Anda mungkin juga menyukai
- Organic - Brand & Logo Design Porfolio - SimonJPastrana N°Dokumen9 halamanOrganic - Brand & Logo Design Porfolio - SimonJPastrana N°NARUHODO100% (1)
- Brand & Logo Design Porfolio - SimonJPastrana N°Dokumen8 halamanBrand & Logo Design Porfolio - SimonJPastrana N°NARUHODOBelum ada peringkat
- Brand & Logo Design Porfolio - SimonJPastrana N°Dokumen11 halamanBrand & Logo Design Porfolio - SimonJPastrana N°NARUHODO100% (1)
- Raspberry PiDokumen20 halamanRaspberry PiNARUHODOBelum ada peringkat
- Estándares de Competencias in Daily PracticesDokumen5 halamanEstándares de Competencias in Daily PracticesNARUHODOBelum ada peringkat
- Brand & Logo Design Porfolio - SimonJPastrana N°Dokumen11 halamanBrand & Logo Design Porfolio - SimonJPastrana N°NARUHODOBelum ada peringkat
- Brand & Logo Design Porfolio - SimonJPastrana N°Dokumen9 halamanBrand & Logo Design Porfolio - SimonJPastrana N°NARUHODOBelum ada peringkat
- ArduinoDokumen10 halamanArduinoNARUHODOBelum ada peringkat
- Brand & Logo Design Porfolio - SimonJPastrana N°Dokumen5 halamanBrand & Logo Design Porfolio - SimonJPastrana N°NARUHODOBelum ada peringkat
- Brand & Logo Design Porfolio - SimonJPastrana N°Dokumen12 halamanBrand & Logo Design Porfolio - SimonJPastrana N°NARUHODOBelum ada peringkat
- Java Server Pages TutorialDokumen140 halamanJava Server Pages TutorialĐặng Hiệp50% (2)
- Learn Hindi Through English Medium by Ratnakar NaraleDokumen21 halamanLearn Hindi Through English Medium by Ratnakar NaraleVijaya Manjoola50% (2)
- BibiografiaDokumen17 halamanBibiografiaNARUHODOBelum ada peringkat
- Ag Hpx370pe PDFDokumen20 halamanAg Hpx370pe PDFNARUHODOBelum ada peringkat
- Software EngineeringDokumen8 halamanSoftware EngineeringNARUHODOBelum ada peringkat
- Rugged Commercial Two-Way RadiosDokumen2 halamanRugged Commercial Two-Way RadiosNARUHODOBelum ada peringkat
- Top 20 Regular Verbs in EnglishDokumen5 halamanTop 20 Regular Verbs in EnglishOmar Torres100% (4)
- Healthcare ScienceDokumen4 halamanHealthcare ScienceNARUHODOBelum ada peringkat
- Aspects of Scientific TranslationDokumen13 halamanAspects of Scientific Translationkhuzaie100% (2)
- Removal of Organic Pollutants in Industrial Wastewater With AnDokumen5 halamanRemoval of Organic Pollutants in Industrial Wastewater With AnNARUHODOBelum ada peringkat
- The Fear As Factor of Low Scores in The Evaluation: Speaking and WritingDokumen16 halamanThe Fear As Factor of Low Scores in The Evaluation: Speaking and WritingNARUHODOBelum ada peringkat
- Proyecto Communicativo VII Test Topics Reading Writing StrategiesDokumen1 halamanProyecto Communicativo VII Test Topics Reading Writing StrategiesNARUHODOBelum ada peringkat
- Institute of Electrical and Electronics EngineersDokumen10 halamanInstitute of Electrical and Electronics EngineersNARUHODOBelum ada peringkat
- 74LS04Dokumen5 halaman74LS04marioromo100% (1)
- Software DevelopmentDokumen5 halamanSoftware DevelopmentNARUHODOBelum ada peringkat
- Cy To GeneticsDokumen6 halamanCy To GeneticsNARUHODOBelum ada peringkat
- Windows PhoneDokumen12 halamanWindows PhoneNARUHODOBelum ada peringkat
- SmartphoneDokumen18 halamanSmartphoneNARUHODOBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Gujarat based paver block, tiles and construction material suppliers contact detailsDokumen8 halamanGujarat based paver block, tiles and construction material suppliers contact detailsshahinmandaviyaBelum ada peringkat
- Ploughshare Mixer Mixema Intense en PDFDokumen5 halamanPloughshare Mixer Mixema Intense en PDFEMAAustriaBelum ada peringkat
- Why Soft Starts Reduce Motor Stress and Improve ControlDokumen5 halamanWhy Soft Starts Reduce Motor Stress and Improve ControlSohJiaJieBelum ada peringkat
- ACI 211.1 - Mix Deisgn of ConcreteDokumen7 halamanACI 211.1 - Mix Deisgn of ConcreteleorBelum ada peringkat
- Inductor de Calor SKF Tih 240Dokumen134 halamanInductor de Calor SKF Tih 240milenko CortesBelum ada peringkat
- Building Envelope Compliance FormsDokumen9 halamanBuilding Envelope Compliance FormsJWBelum ada peringkat
- Chiller Plant Control - Io Summary: Chilled Water SystemDokumen2 halamanChiller Plant Control - Io Summary: Chilled Water SystemMohammed AminuddinBelum ada peringkat
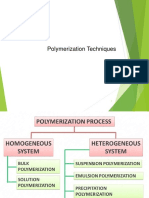
- Polymerisation Practice TEPEDokumen39 halamanPolymerisation Practice TEPEDr. Dure Najaf Iqbal100% (3)
- Analysis and Design of Axial Flow Fans with Varying Blade Numbers and MaterialsDokumen7 halamanAnalysis and Design of Axial Flow Fans with Varying Blade Numbers and MaterialshonghieutrBelum ada peringkat
- Curtain WallDokumen3 halamanCurtain WalljitenderaBelum ada peringkat
- ANSI C29.17-2002 Composite-Line Post TypeDokumen22 halamanANSI C29.17-2002 Composite-Line Post Typesoc_unfvBelum ada peringkat
- Electronique - Low-Power Led FlashDokumen2 halamanElectronique - Low-Power Led FlashkoukihamedBelum ada peringkat
- 11 2Dokumen4 halaman11 2Logadhasan SuwedanBelum ada peringkat
- Biodegradable Active PackagingDokumen10 halamanBiodegradable Active PackagingPaul PopescuBelum ada peringkat
- The Fundamentals of Fire ExtinguishmentDokumen0 halamanThe Fundamentals of Fire ExtinguishmentjohnzepolBelum ada peringkat
- CBSE Sample Paper Class 8 Science SA1 Set 2: General InstructionsDokumen4 halamanCBSE Sample Paper Class 8 Science SA1 Set 2: General InstructionsVijayalakshmi SenthilBelum ada peringkat
- External NCR MonitoringDokumen7 halamanExternal NCR MonitoringGhayas JawedBelum ada peringkat
- Manual de Operación Secador D41IM-D299IM - All LanguagesDokumen314 halamanManual de Operación Secador D41IM-D299IM - All LanguagesJA23410Belum ada peringkat
- Centrometal Touch TechnicalDokumen58 halamanCentrometal Touch TechnicalLuka BardicBelum ada peringkat
- EV Battery Disposal and EDokumen3 halamanEV Battery Disposal and EAvnip Sharma100% (1)
- Undercarriage ProposalDokumen4 halamanUndercarriage ProposalRuwan Amila0% (1)
- 10 Steps To A Better Rheological Measurement PDFDokumen44 halaman10 Steps To A Better Rheological Measurement PDFHílary VpbBelum ada peringkat
- Centralized Suply of Gas SystemDokumen43 halamanCentralized Suply of Gas SystemAmir ChakaBelum ada peringkat
- Comparison Table For Pipes and Fittings PDFDokumen1 halamanComparison Table For Pipes and Fittings PDFrcpretoriusBelum ada peringkat
- Powder Metallurgy: Dr. Chaitanya Sharma Phd. Iit RoorkeeDokumen46 halamanPowder Metallurgy: Dr. Chaitanya Sharma Phd. Iit RoorkeeShivam DixitBelum ada peringkat
- Foilroom Full - RepDokumen14 halamanFoilroom Full - RepiordacheBelum ada peringkat
- Analytical ChemistryDokumen58 halamanAnalytical ChemistryJohn Joshua Protacio100% (1)
- Design of Flexible PavementDokumen8 halamanDesign of Flexible PavementyashirupBelum ada peringkat
- Construction Solutions - Jindal Steel & Power LTDDokumen29 halamanConstruction Solutions - Jindal Steel & Power LTDjindalsteelsBelum ada peringkat
- Rick Johnson SNF / PolydyneDokumen54 halamanRick Johnson SNF / Polydynezaraki kenpatchiBelum ada peringkat