departa!ento Opasa al otro lado del !uroP al si(uiente
departa!ento? es decir? se tiene !u$ poca in"or!acin? durante el diseo del i!pacto o e"ecto
/ue se (enera o produce en las restantes etapas del proceso. =eneral!ente ocasiona continuas
revisiones ,asta lo(rar un diseo plausi+le.
#a in(enier)a concurrente proporciona i!portantes +ene"icios? co!o lo son un 78I !enos de
ca!+ios de in(enier)a $ una reduccin del orden del 88I en el tie!po /ue va desde la
concepcin del producto ,asta su colocacin en el !ercado.
,6ntesis
#a (estin pti!a del diseo de productos per!ite reducir nota+le!ente los costes de+ido a3
A. 4acilitar los procesos de "a+rica+ilidad.
2. 0educiendo el nivel de inventarios $ el espacio ")sico a el destinado.
S. 0educiendo los costes relativos a la (estin de al!acenes.
4. 0educcin de costes "inancieros correspondientes a los e.cesos de inventarios.
8. 5is!inu$endo nota+le!ente el nivel de "allas o desper"ectos.
6. Evitando (racias al punto anterior? la necesidad de la+ores de reprocesa!ientos $
a'ustes.
7. 4acilitando el control de inventarios $ la solicitud de pedidos.
F. #o(rar un !a$or $ !e'or control de los co!ponentes? co!o resultados de una !enor
cantidad de estos.
9. E"ectos de la estandari1acin en la curva de e.periencia del productor $ de sus
proveedores.
A0. 5is!inucin de la cantidad $ tie!pos correspondientes a los procesos $ actividades de
preparacin $ ca!+ios de ,erra!ientas.
AA. 9u!ento de escala en la produccin de co!ponentes o partes !ediante uso de las
!is!as por parte de otros co!petidores? alian1as estrat*(icas de por !edio.
Entre los aspectos "inales a considerar es de "unda!ental i!portancia su+ra$ar la i!portancia
de la produccin !odular.
#a !is!a consiste en un en"o/ue utili1ado para (enerar una !a$or variedad de productos a
partir un de nH!ero li!itado de co!ponentes para los !is!os.
Se utili1a tal en"o/ue para controlar la proli"eracin de productos al li!itar el nH!ero de
co!ponentes o !dulos disponi+les.
Pa)ina de $
%*
PLANNING AND CONTROL OF THE PRODUCTION
Pro0esos de Fabri0a0i1n
&ode!os de"inir la 9d!inistracin de 2peraciones co!o el %rea de la 9d!inistracin de
E!presas dedicada tanto a la investi(acin co!o a la e'ecucin de todas a/uellas acciones
tendientes a (enerar el !a$or valor a(re(ado !ediante la plani"icacin? or(ani1acin? direccin
$ control en la produccin tanto de +ienes co!o de servicios? destinado todo ello a au!entar la
calidad? productividad? !e'orar la satis"accin de los clientes? $ dis!inuir los costes. 9 nivel
estrat*(ico el o+'etivo de la 9d!inistracin de 2peraciones es participar en la +Hs/ueda de una
venta'a co!petitiva sustenta+le para la e!presa.
Una de"inicin alternativa es la /ue de"ine a los ad!inistradores de operaciones co!o los
responsa+les de la produccin de los +ienes o servicios de las or(ani1aciones. #os
ad!inistradores de operaciones to!an decisiones /ue se relacionan con la "uncin de
operaciones $ los siste!as de trans"or!acin /ue se utili1an. 9s) pues? la ad!inistracin de
operaciones es el estudio de la to!a de decisiones en la "uncin de operaciones.
5e *stas de"iniciones sur(e clara!ente /ue el proceso de direccin de operaciones consiste en
plani"icar? or(ani1ar? (estionar personal? diri(ir $ controlar? a los e"ectos de lo(rar opti!i1ar la
"uncin de produccin.
El responsa+le de la ad!inistracin de operaciones de+e ,acer "rente a die1 decisiones
estrat*(icas? las cu%les son3
N 5iseo de +ienes $ servicios
N =estin de la calidad
N Estrate(ia de procesos
N Estrate(ias de locali1acin
N Estrate(ias de or(ani1acin
N 0ecursos ,u!anos
N =estin del a+asteci!iento
N =estin del inventario
N &ro(ra!acin
N Manteni!iento
#a estrate(ia de operaciones es una visin de la "uncin de operaciones /ue depende de la
direccin o i!pulso (enerales para la to!a de decisiones. Esta visin se de+e inte(rar con la
estrate(ia e!presarial $ con "recuencia? aun/ue no sie!pre? se re"le'a en un plan "or!al. #a
estrate(ia de operaciones de+e dar co!o resultado un patrn consistente de to!a de decisiones
en las operaciones $ una venta'a co!petitiva para la co!pa)a.
#a !a$or)a de los autores est%n de acuerdo en /ue la estrate(ia de operaciones es una
estrate(ia "uncional? /ue de+e (uiarse por la estrate(ia e!presarial $ dar co!o resultado un
patrn consistente en la to!a de decisiones.
AREA, DE DECI,ION ALGUNA, PREGUNTA, A RE,PONDER
Dise2o del .rodu0to 3 del
ser9i0io
;Ku* producto o servicio de+e!os o"recer<
;C!o de+e!os disear estos productos o servicios<
Gesti1n de 0alidad
;Kui*n es responsa+le de la calidad<
;C!o de"ini!os la calidad /ue /uere!os en nuestro
servicio o producto<
Pa)ina de $
%"
PLANNING AND CONTROL OF THE PRODUCTION
Dise2o de .ro0eso 3
.lani/i0a0i1n de 0a.a0idad
;Ku* proceso necesitar%n estos productos $ en /u*
orden<
;Ku* e/uipo $ tecnolo()a son necesarios para estos
procesos<
Lo0ali<a0i1n
;5nde situare!os las instalaciones<
;En /u* criterio nos +asare!os para ele(ir la
locali1acin<
Dise2o de la or)ani<a0i1n
;C!o or(ani1are!os la instalacin<
;Ku* ta!ao de+er% tener para cu!plir el plan<
Re0ursos =umanos 3 dise2o
del traba5o
;C!o proporcionar un entorno de tra+a'o
ra1ona+le!ente +ueno<
;Cu%nto se puede esperar /ue produ1can nuestros
e!pleados<
Gesti1n del abaste0imiento
;5e+er)a!os "a+ricar deter!inado co!ponente o
co!prarlo< ;Kui*nes
son nuestros proveedores $ /ui*n puede /uedar
inte(rado en nuestro
pro(ra!a electrnico<
In9entario> .lani/i0a0i1n de
ne0esidades de material 3 ?IT
;Cu%ntos inventarios de art)culos de+e!os llevar<
;Cu%ndo volve!os a pedir<
Pro)rama0i1n intermedia>
.lani/i0a0i1n a 0orto .la<o 3
.lani/i0a0i1n del
.ro3e0to
;Es una +uena idea su+contratar la produccin<
;Es !e'or despedir a (ente o !antenerlos en n!ina en
los per)odos de
ralenti1acin<
7antenimiento ;Kui*n se ,ace responsa+le del !anteni!iento<
&ara uno de los principales consultores de 9d!inistracin de 2peraciones a nivel !undial? el
nortea!ericano 0o(er Sc,roeder Q&ro"esor de la Universidad de MinnesotaR la ad!inistracin
de operaciones tienen la responsa+ilidad de cinco i!portantes %reas de decisiones3 proceso?
capacidad? inventario? "uer1a de tra+a'o $ calidad.
Proceso@ #as decisiones de esta cate(or)a deter!inan el proceso ")sico o instalacin /ue se
utili1a para producir el producto o servicio. #as decisiones inclu$en el tipo de e/uipo $
tecnolo()a? el "lu'o de proceso? la distri+ucin de planta as) co!o todos los de!%s aspectos de
las instalaciones ")sicas o de servicios. Muc,as de estas decisiones so+re el proceso son a
lar(o pla1o $ no se pueden revertir de !anera sencilla? en particular cuando se necesita una
"uerte inversin de capital. &or lo tanto? resulta i!portante /ue el proceso ")sico se disee con
relacin a la postura estrat*(ica de lar(o pla1o de la e!presa.
Capacidad@ #as decisiones so+re la capacidad se diri(en al su!inistro de la cantidad correcta
de capacidad? en el lu(ar correcto $ en el !o!ento e.acto. #a capacidad a lar(o pla1o la
deter!ina el ta!ao de las instalaciones ")sicas /ue se constru$en. 9 corto pla1o? en ocasiones
se puede au!entar la capacidad por !edio de su+contratos? turnos adicionales o
arrenda!iento de espacio. Sin e!+ar(o? la planeacin de la capacidad deter!ina no slo el
ta!ao de las instalaciones sino ta!+i*n el nH!ero apropiado de (ente en la "uncin de
operaciones. Se a'ustan los niveles de personal para satis"acer las necesidades de la de!anda
del !ercado $ el deseo de !antener una "uer1a de tra+a'o esta+le. 9 corto pla1o? la capacidad
disponi+le de+e asi(narse a tareas espec)"icas $ puestos de operaciones !ediante la
pro(ra!acin de la (ente? del e/uipo $ de las instalaciones.
Pa)ina de $
%#
PLANNING AND CONTROL OF THE PRODUCTION
Inventarios@ #as decisiones so+re inventarios en operaciones deter!inan lo /ue de+e ordenar?
/u* tanto pedir $ cu%ndo solicitarlo. #os siste!as de control de inventarios se utili1an para
ad!inistrar los !ateriales desde su co!pra? a trav*s de los inventarios de !ateria pri!a? de
producto en proceso $ de producto ter!inado. #os (erentes de inventarios deciden cu%nto
(astar en inventarios? dnde colocar los !ateriales $ nu!erosas decisiones !%s relacionadas
con lo anterior. 9d!inistran el "lu'o de los !ateriales dentro de la e!presa.
Fuerza de trabajo. #a ad!inistracin de (ente es el %rea de decisin !%s i!portante en
operaciones? de+ido a /ue nada se ,ace sin la (ente /ue ela+ora el producto o presta el
servicio. #as decisiones so+re la "uer1a de tra+a'o inclu$en la seleccin? contratacin? despido?
capacitacin? supervisin $ co!pensacin. Estas decisiones las to!an los (erentes de l)nea de
operaciones? con "recuencia con la asistencia o en "or!a !anco!unada con la (erencia de
recursos ,u!anos. 9d!inistrar la "uer1a de tra+a'o de !anera productiva $ ,u!ana? es una
tarea clave para la "uncin de operaciones ,o$ en d)a.
Calidad. #a "uncin de operaciones es casi sie!pre responsa+le de la calidad de los +ienes $
servicios producidos. #a calidad es una i!portante responsa+ilidad de operaciones /ue
re/uiere del apo$o total de la or(ani1acin. #as decisiones so+re calidad de+en ase(urar /ue la
calidad se !anten(a en el producto en todas las etapas de las operaciones3 se de+en
esta+lecer est%ndares? disear e/uipo? capacitar (ente e inspeccionar el producto o servicio
para o+tener un resultado de calidad.
#a atencin cuidadosa a *stas cinco %reas de to!a de decisiones es clave para la
ad!inistracin de operaciones e.itosas.
#a !oderna ad!inistracin de operaciones tra+a'a so+re tres aspectos "unda!entales /ue son3
N La calidad total, entendida sta como el cumplimiento de las especificaciones generadas en
respuesta a los requerimientos de los clientes y consumidores.
La administracin cientfica que implica adoptar decisiones basada en hechos, lo cual
comprende el conocimiento de las ariaciones, un enfoque centrado en los procesos y un
an!lisis sistmico.
"l traba#o en equipo que integra en sus procesos tanto a los proeedores como a los clientes.
#os ad!inistradores de operaciones no tra+a'an sola!ente en e!presas productoras de
+ienes? ta!+i*n lo ,acen en industrias de servicio. En el caso de las industrias de servicio
privadas? se e!plean (erentes de operaciones en ,oteles? restaurantes? aerol)neas? +ancos $
tiendas al !enudeo. En todas estas e!presas? los ad!inistradores de operaciones? en "or!a
!u$ parecida a sus contrapartes de las e!presas /ue producen +ienes? son responsa+les del
su!inistro de servicios.
PRODUCTORE, DE AIENE, B ,ERCICIO,
Em.resas ;ue .rodu0en .rimordialmente bienes
A)ri0ultura> em.resas /orestales 3 de .es0a
Cultivos? (anado? servicios a(r)colas $ "orestales? ca1a $ pesca.
7iner6a
Miner)a de !etales? de car+n? e.traccin petrolera $ de (as? as) co!o de
!inerales no !et%licos.
Constru00i1n
Pa)ina de $
%$
PLANNING AND CONTROL OF THE PRODUCTION
Contratistas (enerales de construccin? contratistas para tra+a'o pesado $ para
pro$ectos especiales.
7anu/a0tura
9li!entos? ta+aco? e!presas te.tiles? prendas de vestir? !adera? !ue+les?
papel? i!presiones? productos /u)!icos? petrleo? productos de car+n? cauc,o?
pl%sticos? pieles? piedras? arcilla? vidrio? !etales pri!arios? productos
!anu"acturados de !etal? !a/uinaria? e/uipo el*ctrico $ electrnico? e/uipo de
transporte? instru!entos e indus trias !anu"actureras diversas.
Em.resas ;ue .rodu0en .rimordialmente ser9i0ios
7ransporte $ servicios pH+licos? 4errocarriles? transporte local de pasa'eros?
ca!iones? +ode(as? servicios postales? transporte !ar)ti!o? l)neas a*reas?
ductos? co!unicaciones? electricidad? (as $ servicios sanitarios.
Comer0io al ma3oreo
&roductos perecederos $ no perecederos
Comer0io al menudeo
Materiales de construccin? tiendas de !ercanc)a en (eneral? tiendas de
a+arrotes? distri+uidores de auto!viles? (asolineras? tiendas de ropa $
accesorios? !ue+ler)as $ art)culos para el ,o(ar? as) co!o e.pendios de
ali!entos $ +e+idas.
Finan<as> se)uros 3 bienes ra60es
Bancos? instituciones de cr*dito? casas de +olsa? ase(uradoras $ a(entes de
+ienes ra)ces.
,er9i0ios
Joteles? servicios personales? servicios e!presariales? reparaciones de
auto!viles? pel)culas? entreteni!iento? servicios de salud? le(ales? educativos $
sociales? !useos? 1ool(icos $ clu+es.
Administra0i1n .bli0a
Muc,as or(ani1aciones producen una !e1cla de +ienes $ servicios. Es por esto /ue resulta
apropiado ,acer una clasi"icacin de las industrias en una escala continua entre las /ue
producen Hnica!ente +ienes $ a/uellas otras /ue slo (eneran servicios.
Plan de Operaciones
El contenido de todo &lan de 2peraciones (ira en torno del ;c!o< $ ;con /u*<? $a /ue de
!u$ poco nos servir)a ,a+er identi"icado $ de"inido un producto o servicio tan interesante $
atractivo /ue nuestros clientes potenciales estuviesen todos ellos ansiosos de poseerlo? utili1arlo
$ dis"rutarlo si despu*s no "u*se!os capaces de "a+ricarlo? co!erciali1arlo $ prestarlo.
9de!%s? no ,a$ /ue olvidar /ue !uc,os de los datos necesarios para reali1ar el &lan
4inanciero de+en ser proporcionados por el &lan de 2peraciones. Cuando esto no es as)? el
&lan 4inanciero se convierte en una !era Ococina de nH!erosP /ue? con independencia de /ue
su presentacin aparente sea !u$ co!pleta $ e.acta? puede resultar en datos peli(rosa!ente
en(aosos.
Es por ello /ue los o+'etivos +%sicos de cual/uier &lan de 2peraciones son3
- Esta+lecer los procesos de produccin
Pa)ina de $
'&
PLANNING AND CONTROL OF THE PRODUCTION
- #o()sticos
- 5e servicios !%s adecuados para "a+ricar
- Co!erciali1ar
- &restar los productos
- Servicios de"inidos por el &lan de la e!presa.
5e"inir $ valorar los recursos !ateriales $ ,u!anos necesarios para poder llevar a ca+o
adecuada!ente los procesos anteriores.
Galorar los par%!etros +%sicos Qcapacidades? pla1os? e.istencias? inversiones? etc.R asociados a
los procesos $ recursos citados en los dos punto anteriores $ co!pro+ar /ue son co,erentes
con los condicionantes $ li!itaciones esenciales i!puestos por el entorno? la de"inicin de
ne(ocio? las estrate(ias (enerales del !is!o $ los otros co!ponentes del &lan de e!presa
Q&lanes de MarDetin( $ Gentas? Econ!ico:4inanciero? de 0ecursos Ju!anosR. Si no se da
dic,a co,erencia? es i!prescindi+le revisar a "ondo el &lan de 2peraciones? para lo cual es
preciso tener presente en todo !o!ento los condicionantes $ li!itaciones.
Programar y valorar el perodo de puesta en marcha.
#as etapas para la reali1acin del &lan de 2peraciones son3
A. Identi"icar los principales Condicionantes E.ternos? i!puestos por el entorno.
2. Identi"icar los principales Condicionantes Internos? i!puestos por el propio &lan de la
e!presa.
S. Esta+lecer los &rocesos $ 2peraciones !%s adecuados.
4. 5e"inir los 0ecursos Materiales necesarios.
8. 5e"inir los 0ecursos Ju!anos necesarios.
6. Esta+lecer la 5istri+ucin en &lanta !%s adecuada.
7. Esta+lecer la In"raestructura 4)sica !%s adecuada.
F. Esta+lecer la #ocali1acin !%s adecuada.
9. 5eter!inar los &la1os.
A0. 5eter!inar las Capacidades.
AA. 5eter!inar las E.istencias.
A2. 5eter!inar los Costes Unitarios.
AS. 5eter!inar los =astos 2perativos.
A4. 5eter!inar las Inversiones.
A8. &ro(ra!ar $ valorar la &uesta en Marc,a del &lan de 2peraciones.
Estudiar ms y mejor para la dministraci!n de Operaciones
9d!inistrar la produccin sea de +ienes ")sicos o servicios? co!porta un co!pro!iso tanto para
con la e!presa co!o para con sus tra+a'adores? clientes $ consu!idores? $ la sociedad toda en
su con'unto. Una e!presa de+e lo(rar el pti!o en su "unciona!iento para per!itir los o+'etivos
de renta+ilidad de sus propietarios e inversores? sino ta!+i*n para lo(rar conservar los puestos
de tra+a'o e inclusive incre!entarlos? ,acer /ue los tra+a'adores ten(an un elevado (rado de
!otivacin $ calidad de vida la+oral? (enerar productos con un alto valor a(re(ado para sus
consu!idores (racias a un precio 'usto $ un elevado nivel de calidad? $ relaciones "ruct)"eras $
de lar(o pla1o con sus proveedores. 7odo ello no se lo(ra sino es con un tra+a'o $
per"ecciona!iento asentado en la *tica $ la disciplina.
Pa)ina de $
'%
PLANNING AND CONTROL OF THE PRODUCTION
El per"ecciona!iento co!ien1a $ se si(ue todos los d)as !ediante el estudio $ la investi(acin.
&ara ello el %rea de operaciones re/uiere conoci!ientos en !ateria de3
N 9d!inistracin de E!presas
N In(enier)a Industrial
N &roductividad
N Calidad
N Me'ora Continua
N Co!porta!iento 2r(ani1acional
N Mate!%ticas $ Estad)sticas 9plicadas
N Investi(acin de 2peraciones
N =estin de Costos
N Siste!as de 0esolucin de &ro+le!as $ 7o!a de 5ecisiones
N Siste!a de In"or!acin =erencial $ para la 7o!a de 5ecisiones
N Metodolo()a de la Investi(acin
N MarDetin(
N 4inan1as Corporativas
N &ensa!iento Estrat*(ico
N Econo!)a $ especial!ente Econo!)a de la E!presa
N Capacitacin $ Entrena!iento
N Supervisin
N #idera1(o $ Motivacin
N 7ra+a'o en E/uipo
N 5in%!ica de =rupos
N Creatividad e Innovacin
N &ensa!iento Sist*!ico
N =estin del Conoci!iento
N Inteli(encia E!ocional M &ensa!iento #ateral M &-# M Mapas Mentales M Etc.
#os nH!eros $ "r!ulas cuentan $ !uc,o? pero no !enos i!portante lo son los aspectos
,u!anos $ psicol(icos. 5e'ar de lado la creatividad? la innovacin? la inteli(encia e!ocional? la
din%!ica de (rupos o el tra+a'o en e/uipos entre otros? es condenar a la e!presa a la
inco!petitividad en el !ediano $ lar(o pla1o. -o slo se tra+a'a con ele!entos ")sicos? co!o
insu!os? !a/uinarias $ e/uipos? sino ta!+i*n con personas? las cuales son las /ue !arcan la
di"erencia entre una e!presa de e.celencia $ las otras. Es su creatividad? su capacidad de
innovacin? su capacidad de ca!+io $ adaptacin? su esp)ritu de per"ecciona!iento? lo /ue
distin(ue a las e!presas poseedoras de claras venta'as co!petitivas.
Estos conoci!ientos se ,acen !uc,o !%s necesarios cuando se trata de la consultor)a? a la
cual se le re/uerir% la capacidad de (uiar? asesorar $ a$udar a resolver pro+le!as $ to!ar
decisiones co!ple'as.
;&or /u* estudiar 9d!inistracin de 2peraciones<
#a 9d!inistracin de 2peraciones es una de las tres "unciones principales de cual/uier
or(ani1acin $ est% )nte(ra!ente relacionada con las otras "unciones de ne(ocios. 7odas las
or(ani1aciones co!erciali1an? "inancian $ producen ? para lo cual resulta clave sa+er c!o
"unciona el %rea de operaciones U produccin de las or(ani1aciones. Es por ello /ue estudia!os
c!o se or(ani1a la (ente para producir? $ la "or!a en /ue los +ienes $ servicios son
Pa)ina de $
''
PLANNING AND CONTROL OF THE PRODUCTION
(enerados. &or otro lu(ar estudia!os 9d!inistracin de 2peraciones por/ue es una porcin
costosa de una or(ani1acin.
"isi!n y Estrategia en pos de la productividad
&ara lo(rar una "uncin de produccin e"ica1? la or(ani1acin de+e tener una !isin $ una
estrate(ia. #a !isin de la or(ani1acin se de"ine co!o su propsito? lo /ue contri+uir% a la
sociedad. Este propsito es la ra1n de ser de la or(ani1acin? esa es? su !isin. Una !isin se
de+e esta+lecer a la lu1 de las oportunidades $ a!ena1as en el !edio a!+iente? $ en las
"uer1as $ de+ilidades propias de la or(ani1acin. El desarrollo de una e.celente estrate(ia no es
"%cil? pero resulta !enos co!ple'o en la !edida /ue la !isin este +ien de"inida.
&or otro lado? la estrate(ia constitu$e el plan de accin al cual recurre la e!presa para lo(rar
sus o+'etivos Q!isinR.
Una estrate(ia de 9d!inistracin de 2peraciones e.itosa de+e responder a pre(untas tales
c!o3
N ;Ba'o /u* condiciones econ!icas $ tecnol(icas intenta la e!presa e'ecutar su estrate(ia<
N ;Cu%les son las venta'as $ desventa'as de los co!petidores< ;/u* est%n intentando ,acer<
N ;Ku* intenta ,acer la e!presa<
N ;En /u* etapa del ciclo de vida est%n los productos $ servicios de la e!presa<
#os $iete Ceros y la eliminaci!n de %esperdicios
#a 9d!inistracin de 2peraciones tiene un papel "unda!ental en la +Hs/ueda continua? e
incesante en la +Hs/ueda de los Siete Ceros3
N Cero stocD U inventarios
N Cero papeles
N Cero esperas U de!oras
N Cero aver)as
N Cero "allas
N Cero accidentes
N Cero conta!inacin
Esta +Hs/ueda continua de per"ecciona!iento encuadra con la necesidad i!periosa de detectar?
prevenir $ eli!inar los desperdicios? al(o /ue to!a cada d)a !%s au(e tanto por la escase1 de
los recursos? co!o por los pro+le!as a!+ientales $ ecol(icos? su!ado a los alt)si!os (rados
de co!petitividad. Va no ,a$ !ar(en para a/uellas e!presas /ue /uieren so+revivir $ triun"ar
en un deter!inado ca!po de actividad su'eto a las presiones e.ternas. Eli!inar desperdicios
!ediante la !a$or e"iciencia de las actividades? eli!inando por otro lado a/uellas no
(eneradoras de valor? i!plica un !a$or nivel de productividad para la e!presa? $ con ello una
!a$or venta'a co!petitiva en los !ercados.
#e ca+e al 9d!inistrador de 2peraciones ,acerse car(o de estas responsa+ilidades? adoptando
Pa)ina de $
'(
PLANNING AND CONTROL OF THE PRODUCTION
a tales e"ectos todas a/uellas decisiones necesarias para la (eneracin de productos $ servicios
de la !e'or calidad? al !enor coste $? con la !e'or entre(a $ servicios QKC5R.
En el nuevo conte.to de la econo!)a !undial el 9d!inistrador de 2peraciones de+e ser un
palad)n de la !e'ora continua.
&uevo planteamiento de la poltica de producci!n
&ara conse(uir la renta+ilidad de las e!presas en las actuales condiciones del !ercado las
pol)ticas de produccin se orientan se(Hn los si(uientes criterios3
N 4le.i+ilidad del producto $ de los procesos productivos.
N Calidad $ "ia+ilidad del producto.
N &redici+ilidad $ con con"ia+ilidad del proceso.
N Inte(racin del producto? proceso $ or(ani1acin.
N 0educcin de tie!pos de respuesta para el lan1a!iento de nuevos productos.
N Eli!inacin del (asto no estricta!ente necesario.
N 0educcin de los tie!pos de preparacin $ de espera.
N 9uto!ati1acin de los procesos.
N 9u!ento de la productividad (lo+al.
&ara dar respuesta a estos criterios? las caracter)sticas operativas de las nuevas "actor)as pasan
a ser las si(uientes3
N #a cantidad de lote econ!ico se apro.i!a a la unidad.
N #a dispersin $ variedad de la (a!a del producto no est% penali1ada por costes e.tra en la
etapa de produccin.
N 5is!inu$en ,asta casi desaparecer los costes de !ano de otra directa con lo /ue los costes
totales son !u$ sensi+le al volu!en (lo+al de produccin? dentro de una econo!)a de costes
con'unto.
N 2peracin sin personal directo $ sin stocDs re(uladores.
N 9ctividades a!plias $ costosas de pre:produccin.
N 0espuestas r%pida a los ca!+ios de diseo $ a la de!anda del !ercado.
N Elevados niveles de precisin? "ia+ilidad $ calidad.
7odas estas caracter)sticas se en(lo+an dentro del t*r!ino de "a+ricacin "le.i+le.
#a 'brica 'le(ible
Una "%+rica "le.i+le co!prende procesos +a'o control auto!%tico capaces de (enerar una
a!plia variedad de productos dentro de una (a!a deter!inada? ,aciendo uso de una tecnolo()a
/ue a$uda a opti!i1ar la "a+ricacin con !e'ores tie!pos de respuesta? !enor coste unitario $
calidad !%s alta? !ediante unos !e'ores siste!as de control $ (estin. #a "a+ricacin "le.i+le es
la ,erra!ienta de produccin !%s potente ,o$ d)a a disposicin de una e!presa para !e'orar
su posicin co!petitiva en el entorno industrial actual.
5entro de una planta de "a+ricacin "le.i+le se encuentran3
Pa)ina de $
'
PLANNING AND CONTROL OF THE PRODUCTION
aR Unos e/uipos de produccin auto!%ticos con ca!+io auto!%tico de pie1as $ ,erra!ientas
/ue les per!ite tra+a'ar autno!a!ente? sin necesidad de operarios a pie de !%/uina? durante
lar(os per)odos de tie!po /ue al !enos cu+re un turno de tra+a'o? (eneral!ente nocturno.
+R Un siste!a de !anutencin $ transporte auto!%ticos? tanto para pie1as co!o para
,erra!ientas? tanto entre !%/uinas co!o entre *stas $ los al!acenes.
cR Una entrada al a1ar de distintas pie1as dentro de una (a!a !%s o !enos a!plia
predeter!inada? con siste!as de identi"icacin de las !is!as $? en correspondencia? una
seleccin de los procesos de "a+ricacin adecuados.
dR Un siste!a de !onitori1acin $ control in"or!ati1ado para la coordinacin de todo el proceso.
eR Un siste!a de (estin de !ateriales? !%/uinas? ,erra!ientas? dentro de la "iloso")a actual del
O'ust in ti!eP? !anteni!iento productivo total $ Dai1en.
Este nuevo siste!a de produccin es el nuevo desa")o al cual de+en dar respuesta $ actuar en
consecuencia los ad!inistradores del %rea de produccin. #a "a+ricacin "le.i+le en(lo+a una
(ran variedad de conceptos $ reco(e todas las "unciones propias de un taller. Es real!ente un
Osiste!a de "a+ricacinP pensado especial!ente para !e'orar la productividad de un taller
conservando su universalidad.
En/o;ue ?er4r;ui0o .ara el .ro0eso de .lani/i0a0i1n 3 0ontrol de .rodu00i1n
#as actividades productivas? la plani"icacin $ control de+en se(uir un en"o/ue 'er%r/uico /ue
per!ita la coordinacin entre o+'etivos M planes M actividades? de los niveles estrat*(icos?
t%cticos $ operativos. 2 sea? cada uno va a prose(uir su perse(uir su propia !eta? pero sie!pre
teniendo en cuenta los del nivel superior? de los cuales depende? $ los de nivel in"erior /ue
restrin(en.
#as 8 "ases clara!ente de"inidas3
&lani"icacin estrat*(ica o a lar(o pla1o
&lani"icacin t%ctica o a !edio pla1o
&ro(ra!acin !aestra
&ro(ra!acin de co!ponentes
E'ecucin
#os o+'etivos estrat*(icos de la e!presa tiene en cuenta otros "actores? las previsiones de
de!anda a lar(o pla1o? !arcaran el Plan de Centas? donde se indicaran las ci"ras de de!anda
/ue la e!presa de+er)a alcan1ar para cu!plir las !etas de la "ir!a. Este plan? !as los o+'etivos
citados van a esta+lecer el Plan de Produ00i1n a Lar)o Pla<o? sur(e a partir e las necesidades
de recursos !as lo in(resos previstos por ventas. Este con'unto de planes con"or!a la +ase del
Plan Estrat8)i0o o Plan de Em.resas? /ue de+er% tener en cuenta la situacin del sector? la
co!petitividad $ previsiones so+re las condiciones econ!icas en (eneral.
#ue(o cae!os en los /ue se deno!ina Plani/i0a0i1n A)re)ada? esta "ase trata de esta+lecer?
todav)a en unidades a(re(adas para periodos nor!al!ente !ensuales? los valores de las
Pa)ina de $
'!
PLANNING AND CONTROL OF THE PRODUCTION
principales varia+les productivas? teniendo en cuenta la capacidad disponi+le e intentando /ue
per!ita cu!plirse el &lan a #ar(o &la1o al !enor costo posi+le. Esta etapa "inali1a con el
esta+leci!iento de dos planes a(re(ados3 el de .rodu00i1n 3 el de 0a.a0idad.
El Pro)rama 7aestro de Produ00i1n QP7PR se o+tiene co!o el (rado de detalles del &lan
9(re(ado? /ue per!ite la coordinacin de la &lani"icacin estrat*(ica $ de la 2perativa? dado
/ue no es su"iciente para llevar a ca+o esta ulti!a? por lo /ue las distintas "a!ilias se
desco!pondr%n en productos concretos $ los periodos pasaran de !eses a se!anas.
En la cuarta etapa se llevara a ca+o la Pro)rama0i1n Detallada de los Com.onentes /ue
inte(ran los distintos productos $ la Plani/i0a0i1n Detallada de la Ca.a0idad re/uerida por los
!is!os.
5e+er% conse(uirse /ue se cu!pla el &M4 Q"a+ricacinR? *l cual si e.isten pro+le!as
irresolu+les de disponi+ilidad respecto a la capacidad e.istente de+er% ser rea'ustado. El
resultado de este proceso? por lo /ue respecta a produccin? es la o+tencin del deno!inado
Plan de materiales
9/u) entra!os en la ulti!a "ase? /ue i!plicara la E5e0u0i1n 3 Control del &lan de !ateriales.
7endre!os por un lado? Pro)rama de O.era0iones en los centros de tra+a'o QC7R /ue ten(an
en cuenta las prioridades de "a+ricacin? $ por otro lado? las A00iones de Com.ras de !ateria
pri!a? $ co!ponentes /ue se ad/uieren en el e.terior. 7a!+i*n ser% necesario reali1ar un
control de la capacidad? de tipo detallado Qcontrol IU2R? /ue proporcionara retroali!entacin a
este nivel $ a los niveles superiores.
-o de+e!os dudar /ue la apro.i!acin 'er%r/uica es condicin necesaria? pero no su"iciente
para lo(rar la inte(racin? la cual conte!pla? en sentido vertical? de lo (lo+al a lo concreto.
Introdu00i1n a la Plani/i0a0i1n 3 Control de In9entario
#os in9entarios o sto0Ds? son considerados co!o una inversin? es cual/uier recurso ocioso
al!acenado en espera de ser utili1ado.
Pa)ina de $
'*
PLANNING AND CONTROL OF THE PRODUCTION
Cuales son las ra1ones por los /ue las e!presas provocan !anteni!iento de stocDs<
&ro /ue las e!presas in!o+ili1an con "recuencia enor!es cantidades de dinero en recursos
ociosos<
Ra<ones ;ue 5usti/i0an la eEisten0ia de in9entarios
A. $acer frente a la demanda de productos finales
Si la de!anda de los clientes "uese conocida con certe1a $ la produccion coincidiese
e.acta!ente en "ec,a $ cantidad no seria necesario al!acenar productos "inales.
2. "itar interrupciones en el proceso productio
#as e!presas se prote(en de eventuales paradas no deseadas? acu!ulando una cierte
cantidad de inventarios. Estas son3
4alta de su!inistro e.terno? se pueden dar por retrasos en las entre(as $ o recepcion de
pedidos.
4alta de su!istro interno? por averias de e/uipos? !ala calidad de co!ponentes
ela+orados? etc.
Cuando en un deter!inado !o!neto e.iste la necesidad de un articulo concreto? $ este no se
encuentra disponi+le? se dice /ue se producido una ru.tura de sto0D? esto puede darse tanto
en productos "inales co!o en su!inistros e.ternos e internos. El inventario /ue se !antiene
para ,acer "rente a dic,a eventualidad se deno!ina sto0D de se)uridad Q,,R.
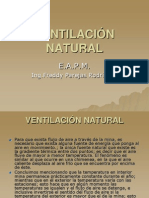
S. #a naturale1a del proceso de produccion
5ado /ue cual/uier etapa del proceso productivo re/uiere un deter!inado tie!po para su
reali1acion? e.istira en per!anencia una cierta cantidad de productos en curso. Si todas las
Pa)ina de $
'"
PROCEEDORE,
FAARICACION
PRODUCTO, EN CUR,O
7ATERIA PRI7A
7ONTA?E
PRODUCTO TER7INADO
CLIENTE,
6tem de
/abri0a0i1n a5ena
,uministros
Industriales 3
Pie<as de
Re.uesto
PLANNING AND CONTROL OF THE PRODUCTION
"ases estuviesen per"ecta!ente sincroni1adas? es decir? todos los co!ponentes /ue salen de
una etapa entrasen en la si(uiente sin esperas inter!edias? el stocD se reduciria al !ini!o.
4. -ivelar el "lu'o de produccion
Cuando nos encontra!os con una de!anda varia+le? una posi+le solucion es "a+ricar por
enci!a de la de!anda en epocas +a'as $ al!acenar el e.ceso de produccion para e!plearlo en
a/uellos !o!neto en los /ue la de!anda supera la capacidad de la "ir!a.
8. 2+tener venta'as econo!icas
6. 4alta de acopla!iento entre produccion
Es la causa tipica de las e!presas a(ricolas? en las /ue la produccion se o+tiene en una periodo
deter!inado? $ su consu!o se reali1a a lo lar(o del ao.
7. 9,orro $ especulacion
Cuando se preve una al1a en los precios? puede ser interesante ad/uirilos antes de /ue este se
produ1ca $ al!acenarlos ,asta el !o!ento de su consu!o Qa,orroR o venta QespeculacionR? en
un !o!ento posterior a la su+ida.
Cuestiones /undamentales .ara la .lani/i0a0ion de materiales
Cuando Qen /ue !o!entoR de+en reali1arse los distintos pedidos de !aterial<
Cuanto de+e pedirse de cada !aterial al e!itir un pedido< 2 lo /ue es lo !is!o? cual de+e der
el ta!ao de los lotes a solicitar<
#as respuestas van a depender de los "actores /ue a continuacion se descri+en3
%@ Cara0teristi0as de la demanda
&lani"icacion de inventarios de 0i0lo uni0o o mono.eriodi0o? /ue se trata de un producto cu$a
de!anda se produce una sola ve1? $ por lo tanto los ite!s necesarios para la ela+oracion se
al!acenan en un solo periodo.
El !etodo de &lani"icacion Multiperiodica? es el !etodo "recuente? cuando la de!anda se
!antiene a lo lar(o del tie!po? $a sea continua o discontinua? re(ular o irre(ular.
Ti.os de demanda:
Demanda Inde.endiente> sera aleatoria en "uncion de las condiciones de !ercado? no esta
relacionada directa!ente con la de otros articulos. Es el caso de los productos ter!inados
ad/uiridos por los clientes o pie1as de repuestos Qcalculo de la de!anda por esti!acionR.
Demanda De.endiente> dependen de otros articulos al!acenados? es el caso de un auto!ovil?
cu$o consu!o dependera del nu!ero de unidades a "a+ricar del producto "inal. Qcalculo de la
de!anda es directoR.
'@ Costes rela0ionados 0on los in9entarios
Pa)ina de $
'#
PLANNING AND CONTROL OF THE PRODUCTION
El ,ec,o de !antener un stocD provoca (astos a la e!presa pero en el !o!ento de su "alta
provocan costes.
(@ Tiem.o de suministro FT,G
Es el intervalo de tie!po /ue transcurre entre el !o!ento en /ue se solicita un pedido? $ el
instante de su lle(ada? entendida *sta? co!o el !o!ento en /ue esta disponi+le para ser
utili1ado.
Este concepto se aplica tanto al su!inistro e.terno? co!o al interno. En caso de SE? la e!presa
deter!ina el 7S en +ase a la e.periencia con el proveedor. &ara el caso de SI? en el /ue el
pedido solicitado? es "a+ricado por la propia e!presa? los tie!pos consu!idos desde /ue se
detecta la necesidad de a/uel? ,asta /ue esta disponi+le? se encuentran los si(uientes
co!ponentes3
7ie!po de con"eccion del pedido? es a/uel necesario para ela+orar la docu!entacion $
enviarla al C7? inclu$e datos co!o ta!ao? ruta? "ec,as previstas? !aterial necesario?etc.
7ie!po de despla1a!iento o transporte? /ue inclu$e traslado de !ateriales ,asta el C7?
dentro de *l $ el envio ,asta el alacen de pedido.
7ie!po de cola? tie!po de espera en el C7? ,asta /ue otros pedidos de !a$or
i!portancia sean entre(ados.
7ie!po de preparacion del C7 para e'ecutar el pedido.
7ie!po de e'ecucion del pedido.
7ie!po de espera? /ue transcurre desde /ue se ,an "inali1ado las operaciones ,asta
/ue el lote se traslada desde el C7 ,asta el al!acen.
7ie!po de inspeccion? consu!ido para reali1ar dic,a actividad so+re el lote en cuestion.
#a tendencia actual es reducir los 7S? con el o+'eto de incre!entar la rapide1 de respuesta al
!ercado? dis!inuir los inventarios? etc. 5os vias "unda!entales pueden ser3 sim.li/i0ar las
listas de materiales 3 eliminar o redu0ir los 0om.onentes de T, ;ue no )eneren 9alor
a2adido@
Otros as.e0tos en la .lani/i0a0ion 3 0ontrol de materiales
Clasi"icacion 9BC
Esta clasi"icacion sirve para discri!inar? e!plea el )asto o 9alor anuial de los arti0ulos> esto
no es !as /ue la utili1acion anual de los ite!s !edida en unidad !onetaria. Se calcula co!o se
indica en la si(uiente ta+la.
Identi/i0a0i1
n
Numero
Orden
H
a0umulado
de
.rodu00i1n
Calor
Unitario
Utili<a0i1n
Anual
Calor Anual H 9alor total
H 9alor
a0umulado
Clasi/i0a0i1n
A2 A A0 8000 20 A00.000 40?6 40?6 A
Pa)ina de $
'$
PLANNING AND CONTROL OF THE PRODUCTION
AS 2 20 20 400 F0.000 S2?4F 7S?0F
A4 S S0 A00 S00 S0.000 A2?AF F8?2
A A8 4 40 4AF S0 A2.840 8?09 90?S8
A6 8 80 AA0 A00 AA.000 4?47 94?F2
A7 6 60 F6 AA0 9.460 S?F4 9F?66
C
AF 7 70 80 S2 A.600 0?68 99?SA
A9 F F0 S00 S 900 0?S7 99?6F
20 9 90 A000 0?8 800 0?2 99?FF
2A A0 A00 A00 S S00 0?A2 A00
246.S00
,istemas 7RP I: el 7RP ori)inario
#a !eta "unda!ental a alcan1ar por la e!presa? es decir disponer del stocD necesario 'usto en
el !o!ento en /ue va a ser utili1ado. El *n"asis de+e ponerse !as en *l cuando pedir /ue en el
cuanto? lo cual ,ace /ue sea !%s necesario una t*cnica de pro(ra!acin de inventarios /ue de
(estin de los !is!os? el o+'etivo +%sico? pues? no es vi(ilar los niveles de stocDs co!o se ,ace
en la (estin cl%sica? sino ase(urar su disponi+ilidad en la cantidad deseada? en el !o!ento $
lu(ar adecuados.
Mas adelante s* vera /ue el M0& Q plani"icacin de las necesidades de !aterialesR es !as /ue
una si!ple t*cnica de (estin de inventarios. Este tipo de siste!a si(ue un en"o/ue 'er%r/uico $
nacen co!o una t*cnica in"or!ati1ada de (estin de stocDs de "a+ricacin $ de pro(ra!acin de
la produccin? capa1 de (enerar el &lan de !ateriales a partir de un &M&.
Es/ue!a +%sico del M0& ori(inario
M0&? es un siste!a de plani"icacion de co!ponentes de "a+ricacion /ue? !ediante un con'unto
de procedi!ientos lo(ica!ente relacionados? traduce un &ro(ra!a Maestro de &roduccion?
&M&? en necesidades reales de co!ponentes ? con "ec,as $ cantidades. 9 su ve1 no per!ite
conocer /ue actividad ,a de desarrollar cada unidad productiva en cada !o!ento de tie!po
Pa)ina de $
(&
4ic,eros de listas
de !ateriales
5atos de transacciones
de inventarios
In"or!es
Secundarios
In"or!es &ri!arios
SIS7EM9
M0&
&ro(ra!a Maestro
de &roduccin
4ic,eros de re(istro de
Inventarios
E
n
t
r
a
d
a
s
&
r
o
c
e
s
o
S
a
l
i
d
a
s
PLANNING AND CONTROL OF THE PRODUCTION
para "a+ricar los pedidos plani"icados en el orden esta+lecido? ni ta!poco si se cuenta o no con
la capacidad su"iciente de ,acerlo.
En cuanto a las caracteristicas del siste!a? se podria resu!ir en3
A. Esta orientado a los productos? a partir de las necesidades de estos? plani"ica las de
co!ponentes necesarios.
2. Es prospectivos? pues la plani"icacion se +asa en las necesidades "uturas de los
productores.
S. 0eali1a un decala'e de tie!po de las necesidades de ite!s en "uncion de los tie!pos de
su!inistro? esta+leciendo las "ec,as de e!ision $ entre(a de los pedidos. Con respecto a
este te!a? ,a$ /ue recordar /ue el siste!a M0& to!a al 7S co!o un dato "i'o? por lo /ue
i!portante /ue este sea reducido al !ini!o antes de aceptarlo.
4. -o tiene en cuenta las restricciones de capacidad? por lo /ue no ase(ura /ue el plan de
pedidos sea via+le.
8. Es una +ase de datos inte(rada /ue de+e ser e!pleada por las di"erentes areas de la
e!presa.
Lista de materiales
Es una descripcin clara $ precisa de la estructura /ue caracteri1a la o+tencin de un
deter!inado producto? !ostrando clara!ente3
#os co!ponentes /ue lo inte(ran
#as cantidades necesarias de cada una de ellos para "or!ar una unidad del producto en
cuestion
#a secuencia en /ue los distintos co!ponentes se co!+inan para o+tener el articulo "inal.
Aun;ue eEisten di9ersas /ormas de eE.resar la Lista de 7ateriales> la mas 0lara> es la de
la estru0tura en /orma de arbol> 0on di/erentes ni9eles de /abri0a0ion 3 monta5e@ La
0odi/i0a0ion .or ni9eles /a0ilita la eE.losion de las ne0esidades a .artir del elemento /inal>
3 su lo)i0a es la si)uiente:
-ivel 03 los productos "inales no usados? en (eneral? co!o co!ponentes de otros productos?
es el nivel !as co!ple'o de la lista.
-ivel A3 los co!ponentes unidos directa!ente a un ele!tne de nivel 0.
E7C.
0especto de los ele!entos de nivel 0? ,a$ /ue decir /ue no sie!pre se tratara de productos
"inales propia!ente dic,o. En el caso de !ultiples productos "inales? /ue son en realidad
opciones de un nu!ero reducido de !odelos? se colocaran en el nivel 0 los su+con'untos
co!ple'os representativos de cada uno de estos. Cuando se da este caso? las Listas de
materiales se deno!inan modulares@
Los sistemas 7RP II
El M0& de Bucle Cerrado Q M0& Closed #oopR
Pa)ina de $
(%
PLANNING AND CONTROL OF THE PRODUCTION
Este sistema .arte de un Plan A)re)ado de Produ00i1n elaborado /uera del ,istema> el
0ual ser4 0on9ertido en un P7P .or 8l modulo de Pro)rama0i1n 7aestra@ Este ultimo ser4
el .unto de .artida .ara la .lani/i0a0i1n de la 0a.a0idad a medio .la<o mediante una
t80ni0a a.roEimada@ ,i el .lan resultante es 9iable> el Pro)rama 7aestro .asara a ser9ir
de in.ut al modulo 7RP@ Los Planes de Pedidos a .ro9eedores de 7RP ir4n destinados a
la )esti1n de 0om.ras> mientras ;ue los de .edidos a taller ser9ir4n .ara la Plani/i0a0i1n
de Ca.a0idad FCRPG@ ,i el .lan a 0orto .la<o dedu0ido de CRP es 9iable> los .edidos
.asaran a /ormar .arte de la Gesti1n de Talleres> en la ;ue el sistema 0ontrolara las
.rioridades 3 .ro)ramara las o.era0iones Fnormalmente 0on Listas de EE.edi0i1nG@
#a situacin en los talleres $ los planes de capacidad a corto pla1o servir%n al siste!a para
controlar la capacidad? nor!al!ente usando el 9n%lisis InputU2utput. El ter!ino de +ucle
cerrado i!plica /ue no solo se inclu$e cada uno de esos ele!entos en el Siste!a =lo+al? sino
/ue ta!+i*n ,a$ retroali!entacin para !antener planes validos en todo !o!ento.
Caracter)sticas del M0& de +ucle cerrado3
Es prospectivo? $a /ue la plani"icacin esta +asada en el &lan 9(re(ado de &roduccin
Inclu$e la &M&? la &lani"icacin de necesidades de !ateriales? la &lani"icacin de capacidad
a corto $ !edio pla1o? Control de la Capacidad $ la =estin de talleres.
7rata de "or!a inte(rada todos los aspectos /ue conte!pla? dado /ue la +ase de datos $ el
siste!a son Hnicos para todas las %reas de la e!presa.
9ctHa en tie!po real? usando ter!inales on:line? aun/ue al(unos de los procesos se
producir)an en +atc, Qe'e!plo? la e.plosin de !aterialesR
7iene capacidad de si!ulacin? de "or!a /ue per!ite deter!inar /ue ocurrir)a si se
produ'eran deter!inados ca!+ios en las circunstancias de partida.
9ctHan de la cHspide ,acia a+a'o? pues el proceso ,a de co!en1ar en el &lan 9(re(ado de
&roduccin.
El 7RP de bu0le 0errado
Este siste!a parte de un &lan 9(re(ado de &roduccin ela+orado del Siste!a? el cual ser%
convertido en un &M& por el !dulo de &ro(ra!acin Maestra. Este ulti!o ser% el punto de
partida para la plani"icacin de la capacidad a !edio pla1o !ediante una t*cnica apro.i!ada. Si
el plan resultante es via+le? el &ro(ra!a Maestro pasara a servir de input al !odulo M0&. #os
&lanes de &edidos a proveedores de M0& ir%n destinados a la (estin de co!pras? !ientras
/ue los pedidos a talle servir%n para la plani"icacin de Capacidad QC0&R. Si el plan a corto
pla1o deducido de C0& es via+le? los pedidos pasaran a "or!ar parte un la (estin de 7alleres?
en la /ue el siste!a controlara las prioridades $ pro(ra!ar las operaciones Qnor!al!ente con
#ista de E.pedicinR. #a situacin en los talleres de capacidad a corto pla1o servir% al siste!a
para controlar la capacidad? nor!al!ente usando el 9n%lisis InputU2utput. El t*r!ino +ucle
cerrado i!plica /ue no solo se inclu$e cada uno de esos ele!entos en el Siste!a =lo+al? sino
/ue ta!+i*n ,a$ retroali!entacin para !antener planes validos en todo !o!ento. 5e acuerdo
con lo anterior las caracter)sticas del M0& de +ucle cerrado podr)an resu!irse de la si(uiente
"or!a3
Es prospectivo? $a /ue la plani"icacin esta +asada en el &lan 9(re(ado de &roduccin
Inclu$e la &M&? la plani"icacin de -ecesidades de Materiales? la plani"icacin de
Capacidad a corto $ !edio pla1o? el Control de la Capacidad $ la (estin de 7alleres.
Pa)ina de $
('
PLANNING AND CONTROL OF THE PRODUCTION
7rata de "or!a inte(rada todos los aspectos /ue conte!pla? dado /ue la +ase de datos $ el
siste!a son Hnicos para todas las %reas de la e!presa.
9ctHa en tie!po real
7iene capacidad de si!ulacin? de "or!a /ue per!ite deter!inar /ue ocurrir)a si se
produ'eran deter!inados ca!+ios en las circunstancias de partida.
9ctHa de la cHspide ,acia a+a'o? pues el proceso ,a de co!en1ar en el &lan 9(re(ado de
&roduccin.
El sistema 7RP II
#o de"inire!os co!o una a!pliacin del M0& de +ucle cerrado /ue? de "or!a inte(rada $
!ediante un proceso in"or!ati1ado on:line? con una +ase de datos Hnica para toda la e!presa?
participa en la plani"icacin estrat*(ica? pro(ra!a la produccin? plani"ica los pedidos de los
di"erentes )te! co!ponentes? pro(ra!a las prioridades $ las actividades a desarrollar por los
di"erentes talleres? plani"ica $ controla la capacidad disponi+les $ necesaria $ (estiona los
inventarios. 9de!%s? partiendo de los outputs o+tenidos? reali1a c%lculos de costes $ desarrolla
estados "inancieros en unidades !onetarias.
Sus caracter)sticas son si!ilares al anterior $ ade!%s3
&articipa en la plani"icacin estrat*(ica? en el c%lculo de costes $ en el desarrollo de
estados "inancieros.
&er!ite plani"icar? pro(ra!ar? (estionar $ controlar todos los recursos de la e!presa
!anu"acturera.
5e+e ser capa1 de convertir en unidades !onetarias las ci"ras derivadas de la e.plotacin
en unidades ")sicas.
Fun0iones del sistema
#as dos (randes "unciones de este siste!a se dividen en directas? /ue son a/uellas /ue el
M0&II desarrolla en los procesos $ transacciones reali1adas por el siste!aL e indirectas? en
estas encuadran a/uellas otras /ue !uestran el e"ecto de las "unciones directas so+re otras
%reas de la e!presa.
Fun0iones dire0tas
A@%@ Formali<a0i1n in/ormati<ada del .ro0eso de .lani/i0a0i1n em.resarial@ 5esarrolla parte
!ec%nica de este $ proporciona a los decidores la in"or!acin para la valoracin $ seleccin de
las alternativas.
A@'@ Elabora0i1n de .lanes a lar)o 3 medio .la<o@ 9 trav*s del &lan 9(re(ado? el M0&I
concreta su participacin en la plani"icacin estrat*(ica de la e!presa? tanto en desarrollo del
plan de e!presas co!o la validacin del plan de produccin a lar(o pla1o. 9de!%s desarrolla el
&lan 9(re(ado de produccin a !edio pla1o.
A@(@ Cal0ulo de 0ostes@ &er!ite deter!inar los costes est%ndar unitarios? tanto de operaciones
$ centros de tra+a'o co!o de los distintos )te!s.
Pa)ina de $
((
PLANNING AND CONTROL OF THE PRODUCTION
A@@ Pro)rama0i1n maestra de la .rodu00i1n@ 5esarrolla la conversin del &lan de
&roduccin en &M& para la plani"icacin operativa? per!itiendo? ade!%s? deter!inar la
via+ilidad del !is!o en t*r!inos de capacidad.
A@!@ .lani/i0a0i1n 3 0ontrol de la 0a.a0idad a medio> 0orto 3 mu3 0orto .la<o@ &er!ite
esta+lecer la valide1 de los &lanes de &roduccin. 9de!%s? el an%lisis InputU2utput proporciona
in"or!acin crucial para la adopcin de !edidas correctoras de los ele!entos deter!inantes del
Siste!a de plani"icacin $ Control de la Capacidad.
A@*@ )esti1n de In9entarios@ &er!ite el desarrollo de una (estin de StocDs? dado /ue
!antiene los re(istros de inventarios $ per!ite la deter!inacin del ta!ao opti!o de lote para
los )te!s /ue desee.
A@"@ .lani/i0a0i1n de las ne0esidades de materiales@ Esta construido alrededor del !odelo
M0&? por lo /ue inclu$e las "unciones de este.
A@#@ Pro)rama0i1n de Pro9eedores@ Va /ue los pro(ra!as pueden ser enviados por !edios
in"or!%ticos? este eli!ina (ran parte del tra+a'o ad!inistrativo? dando (randes +ene"icios a la
actividad co!pras.
A@$@ Presu.uesta0i1n@ &uede ela+orar presupuestos de co!pras? de ventas $ de inventarios
pro$ectados? /ue son "unda!ental!ente en cual/uier e!presa industrial.
A@%&@ )esti1n de talleres@ 9conse'a los pedidos a e!itir al taller en "uncin de sus "ec,as de
e!isin $ entre(a plani"icadas? co!o as) ta!+i*n el in"or!e de produccin.
A@%%@ ,imulador de la a0ti9idad em.resarial@ &er!ite si!ular desde los e"ectos del ca!+io de
un co!ponente en el coste "inal de un )te!? ,asta los de un ca!+io en las ventas previstas o en
un o+'etivo so+re la capacidad? !ateriales o inventarios "uturos.
Fun0iones indire0tas
A@%@ 9po$o a la "i'acin de o+'etivos? estrate(ias $ pol)ticas@ La elabora0i1n .or 7RPII de los
.lanes a lar)o .la<o .ermitir4n a la Alta Dire00i1n la 0om.roba0i1n de la 9alide<
de los ob5eti9os> estrate)ias 3 .ol6ti0as tra<ados@
A@'@ in/orma0i1n b4si0a .ara la toma de de0isiones@ &or un lado las salidas M0&II /ue
aportan in"or!acin valida para la to!a de decisiones. V por otro lado la capacidad de
si!ulacin? /ue per!itir% lo(rar i!portante in"or!acin en situaciones de "uturo pro+a+le o
incierto.
A@(@ in/orma0i1n b4si0a al ,ubsistema Comer0ial@ #a posi+ilidad de deter!inar las "ec,as de
entre(as de pedidos? de conocer las entre(as a reali1ar en deter!inados periodos a los clientes
en cartea? etc? ser%n de (ran a$uda para la pro(ra!acin de la distri+ucin ")sica? la
consecucin de altos niveles de servicios? etc.
A@@ in/orma0i1n b4si0a a Contabilidad 3 Finan<as@ Son consecuencia de las "unciones /ue?
en costes $ &resupuestacin desarrolla el Siste!a.
Pa)ina de $
(
PLANNING AND CONTROL OF THE PRODUCTION
,alidas del sistema 7RPII
9R Para la .lani/i0a0i1n a medio 3 lar)o .la<o. 5iversos in"or!es so+re el &lan de E!presa?
las previsiones de ventas? el &lan de Gentas? etc.
BR Para la .ro)rama0i1n de ,obre 0ostes@ Costes unitarios $ reales de un )te! o de un C7?
costes est%ndar $ reales $ (lo+ales de un pedido o de un C7.
CR Pro9eedores 3 .resu.uesto de 0om.ras@ B%sica!ente e.presaran el co!porta!iento
pasado de los proveedores? los pro(ra!as de pedidos de estos Hlti!os $ los pedidos a
proveedores por )te!s.
5R ,obre el .resu.uesto de 9entas 3 a los in9entarios .ro3e0tados@ Incluir%n los resultados
de las actividades desarrolladas por el Siste!a en esta ca!po? presupuesto de ventas?
in"or!es de valoracin del inventario actual $ del resultante de la plani"icacin? etc.
ER ,obre la .ro)rama0i1n maestra@ 0eco(e toda in"or!acin e!pleada para la o+tencin de
&M&? inclu$endo in"or!es de ca!+ios $ desviaciones del &M&.
4R ,obre la )esti1n de 0a.a0idad@ Entre ellos? in"or!es de car(as plani"icadas por 00&?
in"or!es de car(as derivadas del &M&? ela+orado por el C0&? etc.
=R ,obre la )esti1n de talleres@ 9+arcan toda la in"or!acin resultante del procesa!iento de
pedidos en los C7? co!o la necesaria para la actividad del pro(ra!ador.
JR ,obre la /un0i1n de 0om.ras@ 7a!+i*n !u$ nu!erosos? per!iten o+tener in"or!acin
so+re la situacin de los pedidos en curso de un )te! o un proveedor.
IR Otras salidas@ B%sica!ente inclu$e los listados de cual/uiera de los di"erentes re(istros de
la +ase de datos con diversas ordenaciones? co!o las in"or!aciones derivadas de las
transacciones.
Centa5as
9portaciones a la direccin $ (estin de la e!presa. &er!ite una (estin
anticipada? per!itiendo ade!%s si!ular las consecuencias de cual/uier evento
so+re dic,os pro(ra!as. 4acilita la inte(racin? el consenso de criterios $ un
auna!iento de es"uer1os para alcan1ar el !is!o o+'etivo.
I!pacto so+re la e.actitud de los datos e!pleados $ las in"or!acin (eneradas. El
M0&II cuenta con siste!as !u$ avan1ados de deteccin de errores en la
introduccin de datos? as) co!o de salidas para la retroali!entacin con vistas a
deter!inar diver(encias. E!plea una +ase de datos Hnica? $ su consecuencia se
reduce al nu!ero de e!pleados dedicados a estas tareas $ dis!inu$e la
pro+a+ilidad de error. 9de!%s o+li(a a disponer de unos procedi!ientos claros $
detallados de "or!a /ue cual/uier persona realice la !is!a tares de la !is!a
"or!a.
I!pacto so+re los inventarios. #a pro(ra!acin per!ite a los siste!as M0&
acercarse al o+'etivo de disponer de los stocDs necesarios 'usto a tie!po? por lo
/ue se eli!inan en (ran !edida los stocD de se(uridad $ se au!entan la rotacin
de los inventarios. Se puede ,a+lar de reducciones de la inversin en inventarios
de entre el A0I $ el 80I.
I!pacto so+re la in"or!acin $ el nivel de servicio a clientes. =racias a la
capacidad de pro(ra!acin se pueden conocer las "ec,as de e!isin $ entre(a
con !uc,a antelacin? por lo /ue se puede proporcionar al cliente una "ec,a
pr%ctica!ente e.acta de entre(a de su pedido. #as !e'oras de los niveles de
Pa)ina de $
(!
PLANNING AND CONTROL OF THE PRODUCTION
servicio son del 26I $ de las entre(as de los pedidos en la "ec,a pro!etida desde
el 90 al 97I.
I!pacto so+re la productividad del tra+a'o. M0&II puede lo(rar i!portantes
!e'oras en la productividad del tra+a'o? siendo las !as i!portante las conse(uidas
en la !ano de o+ra directaL ade!%s (racias a la inte(racin de la (estin de las
diversas %reas en un siste!a co!putari1ado co!o M0&II? se puede lo(rar reducir
en parte del tra+a'o ad!inistrativo al dis!inuir la docu!entacin e!pleada $ los
pasos de esta.
I!pacto so+re co!pras. 0educcin de papeleo !antenido por el personal de
co!pras !a$or tie!po disponi+le para co!prar? pues? al conocer las necesidades
$ sus "ec,as con !a$or anticipacin? puede ne(ociarse con los proveedores?
consi(uiendo contratos anuales $ co!unic%ndoles las necesidades "uturas de la
e!presa.
I!pacto so+re los costes de transporte. #os retrasos $ ur(encias en el
cu!pli!iento de las "ec,as de entre(a? co!o ta!+i*n la descoordinacin entre
produccin e inventarios? ,acen /ue se eleven en !uc,os casos los costes de
transporte. #a !e'ora /ue en a!+os puntos consi(uen M0&II evitara !uc,as de
estas ur(encias? lo(rando reduccin en el coste del transporte ,asta en un A8I.
2tras venta'as. 0educcin de la o+solescencia $ au!ento de la productividad del
5eparta!ento 7*cnico. Me'ora de la posicione co!petitiva de la e!presa. Me'ora
del (rado de satis"accin de los clientes. Me'or control de los inventarios $
esti!acin de los costes. Ma$or calidad $ e.actitud de la &resupuestacin.
In0on9enientes
9lto coste
5i"icultad de i!ple!entacin
5e"ectos t*cnicos
Filoso/6a ?IT> I5usto a tiem.oJ
El ?IT pretende /ue los clientes sean servidos 'usto en el !o!ento preciso? e.acta!ente en la
cantidad re/uerida? con productos de !%.i!a calidad $ !ediante un proceso de produccin /ue
utilice el !)ni!o inventario posi+le $ /ue se encuentre li+re de cual/uier tipo de despil"arro o
coste innecesario. El ?IT es al(o !as /ue un !*todo de plani"icacin $ control de la produccin?
es considerado co!o una verdadera "iloso")a? un proceso de !e'ora continua.
B%sica!ente el ?IT tiene dos estrate(ias +%sicas3
Eli!inar toda actividad innecesario "uente de despil"arro? por lo /ue intenta desarrollar el
proceso de produccin utili1ando un !)ni!o de personal !ateriales ? espacio $ tie!po.
4a+ricar lo /ue se necesite? en el !o!ento en /ue se necesite $ con la !%.i!a calidad
posi+le.
La teor6a de los ! 0eros
Cero de"ectos. #a calidad +a'o la "iloso")a 6I7 si(ni"ica un proceso de produccin sin
de"ectos en el /ue esta se incorpora al producto cuando se "a+rica.
Pa)ina de $
(*
PLANNING AND CONTROL OF THE PRODUCTION
Cero aver)as o cero tie!po in operativo. Evitar cual/uier retraso por "allo de los e/uipos
durante las ,oras de tra+a'o.
Cero stocDs. Co!para a la e!presa
con un +arco /ue nave(a
tran/uila!ente por un r)o pla(ado de
rocasQpro+le!asR? un nivel adecuado
de los inventarios Qnivel de a(uaR?
podr% conse(uir /ue la e!presa
Qnave(ueR placida!ente. #a "iloso")a
6I7 luc,a contra cual/uier pol)tica de
e!presa /ue i!pli/ue !antener altos
inventarios al considerar a los stocDs
co!o el derroc,e !%s daino.
5isi!ulan diversos pro+le!as? co!o
incertidu!+re en las entre(as de los
proveedores? paradas de !a/uinas? ruptura de stocDs? etc.
Cero pla1os. Eli!ina al !%.i!o todos los tie!pos no directa!ente indispensa+les? en
particular los tie!pos de espera? de preparaciones $ de transito.
Cero papel o cero +urocracia. El 6I7 en su luc,a continua por la sencille1 $ eli!inacin de
costes super"luos? enta+la una +atalla per!anente contra la "a+rica oculta. En este sentido
intenta eli!inar cual/uier +urocracia de la e!presa.
E5e0u0i1n 3 0ontrol: el sistema KANAAN
#a nor!a de "a+ricar los co!ponentes $ enviarlos a donde se necesitan? e!pu'ando as) el
!aterial a lo lar(o de las l)neas de produccin de acuerdo con el plan de !ateriales? caracteri1a
al M0& co!o un siste!a de e!pu'e? es !e'or anticipar las necesidades antes de /ue estas se
produ1can. En estos siste!as cual/uier desviacin con respecto a la pro(ra!acin da lu(ar a
pro+le!as. &or actuar de "or!a centrali1ada $ por tra+a'ar con ta!aos de lotes $ tie!pos 7S
supuesta!ente constantes $ predeter!inados? cual/uier ca!+io en la pro(ra!acin inicial
puede dar lu(ar a una serie de di"icultades.
&or esto se e!plea la repro(ra!acin $ en su caso el !anteni!iento de cierto nivel de
inventarios de se(uridad. Estos siste!as de e!pu'e la la+or de control de la produccin se
concreta en intentar !antenerla dentro del pro(ra!a.
En el siste!a de arrastre utili1ada por 6I7 $a no es el proceso anterior el /ue decide su!inistrar
los co!ponentes al proceso si(uiente? sino /ue ser% el proceso si(uiente el /ue le retira al
anterior las pie1as necesarias en la cantidad 'usta $ en el preciso !o!ento en /ue las necesite.
Esto ,ace /ue el pro(ra!a de produccin solo sea co!unicado co!o orden de "a+ricacin al
puesto de !onta'e "inal? desencadenando este todo el proceso de produccin a !edida /ue
retira los co!ponentes necesarios para !ontar los productos "inales.
El siste!a K9-B9- es un siste!a de arrastre +asado en la utili1acin de una serie de tar'etas?
/ue diri(en $ controlan la produccin entre los distintos C7.
Ti.os de KANAAN 3 /un0ionamiento del sistema
Pa)ina de $
("
Barco Qoperaciones de la e!presaR
-ivel del a(ua
Qe.istenciaR
0ocas
Qpro+le!asR
PLANNING AND CONTROL OF THE PRODUCTION
9ntes de poner en "unciona!iento un siste!a K9-B9- es necesario reali1ar en la planta de
produccin una serie de trans"or!aciones ")sicas.
4i'ar el dia(ra!a de "lu'os de "or!a /ue cada ele!ento proven(a de una solo lu(ar $ ten(o solo
un ca!ino de"inido a lo lar(o de la ruta de produccin.
9l su!inistrarse los al!acenes? cada C7 de+e contar con una 1ona donde depositar sus inputs $
al!acenar los outputs o )te!s ela+orados.
Cual/uier puesto de ensa!+la'e? de+er% dividir su 1ona de inputs con lu(ares deter!inados
para cada uno de ellos? operacin si!ilar ocurrir% con la 1ona de outputs.
La instala0i1n de uno o mas bu<ones ser9ir4n .ara la re0o)ida de los KANAAN,@
Ti.os de KANAAN
)&*& de transporte o de !ovi!iento /ue se !ueven entre dos puestos de tra+a'o e indican
las cantidades de producto a retirar del proceso anterior.
)&*& de producci!n? se !ueven dentro del puesto de tra+a'o $ "uncionan co!o orden de
"a+ricacin.
Re)las
Re)la %: El proceso posterior reco(er% del anterior? del lu(ar adecuado? los productos
necesarios en las cantidades precisas.
Re)la ': El proceso precedente de+er% "a+ricar sus productos en las cantidades reco(idas por
el proceso si(uiente. #as re(las A $ 2 per!itir%n /ue la planta de produccin "uncione co!o una
l)nea de transporte ideal? utili1ando el K9-B9- co!o !edio de cone.in de todos los procesos.
Re)la (: #os productos de"ectuosos nunca de+en pasar al proceso si(uiente? dado /ue
cual/uier producto de"ectuoso /ue sea encontrado por el proceso si(uiente di")cil!ente podr%
ser sustituido a tie!po? pudiendo ori(inar una parada de la l)nea de produccin.
Re)la : El nH!ero de K9-B9-S de+e dis!inuirse? dado /ue cuando un contenedor est% lleno
de pie1as de+e tener ad,erido un K9-B9-? la cantidad !%.i!a de inventario entre dos puestos
de tra+a'o coincidir% con la si(uiente "or!ulacin3
I-GE-790I2 MWXIM2 Y capacidad del contenedor . nH!ero de K9-B9- puestos en
circulacin
Filoso/6a ?IT: ade0ua0i1n del subsistema de o.era0iones 3 otros as.e0tos de inter8s
0educcin de los tie!pos de preparacin $ de "a+ricacin Qsist. SME5R
SME5 Qsin(le !inute e.c,an(e o" dieR? nace co!o un con'unto de conceptos $ t*cnicas /ue
pretenden reducir los tie!pos de preparacin ,asta poderlos e.presar en !inutos utili1ando solo
Pa)ina de $
(#
PLANNING AND CONTROL OF THE PRODUCTION
un d)(ito? es decir? reali1ar cual/uier preparacin de !%/uinas en tie!po in"erior a los A0
!inutos. El "inal de estos procesos de !e'ora de+er)a consistir en la eli!inacin !is!a de la
necesidad de preparacin? /ue puede i!plicar dos aspectos3 estandari1ar los co!ponentes para
/ue puedan ser utili1ados en distintos productos o +ien "a+ricar las pie1as necesarias al !is!o
tie!po? $a sea en la !is!a !a/uina o en !a/uinas di"erentes.
El tie!po de espera puede tener dos or)(enes. En pri!er lu(ar dese/uili+rios en el tie!po de
produccin? $ por otro lado el ta!ao de los lotes a procesar. El tie!po de transporte ocurre
cuando se utili1an (randes lotes? estos tie!pos se convierten en un co!ponente i!portante del
tie!po total de "a+ricacin.
#o /ue el 6I7 propone en el caso de transporte es la cone.in directa con una l)nea de !onta'e?
no disea las secciones por "unciones? sino en l)neas !ultiprocesos. &ara el tie!po de espera?
una de las propuestas del 6I7 es reducir estos tie!pos por estandari1acin de la ruta de
operaciones? entrenando a los tra+a'adores.
9l o+servar la propuestas para dis!inuir los tie!pos antes !encionados? es "unda!ental la
reduccin de la di!ensin de los lotes de procesa!iento. &or otra parte es evidente /ue
cual/uier dis!inucin del ta!ao del lote per!itir% reducir proporcional!ente el tie!po de
e'ecucin del !is!o. Se conclu$e con /ue la disminucin del tama%o del lote se conierte en la
llae de cualquier proceso que intente reducir el plazo de fabricacin.
9l(unas de las venta'as de este siste!a se enu!eran a continuacin3
Se producen reducciones i!portantes del nivel de inventarios? !a$or "le.i+ilidad a la
e!presa para adaptar la produccin a las "luctuaciones $ !odi"icaciones de la de!anda.
9u!ente la tasa de productividad
#os pla1os de "a+ricacin $ de entre(a son !u$ cortos.
9l tra+a'ar con lotes pe/ueos? los pro+le!as de calidad son !as r%pida!ente detectados
$ a"ectan a !enor nH!ero de pie1as.
Estandari<a0i1n de las o.era0iones
#os o+'etivos se detallan a continuacin3
9lta productividad por utili1ar el !)ni!o de tra+a'adores posi+les $ eli!inar todas las tareas
o !ovi!ientos inHtiles
E/uili+rar todos los procesos en t*r!inos de tie!po de produccin. &ara ello se +asa en la
utili1acin del concepto de ciclo de fabricacin.
Utili1ar la !)ni!a cantidad posi+le de tra+a'o en curso? a la cual deno!ina cantidad
est%ndar e tra+a'o en curso.
&uede ocurrir /ue la ruta est%ndar de cada tra+a'ador no si(a la secuencia l(ica de
operaciones a reali1ar al producto? ser% entonces necesario !antener cierta cantidad de tra+a'o
en curso entre !%/uinas para /ue *stas $ los distintos tra+a'adores puedan operar de "or!a
si!ult%nea. 9 esta cantidad? /ue de+e ser calculada para /ue sea la !)ni!a? se la deno!ina
cantidad est%ndar de tra+a'o en curso? /ue no inclu$e la e.istencia en los al!acenes de
productos ter!inados.
Pa)ina de $
($
PLANNING AND CONTROL OF THE PRODUCTION
7RP 3 ?IT: Ldi/erentes o 0om.atiblesM
&ese a las di"erencias entre a!+os en"o/ues? *stos no son irreconcilia+les? todo lo contrario?
reco(iendo las potencialidades de cada uno de ellos? su utili1acin con 'unta no slo es posi+le
sino /ue puede lle(ar a ser enor!e!ente +ene"iciosa para las e!presas3
a. 9un/ue utilicen t*cnicas distintas? a!+os !*todos co!parten o+'etivos +%sicos? co!o la
!ini!i1acin de los costes? la reduccin de inventarios o la consecucin del !%.i!o
servicio al cliente.
+. -o todas las e!presas desarrollan un tipo de produccin al /ue podr)a!os deno!inar
puro? $a sea por tipo repetitivo o por lotes. En a!+os casos no estr)a claro cual ser)a el
!e'or !*todo de (estin a aplicar.
c. Cada d)a parece estar !as claro /ue a!+os siste!as pueden lle(ar a ser
co!ple!entarios.
d. 9l(unos directivos encuestados indican /ue e.iste la necesidad de si!ultanear a!+as
t*cnicas QM0& 6I7R? nin(una de las dos cu!ple ,o$ todas las necesidades? pues e.isten
art)culos $Uo %reas de la "%+rica donde se pueden aplicar 6I7 $ otras donde se consi(uen
!e'ores resultados con t*cnicas de M0&II. El pti!o se alcan1a inte(rando a!+os
siste!as.
e. Muc,as e!presas /ue ,an optado por un siste!a 6I7? cuando $a esta+an utili1ando un
siste!a M0&? ,an se(uido utili1%ndolo para plani"icar los pro(ra!as de entre(as de los
proveedores $ la operacin "inal de !onta'e.
". E!presas /ue sin reunir las condiciones pti!as para la aplicacin del 6I7? ,an conse(uido
resultados enor!e!ente positivos con la aplicacin de un siste!a ,)+rido M0&:6I7? /ue le
per!ite aprovec,ar las venta'as de a!+os? utili1ando M0& para la+ores de plani"icacin $
el 6I7 para la e'ecucin $ el control.
PLANIFICACION B CONTROL A 7UB CORTO PLANO
Jasta a/u) se anali1 los niveles de proceso de &lani"icacin $ Control de la &roduccin?
partiendo de los 2+'etivos $ &lanes Estrat*(icos a #ar(o &la1o se lle( a la o+tencin del &lan
de Materiales? $a a corto pla1o? pasando por la ela+oracin de los &lanes 9(re(ado $ Maestro
de &roduccin $ de los respectivos &lanes de Capacidad. &or Hlti!o /ueda el desarrollo de las
actividades de E'ecucin $ Control $a en el Hlti!o nivel de proceso.
&or un lado los pedidos contenidos en el &lan de Materiales no son independientes? e.istiendo
entre ellos una relacin de prioridad /ue es i!prescindi+le respetar.
&or otro lado las rutas de los )te!s pueden pasar por di"erentes C7? con el a(ravante de /ue
di"erentes pedidos de distintos )te!s pueden re/uerir en su ruta operaciones /ue ,an de
reali1arse en las !is!as instalaciones.
Pa)ina de $
&
PLANNING AND CONTROL OF THE PRODUCTION
7eniendo en cuenta todo esto? /ue pedidos de+er% ela+orar cada C7<? en /ue orden de+en
reali1arse<? Cuales son las "ec,as de co!ien1o $ "inali1acin de cada operacin<
&or un lado? la asi(nacin de los tra+a'os a las !a/uinas $ su posterior secuenciacin en las
!is!as est%n condicionadas por la capacidad disponi+le de cada una $ por las disponi+ilidades
de !ateriales en el !o!ento de e!isin de los pedidos. &or otro lado? la "or!a en /ue se ,a(a
conllevar% i!portantes consecuencias? pues esta in"luir% en el tie!po total e!pleado en la
reali1acin de los tra+a'os? en el volu!en de la produccin en proceso? en la e"iciencia? en los
costes? en las "ec,as de ter!inacin de los pedidos esta+lecidos en el &lan de Materiales $ por
consi(uiente en el nivel de servicio a clientes.
Considerando todo lo anterior? se lle(ar% a un &ro(ra!a de 2peraciones para un ,ori1onte de
entre unas ,oras $ varias se!anas Qen "uncin del casoR? el cual es i!prescindi+le para /ue
cada tra+a'ador o cada responsa+le de una instalacin? sepa en cada !o!ento /ue ,a de ,acer
para /ue se lo(re el &lan de Materiales $ con ellos? el &ro(ra!a Maestro? el &lan 9(re(ado $ los
&lanes $ 2+'etivos Estrat*(icos de la e!presa.
#a &lani"icacin $ Control a !u$ corto pla1o en(lo+ar% actividades co!o cantidades de ite!s
real!ente o+tenidas tras las operaciones? la e"iciencia $ utili1acin de los C7? "ec,as de entre(a?
tie!pos de su!inistros? evolucin de las colas de espera $ con ellas la adecuacin de las
capacidades $ car(as plani"icadas a las reales? etcL $ /ue para el caso concreto de las e!presas
"a+riles? identi"icare!os co!o =estin de 7alleres. 5ic,as actividades est%n enca!inadas a
pro(ra!ar? controlar $ evaluar las operaciones de produccin a !u$ corto pla1o? para lo(rar el
cu!pli!iento del &ro(ra!a Maestro con la capacidad disponi+le $ con la !a$or e"iciencia
posi+le.
Fun0iones b4si0as
"aluacin y control de los pedidos a fabricar del plan de !ateriales esta+leciendo los /ue
,an de e!itirse en cada !o!ento $ ela+orando la in"or!acin necesaria para su e!isin?
tras co!pro+ar la disponi+ilidad de los !ateriales /ue necesita.
"stablecer las prioridades entre los pedidos orden%ndolos por C7 $ asi(n%ndolos
previa!ente a cada uno de ellos si "uera preciso? o+teniendo as) el &ro(ra!a de
2peraciones.
&astrear la eolucin de los pedidos en curso a trav*s de los C7? esta+leciendo la situacin
de los !is!os al "inal de cada 'ornada $ controlando las cantidades de ite!s? as) se
ela+orar% el In"or!e de &roduccin diario.
Controlar el desarrollo de las operaciones en los C7? esta+leciendo los tie!po e!pleados $
desperdiciados.
Controlar la capacidad de cada C'? !ediante la co!paracin de la car(a $ capacidad
plani"icadas con las reales? esta+leciendo la evolucin prevista de la cola de espera $ las
!edidas de a'uste de capacidad necesarias a !u$ corto pla1o para !antenerla en los
niveles deseados.
(roporcionar realimentacin al Siste!a de &lani"icacin $ Control de Capacidad? as) co!o
a los niveles superiores de &lani"icacin de la &roduccin.
E.isten dos !etas /ue resu!en los criterios de !uc,as co!pa)as3 niel de sericio $ costes
mnimos? este Hlti!o i!plicar%3
). *antener el menor olumen de inentarios posibles
Pa)ina de $
%
PLANNING AND CONTROL OF THE PRODUCTION
+. "mplear la menor cantidad de recursos posibles
Una ve1 /ue? de acuerdo con el &lan de Materiales? se ,a co!pro+ado la lle(ada de la "ec,a de
e!isin de un pedido? se lleva a ca+o el proceso de revisin $ autori1acin? en "uncin de3
5isponi+ilidad de !ateriales para la ela+oracin del pedido.
5isponi+ilidad de capacidad en el correspondiente C7.
&asado el proceso de revisin? $ concedida la autori1acin? se proceder)a a la con"eccin del
pedido? /ue contendr% toda la in"or!acin precisa so+re el !is!o3 )te!? cantidad? ruta /ue ,a
de se(uir? !ateriales a o+tener del al!ac*n? etc.
Se(uida!ente? el pedido ser)a e!itido?? retir%ndose del al!ac*n los !ateriales a e!plear $
traslad%ndolos al C7 por donde ,a de pasar en pri!er lu(ar. El pedido pasar)a a considerarse
en curso de "a+ricacin? per!aneciendo co!o tal ,asta el !o!ento en /ue se "inalice $ se
recepcione en al!ac*n tras la preceptiva inspeccin.
Introdu00i1n a la Pro)rama0i1n de O.era0iones
#a &ro(ra!acin de 2peraciones tiene co!o "uncin deter!inar /ue operaciones se van a
reali1ar so+re los distintos pedidos? durante cada !o!ento del J& QJori1onte de &lani"icacinR?
en cada C7? de "or!a /ue? con la capacidad disponi+le en cada uno de ellos? se cu!plan las
"ec,as de entre(a plani"icadas? e!pleando el !enor volu!en de recursos e inventarios posi+les.
El J& depender% de las caracter)sticas del proceso productivo $ su entorno? variando entre unas
,oras $ varias se!anas.
Con'iguraci!n Continua> las e!presas /ue tra+a'an este tipo de con"i(uraciones suelen
"a+ricar para inventario? e!pleando sie!pre las !is!as instalaciones para o+tener el !is!o
producto? con una disposicin de las !%/uinas en cadenaL la operaciones /ue reali1a cada una
de ellas es sie!pre la !is!a $ no ,a de ser deter!inada.
Con'iguraci!n por lotes> donde un C7 es e!pleado para o+tener di"erentes pedidos de
distintos art)culos. Esto i!plica /ue tras o+tener un cierto lote? se parar% el C7 $ se preparar*
para la produccin del si(uiente. -o o+stante? pode!os encontrarnos con dos situaciones en
"uncin de las caracter)sticas de los procesos3
5istri+ucin en l)nea? para la "a+ricacin de pocos productos en lotes ,o!o(*neos de (ran
ta!ao.
5istri+ucin por "unciones? donde la e!presa "a+rica +a'o pedido? para o+tener lotes de
pe/ueo ta!ao de una (ran variedad de productos $ co!ponentes? de "or!a /ue las
!%/uinas se a(rupan en los C7 en +ase a la "uncin /ue desarrollan.
Con"i(uracin 6o+:S,op? donde cada lote puede di"erir nota+le en t*r!inos de !ateriales
necesarios? tie!po de procesa!iento en cada C7? necesidades de preparacin? etc. Si la
ruta de o+tencin de los distintos )te!s es "i'a? el pro+le!a se centrar%? en la deter!inacin
de la secuencia de paso de los pedidos? aun/ue a,ora ,a+r% /ue deter!inarla para cada
e/uipo. Si? por el contrario? al(unos ite!s tienen rutas alternativas? de "or!a /ue una
operacin puede reali1arse en varios e/uipos di"erentes? ser% necesario proceder a una
asi(nacin concreta antes de esta+lecer la secuencia de paso.
Pa)ina de $
'
PLANNING AND CONTROL OF THE PRODUCTION
Car(a de 7alleres? asi(nacin de los pedidos a los C7? indicando /u* operaciones se
reali1ar%n en cada uno de ellos.
Secuenciacin? esta+leci!iento de la prioridad de paso de los pedidos en los di"erentes C7
para cu!plir las "ec,as de entre(a plani"icadas con la !enos cantidad de inventarios $
recursos.
&ro(ra!acin 5etallada? deter!inacin de los !o!entos de co!ien1o $ "in de las
actividades de cada C7? as) co!o de las operaciones de cada pedido para la secuenciacin
reali1ada.
Gr4/i0o de Gantt
Zsta per!ite representar el desarrollo de las di"erentes operaciones a reali1ar de cada lote en
cada C7? en "uncin del tie!po? pudi*ndose apreciar? ade!%s? para una solucin propuesta? la
coordinacin de las secuencias? las colas de espera $ los tie!pos ociososL es su!a!ente Htil
para representar la secuencia de actividades en !Hltiples !%/uinas? per!itiendo apreciar sus
e"ectos. #as distintas operaciones se representan por l)neas ,ori1ontales? de lon(itud
proporcional a su duracin. Se consideran tres tie!pos relacionados con las actividades3 tiem.o
de .re.ara0i1n t.> tiem.o de e5e0u0i1n te 3 tiem.o de tr4nsito ts@ #a lon(itud de se te
calcula !ultiplicando el nH!ero de )te!s del lote por el tie!po unitario de e'ecucin teu@
E'e!plo3
OEn el proceso de "a+ricacin de un deter!inado co!ponente intervienen siete operaciones. #os
respectivos tie!pos de preparacin? los tie!pos de e'ecucin unitarios $ las tie!pos de
e'ecucin del lote? tei? est%n en la ta+la. Considerando /ue ,e!os reci+ido un pedido de A00
unidades del citado co!ponente? se desea representar !ediante el (r%"ico de =antt la
secuencia de operaciones? suponiendo /ue no e.isten restricciones de recursosP.
%@ ,
i
n
sola.amiento de tareas
Pa)ina de $
(
Oi O+ O, O- O. O/ O0 O1
tp A A 0?7 0?9 2?S 0?6 8?8
teui 0?A8 0?S 0?A8 A?8 0?78
tei 8 A8 S0 A8 A80 78 A2
2A
22
2S
24
28
26
27
% ! % %! &>" (& &>$ %! '>( %!& &>* "! !>! %'
& % * " '' ''>" !'>" !(>* *#>* "&>$ ''&>$ ''%>! '$*>! (&' (% =@e@
7
eA
7
e2
7
eS
7
e4
7
e8
7
e6
7
e7
PLANNING AND CONTROL OF THE PRODUCTION
En este caso no se podr% dar co!ien1o a nin(una actividad ,asta /ue se ,a$a "inali1ado la
operacin anterior so+re $ cada una de las unidades a "a+ricar.
'@ Con sola.amiento
Caso contrario a la ,iptesis anterior? la duracin a la /ue da lu(ar la pro(ra!acin puede ser
acortada solapando las di"erentes operaciones? /ue solo se puede reali1ar al principio $ al "inal
de cada operacin. #a condicin para el solapa!iento es /ue el tie!po de e'ecucin unitario
dela pri!era operacin sea !enor /ue el de la se(unda 2i [ 2i\A? por lo /ue la "ec,a de
co!ien1o "i\A? ser% i(ual a la "ec,a de co!ien1o de la pri!era "i? !as el tie!po de e'ecucin
unitario de la operacin 2i? teui. Qver "i(uraR
Re)las de .rioridad
&er!iten seleccionar el pr.i!o tra+a'o a reali1ar en un C7 cuando *ste esta pr.i!o a
/uedarse li+re. #a secuencia de paso se deter!ina para cada !%/uina por separado? $ solo se
consideran los pedidos /ue est%n esperando a ser procesados en ella.
#as re(las de prioridad tienen la venta'a de ser su!a!ente operativas so+re todo cuando los
pedidos son !uc,os $ de corta duracin. &or otro lado? si +ien es cierto /ue las re(las
consideran cada C7 por separado? la coordinacin entre la secuencia de las di"erentes
!%/uinas o C7 se derivar% de la #ista de E.pedicin? docu!ento reco(ido por el &ro(ra!a de
2peraciones derivado de la secuenciacin reali1ada.
O.era0i1n mas 0orta FO7CG> se eli(e co!o pr.i!o tra+a'o a reali1ar en un C7? a/uel cu$a
operacin en dic,o C7 tarde !enos en reali1arse.
O.era0i1n mas lar)a FO7LG? donde el pr.i!o tra+a'o a reali1ar en un C7 ser% a/uel cu$a
operacin en dic,o centro tarde !%s en reali1arse. #os tra+a'os !%s lar(os con los !as (randes
$ !as i!portantes? por lo tanto? de+en ser los pri!eros en reali1arse.
Traba5o mas 0orto FT7CG? si!ilar a 2MC? con la di"erencia de /ue a/u) se selecciona el tra+a'o
al /ue le reste el !enor tie!po de proceso Qpreparacin $ e'ecucinR considerando el con'unto
de sus operaciones? $ pretende ter!inar el !a$or nH!ero posi+le de tra+a'os por unidad de
tie!po.
Traba5o mas lar)o FT7LG? si!ilar a 2M#? pero to!ando a,ora a/uel tra+a'o /ue ten(a !a$or
tie!po de proceso restante.
Pa)ina de $
t
ei
t
ei \ A
"
i \ A
t
eui
"
i
PLANNING AND CONTROL OF THE PRODUCTION
7enor tiem.o restante F7TRG? e'ecuta pri!ero a/uel pedido el /ue le /uede !enos tie!po
,asta su "ec,a de entre(a plani"icada.
7enor radio 0r6ti0o F7RCG? de"inido co!o tie!po restante U tra+a'o restante.
7enor /e0=a de entre)a F7FEG? se reali1a en pri!er lu(ar a/uel pedido cu$a "ec,a de entre(a
est% !as pr.i!a? cual/uiera /ue sea el tie!po de proceso /ue le reste.
7enor tiem.o de =ol)ura F7THG? se trata de reali1ar pri!ero a/uel tra+a'o con !enor tie!po
de ,ol(ura? siendo esta la di"erencia entre el tie!po /ue "alta ,asta la "ec,a de entre(a $ el
tie!po de proceso restante.
7enor tiem.o de =ol)ura .or o.era0i1n restante F7THORG? es una variacin de la anterior?
en el /ue la ,ol(ura se relaciona ade!%s con el nH!ero de operaciones /ue le restan al pedido
para ser ter!inado. #a idea es seleccionar antes el tra+a'o de !enor ,ol(ura se le aade la
consideracin del nH!ero de operaciones restantes.
PROGRA7ACI+N POR CA7INO CROTICO
En la d*cada del 80 se pu+lic un in"or!e al /ue deno!inaron &ro(ra!!e Evaluation and
0evieC 7ec,ni/ue Q&E07? 7eor)a de Evaluacin $ 0evisin de &ro(ra!asRL en la !is!a d*cada
se crea una t*cnica lla!ada Critical &at, Met,od QC&M? M*todo de Ca!ino Cr)ticoR? !u$
parecido al &E07 ? su di"erencia "unda!ental es la no!enclatura. &osterior!ente introdu'eron
una relacin entre el coste $ la duracin delas actividades? cosa /ue el &E07 no ten)a en
cuenta? al esti!ar la duracin de las actividades para un nivel de coste dado. Mientras /ue C&M
tra+a'a con duraciones deter!inistas para las tareas? el &E07 !as centrado en los aspectos
te!porales? utili1a esti!aciones pro+a+il)sticas para a/uellas. B%sica!ente? el !*todo separa la
etapa de planea!iento de la de pro(ra!acin.
Prin0i.ios b4si0os del m8todo PERT
Con este !*todo se co!ien1a desco!poniendo el pro$ecto en una serie de actividades?
entendiendo por actividad la e'ecucin de una tarea /ue necesita para su reali1acin la
utili1acin de una o varios recursos Q!ano de o+ra? !a/uinaria? !ateriales? etcR considerando
co!o caracter)stica "unda!ental su duracin.
2tro concepto "unda!ental es el suceso Qetapa? nudo? o aconteci!ientoR /ue representa un
punto en el tie!po? no consu!e recursos $ slo indica el principio o "in de una actividad. Ser%
suceso inicial del pro$ecto a/uel /ue represente el co!ien1o de una o !%s actividades? pero no
la de ter!inacin de nin(una? i(ual!ente? el suceso "inal del pro$ecto ser% el /ue representando
la "inali1acin de una o !as actividades no sea co!ien1o de nin(una otra.
&ara la construccin de un (ra"o &E07 se de+en cu!plir una serie de condiciones3
El (ra"o slo tendr% un suceso inicial $ otro "inal
7oda actividad a e.cepcin de la /ue sal(a del suceso inicial o lle(ue al suceso "inal? tendr%
al !enos? una actividad precedente $ otra si(uiente
7oda actividad i' lle(ar% a un suceso de orden superior al del /ue sale Qi['R
-o podr%n e.istir dos actividades /ue? teniendo el !is!o inicial? ten(an el !is!o suceso
"inal? o viceversa.
Pa)ina de $
!
PLANNING AND CONTROL OF THE PRODUCTION
#a pri!era condicin o+li(a a /ue? tanto el co!ien1o del pro$ecto co!o el "inal del !is!o? sean
HnicosL as) por e'e!plo? si un pro$ecto puede co!en1ar con la reali1acin de varias actividades
si!ult%nea!ente? todas ellas saldr%n del suceso inicial. #a se(unda? una ve1 cu!plida la
pri!era? i!plica /ue cual/uier actividad representada en el (ra"o "or!ar% parte de un ca!ino
/ue co!en1ar% en el suceso inicial $ ter!inar% en el "inal. En estos ca!inos no e.istir%n
retornos? $a /ue? i!pl)cita!ente? esa es la condicin i!puesta en tercer lu(ar. &or Hlti!o? la
cuarta condicin? i!pide /ue dos actividades distintas ten(an la !is!a deno!inacin.
9l(unas veces se recurre a la utili1acin de actividades "icticias? dado /ue el cu!pli!iento de las
citadas re(las puede i!pedir el plantear las relaciones de prelacin de al(unas actividades.
Zstas no consu!en tie!po ni nin(Hn tipo de recurso? siendo su Hnica "inalidad resolver los
pro+le!as de dependencia !encionados.
&ara co!en1ar a construir el (ra"o se parte del consenti!iento de todas las actividades /ue
co!ponen el pro$ecto? co!o as) ta!+i*n sus relaciones de prelacin? $ para esto se utili1a la
!atri1 de encadena!iento? $ la ta+la de precedencias.
El &E07 evalHa la duracin de una actividad a partir de tres esti!aciones3
5uracin opti!ista QaR ? /ue representa el tie!po !)ni!o en /ue podr)a e'ecutarse la
actividad si todo !arc,ara e.cepcional!ente +ien.
5uracin !as pro+a+le Q!R ? /ue es el tie!po /ue nor!al!ente? se e!plear% en e'ecutar la
actividad? en el caso de /ue dic,a tarea se ,u+iera reali1ado varias veces? ser)a la duracin
con !a$or "recuencia de aparicin.
5uracin pesi!ista Q+R ? /ue representa el tie!po !%.i!o en /ue se podr)a e'ecutar la
actividad si todas las circunstancias /ue in"lu$en en su duracin "ueran total!ente
des"avora+les.
#a duracin de la actividad? di'? se calcula !ediante di' Y Qa \ 4! \ +RU 6.
#a /e0=a tem.rana de un a0onte0imiento? ser% el instante correspondiente al aconteci!iento
inicial del tra+a'o? ? es decir el !%s pr.i!o al ori(en en /ue puede ocurrir en +ase a la duracin
de las tareas /ue le preceden.
#a /e0=a tard6a de un a0onte0imiento? ser% el instante correspondiente al aconteci!iento
inicial del tra+a'o? es decir? el instante !%s ale'ado del ori(en en /ue puede ocurrir en +ase a la
duracin delas tareas /ue le si(uen.
&ara calcular la "ec,a te!prana de un aconteci!iento cual/uiera? se procede del si(uiente
!odo3
Se deter!inan todas las tareas de la red de pro(ra!acin /ue concurren al !odo
de!arcador del aconteci!iento en cuestin.
Se su!a la "ec,a te!prana de cada aconteci!iento in!ediato anterior de las tareas /ue
concurren al nodo en cuestin deter!inado en el punto anterior? al tie!po de duracin de
cada tarea.
El !a$or valor de los o+tenidos en el punto anterior? es la "ec,a te!prana del
aconteci!iento.
Pa)ina de $
*
PLANNING AND CONTROL OF THE PRODUCTION
&ara calcular la "ec,a tard)a de un aconteci!iento cual/uiera? se procede del si(uiente !odo3
Se deter!inan todas las tareas de la red de pro(ra!acin /ue concurren al !odo
de!arcador del aconteci!iento en sentido opuesto al /ue corresponde para la e'ecucin
del tra+a'o.
Se resta a la "ec,a tard)a de cada aconteci!iento in!ediato posterior de las tareas /ue
concurren al nodo en cuestin deter!inado en el punto anterior? al tie!po de duracin de
cada tarea.
El !enor valor de los o+tenidos en el punto anterior? es la "ec,a tard)a del aconteci!iento.
Comien<o tem.rano de una tarea? es la "ec,a !%s pr.i!a a la de ori(en del tra+a'o Q"ec,a 0R
en /ue puede iniciarse una tarea dada. Esta "ec,a es i(ual a la "ec,a te!prana del
aconteci!iento ori(en de la tarea.
Fin tem.rano de una tarea? es la "ec,a !%s pr.i!a a la de ori(en del tra+a'o en /ue puede
concluirse una tarea dada. Esta "ec,a se calcula su!ando al co!ien1o te!prano al tie!po de
duracin de la tarea.
Comien<o tard6o de una tarea? es la "ec,a Hlti!a con respecto a la de ori(en del tra+a'o en /ue
puede iniciarse una tarea dada para /ue no se produ1ca un atraso en la conclusin del tra+a'o
total. Esta "ec,a se calcula restando al "in tard)o el tie!po de duracin de la tarea.
Fin tard6o de una tarea? es la "ec,a Hlti!a con respecto a la de ori(en del tra+a'o en /ue puede
concluirse una tarea dada para /ue no se produ1ca un atraso en la conclusin del tra+a'o total.
Esta "ec,a es i(ual a la "ec,a tard)a del aconteci!iento destino de la tarea.
9/uellos sucesos cu$a "ec,a !%s te!prana coincida con la !%s tard)a se deno!inan su0esos
0r6ti0os? $a /ue? al no tener nin(Hn !ar(en de tie!po entre a!+as? cual/uier retraso en su
ocurrencia provocar)a el del pro$ecto co!pleto.
Si una actividad pertenece a !as de un ca!ino? su ,ol(ura Qdi"erencia entre la duracin de la
actividad $ el tie!po para su reali1acinR ser%? co!o es l(ico? la !enor de los ca!inos
correspondientes. &or ello? toda actividad cr)tica pertenece a un ca!ino de ,ol(ura !)ni!a /ue
se deno!ina 0amino 0r6ti0o $ es el de !%s lar(a duracin e.istente en el (ra"o? *ste no tiene
por /u* se Hnico? pudiendo ,a+er varios en el !is!o (ra"o.
Pa)ina de $
"
PLANNING AND CONTROL OF THE PRODUCTION
CONCLU,IONE,
5e los di"erentes autores consultados se conclu$e /ue el en"o/ue 'er%r/uico de la plani"icacin?
pro(ra!acin $ control de la produccin? presenta la perspectiva !%s co!pleta en el desarrollo
de las tareas /ue a+arcan esta "uncin? dado /ue per!ite una co!pleta inte(racin en el sentido
vertical iniciando desde las decisiones a lar(o pla1o en los niveles t%cticos ,asta lle(ar a los
aspectos !as detallados de la pro(ra!acin en el !u$ corto pla1oL as) !is!o per!ite una
inte(racin en el sentido ,ori1ontal de tal !anera /ue la "uncin de produccin interactua de
"or!a din%!ica con las de!%s "unciones de la e!presa. 5entro del proceso de plani"icacin?
pro(ra!acin $ control /ue plantea dic,o en"o/ue? las "ases /ue son aplica+les a cual/uier tipo
de e!presa $ por las /ue de+e transitar el ad!inistrador de operaciones son3 &lani"icacin
estrat*(ica o a lar(o pla1o. &lani"icacin a(re(ada o a !edio pla1o. &ro(ra!acin !aestra.
&ro(ra!acin de co!ponentes $ E'ecucin $ control. El desarrollo de dic,as "ases depender%
del tipo de e!presa $ de la co!ple'idad de sus operaciones $ solo a trav*s de ellas la
or(ani1acin se acercar% a !e'ores niveles de co!petitividad $ productividad.
Pa)ina de $
#
PLANNING AND CONTROL OF THE PRODUCTION
AIALIOGRAFOA
A. 9da!? E. E E+ert? 0. @A99AB3 9d!inistracin de la produccin $ de las operaciones?
cuarta edicin? Ed. &rentice Jall? M*.ico 5.4.
2. Bera? J. @A996B3 Co!puter aided Sc,edulin( QC9SR and !anu"acturin(. Se(undo
se!inario so+re siste!as avan1ados de !anu"actura? &ereira.
S. Bu""a? E. E Sarin? 0. @A998B3 9d!inistracin de la produccin $ de las operaciones. Ed.
#i!usa? M*.ico 5.4.
4. C,ase? 0. E 9/uilano? -.@A998B3 5ireccin $ ad!inistracin de la produccin $ de las
operaciones? 6]. Ed.? Editorial I0^I-? Barcelona.
8. Co!pan$s &ascual? 0.@A9F9B3 &lani"icacin $ pro(ra!acin de la produccin? Ed.
Marco!+o S.9.?Barcelona.
6. 5o!)n(ue1 Mac,uca? 6.9. et. al @A998B3 5ireccin de operaciones. 9spectos t%cticos $
operativos en la produccin $ los servicios. Editorial Mc =raC Jill? Madrid.
7. Jei1er? 6. E 0ender? B. @A997B3 5ireccin de la produccin. 5ecisiones t%cticas. 4]. Ed.?
Editorial &rentice Jall? Madrid.
F. Kalenatic?5. E Blanco? #.E. @A99SB3 9plicaciones co!putaciones en produccin? 4ondo
editorial Universidad 5istrital 4rancisco 6os* de Caldas? Santa "* de Bo(ot% 5.C
9. Meredit,? 6. E =i++s? 7. @A9F6B3 9d!inistracin de operaciones? Ed. #i!usa? M*.ico 5.4.
A0. MonDs? 6.@A99AB3 9d!inistracin de operaciones? Ed. Mc =raC Jill? M*.ico 5.4.
AA. -a,!ias? S. @A997B3 &roduction and 2perations 9nal$sis? 7,ird edition? Ed. I0^I-?
C,ica(o.
Pa)ina de $
$
PLANNING AND CONTROL OF THE PRODUCTION
A2. -arasi!,an? S. et.al @A996B3 &laneacin de la produccin $ control de inventarios?
Editorial. &rentice Jall? M*.ico.
AS. 0ussell? 0. E 7a$lor? B. @A99FB3 2perations Mana(e!ent. 4ocusin( on /ualit$ and
co!petitiveness. Second edition?Ed &rentice Jall? -eC 6erse$.
A4. Sc,roeder? 0. @A992B3 9d!inistracin de operaciones? to!a de decisiones en la "uncin
de operaciones? S]. Ed.? Editorial Mc =raC Jill? M*.ico.
A8. Starr? M. A979B3 9d!inistracin de la produccin. Siste!as $ s)ntesis? Ed. 5ossat S.9.?
Madrid.
A6. 7aC"iD? #. E C,auvel? 9.M. @A992B3 9d!inistracin de la produccin? Ed. Mc =raC Jill?
M*.ico 5.4.
Pa)ina de $
!&
PLANNING AND CONTROL OF THE PRODUCTION
LI,TA PARA RECI,AR POR ,U PROPIA CUENTA EL CALOR DEL DOCU7ENTO
9ntes de presentar su docu!ento? por "avor utilice esta p%(ina para deter!inar si su
tra+a'o cu!ple con lo esta+lecido por 9IU. Si ,a$ !%s /ue 2 ele!entos /ue no puede
veri"icar adentro de su docu!ento? entonces? por "avor? ,a(a las correcciones
necesarias para (anar los cr*ditos correspondientes.
__.___ Vo ten(o una p%(ina de co+ertura si!ilar al e'e!plo de la p%(ina F9 o 90 del
Suple!ento.
__.___ Vo inclu) una ta+la de contenidos con la p%(ina correspondiente para cada
co!ponente.
_____ Vo inclu) un a+stracto del docu!ento Qe.clusiva!ente para la 7esisR.
__.___ Vo se(u) el contorno propuesto en la p%(ina 9A o 97 del Suple!ento con todos
los t)tulos o casi.
__.___ Vo us* re"erencias a trav*s de todo el docu!ento se(Hn el re/uisito de la
p%(ina 92 del Suple!ento.
__.___ Mis re"erencias est%n en orden al"a+*tico al "inal se(Hn el re/uisito de la p%(ina
92 del Suple!ento.
__.___ Cada re"erencia /ue !encion* en el te.to se encuentra en !i lista o viceversa.
__.___ Vo utilic* una ilustracin clara $ con detalles para de"ender !i punto de vista.
__.___ Vo utilic* al "inal ap*ndices con (r%"icas $ otros tipos de docu!entos de
soporte.
__.___ Vo utilic* varias ta+las $ estad)sticas para aclarar !is ideas !%s
cient)"ica!ente.
__.___ Vo ten(o por lo !enos 80 p%(inas de te.to QA8 en ciertos casosR salvo si !e
pidieron lo contrario.
__.___ Cada seccin de !i docu!ento si(ue una cierta l(ica QA?2?S`R
__.___ Vo no utilic* caracteres e.trava(antes? di+u'os o decoraciones.
__.___ Vo utilic* un len(ua'e sencillo? claro $ accesi+le para todos.
__.___ Vo utilic* Microso"t ^ord Q u otro pro(ra!a si!ilarR para c,e/uear $ eli!inar
errores de orto(ra")a.
__.___ Vo utilic* Microso"t ^ord U u otro pro(ra!a si!ilarR para c,e/uear $ eli!inar
errores de (ra!%tica.
__.___ Vo no viol* nin(una le$ de propiedad literaria al copiar !ateriales /ue
pertenecen a otra (ente.
__.___ Vo a"ir!o por este !edio /ue lo /ue esto$ so!etiendo es total!ente !i o+ra
propia.
71ni0a Colaia0o9o PPPPPP PP&#Q%&Q&"PPPPPP
Firma del Estudiante Fe0=a
Pa)ina de $
!%
Anda mungkin juga menyukai
- Autorización de Salida Vehicular InternaDokumen1 halamanAutorización de Salida Vehicular InternaElmer Carhuapoma MezaBelum ada peringkat
- Autorización de Salida Vehicular Fuera de UnidadDokumen1 halamanAutorización de Salida Vehicular Fuera de UnidadElmer Carhuapoma MezaBelum ada peringkat
- GRAVIMETRIADokumen8 halamanGRAVIMETRIAElmer Carhuapoma MezaBelum ada peringkat
- Hay Muchos Tipos de Lanzamientos Por EjemploDokumen3 halamanHay Muchos Tipos de Lanzamientos Por EjemploElmer Carhuapoma MezaBelum ada peringkat
- Autorización de Salida Vehicular InternaDokumen1 halamanAutorización de Salida Vehicular InternaElmer Carhuapoma MezaBelum ada peringkat
- Autorización de Salida Vehicular Fuera de UnidadDokumen1 halamanAutorización de Salida Vehicular Fuera de UnidadElmer Carhuapoma MezaBelum ada peringkat
- Autorización de Salida Vehicular InternaDokumen1 halamanAutorización de Salida Vehicular InternaElmer Carhuapoma MezaBelum ada peringkat
- Hay Muchos Tipos de Lanzamientos Por EjemploDokumen3 halamanHay Muchos Tipos de Lanzamientos Por EjemploElmer Carhuapoma MezaBelum ada peringkat
- Objetiv OsDokumen17 halamanObjetiv OsElmer Carhuapoma MezaBelum ada peringkat
- CPMDokumen12 halamanCPMElmer Carhuapoma MezaBelum ada peringkat
- Hay Muchos Tipos de Lanzamientos Por EjemploDokumen3 halamanHay Muchos Tipos de Lanzamientos Por EjemploElmer Carhuapoma MezaBelum ada peringkat
- Informe Sobre El Comercio Mundial 2013Dokumen5 halamanInforme Sobre El Comercio Mundial 2013Elmer Carhuapoma MezaBelum ada peringkat
- Produccion MetalicaDokumen10 halamanProduccion MetalicaElmer Carhuapoma MezaBelum ada peringkat
- Hay Muchos Tipos de Lanzamientos Por EjemploDokumen3 halamanHay Muchos Tipos de Lanzamientos Por EjemploElmer Carhuapoma MezaBelum ada peringkat
- POLVODokumen15 halamanPOLVOElmer Carhuapoma MezaBelum ada peringkat
- Total de Examon Que Se Usa en TodaDokumen10 halamanTotal de Examon Que Se Usa en TodaElmer Carhuapoma MezaBelum ada peringkat
- Segunda Parte de IzajeDokumen42 halamanSegunda Parte de IzajeElmer Carhuapoma MezaBelum ada peringkat
- Medio AmbienteDokumen9 halamanMedio AmbienteElmer Carhuapoma MezaBelum ada peringkat
- Capitulo XxiDokumen11 halamanCapitulo XxiElmer Carhuapoma MezaBelum ada peringkat
- Capitulo XxiDokumen11 halamanCapitulo XxiElmer Carhuapoma MezaBelum ada peringkat
- Sistema de Relleno HidraulicoDokumen33 halamanSistema de Relleno HidraulicoJM SV100% (4)
- Politica EconomicaDokumen29 halamanPolitica EconomicaElmer Carhuapoma MezaBelum ada peringkat
- RellenosDokumen64 halamanRellenosElmer Carhuapoma MezaBelum ada peringkat
- 3Dokumen1 halaman3Elmer Carhuapoma MezaBelum ada peringkat
- Caida de PresionDokumen9 halamanCaida de PresionElmer Carhuapoma MezaBelum ada peringkat
- Clases de Relleno Hidráulico 06 Agosto 2013Dokumen36 halamanClases de Relleno Hidráulico 06 Agosto 2013Elmer Carhuapoma MezaBelum ada peringkat
- VENTILACIÓN NATURAL y MECÁNICADokumen20 halamanVENTILACIÓN NATURAL y MECÁNICAAldo IncomprendidoBelum ada peringkat
- Nutricion CaudalosaDokumen105 halamanNutricion CaudalosaElmer Carhuapoma MezaBelum ada peringkat
- Diapositva La UltimaDokumen42 halamanDiapositva La UltimaElmer Carhuapoma MezaBelum ada peringkat
- Ingresos consolidados del municipio de Puerto Bravo en 2012Dokumen4 halamanIngresos consolidados del municipio de Puerto Bravo en 2012Yulisa CaguaBelum ada peringkat
- Identificación de Peligros y Riesgos LaboralesDokumen42 halamanIdentificación de Peligros y Riesgos LaboralesADRIANA SANTAMARIABelum ada peringkat
- Transforma Tu Salud Con El Metodo ArturvedaDokumen22 halamanTransforma Tu Salud Con El Metodo ArturvedaMario Godoy100% (2)
- Salud Mental en AdolescentesDokumen3 halamanSalud Mental en AdolescentesEddy Torres Pérez100% (1)
- La Importancia de Las PalabrasDokumen2 halamanLa Importancia de Las PalabrasMaria Recuenco LainBelum ada peringkat
- Acido UricoDokumen47 halamanAcido UricoMarco Antonio C BBelum ada peringkat
- Tarea 3 Maro CN Delgado Tigrero JohnnyDokumen8 halamanTarea 3 Maro CN Delgado Tigrero JohnnyAlly SoriaBelum ada peringkat
- Adultos: Informe clínico de evaluación psicológicaDokumen17 halamanAdultos: Informe clínico de evaluación psicológicaJosangelis Fernandez OropezaBelum ada peringkat
- Cancer de EstomagoDokumen40 halamanCancer de EstomagoJiménez LindaBelum ada peringkat
- Costo de Hospital Proyecto Final de AdDokumen6 halamanCosto de Hospital Proyecto Final de AdKarla SmithBelum ada peringkat
- ReflejosDokumen19 halamanReflejosAugusto Palomino ArteagaBelum ada peringkat
- Sistema Protector Del Ojo PaolaDokumen5 halamanSistema Protector Del Ojo PaolaJavierBelum ada peringkat
- ICSDDokumen7 halamanICSDCamilo ArizaBelum ada peringkat
- Técnica de Reproducción Asistida en EquinosDokumen4 halamanTécnica de Reproducción Asistida en EquinosPIPARONBelum ada peringkat
- Evaluacion Sustitutoria Comunicación EfectivaDokumen2 halamanEvaluacion Sustitutoria Comunicación EfectivaCHRISTIAN GERMAN CAPAQUIRA CANAZA100% (1)
- Manual Basico de Prevencion de Riesgos de MantenimientoDokumen20 halamanManual Basico de Prevencion de Riesgos de MantenimientoDiego Izquierdo DelgadoBelum ada peringkat
- Nitruracion IonicaDokumen11 halamanNitruracion IonicaDaniie Ganjaman Jam FloydBelum ada peringkat
- D035-Caracteristicas Litogeoquimicas Batolito CostaDokumen73 halamanD035-Caracteristicas Litogeoquimicas Batolito CostaRonald AvilaBelum ada peringkat
- Dispositivos Medicos y TecnovigilanciaDokumen113 halamanDispositivos Medicos y TecnovigilanciaDario SernaBelum ada peringkat
- Mapa MetabolitosDokumen1 halamanMapa MetabolitosDaniel TorresBelum ada peringkat
- Tesis Sistemas 12 Febrero 2020Dokumen144 halamanTesis Sistemas 12 Febrero 2020carlos perezBelum ada peringkat
- A26.g6.pp Fichas Tecnicas Grupo Frutas y Verduras v1Dokumen3 halamanA26.g6.pp Fichas Tecnicas Grupo Frutas y Verduras v1Fleur de LotusBelum ada peringkat
- Remoción de Estructura Dental Asociado Con Varias Preparaciones Diseños para Dientes PosterioresDokumen10 halamanRemoción de Estructura Dental Asociado Con Varias Preparaciones Diseños para Dientes PosterioresErika Maria PanquebaBelum ada peringkat
- Fase 2Dokumen4 halamanFase 2Angelica CardonaBelum ada peringkat
- Anclas HiltiDokumen159 halamanAnclas HiltiIvan Bolaños100% (1)
- Rodamientos rígidos de bolas: especificaciones, mediciones e inspecciónDokumen5 halamanRodamientos rígidos de bolas: especificaciones, mediciones e inspecciónMax AyalaBelum ada peringkat
- Crudos Pesados y XPDokumen20 halamanCrudos Pesados y XPKarelys Martínez75% (4)
- Reflexiones Sobre El Adn Sin MisterioDokumen4 halamanReflexiones Sobre El Adn Sin MisterioNORMANDO GARCIABelum ada peringkat
- Estudio de delimitación de faja marginal en ríos de ApurímacDokumen97 halamanEstudio de delimitación de faja marginal en ríos de ApurímacBoris Buhezo0% (1)
- Memoria Descriptiva-OkDokumen44 halamanMemoria Descriptiva-OkAntonio S LeoBelum ada peringkat