Expander
Diunggah oleh
Rilber Padilla Moreno0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
30 tayangan12 halamanHak Cipta
© © All Rights Reserved
Format Tersedia
PDF, TXT atau baca online dari Scribd
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PDF, TXT atau baca online dari Scribd
0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
30 tayangan12 halamanExpander
Diunggah oleh
Rilber Padilla MorenoHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PDF, TXT atau baca online dari Scribd
Anda di halaman 1dari 12
Pgina 1 de 12
GUIAS PARA LA EVALUACION Y OPTIMIZACION
DE TECNOLOGAS DE TURBOEXPANSION
Philipp Albrecht Martn Mastandrea
TECNA S.A.
Argentina
Resumen
La performance operativa de un proceso de turboexpansin depende de diversos factores, entre ellos:
presin, temperatura y composicin de alimentacin; recuperacin deseada; presin requerida para el
gas residual y especificaciones de los productos. La marcha de los mercados determin el desarrollo de
numerosas tecnologas; resulta complejo, sino imposible, establecer por simple inspeccin de los
factores mencionados cual de ellas constituye la opcin ms adecuada para las condiciones particulares.
En este trabajo se presentan guas para la evaluacin y optimizacin de tecnologas disponibles.
Asimismo, se mencionan cuestiones de relevancia a considerar en el desarrollo de las distintas unidades
de una planta de turboexpansin.
Introduccin
Las crecientes oportunidades econmicas que presentan los mercados asociados a los lquidos del gas
natural (etano, propano, butano y gasolina) determinaron el desarrollo de diversas tecnologas de
turboexpansin.
Si bien en todos los casos la presin del gas de alimentacin es empleada para producir la refrigeracin
requerida a los efectos de lograr la separacin de los componentes, las diferencias entre los distintos
diseos radican en las estrategias de recuperacin energtica que cada uno de ellos emplea. A ttulo de
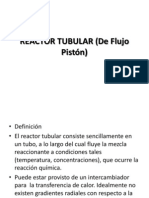
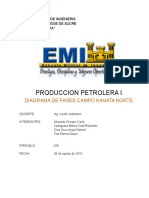
ejemplo, considrense los diagramas de proceso presentados en las figuras 1, 2 y 3.
Para condiciones particulares de alimentacin y lmites de batera dados, los distintos arreglos de
recuperacin de energa arrojarn, en general, distintas recuperaciones de productos lquidos; an
cuando las diversas tecnologas sean capaces de lograr recuperaciones similares, se presentarn
diferencias respecto de los costos de capital y operacin requeridos, pudindose identificar adems
fortalezas y debilidades relacionadas a la operabilidad de las mismas.
Ser necesario entonces desarrollar en primer lugar un anlisis comparativo a fin de objetivar la
seleccin de la tecnologa, para luego proceder a la etapa de optimizacin de la misma.
Pgina 2 de 12
Sep. Fro
Int. Gas/Gas
Expander
Demetanizadora/
Deetanizadora
Producto
Intercambiador
de Cabeza
A Compresin
Alimentacin
Fig. 2, Proceso GSP
Separador
Fro
Int. Gas/Gas
Expander
A Compresin
Demetanizadora/
Deetanizadora
Producto
Alimentacin
Fig. 1, Proceso Convencional
Pgina 3 de 12
Seleccin de la tecnologa de turboexpansin
La seleccin de la tecnologa de turboexpansin constituye un factor de significativa importancia en la
economa del proyecto. Ello no solo se debe al hecho que representa un porcentaje substancial de la
inversin inicial sino que adems establece los niveles de produccin esperados.
El proceso de seleccin, demandar la comparacin de los factores econmicos y caractersticas de
operabilidad de la unidad criognica para cada una de las alternativas sujetas a anlisis.
A fin de simplificar el estudio, se propone el mtodo de evaluacin por diferencias. Desde un punto de
vista econmico ello se traduce en referir a cierta tecnologa, adoptada como base, los incrementos o
decrementos que presentan las dems tecnologas en los diferentes rubros.
A los efectos de realizar la comparacin en forma objetiva, convendr especificar para todas las
alternativas los mismos valores de las siguientes variables:
Caudal molar o msico de alimentacin.
Composicin, presin y temperatura de la alimentacin para el diseo.
Especificaciones de productos.
Presin de salida del gas residual (descarga de recompresin).
Presin de operacin de la columna demetanizadora o deetanizadora, segn se trate de recuperacin
de etano y superiores o propano y superiores respectivamente.
Int. Gas/Gas
Expansor
Demetanizadora/
Deetanizadora
Producto
Gas Residual
Compresin
Alimentacin
Sep. Fro
Fig. 3, Proceso Residue-Recycle
Pgina 4 de 12
Para procesos de recuperacin de etano y superiores, la presin de la columna demetanizadora suele
encontrarse entre 14 y 28 barg. Por su parte, para los procesos en los cuales se recupera propano y
superiores, la presin de la columna deetanizadora oscila entre 20 y 30 barg.
Como se advierte, los rangos mencionados son amplios, razn por la cual, a los efectos de establecer la
presin de operacin de la columna demetanizadora o deetanizadora, resultar til realizar una pre-
evaluacin tcnico econmica de la unidad de recompresin.
Establecidos los valores de estas variables, corresponder calcular las recuperaciones obtenidas para
cada una de las tecnologas. Independientemente del simulador de procesos utilizado, se sugiere el
empleo del paquete termodinmico Peng Robinson.
La siguiente tabla presenta rangos de recuperaciones posibles:
Producto Puro Recuperacin
Etano 80 % - 98 %
Propano 80 % - 99+ %
Butano 100 % (aprox.)
Gasolina 100 %
La evaluacin econmica de la unidad criognica y unidad de recompresin deber contemplar las
diferencias de costos de capital y costos operativos, las diferencias de entradas por ventas as como
tambin el pago de licencias en el caso de procesos propietarios.
Diferencias de Costos de Capital
Cuando dos o ms tecnologas son sometidas a comparacin, surgen diferencias que pueden clasificarse
del siguiente modo:
Items no presentes en todas las tecnologas: puede tratarse de recipientes, equipos rotantes,
intercambiadores de calor, elementos de control e inclusive lneas de proceso.
Items presentes en todas las tecnologas pero que al contrastar los diversos procesos exhiban
diferencias en sus caractersticas fsicas (dimensiones, materiales, capacidad de procesamiento,
etc.).
Nada nos eximir de evaluar cada uno de los tems del primer grupo. Sin embargo, la evaluacin del
segundo grupo de elementos admite ciertas consideraciones que permitiran simplificar el anlisis. A
continuacin se citan ejemplos de ello.
Columna demetanizadora o deetanizadora
Las dimensiones de la columna demetanizadora o deetanizadora dependen de las siguientes
variables: caudales molares o msicos, propiedades fsicas del sistema, presin de operacin,
presin y temperatura mxima de diseo mecnico, nmero de etapas de equilibrio y criterios de
diseo hidrulico.
Pgina 5 de 12
Los caudales molares o msicos sern similares para todas las tecnologas, por cuanto fue fijado el
caudal de alimentacin. Las propiedades fsicas tambin sern similares ya que se ha establecido,
para todas las alternativas, la misma composicin de alimentacin e idnticas especificaciones de
productos. La presin de operacin de esta columna constituye tambin una variable que se ha
fijado en el mismo valor para todos los casos.
Asimismo, no existe inconveniente alguno en asignarle a este equipo iguales presiones y
temperaturas mximas de diseo mecnico para todos los procesos analizados.
En caso de resultar posible, se aconseja emplear en todas las tecnologas el mismo nmero de
etapas de equilibrio, que normalmente oscila ente 18 y 26. Del mismo modo, convendr considerar
idnticos parmetros de diseo hidrulico: como por ejemplo el valor de inundacin por arrastre,
que comnmente se encuentra entre el 70 y 80%.
La temperatura de tope debe ser considerada especialmente, ya que ella gobierna la seleccin de
los materiales. La siguiente tabla presenta materiales comnmente empleados y los rangos de
temperaturas para los cuales son apropiados.
Material Rango de Temperatura
A593 -28.8 a 101 C
SA 240 TP 304 -101 a 184.4 C
Por lo tanto, en caso que la temperatura de reflujo de la columna demetanizadora o deetanizadora
de cada tecnologa sea tal que los materiales de construccin fueran los mismos para todas ellas, y
atendiendo a lo citado en prrafos precedentes, no producir una diferencia importante la
consideracin del costo diferencial asociado a esta columna.
Expansor-compresor
Si los caudales de gas que procesa la unidad de expansin-compresin booster fueran similares
para las diversas tecnologas, resultara razonable no considerar el costo diferencial de este
conjunto.
Es dable destacar que el mismo se especificar para caudales algo mayores que los operativos y
para un rango de presiones de succin y descarga, de modo que pequeas diferencias en los valores
de las variables referidas, no implicarn diferencias econmicas en trminos reales.
A los efectos de realizar la evaluacin en forma objetiva ser en general conveniente uniformizar
los valores de eficiencias del expansor, compresor booster y acople a emplear en los balances de
materia y energa de todas las tecnologas bajo estudio. Usualmente, la eficiencia adiabtica del
expansor se encuentra entre el 80 y 85 %, en tanto, la eficiencia politrpica del compresor booster
puede tomar valores del 74 al 78 %. Por su parte, las prdidas asociadas al acople de las mquinas
puede considerarse conservativamente 2.5 %.
Separador fro
Para el supuesto que los caudales de lquido y vapor provistos por el separador fro fueran
similares en todas las alternativas y que no existiera impedimento alguno para uniformizar los
Pgina 6 de 12
criterios de diseo (principalmente tiempo de residencia del lquido y velocidad del gas), no se
cometer gran error si se asume que no existe costo diferencial relacionado a este equipo.
Hasta aqu se mencionaron criterios que permitiran excluir de la evaluacin ciertos elementos. A
continuacin se mencionan en forma especfica ciertos items cuyas diferencias pueden tener peso
substancial en el anlisis econmico.
Intercambiadores de calor
En lo que a intercambiadores de calor se refiere, resultar oportuno establecer antes de realizar el
estudio si son admitidos intercambiadores de placas de aluminio. Esta definicin gobernar en gran
medida la recuperacin energtica de la unidad. Acercamientos de temperaturas de hasta 2 C son
alcanzados con requerimientos razonables de rea.
Como regla general, ser necesario considerar el costo diferencial debido a los intercambiadores de
calor, para lo cual se aconseja consultar a proveedores de estos equipos a los efectos de obtener
presupuestos aproximados.
Unidad de recompresin
Considrese el caso de recompresin aguas abajo del compresor booster. Como consecuencia de la
recuperacin de presin debida a este ltimo, se tendrn en general presiones de succin a la
unidad de recompresin diferentes para cada una de las tecnologas; como la presin de descarga
requerida es igual en todos los casos, las potencias de recompresin requeridas por cada uno de los
procesos sern distintas entre s. Debido a ello, en funcin del orden de magnitud de las potencias
requeridas, se deber establecer un valor econmico por kilowatt instalado a los efectos de
considerar su incidencia en los clculos econmicos.
Asimismo, cabe destacar que la demanda de servicios puede originar diferencias importantes en los
costos de capital. Un ejemplo de ello lo constituye el sistema de aceite trmico. Supngase que se trate
de un proceso de recuperacin de propano y superiores; supngase adems que ciertas tecnologas
arrojan valores substancialmente superiores de consumo de energa calrica externa en el reboiler de la
columna deetanizadora. Ello implicar, ms all de costos operativos superiores, que se requerir un
horno de mayor capacidad, bombas que impulsen caudales de aceite trmico ms elevados, lneas de
mayor dimetro, etc.
Diferencias de Costos Operativos
La evaluacin de los costos operativos requiere que se asigne valor econmico al gas combustible y
energa elctrica; siendo esta ltima solo necesaria en caso que se adopte no generar energa elctrica
en la propia planta, situacin en la cual todos los requerimientos podran traducirse en trminos de
consumo de gas combustible.
Bajo la hiptesis de circunscribir el anlisis a la unidad criognica y a la unidad de recompresin,
debern considerarse en la evaluacin econmica las diferencias de las siguientes variables entre las
tecnologas analizadas:
Pgina 7 de 12
Calor externo demandado por el reboiler de la columna demetanizadora (o deetanizadora, segn
corresponda).
Energa elctrica consumida por las bombas de transferencia de aceite trmico.
Energa elctrica consumida por la bomba de transferencia de la corriente lquida de fondo de
columna (en caso que dicha bomba sea requerida).
Demanda de gas combustible de la unidad de recompresin.
Diferencias de Recuperacin
A los efectos de evaluar econmicamente la corriente lquida de fondo de columna, ser necesario
establecer el valor econmico de los productos lquidos. En el caso que el gas residual se constituyera
como gas de venta, se deber evaluarlo a la condicin calorfica a la cual se encuentra referido el precio
a emplear.
Una vez evaluados los costos de capital y operacin y entradas por ventas, se deber establecer el
empleo de algn mtodo particular que posibilite conformar a partir de estos valores, uno nico a un
momento dado, que constituya la referencia econmica de cada tecnologa. Para tal fin se sugiere el
empleo del VAN (Valor Actual Neto).
En un sentido general, se considera que diferencias del orden del 10% o superiores en el valor de
referencia mencionado, estaran indicando una tendencia que difcilmente pueda revertirse mediante un
nivel de anlisis ms detallado.
Como se mencion oportunamente, existen variables relacionadas a la operabilidad de la unidad que
difcilmente pueden ser expresadas en trminos econmicos, como son estabilidad de operacin,
tolerancia al dixido de carbono y flexibilidad.
Estabilidad del Proceso
El concepto estabilidad de operacin refiere a la sensibilidad del proceso frente a cambios en diversas
variables, especialmente aquellas relacionadas a la alimentacin. En particular las plantas de
recuperacin de lquidos del gas natural, pueden presentar el llamado Efecto bola de nieve, que es un
efecto dinmico que desestabiliza las condiciones del proceso. Este efecto puede tener lugar como
consecuencia de la velocidad de cambio de alguna variable y se minimiza mediante un esquema de
control adecuado.
Considrese como ejemplo una planta de recuperacin de propano y superiores instalada en una zona
de clima fro. La alimentacin la constituye gas de baja presin que es comprimido antes de ingresar a
la unidad criognica. Aguas abajo de los compresores de entrada se cuenta con aeroenfriadores que
remueven el calor de compresin. Descensos bruscos de la temperatura ambiente produciran la rpida
variacin de la temperatura de entrada a la unidad criognica, propiciando el enfriamiento excesivo de
las corrientes de proceso y consecuentemente la desestabilizacin de la operacin. Por tal motivo
resulta necesario controlar la temperatura de descarga de los aeroenfriadores mencionados. En tales
circunstancias la experiencia ha indicado que el empleo de persianas no provee la velocidad de
respuesta adecuada, siendo necesario el empleo de variadores de velocidad en los motores de los
ventiladores.
Pgina 8 de 12
En el mismo sentido, con el fin de asegurar la estabilidad del proceso, se recomienda que la
temperatura del separador fro se encuentre alejada como mnimo 5-6C por encima del punto de
licuefaccin total.
Contenido de dixido de carbono en la alimentacin
La necesidad de la instalacin de una unidad de remocin de dixido de carbono aguas arriba de una
unidad criognica estar regida por dos factores:
Concentracin mxima admitida en el gas residual: esto es especialmente trascendente cuando el
gas residual se destina a la venta. Concentraciones mximas de 2 % molar son comunes en distintas
legislaciones. Para este caso, y asumiendo que se desea recuperar propano y superiores, un gas de
alimentacin de concentracin 2 % molar, producir en general un gas residual de concentracin
mayor al 2 % molar de dixido de carbono por efecto de la concentracin sufrida como
consecuencia de la eliminacin de los componentes pesados.
Tolerancia de la tecnologa de turboexpansin al dixido de carbono: el problema que presenta el
dixido de carbono es la posibilidad de congelamiento. Por ende, una medida de la tolerancia al
mismo estar dada por la diferencia entre la temperatura operativa y la temperatura de
solidificacin a la presin de operacin. Para una concentracin de dixido de carbono dada,
conforme la presin de operacin aumenta, aumenta tambin la temperatura de solidificacin. Las
corrientes ms fras de la planta debern ser objeto de esta evaluacin. Corrientes de alimentacin
con un contenido de dixido de carbono superior al 1.5 % molar, pueden presentar problemas de
congelamiento.
Flexibilidad Operativa
La flexibilidad operativa es la capacidad que tiene un proceso de acomodarse a condiciones de proceso
cambiantes, por ejemplo en la alimentacin. La evaluacin objetiva de esta caracterstica debera
realizarse sobre la base de composiciones y/o condiciones de alimentacin definidas para tal fin
(comnmente denominadas condiciones de alimentacin off-spec).
Finalmente, sobre la base de los resultados del anlisis econmico llevado a cabo y de la consideracin
de las caractersticas de operabilidad mencionadas, deber procederse a la seleccin de la tecnologa a
adoptar.
Optimizacin del Proceso
Una vez identificada la tecnologa a implementar y con el objeto de hallar un punto de operacin
ptimo, ser conveniente someter al balance de materia y energa obtenido en la etapa anterior a una
fase de revisin y crtica.
Para ello resultar oportuno realizar una serie de estudios de sensibilidad, a los efectos de evaluar la
evolucin cuantitativa de la recuperacin de lquidos y consumos energticos, frente a modificaciones
moderadas en las condiciones de proceso.
Pgina 9 de 12
Presin de entrada
Conforme se incremente la presin de entrada, para una dada presin de operacin de la columna
demetanizadora (o deetanizadora, segn corresponda), se tendr mayor recuperacin como resultado de
las menores temperaturas alcanzadas en el proceso.
Sin embargo, las menores temperaturas alcanzadas pueden producir efectos negativos como son:
sobrecondensacin del componente liviano que se desea rechazar por cabeza (que se traducir en el
aumento de los requerimientos de fraccionamiento para esta) y acercamiento al punto de solidificacin
de dixido de carbono.
En general, el lmite superior para el aumento de presin de entrada estar determinado por la
evaluacin econmica de las instalaciones de alta presin y/o por los objetivos de explotacin del
reservorio.
Cabe destacar que el aumento de la presin de entrada producir el incremento de los costos de los
equipos de proceso. A mayor recuperacin de lquidos, mayores sern los volmenes requeridos para
los equipos de proceso, adems del posible aumento de la presin de diseo mecnico de los mismos.
Presin de la columna demetanizadora (o deetanizadora)
Para una dada presin de entrada, conforme se opere la columna demetanizadora (o deetanizadora,
segn corresponda) a menor presin, se tendr mayor recuperacin de lquidos dadas las menores
temperaturas alcanzadas en el proceso y el aumento de las volatilidades relativas de los componentes.
Adems de la posibilidad que se presenten las consecuencias negativas mencionadas en el tem anterior
(como resultado de las bajas temperaturas alcanzadas), conforme disminuye la presin de operacin de
esta columna, aumenta la potencia de recompresin. Ser conveniente en general establecer presiones
de evaluacin que tengan relacin con el escalonamiento de potencias nominales de los impulsores de
los compresores.
El lmite superior para la presin de operacin de esta columna es la presin crtica del producto de
fondo. La columna deber operar por debajo de esta presin a fin de posibilitar la coexistencia de las
fases lquido y vapor que permitan efectuar la separacin deseada.
Eficiencia del conjunto expansor compresor booster
En esta etapa, a diferencia de la anterior en la cual se fijaron arbitrariamente valores de eficiencias para
el expansor, compresor booster y acople de ambos, es conveniente dirigir la consulta a proveedores de
estos equipos, a fin de obtener eficiencias realistas para las condiciones particulares.
Adems, comnmente constituye un requerimiento para el diseo el mnimo caudal a procesar por las
instalaciones (turn-down). Generalmente el turboexpansor es el equipo que condiciona dicha capacidad
mnima, nuevamente, el proveedor del equipo en cuestin deber ser quien proporcione esta
informacin.
Enfriamiento Post Compresor Booster
Cuando el compresor booster se emplea para recomprimir el gas residual, deber evaluarse la necesidad
de instalar un aeroenfriador inmediatamente aguas abajo de l. Toda vez que la temperatura de
Pgina 10 de 12
descarga del compresor booster no penalice los requerimientos energticos o el correcto
funcionamiento de la unidad de recompresin del gas residual, dicho enfriamiento podr ser evitado.
En cambio, para los casos en los cuales el compresor booster se emplea para la compresin de gas de
entrada, el post-enfriamiento se torna indispensable a fin de remover el calor de compresin.
Existen sin embargo, otras variables, dependientes de la tecnologa particular, que deberan estudiarse a
fin de proveer un punto de operacin ptimo.
Como ejemplo considrese una corriente fra de gas residual cediendo calor en dos intercambiadores
diferentes, podra ser conveniente analizar como reacciona el sistema frente a un reparto
moderadamente distinto.
Otro ejemplo lo constituye la bifurcacin de lneas principales, en general el porcentaje de reparto
admite cierta optimizacin.
En el mismo sentido, cuando se trata de recuperacin de etano y superiores, la distribucin de calor en
los distintos reboilers de la columna demetanizadora es un punto pasible de ser optimizado.
No obstante todo lo dicho, debe recordarse que la optimizacin del proceso no solo radica en la
optimizacin de la unidad criognica y/o minimizacin del requerimiento de potencia de recompresin.
Otras unidades como las de: remocin de mercurio (si la hubiere), deshidratacin, fraccionamiento y
almacenamiento, constituyen una parte importante del costo de capital total del proyecto.
Unidad de Remocin de Mercurio
La presencia de mercurio en el gas de entrada puede tornar necesaria la instalacin de una unidad de
remocin de mercurio. Como se mencion oportunamente, desde el punto de vista de la recuperacin
energtica, resulta favorable el empleo de intercambiadores de placas de aluminio. Estos equipos son
atacados por el mercurio, por tal motivo resulta necesario reducir el contenido de mercurio a un nivel
apropiado.
Distintas son las tecnologas que pueden emplearse, es comn la adsorcin sobre un lecho slido. Este
tipo de proceso exige que el gas a tratar se encuentre de 3 a 5 C por encima de su punto de roco, a fin
de evitar la presencia de lquidos (agua o hidrocarburos), motivo por el cual comnmente se prev
cierto calentamiento a la entrada de esta unidad.
La configuracin particular (un solo lecho o dos lechos en lead-lag), depender del caudal de gas y la
concentracin de mercurio a la entrada de la unidad.
Para el caso de emplear una tecnologa no regenerativa, y en funcin de la legislacin ambiental
correspondiente, deber prestarse especial atencin a la disposicin del residuo slido una vez saturado
en mercurio.
Unidad de Deshidratacin
Como consecuencia de las bajas temperaturas alcanzadas en el proceso, y a los efectos de evitar la
formacin de hidratos, el contenido mximo de agua en el gas de entrada a la unidad criognica no
Pgina 11 de 12
deber ser superior a 0.1 ppm. Este requerimiento puede satisfacerse mediante la instalacin de una
unidad de deshidratacin por adsorcin sobre tamices moleculares.
Si bien los detalles de diseo de esta unidad exceden el objetivo de este trabajo, es dable destacar que
el tamiz molecular empleado, los tiempos y cantidad de lechos en operacin y regeneracin, el tipo de
ciclo de regeneracin, la fuente de fluido de regeneracin y la fuente de calor para la regeneracin son
variables que deben ser objetos de anlisis para las condiciones particulares a fin de optimizar la
operacin del sistema.
Otro aspecto que debe ser destacado es que para el caso de emplear intercambiadores de placas de
aluminio, debern evitarse picos de temperaturas a la salida de la unidad de deshidratacin. Las
tensiones mximas admisibles del aluminio caen marcadamente a partir de los 60 C (valor comn de
paro de planta cuando este tipo de intercambiadores es usado). Si bien existe la posibilidad de someter
a los materiales empleados para esta clase de intercambiadores a tratamientos metalrgicos que
aumentan su resistencia a la temperatura, debe tenerse en cuenta que ellos adems pueden fallar por
fatiga trmica, razn por la cual se aconseja acotar la variabilidad de las temperaturas.
Fraccionamiento
Se conoce con este nombre a la unidad alimentada por los lquidos recuperados en la unidad criognica,
y cuya funcin es la de separar dicha corriente en los productos lquidos especificados. Diversas son las
posibilidades de fraccionamiento y ellas dependern de los requerimientos del mercado al cual estn
dirigidos los productos.
A ttulo de ejemplo, considrese un proceso de recuperacin de etano y superiores. Para este caso los
productos lquidos podran ser: etano, propano, butano y gasolina. La secuencia de fraccionamiento
empleada en este caso es comnmente la directa, esto es: el producto de fondo de cada columna
alimenta la columna siguiente.
Las presiones de operacin de estas columnas estarn determinadas por la posibilidad de condensacin.
En general se requerir un circuito de refrigeracin con propano para la condensacin de la columna
deetanizadora, en tanto que para la condensacin en las columnas depropanizadora y debutanizadora
ser suficiente el empleo de aire ambiente.
En la referencia (1) pueden encontrarse parmetros de operacin tpicos. No obstante ello, es
importante destacar que en funcin de los valores relativos de los productos y de sus especificaciones,
convendr en general variar las condiciones de proceso de manera tal de proveer una separacin que
permita maximizar el caudal del producto de mayor inters.
Almacenamiento
El almacenamiento de productos lquidos constituye una importante parte del costo de capital del
proyecto, y por lo tanto merece ser estudiado con detenimiento.
El tipo de almacenamiento (a presin no refrigerado, a presin refrigerado o atmosfrico refrigerado)
depender de las condiciones ambientales del sitio, de la volatilidad del lquido a almacenar, del caudal
de produccin del mismo y de la capacidad de almacenamiento requerida.
Pgina 12 de 12
En general resultar conveniente realizar un estudio de evaluacin econmica que contemple no solo el
costo de capital de las instalaciones (tanques, circuitos de refrigeracin y sistemas de seguridad contra
incendios) sino tambin el costo operativo de dichas instalaciones (como es el caso de los circuitos de
refrigeracin).
No obstante lo dicho, en la referencia (1) puede encontrarse un grfico que propone una gua de
decisin para el almacenamiento de propano en funcin del caudal de produccin y capacidad deseada.
Conclusin
Este trabajo tiene la finalidad de presentar un mtodo de comparacin de tecnologas basado en el
anlisis de diferencias, proporcionando valores de referencia vlidos para la ejecucin del estudio. Se
mencionan adems los criterios que convienen ser definidos con el objeto de efectuar la comparacin
de los diseos en forma objetiva y simple. Asimismo, se proveyeron guas para la optimizacin del
proceso seleccionado y de unidades relacionadas.
Si bien el campo de tecnologas de plantas de turboexpansin disponibles en el mercado es muy
extenso, el mtodo aqu presentado permite conocer y/o analizar los parmetros ms importantes a
considerar a la hora de seleccionar la tecnologa y el punto de operacin ptimo ms acorde a las
oportunidades que brinde el mercado.
Referencias
1. GPSA Engineering Data Book, Eleventh Edition.
2. A.J.Finn, Design, equipment changes make possible high propane recovery, Oil and Gas Journal
Jan 3, 2000.
3. R.J.Lee, Flexibility, efficiency to characterize gas-processing technologies, Oil & Gas Journal
Dec 13, 1999.
4. L.J.Harwell, Upgrade gives new life to old gas plant, Oil and Gas Journal Nov 22, 1999.
5. K.A.Pennybaker, S.E.Wolverton, S.W.Chafin, T.R.Ruddy, C.W.Pritchard, A comparative study of
ethane recovery process, GPA 2000.
6. R. Bret Rhinesmith, B.L.Lee, A technical and economic analysis of turboexpander efficiencies on
liquids recoveries for cryogenic gas plants, GPA 2000.
7. J.T.Lynch, R.N.Pitman, Practical troubleshooting techniques for cryogenic gas plants, GPA 2000.
8. A.J.Finn, T.R.Tomlinson, G.L.Johnson, Modern process designs for very high NGL recovery,
GPA 1999.
9. A.H.Baldonedo H., Maximizing NGL Recovery by Refrigeration Optimization, GPA 1999.
10. B.W.Batson, Cryogenic expander/ recompressor control for maximizing liquids production, GPA
1999.
11. Y.R.Mehra, T.K.Gaskin, Cryogenic or absorption? When to use which for processing natural gas,
Gas Talk AET webpage.
Anda mungkin juga menyukai
- Formulario de ReactoresDokumen8 halamanFormulario de ReactoresRilber Padilla MorenoBelum ada peringkat
- Comprender A Marshall McLuhanDokumen46 halamanComprender A Marshall McLuhanJosé AldayBelum ada peringkat
- Tabla Periodica Con Numeros de OxidacionDokumen2 halamanTabla Periodica Con Numeros de OxidacionJose Antonio Rico Espino100% (1)
- REACTOR TUBULAR (De Flujo Pistón)Dokumen23 halamanREACTOR TUBULAR (De Flujo Pistón)Marcela Quevedo83% (6)
- Aspen Plus® Software de Simulación de ProcesosDokumen8 halamanAspen Plus® Software de Simulación de ProcesosJulio Chambi ApazaBelum ada peringkat
- Sistema de AlivioDokumen16 halamanSistema de AlivioMiguel B. LlanosBelum ada peringkat
- Endulzamiento de Gas NaturalDokumen129 halamanEndulzamiento de Gas NaturalOsvaldo Llave Soliz100% (1)
- PresentDokumen40 halamanPresentRilber Padilla MorenoBelum ada peringkat
- Informe Tec. Tito PabonDokumen23 halamanInforme Tec. Tito Pabonana kmeloBelum ada peringkat
- Desarrollo Farma Equipo 2 IncompatibilidadesDokumen65 halamanDesarrollo Farma Equipo 2 IncompatibilidadesDenisse GoVeBelum ada peringkat
- Tesis ActualizadaDokumen64 halamanTesis ActualizadahhhhhhhhhBelum ada peringkat
- Cuadro Comparativo Del Proceso Del MetanolDokumen52 halamanCuadro Comparativo Del Proceso Del MetanolJenny Tarazona Garcia0% (2)
- NTC 3459 - Agua para La Elaboración de ConcretoDokumen7 halamanNTC 3459 - Agua para La Elaboración de ConcretoVIVIANA MARCELA TRILLOS QUINTEROBelum ada peringkat
- Cielo Raso InformeDokumen9 halamanCielo Raso InformeCésar BolivarBelum ada peringkat
- Yacimiento Tipo IOCGDokumen24 halamanYacimiento Tipo IOCGMaribel Gatita PererozaBelum ada peringkat
- Produccion 1Dokumen3 halamanProduccion 1Angel Gabriel CruzBelum ada peringkat
- Como Hacer Tu Propio FosilDokumen3 halamanComo Hacer Tu Propio FosillizkarinBelum ada peringkat
- NMX 402Dokumen5 halamanNMX 402Angel PecinaBelum ada peringkat
- Ecuación de ScherrerDokumen7 halamanEcuación de Scherrerrobert brayan fernandezBelum ada peringkat
- Influence of Seawater On The Degree of Entrainment - En.esDokumen13 halamanInfluence of Seawater On The Degree of Entrainment - En.essnoopyzzzBelum ada peringkat
- Solidos y QuimicaDokumen22 halamanSolidos y QuimicaJuan Carlos G HBelum ada peringkat
- INFORME 7 Diversidad de La VidaDokumen16 halamanINFORME 7 Diversidad de La Vidaluis199555Belum ada peringkat
- Diseño SifonDokumen45 halamanDiseño SifonJorge AnthonyBelum ada peringkat
- Informe Final Pastas DentalesDokumen7 halamanInforme Final Pastas Dentales4606115502100% (1)
- Artículo Bio y NecropulpectomíaDokumen6 halamanArtículo Bio y Necropulpectomíaclaudia-herrera-9927Belum ada peringkat
- Unidad 7.1. Velocidad de ReacciónDokumen7 halamanUnidad 7.1. Velocidad de ReacciónFRANCISCO ALEJANDRO CULMA GONZALEZBelum ada peringkat
- Formulacion de AgaresDokumen12 halamanFormulacion de AgaresAntonello LedezmaBelum ada peringkat
- Tratamiento Del Gas NaturalDokumen9 halamanTratamiento Del Gas NaturalMiguel MarquinaBelum ada peringkat
- CATALOGO SpinKlin 2022 (ESPAÑOL)Dokumen7 halamanCATALOGO SpinKlin 2022 (ESPAÑOL)Jose Leonardo Romo CalocaBelum ada peringkat
- Manual Química II Interciclo 2018Dokumen28 halamanManual Química II Interciclo 2018clavelyBelum ada peringkat
- Motor StirlingDokumen2 halamanMotor StirlingTaty FreireBelum ada peringkat
- Diseño de platos perforados para columnas de destilaciónDokumen2 halamanDiseño de platos perforados para columnas de destilaciónRt JimBelum ada peringkat
- Mod III-Unidad II-Mezcla de Aire-Vapor-Termodinámica IIDokumen25 halamanMod III-Unidad II-Mezcla de Aire-Vapor-Termodinámica IIjose peñalbaBelum ada peringkat
- Reparacion de Bombas de GlicolDokumen34 halamanReparacion de Bombas de GlicolJulioAndresVaskzIguaranBelum ada peringkat
- Camara Rompe Presion Tipo 7Dokumen7 halamanCamara Rompe Presion Tipo 7Rony Felices LicapaBelum ada peringkat
- Ciclo de Boro.Dokumen2 halamanCiclo de Boro.Sergio Guerra75% (4)
- Dark WatersDokumen5 halamanDark Watersreyli.acosta.reyesBelum ada peringkat
- Tesis de Laminados en FrioDokumen13 halamanTesis de Laminados en FrioAdal ContrerasBelum ada peringkat