Presentación Magg
Diunggah oleh
Salvador Tovar FranciscoHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Presentación Magg
Diunggah oleh
Salvador Tovar FranciscoHak Cipta:
Format Tersedia
11/05/2014
1
TALLER
TEORICO/PRACTICO
PROCESO DE DIE CASTING
Instructores:
ING. RUBN GIL GARCA
INGENIERIA PARA FUNDICIONES
ING. SALVADOR TOVAR FRANCISCO
SERVICIOSCOMERCIALES
METALRGICOS S.C.
TEMARIO
1. Introduccin al proceso de Inyeccin (Die
casting )
1.1. Principiosbsicosde la tcnica del proceso
1.2. Llenado del molde y obtencin de la presin
de Inyeccin
2. Mquinasde inyeccin
2.1. Equipo de inyeccin
2.2. Caractersticasgenerales.
2.3. Partesprincipales.
2.4. Montaje Molde.
2.5. Ajuste parmetrosde inyeccin.
2.6. Fasese Inyeccin.
2.7. Volumen de metal a inyectar.
2.8. Solidificacin.
2.9. Mquinasde cmara caliente
2.10. Mantenimiento
3. El molde
3.1. Constitucin y diseo del molde de Inyeccin
3.2. Caractersticas
3.3. Partesdel molde
3.4. Principiosde diseo de moldes.
3.5. Calentamiento molde
3.6. Aplicacin des-moldante.
3.7. Curado de moldes
3.8. Refrigeracin y termorregulacin.
3.9. Mantenimiento molde
4. Metalesde inyeccin
4.1. Aleacionespara inyectar
4.2. Especificacin de aleacionesde Aluminio
Elementosde Aleacin de Aleacionesde aluminio
TEMARIO
5. Fusin de Metales
5.1. Introduccin a la fusin de metalesde
inyeccin y manejo de Metal Lquido
5.2. Seguridad del proceso de fusin
6. Hornos
6.1. Central de Fusin
6.2. Tipo de Hornos
6.3. Crisol
6.4. Reverbero
7. Impurezasen aluminio lquido
7.1. Hidrgeno
7.2. Inclusiones
7.3. Lodosde fusin
8. Limpieza y tratamiento de lasaleaciones
de Aluminio.
8.1. Salesde Limpieza
8.2. Uso y beneficiosde agentes
modificadoresy refinadores.
9. Reciclaje de coladasy retornos
10. Defectosy solucionesen piezas
inyectadas.
11. Costospromedio.
12. Conclusionesy aplicacin de Evaluacin
a asistentes
11/05/2014
2
Introduccin al proceso de Inyeccin
Die casting
PLATINA
ESTACIONARIA
CUBIERTA DEMOLDE
PASADORDE
EYECCIN
PLATINA MOVIL
SOPORTE
EYECTORY
PION
BLOQUE
EYECTOR
CAVIDADDE
MOLDE
COLADA DE
ALIMENTACIO
N
LINEA DEPARTCION
CAMARADE
INYECCION
CUCHARA
PISTONDE
INYECCION
CILINDRO DE
INYECCION
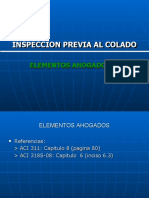
DESCRIPCION DEL PROCESO
La mquina de inyeccin es dispuesta a un costado del horno de metal
lquido
A continuacin, metal lquido esmecnicamente vaciado al cilindro de
inyeccin.
El pistn de inyeccin se acciona, inyectando a alta presin, el metal en
el molde
El metal permanece unos instantes en el molde, donde se realiza la
solidificacin del metal en un breve perodo de tiempo.
El molde se abre y se expulsan las piezas
El proceso se repite una y otra vez, continuamente
Principios bsicos de la tcnica
del proceso
11/05/2014
3
Mquinas de inyeccin
Equipo de inyeccin
Hay variostipos de mquinas de inyeccin en uso hoy en da, la mayor
parte de estas mquinas son accionadas hidrulicamente y operan en
forma horizontal y vertical.
Estas mquinas tambin se caracterizan por su diferencia entre la
direccin de inyeccin del metal al molde, ya sea vertical u horizontal y los
sistemas de sujecin para mantener el molde cerrado durante la inyeccin
Los dos tipos principales de lasmquinas de inyeccin son: de cmara
caliente y cmara fra
El tipo la cmara caliente se usa principalmente para la inyeccin zinc y
otros metales de bajo punto de fusin, sin embargo, tambin se utiliza para
la inyeccin de magnesio.
Mquinas de cmara caliente
El tipo la cmara caliente se usa principalmente
para la inyeccin zinc y otros metales de bajo punto
de fusin, sin embargo, tambin se utiliza para la
inyeccin de magnesio.
En el sistema de cmara caliente, el sistema de
dosificacin de metal se localiza dentro del crisol
mantenedor que cuenta con un sistema de
inyeccin para transferir el metal a travs de un tubo
en forma de cuello de cisne, el sistema impulsa el
metal por medio de mbolo de inyeccin, por esta
razn lasaleaciones de aluminio y de cobre no son
adecuadas para este tipo de proceso ya que existe
un ataque qumico al sistema de inyeccin
sumergido.
Cuando el pistn se levanta recoge el metal
descargndolo en el tubo a travs de un puerto
cuando el mbolo desciende, se cierra el puerto y
conduce el metal a travs de lasboquillasen el
extremo del cuello de ganso hacia el molde.
Las presiones de inyeccin varan de 1,500 a ms de
45,000 libraspor pulgada cuadrada o de diez a
treinta mega Pascales
11/05/2014
4
Mquinas de cmara Fra
Lasmquinasde cmara fra la se utilizan
principalmente para la inyeccin de
aluminio, magnesio y aleacionesde cobre,
en la cmara fra la mquina se suministra
el metal por medio de una cuchara o un
sistema de alimentacin externa, que esun
horno de mantenimiento, localizado a un
costado de la mquina, loscomponentes
del sistema de alimentacin no estn
sumergidosen el metal lquido, la cuchara
vierte el metal en el cilindro de inyeccin,
posteriormente, el mbolo avanza, se cierra
el ataque decolada y descarga el metal
liquido en el molde
Las presiones de inyeccin varan de 10,000
libraspor pulgada cuadrada menos69
mega pascales para aluminio y magnesio,
aunque algunasmquinaspueden ofrecer
an presiones msaltas.
Mquinas de inyeccin
Partes
principales de
la maquina
de inyeccin .
11/05/2014
5
Llenado del molde:
Fases de Inyeccin
Al soltar el disparo, el pistn de inyeccin, que debe introducir el metal
lquido en el molde, marcha primero a velocidad lenta, a fin de no
derramar metal a travs del orificio de carga de la cmara. Por tanto, el
pistn se mueve a baja velocidad hasta que ha rebasado completamente
dicho orificio.
A esta fase de la carrera se la llama aproximacin; slo es precisa en
mquinas de inyeccin con cmara fra horizontal, si bien en lasmquinas
con cmara caliente tambin se va despacio en la primera fase, a fin de
poder expulsar efectivamente el aire de la cmara de presin.
Llenado del molde fases de
Inyeccin
En la segunda fase, el pistn se acelera a alta velocidad; recorre la
cmara de presin y embalsa el metal lquido hasta el ataque de la pieza.
Esta segunda fase se conoce con el nombre de preparacin.
En la tercera fase el movimiento del pistn introduce el metal lquido a
travs de la abertura del ataque de colada y llena la cavidad del molde;
esta ltima fase se denomina llenadoo colada.
Tan pronto como la cavidad del molde est completamente llena, el
pistn experimenta un frenado brusco y su velocidad cae rpidamente a
cero.
Llenado del molde fases de
Inyeccin
La presin de aproximacin esextraordinariamente baja, mientras que; por
el contrario durante la preparacin existe un cierto aumento de presin.
Tan pronto como el metal fundido atraviesa el ataque de colada y
penetra en la cavidad del molde, se produce un nuevo aumento de
presin, y la compresin que aparece con ello se tomar como
determinante de la presin de llenado, en el sentido del proceso de
llenado propiamente dicho.
Concluido el llenado del molde, el movimiento del pistn se frena de
golpe, y se produce un rpido aumento de presin hasta alcanzar la
presin final efectiva. Esta presin final produce la compactacin de la
pieza.
11/05/2014
6
Llenado del molde fases de Inyeccin
El molde
Constitucin y diseo del molde
de Inyeccin
Por lo general los moldes se producen en aceros grado
herramienta, con estructura, tipo martenstica y con
tratamiento trmico de envejecimiento, tambin son
utilizados, en menor medida, aceros aleados al
tungsteno y molibdeno, con alta resistencia en caliente
y a las altas temperaturas.
Los moldes por lo general son manufacturados por el
maquinado de bloques de acero, pero tambin
pueden ser vaciados y debido a los requerimientos de
alta precisin, su costo de manufactura es caro, pero
los moldes son reutilizables para miles y cientos de miles
de piezas inyectadas.
11/05/2014
7
Constitucin y diseo del
molde de Inyeccin
Los moldes observan en su diseo un puerto de entrada
del metal lquido proveniente del sistema de inyeccin,
canales llamados corredores, que son por donde el
metal fundido fluye hasta llegar a la puerta o puertas de
acceso en a la cavidad del molde y generalmente son
bipartidos.
Los moldes son generalmente de una sola cavidad o
cavidades mltiples, estos moldes de cavidades
mltiples, se utilizan para inyectar varias piezas
idnticas, sin embargo tambin pueden ser usados para
producir piezas de diseo diferente y llamndolos
comnmente, moldes combinados.
Partes del molde
Llenado de Molde
11/05/2014
8
Llenado de Molde
Llenado de Molde
I = 2g
P
y
Donde:
V=Velocidad de la corriente (cm/s)
g=Aceleracin de la gravedad (981 cm/s
2
)
P=Presin de la corriente (kg/cm
2
)
y =Densidad del metal fundido (kg/cm
3
)
Llenado de Molde
Curva de presiones en el cilindro
de accionamiento de una
maquina de Cmara fria
durante Ia colada
Curva de presiones en la cavidad del
molde durante la colada
11/05/2014
9
Particin del molde
El molde consta de dospartes
principales, losllamados
semimolde bebedero y
semimolde expulsor.
En situacin de inyectar, ambas
mitadesestn cerradas; se
mantienen en su posicin por
medio de la accin de la fuerza
de cierre proporcionada por la
mquina.
Esta superficie de contacto de
ambos semimoldesesal mismo
tiempo el plano de particin,
que con el molde abierto
permite la extraccin o expulsin
de la pieza colada y solidificada.
Particin del molde
Ejemplos de particin del molde para conseguir que Ia pieza
inyectada quede retenida en el semimolde expulsor:
(1) pieza plana, (2) retencin por salida diferente, (3) y (4) retencin por
contraccin sobre un postizo, (5) y (6) retencin por corazn metlico
Particin del molde
Molde con superfcie de particin irregular
11/05/2014
10
Guas del molde
Los moldes deben estar provistos
de guas para losmovimientos
de apertura y cierre, a fin de
facilitar un ajuste preciso de
ambos semimoldes.
Para ello se utilizan los casquillo
de gua, montadas en el
semimolde fijo, mientras que la
placa mvil de molde esta
equipada con los
correspondientes casquillos de
gua
Tcnica del ataque
Sistema bebedero-canal-ataque
En el interior del molde y a travs de los canales de circulacin se realiza la
conduccin del metal fundido a la cavidad del molde, canales que
deben ser dimensionados y dispuestos de forma adecuada.
Se distinguen tres partes en este sistema de conduccin, llamadas
bebedero, canal de colada y el ataque de colada propiamente dicho, a
travs del cual el metal fundido entra en la cavidad del molde. La
conexin inmediata con el grupo de inyeccin la realiza el bebedero, que
conduce el metal fundido al canal de colada.
Bebedero, canal y ataque representan por tanto un sistema cerrado que,
de acuerdo con lascondiciones de colada, debe disponerse de forma
que el metal alcance la cavidad del molde por el camino ms corto y sin
turbulencias que puedan evitarse.
Sistema
bebedero-canal-ataque
Disposici6n del bebedero en
moldes para maquinas con
cmara de presin horizontal
11/05/2014
11
Sistema
bebedero-canal-ataque
Laspiezasque no estn provistasde bebedero central, se precisa un canal de
colada para la uni6n entre el cono bebedero o la cmara fra horizontal y el
ataque de la pieza.
Este canal de colada debe conducir el metal fluido al ataque por el camino
mascorto y masrecto posible.
El canal de colada se maquinar solamente en un semimolde, normalmente
en el mvil; lasparedeslateralesdel canal de ben disponer de una salida
suficiente (5 a 15).
La seccin S
L
del canal debe ser del 20 al 50%mayor que la seccin S
a
del
ataque que se alimente:
SI = 1.2u boto 1.S So
El ancho Bdel canalesalrededor del 70%mayor que su espesor D.
Bajo estascondiciones, este ultimo puede calcularse de la siguiente forma:
= u.77 SI
Sistema
bebedero-canal-ataque
Con lasexpresionesanteriores
quedan determinadaslas
dimensionesde la seccin del
canal
En el caso en que sean
necesariosvarioscanales, Ia
seccin del canal principal
ser igual a la suma de las
seccionesde loscanales
secundariosque se derivan
de aquel.
La secci6n maspequea del
cono de bebedero debe ser
por lo menosigual, pero
preferiblemente algo superior,
que la secci6n mxima del
canal.
En todo caso, esmuy
importante que lassecciones
de circulaci6n desde el
bebedero basta el ataque.
Dimensiones de la seccin del canal
Metales para inyeccin
11/05/2014
12
Temario
Aleaciones de Aluminio
Especificacin de aleaciones de Aluminio
Elementos de Aleacin de Aleaciones de
aluminio
Aleaciones de Zn
Especificacin de aleaciones de Zn
Elementos de Aleacin de Aleaciones de Zn
Aleaciones de Aluminio
Aleaciones de Aluminio
Lasaleaciones de aluminio utilizadasen el proceso de inyeccin, tiene como
caractersticas relevantes:
Materialesligeros
Buena resistencia a la corrosin
Facilidad de inyeccin
Buenaspropiedadesmecnicas
Estabilidad dimensional.
No obstante existe una gran variedad de aleacionesde aluminio para inyeccin a
presin, siendo de origen de Aluminio primario o de Aluminio secundario.
Losdiseadoresusualmente eligen una aleacin estndar, enlistadas a continuacin.
Tambin existen aleacionesespeciales para aplicacionesespeciales, pero su uso implica
generalmente un premio mayor a su costo;
11/05/2014
13
Composicin
qumica
(%max. o
rango)
A360 A380 A383 A384 A390
A413
(A13)
Si 9-10 7.5-9.5 9.5-11.5 10.5-12 16-18 11-13
Fe 1.3 1.3 1.3 1.3 1.3 1.3
Cu 0.6 3-4 2-3 3-4.5 4-5 1.0
Mn 0.35 0.50 0.50 0.50 0.50 0.35
Mg 0.4-0.6 0.10 0.10 0.10
0.45-
0.65
0.10
Ni 0.50 0.50 0.30 0.50 0.10 0.50
Zn 0.50 3.0 3.0 3.0 1.5 0.50
Sn 0.15 0.35 0.15 0.35 0.20 0.15
Ti 0.20
Total otros 0.25 0.50 0.50 0.50 0.20 0.25
Aluminio Bal. Bal. Bal. Bal. Bal. Bal.
PROPIEDADES A360 A380 A383 A384 A390
A413
(A13)
Mxima resistencia a la
traccin (ksi) 46 47 45 48 40.5 42
Lmite Elstico (ksi) 24 23 22 24 35 19
Elongacin (%in 2" G.L.) 3.5 3.5 3.5 1-2.5 3.5
Dureza(HB) 75 80 80 85 120
Resistencia al Cizallamiento
(ksi) 26 27 25 29
Resistencia al impacto Charpy
(ft. lb.- sin muesca) 4.2 3.5 2.0
Resistencia a fatiga (ksi) (limite
@500 x 106 Ciclos) 18 20 19 20 20
Densidad (lb./in.3) 0.095 0.098 0.097 0.098 0.099 0.096
Rango de fusin (F) aprox. 1035-1105 1000-1100 960-1080 960-1080 945-1200 1065-1080
Calor especfico (Btu/lb.F) 0.23 0.23
Coeficiente de expansin
trmica
(in./in./oF)
11.8 11.7 11.5 11.3 11.7 10.3
Conductividad trmica
(Btu/fthr.oF) 65.3 55.6 55.6 56 78.6 67.7
Conductividad Elctrica (%
IACS) 29 31 23 23 25 31
Mdulo de elasticidad (106 psi) 10.3 10.3 10.3 10.3 11.9 10.3
CARACTERISTICAS(1-msdeseable; 4 menosdeseable)
A360 A380 A383 A384 A390
A413
(A13)
Resistencia a
fractura en caliente
2 2 - 2 - 1
Estanqueidad bajo
presin
1 2 2 2 - 1
Pulido 3 3 - 3 - 4
Fluidez 2 2 1 1 - 1
Resistencia a la
Corrosin
3 4 3 4 - 2
Maquinabilidad 2 2 2 3 - 4
Resistencia a
temperaturas
elevadas
3 2 2 1 - 2
Tendencia a
adhesin al molde
3 1 2 2 - 2
Electro platinado 1 1 - 2 - 3
Apariencia de
Anodizado
4 4 - 4 - 4
11/05/2014
14
PRINCIPALES ELEMENTOS DE
ALEACIN
SILICIO
Principal elemento de
aleacin de las
aleaciones usadas
comnmente en la
fundicin del aluminio.
Incrementa vaciabilidad
reduce deformacin en
caliente y contraccin
durante la solidificacin.
Reduce ductilidad y
maquinabilidad
Las aleaciones que
contienen menos que
11,8%silicio se
clasifican como
hipoeutcticas, que
aquellas que
contienen mas de
11.8%. se consideran
hipereutcticas
11/05/2014
15
Estructuras resultantes
Cobre
Son aleacionesde mayor
uso en lasaleacionesde
aluminio para uso
automotriz, con silicio en
cantidad menor.
Susceptiblesa tratamiento
trmico, por
Temple/envejecimiento.
Excelentespropiedades
resistencia mecnica,
dureza y resistencia a la
abrasin, y a la corrosin.
Magnesio
Incrementa la
resistencia a la
traccin y dureza
de manera
especial imparte
mejores
propiedades a
temperaturas
elevadas y
caractersticas de
terminado
superficial a espejo
11/05/2014
16
Fierro en Aluminio
El Fe no se considera como un elemento de la aleacin , sino realmente es
una impureza.
Aunque est presente virtualmente en todas las composiciones de las
aleaciones, fortaleciendo la fase Alfa
Se combina con el Mn precipitando una estrucctura llamada escritura
china
Manganeso
El Mn normalmente no se considera un elemento de la aleacin sino que
sirve de "recolector" de Fe, precipitndolo, pero en cantidades ms altas
del requerido puede ser perjudicial.
Efecto del Mn y el Fe
11/05/2014
17
Zinc
El Zinc es un elemento comn de aleacin en las aleaciones de
diecasting, en cantidades hasta 3%. En concentraciones menores que 3%,
Zinc tienen poco efecto en laspropiedades.
Bismuto, Cadmio, Plomo, Estao
Los elementos, tienen una solubilidad muy baja se consideran como
impurezas indeseables. En concentraciones mas alta se precipita un
intermetlico impartiendo fragilidad, agrietamiento caliente, y reduccin
de propiedades mecnicas en estado del slido, y formacin excesiva de
escoria durante la fusin.
Nquel
Esnormalmente una impureza aceptable, hasta un nivel de 0,5%
en la mayora de lasaleaciones sin efectos perjudiciales.
Se recomienda en aplicaciones sujetas a altas temperaturas y
buenas propiedades mecnicas
Incrementa la resistencia a la traccin, reduccin al efecto del
"creep".
En algunos casos el nquel se incrementa hasta un nivel de 12%
como en lasaleaciones usadas en la fabricacin de pistones.
11/05/2014
18
Introduccin a la fusin de metales de
inyeccin y manejo de Metal Lquido
Fusin de metales de
inyeccin (HPDC)
El Proceso de HPDC involucra la solidificacin de metales para crear
productos.
La condicin del metal solidificado depende del control del proceso.
El Proceso de HPDC inicia cuando el metal se encuentra dentro de
especificacin qumica, limpieza de metal, temperatura es vaciado dentro
de la cmara de inyeccin.
La preparacin, cuidado y manejo antes de ser vaciado dentro de la
cmara de inyeccin del metal, es crtico para obtener losparmetros
deseados de la pieza.
Esimportante resaltar:
Hasta que el proceso de fusin del metal sea controlado, entoncesel
proceso de HPDC podra sercontrolado
Fuentes de suministro
La mayora de las
fundiciones de HPDC se
proveen de metal bajo
especificacin en forma
de lingote.
Otras reciben su metal
en forma lquida
Manufacturan su
aleacin en planta
11/05/2014
19
Requerimientos energticos
para fusin
Los sistemas de fusin en el
proceso HPDC tienen el objetivo
de convertir y transferir la energa
contenida en loscombustibles
(Gas Natural, Propano,
Combustleo, etc.) al metal
cargado al horno, para
cambiarlo de fase slida a fase
lquida.
El conocimiento de la fusin del
aluminio comienza con la
comprensin de cuanta energa
deber ser adicionada al horno
al fin de convertir el metal slido
a lquido
Requerimientos energticos para
fusin
A la temperatura a la que la
convierte en un slido lquido, se
requiere de una gran cantidad
de energa por el metal para
realizar este cambio de fase .
Esto se llama calor latente de
fusin, y es aproximadamente
1/3 del calor total fundir una libra
de aluminio.
Requerimientos energticos para fusin
El calor que se necesita para fundir el metal a temperatura
ambiente, a una temperatura por encima del punto de fusin
del metal esposible calcularlo con la siguiente ecuacin:
E
1
= C
s
t
1
-76 +I + C
L
t -tI
Donde.
E
1
= Caloi Requeiiuo
C
s
= Caloi especifico estauo Soliuo BtulbF
t
1
=Tempeiatuia ue Soliuus F
L= Caloi Latente ue fusion iequeiiuo BT0lb
C
L
= Caloi especifico estauo liquiuo BtulbF
t= Tempeiatuia uel metal F
t
L
=Tempeiatuia uel Liquiuus F
11/05/2014
20
Metal
Densidad
Lb/in
3
Calorespecfico
BTU/lbF
Calor
Latente
deFusin
L
BTU/lb
Temp.de
lquidus
t
L
F
Temp.del
metal
t
F
Calor
Total
requerido
H
1
BTU/lb
SolidoC
S
LquidoC
L
Al 0.09 0.25 0.26 173 1220 1350 493
Zn 0.24 0.12 0.11 44 787 900 142
Mg 0.06 0.28 0.32 148 1204 1350 510
Zamak3 0.10 43 780 113
Al(380AA) 0.34 169 1250 475
Determinacin de requerimientos
energticos para fusin
E
1
= Cs t
1
- 76 + I + C
L
t - tl
EFICIENCIA DE FUSION
La energa H
1
que es absorbida por el metal, usualmente es inferior a la
Energa H
2
que debe generarse por el combustible.
Esta diferencia es energa que se pierde debido a una variedad de
razones.
Esta proporcin de energa utilizada contra la generada esconocida
como la eficiencia en general, de fusin y se expresa como:
=
H
1
H
2
Seguridad en el proceso de fusin
SEGURIDAD DE PERSONAL
11/05/2014
21
Seguridad de operacin
El uso de equipo de proteccin y seguridad, cuando se labora
cerca de metal lquido esimportantsimo, a fin de prever
accidentes de trabajo a operarios.
Esto puede representar la diferencia entre la vida y la muerte.
Seleccin de Equipo
Establecimiento de programas de seguridad.
Quemaduras
FORMULARIO DE
EVALUACIN DE RIESGOS
11/05/2014
22
Requerimientos de uso de Equipo
de Seguridad
Requerimientos Mnimos
Lentes de Seguridad
Calzado con casquillo
de acero
Accesorios resistentes a
flama y a metal lquido:
Guantes
Chamarrasantiflama
Polainas durante la
operacin de
vaciado
Protectores Faciales
En algunas Plantas:
Casco de seguridad
Polainas en pies y
piernas
Respiradores
(Operacin de
Aplicacin de
fundente)
Ropa aluminizada
SEGURIDAD
SIEMPRE, PERO SIEMPRE:
Asegurarse que el horno se mantenga en fuego bajo
antes de cualquier operacin de limpieza o carga
Asegurarse que las puertas permanezcan
aseguradas antes de limpieza
NUNCA,,,, PERO NUNCA, SE
REALICE LA TOMA DEMUESTRAS
POR LAS PUERTAS.
SIEMPRE !!!!!!, Utilizar, el equipo de seguridad
apropiado.
Usando el equipo de proteccin y
seguridad
Vistiendo la ropa protectora y el equipo de seguridad apropiados, cuando
se trabaja con aluminio lquido fundido es extremadamente importante a
fin de prevenir lesin alguna a losoperarios del rea de fundicin.
Significando el uso de del equipo de seguridad, la diferencia entre la vida
y la muerte.
11/05/2014
23
QUEMADURAS
11/05/2014
24
Sistemas de Fusin usados en el
proceso de HPDC
Hornos usados en HPDC
En el proceso de HPDC se utilizan principalmente los siguientes tipos de
hornos para fundir el metal:
Crisol
Reverbero
Existen varios factores que han de considerarse para seleccionar el mejor
tipo de horno de fusin para una aplicacin determinada.
HORNOS DE CRISOL
11/05/2014
25
Hornos de Crisol
El horno de crisol consta de un
crisol de Carburo de silicio-grafito
por lo general con capacidad de
hasta 1500 lb de aluminio,
insertado en una carcasa de
acero con revestimiento interior
de refractario.
Hornos de Crisol
Se calientan por la combustin de
combustible (Gas lquido), por
medio de resistenciaselctricas
embebidasen el recubrimiento
refractario.
El calor se transfiere a la carga
metlica a travsde lasparedes
del crisol.
El calor se transfiere a travs
superficie del crisol a razn de
aproximadamente 20.000 Btu/m-hr.
Prdida de Radiacin superficie
expuesta esde 13000 btu/pie
cuadrado-hr.
Hornos de Crisol
(Resistencias elctricas)
Las resistencias elctricas
tambin puede son usadas como
elementos calefactores en hornos
de crisol.
Elementos de la resistencia
elctrica se disponen embebidas
el revestimiento refractario.
11/05/2014
26
Tipos de Hornos de Crisol
EFICIENCIA TERMICA
Hornos de Crisol
(Ventajas y Desventajas)
Crisol hornos tienen la ventaja de un bajo costo de inversin, mnima
necesidad de espacio, la facilidad de cambio de aleacin y la
simplicidad de la reparacin.
La principal desventaja esel bajo ndice de fusin.
Costo de reemplazo de crisoles
Requiere cuidado excesivo.
Entrada de calor est limitada por el espacio disponible para la
combustin y el rea disponible para transferencia de calor.
Hornos de Reverbero
11/05/2014
27
Hornos de Reverbero
Horno de reverbero esgeneralmente rectangular, cubierto por una
bveda de materialesrefractariosy con chimenea, que refleja (o
reverbera) el calor producido, por la combustin de combustibles
slidos, lquidoso gaseosos
Taleshornosse usan en la produccin de aleacionesde metales no
ferrosos, especialmente en la produccin de piezasde aluminio.
Hornos de Reverbero
Este tipo de hornos fueron empleadosen el procesamiento de
metales.
La capacidad de loshornos de reverbero esmuy variable y oscila
entre los45 Kg a los100,000 Kg que tienen losempleados para la
fusin de metalesfrreos y no frreos, inclusive para la para la fusin
de la fundicin de hierro.
Transferencia de Calor
Radiacin
Flama a la Carga
Refractario (mayor)
Conveccin
11/05/2014
28
Transferencia de Calor
Diagrama Sankey
CalorTotal
Ingresado al
Horno CalorDisponible a carga
Anlisis trmico
2.50 MW 100%
1.35 MW (53%)
0.115 MW (0.46%)
1.1 MW
(44%)
Horno reverbero 60 Ton.
Calor Total Ingresado
C
a
l
o
r
a
C
h
i
m
e
n
e
a
Calor a Paredes
Calor a
Bao
metlico
11/05/2014
29
Hornos de Reverbero
Los hornos de reverbero son clasificados convencionalmente como:
Hornosde Cmara Seca
Hornosde Cmara Hmeda
Reverbero de Energa Elctrica Radiante
Hornos de Cmara Seca
El horno de cmra seca consiste
observa un rea refractaria
inclinada con una pendiente,
donde se realiza la carga y se
mantiene hasta su fusin.
El metal lquido, se aloja en una
cmara de retencin secundaria.
Hornos de Cmara Seca
EFICIENCIA
La eficiencia en el consumo de combustible es muy bajo siendo
entre el 18%al10 %
El consumo de combustible por libra esde aproximadamente 3000 a
5000 BTU/lb de aluminio fundido.
En cuanto a la merma metlica , es el ms alto, en comparacin con
la de otros tipos de hornos.
La Flama calienta directamente la carga oxidndola
Oscila entre 5 y 12%por cada libra de aluminio fundido.
Un potencial problema esla dificultad de limpieza de este tipo de
hornos, por la acumulacin en el rea de carga y en la cmara
secundaria.
11/05/2014
30
Hornos de Cmara Hmeda
Los hornos de reverbero de cmara hmeda son lossistemas ms
utilizados para la fundicin de aluminio de Die Casting.
Consiste esencialmente en una poza de carga exterior, separada de
la cmara principal , esta posa es conectada por medio de un arco
sumergido.
Comnmente se observa en el extremo opuesta de la posa de carga,
una posa donde se alojan laspiqueras para vaciar el metal hacia las
ollas de transferencia.
Hornos de Cmara Hmeda
Este tipo de hornos han sido optimizados a fin obtener una mayor
eficiencia de fusin, tales como la distancia del techo a la lnea
de metal y quemadores de gas radiantes (flama plana) instalados
en la bveda.
Estas innovaciones han incrementado la eficiencia de consumo
de combustible y reduccin de mermas metlicas, generacin
xidos y problemas.
11/05/2014
31
Hornos de Cmara Hmeda
EFICIENCIA
El horno de reverbero de cmara hmeda no se utiliza normalmente para
carga por lotes.
Est diseado para procesos continuos de produccin de alto volumen.
Con quemadores a gas tipo radiantes, el horno utiliza aproximadamente
3.000 BTU por libra de metal.
El diseo del horno ofrece una baja prdida metlica por fusin en
relacin a otros diseos de unidades de fusin.
La prdida metlica de metal por fusin se estima de 3 a 5%en una prctica
normal. Estascifrasse basan en carga fra
CIRCULACION DE METAL EN HORNOS
En hornos de gran capacidad, estos dispositivos aseguran
la circulacin del metal en todo el horno.
En un Horno de Reverbero de energa radiante, una
bomba de circulacin, que descarga directamente a la
poza de carga, ofrece grandes ventajas:
Una homogenizacin trmica y qumica en todo el bao,
por la accin de la agitacin mecnica.
Reduccin notable a la formacin de lodos, por agitacin
y disminucin de temperatura de operacin.
Optimizacin de Hornos de reverbero
Optimizacin de Hornos de reverbero.
La carga es fundida ms rpido debido
a las fuerzas de conveccin.
Se ahorra energa debido al intercambio
energtico entre la carga fra y la carga
caliente.
La eficiencia de operacin se
incrementa de manera general de un 12-
15%.
El equipo asegura una homogenizacin
qumica por la circulacin forzada .
11/05/2014
32
Hornos reverberos de Energa
Elctrica Radiante
Hornos Reverberos de Energa
Elctrica Radiante
Este tipo de Hornos esrelativamente un nuevo concepto en hornos.
La radiacin elctrica en un horno de reverbero essimilar a loshornos de
reverbero a combustleo o gas.
Tiene un rea de carga remota, separadospor un arco sumergido (o
una puerta), de una cmara trmica aislada donde se incorporan
elementos de calefaccin de carburo de silicio que radian el calor al
metal lquido.
Este horno utiliza aproximadamente 820 BTU por libra de metal fundido.
Basado en una operacin de carga fra eficiencia la eficiencia de fusin
esde aproximadamente 70 a 75 %.
Este horno seno inicia su operacin un arranque en fro, esnecesario
cargar metal lquido para iniciar su operacin .
La merma metlica esaproximadamente 1%por cada libra de aluminio
fundido; porque no existe ningn proceso de combustin, observando
una recuperacin trmica mslenta, al agregar metal fro, que en un
horno alimentado por combustible fsil.
La cmara del metal permanece tranquila, sin agitacin, sin generar
formacin de escorias.
11/05/2014
33
Hornos Reverberos de Energa
Elctrica Radiante
11/05/2014
34
Caractersticas positivas de los hornos de
reverbero elctricos
No se requiere obtener permisospara gasesefluentesy se requiere menosenerga
para la operacin.
Operacin silenciosa, Inclusive nunca se sabe si el horno est en operacin.
Alta calidad de metal.
Lasemisionesse reducen de 148.1 lb/ hr de CO2 a CERO
Caractersticasen contra:
LosHornosreverbero elctricos, no tienen una buena rapidezde recuperacin
energtica.
El horno siempre deber estar conectado a la lnea de energa, perder
temperatura, su recuperacin energtica eslenta.
LosHornosreverbero elctricospresentan el mismo problema que losde gas, la
generacin de xidosen susparedesinteriores.
Usualmente mantienen 9 vecesmsque lo que funden.
11/05/2014
35
HORNOS DE MANTENIMIENTO
HORNOS DE
MANTENIMIENTO
Todos pensamos que los hornos de mantenimiento realizar la tarea de mantener la
temperatura del metal a una temperatura predeterminada.
En teora escorrecto, hasta que metal frio esadicionado al mantenedor.
Desde este momento la temperatura el bao entero deber de incrementarse varios
grados. Para realizar este incremento el sistema, deber tener suficiente energa (BTU,
o KW) para superar la prdida de calor y elevar la temperatura del metal "X" nmero
de grados a la brevedad posible, a fin de no afectar el proceso. (presentndose
coladasfras, rechupes, porosidad).
En la mayora de las plantas de USA, los hornos mantenedores son con sistema de
calentamiento elctrico, con sistemas de calefaccin con capacidad de
calentamiento mnimo, en funcin de mantenimiento requerido. Si un horno mantiene
2400 lb (~ 1000 kg)el horno tiene una potencia de solo 15-18 KW, requiriendo un
diagnstico de problemas potenciales. Para empeorar an ms las cosas, algunos de
estos con loshornosno tienen control proporcional completo.
Usualmente estos hornosoperan siempre al 100%.
HORNOS DE
MANTENIMIENTO
Si el horno requiere de 10 KW para mantener temperatura en el
mantenedor en condiciones normales, y se adiciona un ventilador que
sopla en la carcasa del horno o en la poza,(para refrescar el rea), y el
horno esvaciado 5 pulgadas y se adiciona 500 lb de metal 10 grados ms
fro que el metal del interior, el horno requerir ms de una hora para
recuperarse a su temperatura de operacin.
Obviamente esto una operacin deficiente.
11/05/2014
36
Algunos instrumentos no controlan la temperatura
con la suficiente frecuencia, para saber cundo la
temperatura del metal comienza a bajar, a fin de
compensar la cada de la temperatura mediante el
aumento de potencia energa a los elementos
calefactores de manera gradual y con la rapidez
suficiente para hacer un mantenimiento adecuado.
Los hornos mantenedores de Gas tienden a
recuperarse ms rpido que los hornos elctricos.
Pero si los hornos son diseados o, con suficiente
potencia (KW) instalada y controles totalmente
proporcionales, pueden ser ms eficientes.
HORNOS DE MANTENIMIENTO
HORNOS DE
MANTENIMIENTO
(Consideraciones Generales)
La evaluacin del tamao de loshornos de mantenimiento y ollasde
transferencia, la frecuencia de alimentacin a hornos de mantenimiento, el
manejo de temperatura del metal lquido hacia lasmquinasde inyeccin es
una consideracin crtica.
Para cada aleacin y molde, la temperatura del horno de mantenimiento
deber de ser mantenido dentro de un rango de 15C.
El fundidor depende de la potencia del horno de mantenimiento o los
controles de suministro de combustible para mantener temperatura requerida.
Debido a que el horno, se vaca de manera continua, esnecesario, el
suministro de metal fundido de la central de fusin.
Al momento esvaciado el nuevo metal, la temperatura del horno mantenedor,
cambia, casi instantneamente.
HORNOS DE MANTENIMIENTO
(Consideraciones Generales)
Este cambio de temperatura depender de la cantidad y la
temperatura del material transferido horno de
mantenimiento, si el metal agregado a un horno es mas
caliente que el metal del horno el cambio de temperatura se
puede calcular de la forma siguiente:
I =
w
1
I
1
+ (w
2
I
2)
w
1
+ w
2
Si el metal est ms fro que el metal del mantenedor el
cambio de la temperatura se puede determinar:
I = I
1
-
w
1
I
1
+ (w
2
I
2)
w
1
+w
2
11/05/2014
37
HORNOS DE MANTENIMIENTO
(Consideraciones Generales)
Donde:
I = Cambio de la Temperatura en el horno mantenedor, F
w
1
= Peso del material en horno, libra.
w
2
= Peso del material lquido vaciado en el mantenedor, libras.
I
1=
Temperatura de fusin horno el mantenedor, F
I
1=
Temperatura del metal vaciado en el mantenedor,F
HORNOS DE MANTENIMIENTO
(Consideraciones Generales)
Si w2= Fw1 donde F es una fraccin de w1 (0.10, 0.20, 0.30, etc.)
la expresin se reduce a:
I =
F
1 + F
I2 - I1
Los corchetes indican el valor absoluto de la diferencia de
temperatura.
Esta expresin ser utilizada para estimar la desviacin mxima de
temperatura admisible entre la olla y el horno mantenedor para un
rango permisible determinado de temperatura en el horno para que
un determinado temperatura en olla de transferencia.
HORNOS DE MANTENIMIENTO
(Consideraciones Generales)
Por ejemplo: si el mantenedor es de 500 libras capacidad, el
factor F en la ecuacin 0.25 y la temperatura de fusin debe
mantenerse dentro de un margen de 10 grados F, la diferencia
de temperatura mxima permitida entre la olla de transferencia y
el horno mantenedor sera:
I =
F
1 + F
I2 - I1
F= 0.25
I = 1uF
I2 - I1 =
1 + u.2S
u.2S
1u F
= 50F (10C)
11/05/2014
38
HORNOS DE MANTENIMIENTO
(Consideraciones Generales)
Y para F=0.15 (85%de capacidad del horno mantenedor)
I2 - I1 =
1 + u.1S
u.1S
1u F
=76F (25C)
Lo que significa que el material fundido en olla puede desviarse 50 F de
la temperatura deseada de horno si nunca se vaca ms de un 25%
Si la temperatura de la olla esta de ms de 50 F por encima de la
temperatura deseada, la temperatura del material fundido en el
mantenedor se elevar por encima del mximo permitido: 10F
TIPOS DE HORNOS DE MANTENIMIENTO
Usualmente en Mxico los
mantenedores son de tipo crisol.
En virtud del tamao de las
operacionesestablecidasen
Mxico.
Pero recientemente las
operacionesse han convertido en
operacionesde clase mundial.
Esimportante reconsiderar cual es
el crecimiento esperado de nuestra
planta para substituir y seleccionar
el horno adecuado al crecimiento
de nuestra empresa.
HORNO MANTENEDOR DE
ALEACIONES DE ZINC
11/05/2014
39
HORNOS DE MANTENIMIENTO
Hornos reverberos de elementos calefactores
radiantes
Mantenedores con elementos
calefactores inmersos
Equipos de ltima tecnologa, utilizados como fusores mantenedores.
Origen: J apn desde 15 aos.
Nuevo diseo mejorado: Refractarios de alta densidad en cara de trabajo
, aislantes materiales de slica micro porosa.
Excelentes resultados en ahorro de energa. La temperatura de vaciado es
de 1250F siendo 105F menos que losmantenedores de gas normales,
siendo posible optimizar esta hasta un 76%por la utilizacin de equipos de
circulacin de metal lquido en lasoperaciones de fusin.
Mantenedores con elementos
calefactores inmersos
11/05/2014
40
Mantenedores con elementos
calefactores inmersos
Mantenedores con elementos
calefactores inmersos
El horno utiliza elementoselctricos
cubiertosconfundasde Sialon,
localizadosenbao de aluminio.
Produciendo una menorestratificacin
trmica.
Produce menosprdida de metal por
oxidacin, acumulacinde escorias.
Temperatura de carcasa de 45a 50C.
Temperatura de operacin675 680C .
Uso de Energa mnima:
Menosde 15BTU/lb conTapasen
posas
Menosde 22BTU's/lb durante
Produccin.
Mantenedores con elementos
calefactores inmersos
La vida en los elementos reportada es en promedio de 2 aos y ms de 5
aos la vida de lasmangas protectoras
Esposible cambiar los elementos calefactores durante la operacin y
puede permanecer en operacin con un solo de loselementos
Las capacidades oscilan desde 2000 lb con una unidad de potencia de
30KW y hasta 9000 lb con una unidad de potencia de 90 KW.
11/05/2014
41
Ollas de transferencia
Dependiendo del tamao de la
operacin del nuestra empresa, es
comn el uso de lasollasde
transferencia, Como todos
sabemos esel mtodo ms comn
para transferir el metal a loshornos
mantenedores, mismasque son
transportadas por montacargas
adaptados, grasviajeras.
Se observa la desventaja de
generar turbulencia en el metal
cuando se vaca el metal, pero
ofrece la ventaja de realizar
tratamientosde preparatorios del
metal en la misma olla.
(desgasificacin, refinacin, etc,).
Prdida de calor en ollas de
transferencia
El manejo del metal
comnmente genera prdidas
de calor, consecuentemente de
temperatura, estas prdidas de
calor de la olla de transferencia
puede ser estimadas.
La olla se muestra en la figura
tiene una capacidad de 2,000
libras de aluminio lquido.
La mayor prdida de calor de la
superficie superior al aire por
conveccin y radiacin
Para aluminio la prctica normal esusar 13,000 Btu/ft por hora
como la prdida de calor de la superficie del material fundido
expuesto al aire.
Prdida de calor en ollas de transferencia
La prdida en la carcasa se puede estimar en funcin a la superficie
expuesta de la olla al medio y su temperatura.
11/05/2014
42
Impurezas en aluminio lquido
IMPUREZAS
Impurezas metlicas Disueltas
Inclusiones No-Metlicas
Hidrgeno solubilizado
Compuestos Intermetlicos Precipitados
11/05/2014
43
Impurezas metlicas Disueltas
Elementos fuera de compsicin.
Elementos pesados Sn, Pb, Cd.
Magnesio, en lasaleaciones de Diecasting.
Inclusiones No-Metlicas
tpicas
Tabla ll Inclusiones en aleaciones de aluminio
TIPO FORMULA MORFOLOGIA DENSIDAD
g/cm
3
DIMENSIONES
(micras)
Al2O3 Partculas 3.97 0.2-0.3
Pelculas 10-5000
MgO Partculas 3.58 0.1-5
Pelculas 10-10000
MgAl2O4 Partculas 3.6 0.1-5
Oxidos
Pelculas 10-5000
Cloruros Partculas 2.66 0.5-5 Sales
Fluoruros
Al4C3 Partculas 2.36 0.5-0.25 Carburos
SiC Partculas 3.22
AlN Partculas 3.26 10-50 Nitruros
Pelculas
TiB2 Partculas 4.5 1-30
Pelculas
Boruros
AlB2 Partculas 3.19 0.1-3
Lodos Al(FeMnCr)Si Partculas >4.0
11/05/2014
44
Hidrgeno
El Hidrgeno es el nico
gas con solubilidad en
aluminio liquido.
El Hidrgeno causa
problemas en la pieza de
aluminio, debido a la
gran diferencia de
solubilidad entre liquido y
estado del slido.
Intermetlicos Precipitados
FACTOR DE LODOS
Fe+2Mn+3Cr====> 1,8
11/05/2014
45
Dependencia del Factor de Lodos
Limpieza y tratamiento de las
aleaciones de Aluminio.
Tratamientos del Metal Lquido
11/05/2014
46
Sales de Limpieza
El aluminio es qumicamente muy activo.
Las superficies recin expuestos, a alta temperatura,
especialmente en estado lquido, tienden a formar rpidamente
una pelcula de xido de aluminio.
La adicin de chatarra, lingotes o metal lquido, generan
agitacin en el bao y acusan una pelcula de xido de aluminio
que se suspende en el metal lquido.
Si estos xidos no se remueven formaran parte del producto
inyectado, originando defectos, por lo que deben ser eliminados
del bao antes de inyectar.
La mayora son xidos de aluminio, pero tambin los elementos
de aleacin tienden a formar parte de estos xidos.
Comnmente los denominamos como escorias.
Sales de Limpieza
A fin de eliminar estos xidos se emplean las sales
de limpieza o fundentes.
Siendo mezclas (Mecnicas o pre fundidas) de
compuestos qumicos que actan en el bao,
realizando diferentes efectos en funcin a su tipo.
TIPOS SALES
Cubertura y limpieza
Exotrmicas
Limpieza de paredes de Horno
Desgasificado
Refinacin de grano
Sales de Limpieza
Cubertura y limpieza (Bajo Flor , Bajo contenido de Sodio , baja
temperatura)
LosFundentesde limpieza son utilizadospara eliminar losxidosde la fusin, mientras
que losFundentesde cobertura actan como una barrera para la superficie del
material lquido, evitando la formacin de xido. Generalmente, estos fundentes,
pueden utilizarse para ambos fines.
La cantidad de fluorurosimparte una mayor eficacia y permite, la operacin a
temperaturas msbajas. Sin embargo, losfluorurospueden liberar humosnocivos, al
medio ambiente, recomendndose utilizar productos con bajos contenidos de
fluoruros.
Losfundentes libre de Sodio son utilizadosen lasaleacioneshipereutcticas ( >12%
contenido de silicio), ya que el sodio puede interferir con loselementos de refinacin
del grano.
Losfundentes se ofrecen en el mercado; para diferentes rangosde temperatura.
11/05/2014
47
Sales de Limpieza
Exotrmicas
Este tipo se aplican directamente a lasescoriaspara la liberacin de metal
atrapado en lasescoriasde fusin y reducir lasprdidas.
Limpieza de paredes de Horno
La acumulacin de xido paredesdel horno tiende a deteriorar la vida del
horno, haciendo que el trabajo de limpieza del horno sea msdifcil y
disminuyendo el volumen del horno.
Si la acumulacin no se mantiene bajo control, losxidoscon la accin el
nitrgeno tiende a formar corindn, que esun material que esmuy difcil de
quitar.
Para estoscasosde limpieza de paredesse recomiendan estosfundentesa fin
de ablandarla acumulacin y que sea msfcil su remocin.
Sales de Limpieza
Refinacin de grano
Tamao de grano en lasaleacionesde aluminio se refiere al tamao de loscristalesde
aluminio en una pieza de fundicin. El tamao de loscristalesest directamente relacionado
con el nmero de granoso ncleosformadosen lasprimerasetapasde la solidificacin; entre
msgranosexisten, msfino esel tamao de grano.
Al aumentar el tamao de grano, a un grano grueso, se incrementa la dificultad de alimentar
y reduce laspropiedadesmecnicasde un casting.
Refinado de grano hace que losgranosmspequeosmediante el aumento del nmero de
ncleosde cristalizacin solidificacin, siendo como una siembra de lluvia en nubesapliando
hielo seco.
Ventajasde la refinacin de grano incluyen:
Dispersin de porosidad.
Prevencin de puntoscalientes.
Una mejor estanqueidad de la presin a travsde la prevencin de porosidades.
El titanio, el boro y el Zirconio son populareslosrefinadoresde grano.
Sales de Limpieza
Desgasificado
El hidrgeno,, esmuy soluble en lasaleacionesde aluminio lquido, pero
muy bajo en la fase slida.
Al momento que el aluminio se solidifica, hidrgeno disuelto el exceso de
lquido se expele de y forma burbujas, en la matriz de la pieza.
Todo metal que no ha sido desgasificado esvulnerable a presentar este
tipo de defectos.
Losfundentes de desgasificado, remueven el hidrgeno y tambin xidosy
otrasimpurezas.
11/05/2014
48
DESGASIFICACION DE ALUMINIO
Teora de Desgasificacin
Ya que la solucin Al- H
+
se
encuentra en equilibrio la
disolucin esreversible
Por reduccin de la
presin parcial del gas
solubilizado.
Transporte del Hidrgeno
en el bao a la vecindad
de burbujasde gasque
solubilicen este gaspor
conveccin y difusin.
Posteriormente desorcin
en la superficie.
Por reduccin de la
temperatura del metal
lquido.
Factores que afectan la
desgasificacin
Factores fsico-qumicos que afectan la
remocin de H
2
Constante de equilibrio.
Presin parcial del Hidrgeno
Difusividad en el metal
Difusividad en el lmite de la burbuja
Coeficiente de actividad
Tensin superficial del bao
11/05/2014
49
Factores de operacin que
afectan la remocin de Hidrgeno
Volumen del metal a tratar
Tipo de gas de inyeccin
Flujo de gas
Dimetro de burbujas de gas de lavado
Tiempo de tratamiento
Temperatura
Aleacin
Efectos de Hidrgeno
Mtodos de Desgasificacin
Desgasificacin Natural
BajasTemperaturasde proceso, atmsferassecas, Tiempo de proceso largo
Inyeccin de gases al bao
Proceso muy sencillo
Su efectividad depende del tamao de burbujas
Desgasificacin al vaco
11/05/2014
50
Mtodos de Inyeccin de
gases al bao
Inyeccin de gases al
metal
Estticas
Tubos :Grafito,
Cermicos, Metlicos
Tapones porosos
Dinmicas
Unidades de Flecha
rotor
Compuestos
Qumicos clorados
Slidos
pulvurolentos
Hexacloroetano,
Cloruro de
Manganeso
Comparativo de gases de Inyeccin
Tipos de Gases de Inyeccin
Gases de
Inyeccin
Inertes
Argn o
Nitrgeno
Activos
Cloro
Hexafloruro de
Azufre
Compuestos
clorados
11/05/2014
51
Comparativo de eficiencia de
desgasificacin de diferentes gases
Comparativo de eficiencia de
desgasificacin de Ar N
2
Tubo de Grafito con
Dispersor de gases
11/05/2014
52
Tubos de Inyeccin
Unidades Flecha Rotor
El gasde lavado esinyectado a
travs de la flecha, en su extremo
inferior se localiza un rotor , el
ensamble se encuentra acoplado a
un sistema motriz que imparte giro
Al momento que el gas emerge de
la lanza, lasburbujas generadas son
dispersadaspor el rotor, impartiendo
direccin generando burbujas muy
pequeas (1/8) incrementando el
rea de contacto hasta 64 veces.
Unidades Flecha Rotor
En el mercado se encuentran disponibles variossistemas:
RFP Reading Foundry
SINFPirotek
RDU, MDUFoseco
STAR Ladle Degasser Metaullics
Operan bajo el mismo principio, su diferencia radica en el tipo de rotor
usado
11/05/2014
53
Anda mungkin juga menyukai
- Presentación Magg Tecnología Base de Die CastingDokumen156 halamanPresentación Magg Tecnología Base de Die CastingSalvador Tovar Francisco100% (1)
- Proceso de Die Casting Generalidades PDFDokumen53 halamanProceso de Die Casting Generalidades PDFSalvador Tovar FranciscoBelum ada peringkat
- Presentacion Mermas de AluminioDokumen47 halamanPresentacion Mermas de AluminioSalvador Tovar FranciscoBelum ada peringkat
- Curso Diecasting SMFDokumen39 halamanCurso Diecasting SMFSalvador Tovar FranciscoBelum ada peringkat
- El Arte de Manejo de EscoriasDokumen8 halamanEl Arte de Manejo de EscoriasSalvador Tovar FranciscoBelum ada peringkat
- Proyecto XXXXXXX 60XDokumen66 halamanProyecto XXXXXXX 60XRaul LG100% (1)
- La Optimización Del Mantenimiento Del Horno Reverbero de Aluminio FinalDokumen13 halamanLa Optimización Del Mantenimiento Del Horno Reverbero de Aluminio FinalSalvador Tovar Francisco100% (3)
- Como Selecionar El Horno AdecuadoDokumen48 halamanComo Selecionar El Horno AdecuadoSalvador Tovar FranciscoBelum ada peringkat
- 5 Impurezas - Limpieza - Tratamiento y Uso de Fluxes en AluminioDokumen111 halaman5 Impurezas - Limpieza - Tratamiento y Uso de Fluxes en AluminioSalvador Tovar FranciscoBelum ada peringkat
- Mermas de AluminioDokumen47 halamanMermas de AluminioSalvador Tovar FranciscoBelum ada peringkat
- Mermas de AluminioDokumen47 halamanMermas de AluminioSalvador Tovar FranciscoBelum ada peringkat
- Metalurgia en Die CastingDokumen155 halamanMetalurgia en Die CastingSalvador Tovar FranciscoBelum ada peringkat
- Materiales Refractarios Usados en El Proceso de Die CastingDokumen71 halamanMateriales Refractarios Usados en El Proceso de Die CastingSalvador Tovar FranciscoBelum ada peringkat
- Conservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioDokumen8 halamanConservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioSalvador Tovar FranciscoBelum ada peringkat
- Metalurgia y Tratamiento de Las Aleaciones Aluminio SilicioDokumen56 halamanMetalurgia y Tratamiento de Las Aleaciones Aluminio SilicioSalvador Tovar FranciscoBelum ada peringkat
- Servicios Comerciales Metalurgicos S.C PDFDokumen6 halamanServicios Comerciales Metalurgicos S.C PDFSalvador Tovar FranciscoBelum ada peringkat
- Conservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioDokumen7 halamanConservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioSalvador Tovar FranciscoBelum ada peringkat
- Hornos de "Tecnología Verde"Dokumen5 halamanHornos de "Tecnología Verde"Salvador Tovar FranciscoBelum ada peringkat
- FIBRAS TEXTILES - Naturales 2Dokumen60 halamanFIBRAS TEXTILES - Naturales 2KAREN NATALY CARIAS CULAJAYBelum ada peringkat
- Parker Type Telescopic Cylinder CatalogueDokumen2 halamanParker Type Telescopic Cylinder CataloguegabrielBelum ada peringkat
- Cimientos CorridosDokumen19 halamanCimientos CorridosDavyLlanosSanchez75% (4)
- TEST General Clase BDokumen47 halamanTEST General Clase Besparrago.13Belum ada peringkat
- Procesamiento Del GasDokumen9 halamanProcesamiento Del GasAngelloVargasBelum ada peringkat
- Propuesta de Buenas Pacticas Ambientales de Consumo para La Cerveceria ArtesanalDokumen53 halamanPropuesta de Buenas Pacticas Ambientales de Consumo para La Cerveceria ArtesanalSheila CruortBelum ada peringkat
- Localización y Solución de Problemas - RETRO 420EDokumen81 halamanLocalización y Solución de Problemas - RETRO 420EPlaneamiento Mecanico100% (9)
- 1.-Elementos AhogadosDokumen14 halaman1.-Elementos AhogadosJosé Juan García LagunesBelum ada peringkat
- DatosTecnicos EVOPLUSDokumen15 halamanDatosTecnicos EVOPLUSCezarCioranBelum ada peringkat
- Ejemplo 2 Lista de ChequeoDokumen5 halamanEjemplo 2 Lista de ChequeoAnais HernandezBelum ada peringkat
- Conductividad EléctricaDokumen10 halamanConductividad EléctricaTonyBelum ada peringkat
- Concepto de Automatización IntegradaDokumen5 halamanConcepto de Automatización IntegradaIsmael Lenin Barahona Lazo100% (1)
- Citemac Tema 5Dokumen35 halamanCitemac Tema 5Gruponifer NiferBelum ada peringkat
- Correccion Parcial SoldaduraDokumen2 halamanCorreccion Parcial SoldaduraJULIAN DAVID JEREZ MONTOYABelum ada peringkat
- Diseño de Losa Con Placa Colaborante o Losa CompuestaDokumen27 halamanDiseño de Losa Con Placa Colaborante o Losa Compuestajesus40100% (1)
- Tema #3 CC Sistemas de Costos IndustrialesDokumen25 halamanTema #3 CC Sistemas de Costos IndustrialesJhonn AcarapiBelum ada peringkat
- Concreto Reforzado Con Fibra Vegetal de PencaDokumen35 halamanConcreto Reforzado Con Fibra Vegetal de PencaDany Diaz BurgosBelum ada peringkat
- SIMULACIONDokumen6 halamanSIMULACIONMario A. AbreuBelum ada peringkat
- Elaboración Paneles de MelamineDokumen19 halamanElaboración Paneles de MelamineJerson De La CruzBelum ada peringkat
- MANTENIMIENTO DASH 3000-4000-5000.en - EsDokumen12 halamanMANTENIMIENTO DASH 3000-4000-5000.en - EsMauricio Ernesto Andrade MaquilonBelum ada peringkat
- Templado Del Vidrio ProcesosDokumen15 halamanTemplado Del Vidrio Procesoshego1292Belum ada peringkat
- 06 - (JB) Procedimiento de Encofrado y Desencofrado de Placas Macizas y AligeradasDokumen11 halaman06 - (JB) Procedimiento de Encofrado y Desencofrado de Placas Macizas y AligeradasAna Milena RojasBelum ada peringkat
- Selecciòn de RodamientosDokumen21 halamanSelecciòn de Rodamientosalexander milton50% (2)
- Turbinas Deriaz ExpoDokumen52 halamanTurbinas Deriaz ExpoRuben Alvarez Ventura100% (2)
- PlastisolDokumen4 halamanPlastisol3F3CT1V00Belum ada peringkat
- Actividad de Aprendizaje 3-1Dokumen12 halamanActividad de Aprendizaje 3-1NatAliaMaTamorosBelum ada peringkat
- Impacto Ambiental de La Minería Del OroDokumen13 halamanImpacto Ambiental de La Minería Del OroJose C. IBelum ada peringkat
- Secadores Frigorificos MtaDokumen12 halamanSecadores Frigorificos Mtaduque_sadeBelum ada peringkat
- Manual Usuario Lavavajilla Samsung DMR57LFBDokumen30 halamanManual Usuario Lavavajilla Samsung DMR57LFBcorf89Belum ada peringkat