Anda mungkin juga menyukai
- The Essential Handsaw Book: Projects & Techniques for Mastering a Timeless Hand ToolDari EverandThe Essential Handsaw Book: Projects & Techniques for Mastering a Timeless Hand ToolBelum ada peringkat
- Make Simple Wood Toggle Clamps for Shop JigsDokumen7 halamanMake Simple Wood Toggle Clamps for Shop JigsGermanHund100% (2)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideDari EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideBelum ada peringkat
- Rout Perfect Hinge Mortises with Adjustable JigDokumen32 halamanRout Perfect Hinge Mortises with Adjustable Jigdemo1967100% (6)
- Tilting Drill Cutting: Tips ClampsDokumen32 halamanTilting Drill Cutting: Tips Clampsdemo1967100% (4)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsDari EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsPenilaian: 5 dari 5 bintang5/5 (1)
- Shopnotes 88 Dovetailed Shoulder PlaneDokumen8 halamanShopnotes 88 Dovetailed Shoulder PlaneJulio Cesar OliveiraBelum ada peringkat
- ShopNotes Issue 01Dokumen38 halamanShopNotes Issue 01Correia Orlando100% (1)
- How to Make Workbenches & Shop Storage Solutions: 28 Projects to Make Your Workshop More Efficient from the Experts at American WoodworkerDari EverandHow to Make Workbenches & Shop Storage Solutions: 28 Projects to Make Your Workshop More Efficient from the Experts at American WoodworkerPenilaian: 5 dari 5 bintang5/5 (2)
- Precision Drill Frame ConstructionDokumen7 halamanPrecision Drill Frame ConstructionMahesa SanggadipaBelum ada peringkat
- 2 - Woodworking Plans - OakplateDokumen6 halaman2 - Woodworking Plans - OakplatemacpatorBelum ada peringkat
- Complete Guide to Making Wooden Clocks, 3rd Edition: 37 Woodworking Projects for Traditional, Shaker & Contemporary DesignsDari EverandComplete Guide to Making Wooden Clocks, 3rd Edition: 37 Woodworking Projects for Traditional, Shaker & Contemporary DesignsBelum ada peringkat
- Coffe TableDokumen15 halamanCoffe TableJun Vargas100% (1)
- Mystery ClockDokumen88 halamanMystery ClockVương Ngọc Khánh100% (1)
- Intarsia Workbook, Revised & Expanded 2nd Edition: Learn Woodworking and Make Beautiful Projects with 15 Easy PatternsDari EverandIntarsia Workbook, Revised & Expanded 2nd Edition: Learn Woodworking and Make Beautiful Projects with 15 Easy PatternsBelum ada peringkat
- Blanketchest PlanDokumen15 halamanBlanketchest PlanGuillermo WeylandBelum ada peringkat
- A Little Book of Vintage Designs and Instructions for Making Dainty Gifts from Wood. Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box: Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box.Dari EverandA Little Book of Vintage Designs and Instructions for Making Dainty Gifts from Wood. Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box: Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box.Belum ada peringkat
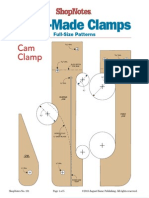
- Clamp PatternsDokumen5 halamanClamp PatternsGermanHund100% (3)
- Leg Tapering Jig: Project 14585EZDokumen5 halamanLeg Tapering Jig: Project 14585EZBSulliBelum ada peringkat
- 20-Minute Scroll Saw Puzzles: 56 Easy Animal Designs for BeginnersDari Everand20-Minute Scroll Saw Puzzles: 56 Easy Animal Designs for BeginnersPenilaian: 5 dari 5 bintang5/5 (1)
- Herramientas para Trazar y Medir2Dokumen88 halamanHerramientas para Trazar y Medir2Franco Mauricio60% (5)
- Wooden Scrub Plane From ScrapDokumen9 halamanWooden Scrub Plane From ScrapRod HyattBelum ada peringkat
- ShopNotes Issue 05Dokumen32 halamanShopNotes Issue 05benignoBelum ada peringkat
- Build your own cam clampsDokumen5 halamanBuild your own cam clampsBob York100% (1)
- Valentine Project Tip 1.: This Year Give A Personalized Valentine! Step 1: Deciding What To Make?Dokumen16 halamanValentine Project Tip 1.: This Year Give A Personalized Valentine! Step 1: Deciding What To Make?- yAy3e -Belum ada peringkat
- Five Cut Method Tests MFT3 Guide Rail SquarenessDokumen9 halamanFive Cut Method Tests MFT3 Guide Rail Squarenesshankgurdjieff100% (1)
- Boxes to Build: Sturdy & Stylish Projects to Organize Your Home & ShopDari EverandBoxes to Build: Sturdy & Stylish Projects to Organize Your Home & ShopBelum ada peringkat
- 5hopnotes #85 - Router Table PDFDokumen55 halaman5hopnotes #85 - Router Table PDFpiedrahec100% (2)
- Jig For Threaded Inserts: Nline XtrasDokumen1 halamanJig For Threaded Inserts: Nline XtrasJd Diaz100% (1)
- Drill Press: A Large Work-Surface and Adjustable Fence Make This An Out - Standing Drill PressDokumen6 halamanDrill Press: A Large Work-Surface and Adjustable Fence Make This An Out - Standing Drill Pressr521999100% (3)
- 15" Wooden Jack Fore Plane Plans by Caleb JamesDokumen2 halaman15" Wooden Jack Fore Plane Plans by Caleb Jamesmanic888Belum ada peringkat
- Teach Yourself the Process of Veneering - A Guide to the Tools You Will Need, the Processes of Different Veneers and Repairing FaultsDari EverandTeach Yourself the Process of Veneering - A Guide to the Tools You Will Need, the Processes of Different Veneers and Repairing FaultsBelum ada peringkat
- Wooden Utensils from the Bandsaw: 60+ Patterns for Spatulas, Spoons, Spreaders & MoreDari EverandWooden Utensils from the Bandsaw: 60+ Patterns for Spatulas, Spoons, Spreaders & MoreBelum ada peringkat
- Creating A Ring HolderDokumen3 halamanCreating A Ring Holderapi-522254901Belum ada peringkat
- ShopNotes Issue 08Dokumen32 halamanShopNotes Issue 08benignoBelum ada peringkat
- Writing Desk: Project 13586EZDokumen7 halamanWriting Desk: Project 13586EZBSulliBelum ada peringkat
- Finger Joints: Fast and EasyDokumen4 halamanFinger Joints: Fast and EasyIlberto FortunaBelum ada peringkat
- Router Table - Projects - American WoodworkerDokumen12 halamanRouter Table - Projects - American Woodworkermarcoskelpen100% (1)
- Work Bench 3Dokumen4 halamanWork Bench 3- yAy3e -100% (1)
- Make Your Own Cutting Boards: Smart Projects & Stylish Designs for a Hands-On KitchenDari EverandMake Your Own Cutting Boards: Smart Projects & Stylish Designs for a Hands-On KitchenPenilaian: 5 dari 5 bintang5/5 (1)
- Woodsmith 184 Avoiding Router Table TearoutDokumen2 halamanWoodsmith 184 Avoiding Router Table TearoutPaul LauBelum ada peringkat
- Chisel CaseDokumen4 halamanChisel CasePeter WestBelum ada peringkat
- Desk Plans: Traditional To ContemporaryDokumen22 halamanDesk Plans: Traditional To ContemporaryhawunzBelum ada peringkat
- Oriental Box of Drawers PDFDokumen10 halamanOriental Box of Drawers PDFAleksandar Nikolic100% (2)
- Box Joint Jig PlanDokumen8 halamanBox Joint Jig PlanLarry MullinsBelum ada peringkat
- Selección de Los Mejores Dispositivos y Trucos para La Sierra CircularDokumen24 halamanSelección de Los Mejores Dispositivos y Trucos para La Sierra CircularPierre799es100% (6)
- Woodsmith - 072Dokumen32 halamanWoodsmith - 072rsotoqp100% (2)
- Woodsmith 135Dokumen36 halamanWoodsmith 135Aditya Rajendran100% (1)
- Clone of A Biesemeyer Table Saw FenceDokumen4 halamanClone of A Biesemeyer Table Saw FenceLyle Hornbaker100% (2)
- Çalışma Tezgahı PlanıDokumen14 halamanÇalışma Tezgahı PlanıÖmür Eryüksel50% (2)
- WS24830 - Heavy Duty Miter Saw StationDokumen8 halamanWS24830 - Heavy Duty Miter Saw StationJasmine Vaaltyn100% (3)
- Portable WorkshopDokumen7 halamanPortable WorkshopJose PichardoBelum ada peringkat
- Banco Escalera PDFDokumen3 halamanBanco Escalera PDFluanbagonBelum ada peringkat
- Varios ProyectosDokumen180 halamanVarios ProyectosFranco Mauricio100% (6)
- Making Wood SignsDokumen210 halamanMaking Wood SignsFranco Mauricio88% (8)
- Vehículos Pesados para Hacer en MaderaDokumen88 halamanVehículos Pesados para Hacer en MaderaFranco Mauricio97% (31)
- Wooden Gear ClocksDokumen157 halamanWooden Gear ClocksFranco Mauricio87% (240)
- Holiday Ornaments For The Scroll Saw - OptDokumen122 halamanHoliday Ornaments For The Scroll Saw - OptFranco Mauricio92% (13)
- Boxes 2C Bowls and BasketsDokumen116 halamanBoxes 2C Bowls and BasketsFranco Mauricio92% (39)
- Herramientas para Trazar y Medir2Dokumen88 halamanHerramientas para Trazar y Medir2Franco Mauricio60% (5)
- Seguridad Empujadores PlantillasDokumen33 halamanSeguridad Empujadores PlantillasFranco Mauricio91% (34)
- CarroceríaDokumen20 halamanCarroceríaFranco MauricioBelum ada peringkat
- Holiday Scrollsaw Ornaments - OptDokumen131 halamanHoliday Scrollsaw Ornaments - OptFranco MauricioBelum ada peringkat
- Holiday Scrollsaw Music Boxes - OptDokumen147 halamanHoliday Scrollsaw Music Boxes - OptFranco Mauricio89% (18)
- Creative Kinetics - Making Mechanical Marvels in WoodDokumen145 halamanCreative Kinetics - Making Mechanical Marvels in WoodFranco Mauricio100% (1)
- Creative Woodworks & Crafts - Winter 2000Dokumen67 halamanCreative Woodworks & Crafts - Winter 2000Franco Mauricio100% (5)
- Creative Woodworks 26 Crafts Special 28winter 1997 1998 29Dokumen56 halamanCreative Woodworks 26 Crafts Special 28winter 1997 1998 29Franco Mauricio83% (6)
- Creative Woodworks Crafts Winter 2004Dokumen108 halamanCreative Woodworks Crafts Winter 2004Franco Mauricio87% (15)
- Kurzweil MicropianoDokumen24 halamanKurzweil Micropianoestereo8Belum ada peringkat
- Floor ManualDokumen35 halamanFloor ManualGihan ChathurangaBelum ada peringkat
- 2007 Output Stops RemovedDokumen45 halaman2007 Output Stops RemovedAisyah DzulqaidahBelum ada peringkat
- Date Company Code Bank RefDokumen16 halamanDate Company Code Bank RefSrinivas YBelum ada peringkat
- B2B ApiDokumen350 halamanB2B ApiratnavelpBelum ada peringkat
- OBJECTIVES QUESTIONS RESISTIVITYDokumen3 halamanOBJECTIVES QUESTIONS RESISTIVITYPankaj Kumar SinghBelum ada peringkat
- Awardees List - 11th VKA 2019 (Final)Dokumen14 halamanAwardees List - 11th VKA 2019 (Final)ANKIT DWIVEDIBelum ada peringkat
- Converting Urban Waste To EnergyDokumen11 halamanConverting Urban Waste To EnergyDéépákBelum ada peringkat
- Oracle Service Procurement Advisory & ConsultingDokumen22 halamanOracle Service Procurement Advisory & ConsultingPrakashBelum ada peringkat
- ACEEE - Best Practices For Data Centres - Lessons LearnedDokumen12 halamanACEEE - Best Practices For Data Centres - Lessons LearnedtonybudgeBelum ada peringkat
- Jobber JR DetailsDokumen2 halamanJobber JR DetailsUrvish PatelBelum ada peringkat
- Warfighter WWII Keyword SheetDokumen4 halamanWarfighter WWII Keyword SheetMadWelshWizardBelum ada peringkat
- Hitachi SetFree MiniVRF 0120LRDokumen52 halamanHitachi SetFree MiniVRF 0120LRAhmed AzadBelum ada peringkat
- Operations and Service 69UG15: Diesel Generator SetDokumen64 halamanOperations and Service 69UG15: Diesel Generator SetAnonymous NYymdHgyBelum ada peringkat
- Manual em Portugues DGX230Dokumen120 halamanManual em Portugues DGX230Agosthis0% (1)
- L .. Eee - .: Distribution Voltage RegulatorsDokumen11 halamanL .. Eee - .: Distribution Voltage RegulatorsSirajulBelum ada peringkat
- Smart Bell Notification System Using IoTDokumen3 halamanSmart Bell Notification System Using IoTTony StankBelum ada peringkat
- Perkins T6.354 WorkshopDokumen130 halamanPerkins T6.354 WorkshopAlexis SocarrósBelum ada peringkat
- SM F4GE-IVECO-Telehandler EN PDFDokumen117 halamanSM F4GE-IVECO-Telehandler EN PDFjulianmata71% (7)
- JetFlash Online Recovery User Manual - ENDokumen10 halamanJetFlash Online Recovery User Manual - ENSubrata DattaBelum ada peringkat
- Feature Setup Description: Software Basic Data Mcs - TCBCDokumen77 halamanFeature Setup Description: Software Basic Data Mcs - TCBCAlexis MauricioBelum ada peringkat
- 0806 02 Los5 - UgDokumen124 halaman0806 02 Los5 - Ugbmds kocakBelum ada peringkat
- Service Accessories: CatalogDokumen32 halamanService Accessories: CatalogdummaBelum ada peringkat
- Project calculation sheet for pull-out capacity of holding down boltsDokumen1 halamanProject calculation sheet for pull-out capacity of holding down boltsKhalid ElazharyBelum ada peringkat
- Block Out TimeDokumen3 halamanBlock Out TimeschumangelBelum ada peringkat
- Modern Soil Stabilization TechniquesDokumen25 halamanModern Soil Stabilization TechniquesSagar Jha100% (3)
- Marketing Research of Pre-Start-UpDokumen2 halamanMarketing Research of Pre-Start-UpafsalpkgroupBelum ada peringkat
- Aymeric Gogibus - ManagementDokumen1 halamanAymeric Gogibus - ManagementSoufanGroupBelum ada peringkat
- D16021.1200.RE.10-003 REV.1 Datasheet (1200-P-3003AB)Dokumen3 halamanD16021.1200.RE.10-003 REV.1 Datasheet (1200-P-3003AB)anwar sadatBelum ada peringkat
- Sop Flower Arrangement in HotelDokumen2 halamanSop Flower Arrangement in HotelwawahalimBelum ada peringkat