Anda mungkin juga menyukai
- Plan de Charla de HigieneDokumen9 halamanPlan de Charla de HigieneJose Antonio Ureta TrujilloBelum ada peringkat
- Geopresiones: métodos para calcular presiones de sobrecarga, poro y fracturaDokumen31 halamanGeopresiones: métodos para calcular presiones de sobrecarga, poro y fracturaTony Carranza100% (1)
- Análisis Planta Procesadora de Pulpos y Calamares Descripción de ProcesosDokumen27 halamanAnálisis Planta Procesadora de Pulpos y Calamares Descripción de ProcesosPablo75% (4)
- Conexiones Domiciliarias de Agua PotableDokumen15 halamanConexiones Domiciliarias de Agua PotableAnonymous ZSBvszNBelum ada peringkat
- Rotura y Reposición de Pavimentos y VeredasDokumen9 halamanRotura y Reposición de Pavimentos y VeredasAnonymous ZSBvszNBelum ada peringkat
- Adm PúblicaDokumen26 halamanAdm PúblicaAnonymous ZSBvszNBelum ada peringkat
- Estructuras de AceroDokumen6 halamanEstructuras de AceroAnonymous ZSBvszNBelum ada peringkat
- Profo La FlridaDokumen1 halamanProfo La FlridaAnonymous ZSBvszNBelum ada peringkat
- 06 Especificaciones Seguridad y Salud Florida Listo 1Dokumen3 halaman06 Especificaciones Seguridad y Salud Florida Listo 1Anonymous ZSBvszNBelum ada peringkat
- Indices Unificados Marzo 2017Dokumen2 halamanIndices Unificados Marzo 2017velasquezuncBelum ada peringkat
- BI2385F6 - MaderaDokumen5 halamanBI2385F6 - MaderaAnonymous ZSBvszNBelum ada peringkat
- Compuertas y MecanismosDokumen7 halamanCompuertas y MecanismosAnonymous ZSBvszNBelum ada peringkat
- Bases ForSur ParacasDokumen36 halamanBases ForSur ParacasAnonymous ZSBvszNBelum ada peringkat
- 09 Especificaciones Tecnicas Capacitacion Florida Listo 2Dokumen2 halaman09 Especificaciones Tecnicas Capacitacion Florida Listo 2Anonymous ZSBvszNBelum ada peringkat
- Bandeja Acero InoxDokumen2 halamanBandeja Acero InoxAnonymous ZSBvszNBelum ada peringkat
- Resumen de Valorización N° 23Dokumen4 halamanResumen de Valorización N° 23Anonymous ZSBvszNBelum ada peringkat
- 01.00 Parque Pakamuros Memoria - DescriptivaDokumen25 halaman01.00 Parque Pakamuros Memoria - DescriptivaAnonymous ZSBvszNBelum ada peringkat
- Calculos Tasa de Crecimiento y Caudales 2017Dokumen3 halamanCalculos Tasa de Crecimiento y Caudales 2017Anonymous ZSBvszNBelum ada peringkat
- Cotizacion EquiposDokumen9 halamanCotizacion EquiposAnonymous ZSBvszNBelum ada peringkat
- Presupuesto de Obra Ie CaracuchoDokumen4 halamanPresupuesto de Obra Ie CaracuchoAnonymous ZSBvszNBelum ada peringkat
- Presupuesto-MOBILIARIO CARACUCHODokumen46 halamanPresupuesto-MOBILIARIO CARACUCHOAnonymous ZSBvszNBelum ada peringkat
- Terminos de Referencia ActualizadosDokumen31 halamanTerminos de Referencia ActualizadosAnonymous ZSBvszNBelum ada peringkat
- 002-Registro de Charla de SeguridadDokumen1 halaman002-Registro de Charla de SeguridadAnonymous ZSBvszNBelum ada peringkat
- Detalle de Señal Preventiva2Dokumen1 halamanDetalle de Señal Preventiva2Anonymous ZSBvszNBelum ada peringkat
- Analitico OtocaDokumen1 halamanAnalitico OtocaAnonymous ZSBvszNBelum ada peringkat
- 002-Registro de Charla de SeguridadDokumen1 halaman002-Registro de Charla de SeguridadAnonymous ZSBvszNBelum ada peringkat
- Presupuesto Mantto PeriódicoDokumen1 halamanPresupuesto Mantto PeriódicoAnonymous ZSBvszNBelum ada peringkat
- Analitico OtocaDokumen1 halamanAnalitico OtocaAnonymous ZSBvszNBelum ada peringkat
- Proforma 1 PitipoDokumen1 halamanProforma 1 PitipoAnonymous ZSBvszNBelum ada peringkat
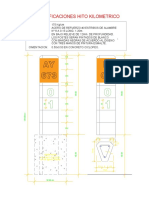
- Hitos Kilometricos-OtocaDokumen1 halamanHitos Kilometricos-OtocaAnonymous ZSBvszNBelum ada peringkat
- Analitico OtocaDokumen1 halamanAnalitico OtocaAnonymous ZSBvszNBelum ada peringkat
- Metrados de Vereda - FinalDokumen20 halamanMetrados de Vereda - FinalAnonymous ZSBvszNBelum ada peringkat
- INFORME2VMDokumen5 halamanINFORME2VMAnonymous ZSBvszNBelum ada peringkat
- Guayaba - PDF 2Dokumen80 halamanGuayaba - PDF 2Oscar VelardeBelum ada peringkat
- Bases Profilácticas. Prepoaratoria Regional Enriuque CabreraDokumen9 halamanBases Profilácticas. Prepoaratoria Regional Enriuque CabreraMiguel Uriel Méndez MonterrosasBelum ada peringkat
- LumenDokumen386 halamanLumenIrving Miranda AsakuraBelum ada peringkat
- 1.proceso de La DetergenciaDokumen15 halaman1.proceso de La DetergenciaernestoBelum ada peringkat
- Efecto pirita lixiviación calcopiritaDokumen12 halamanEfecto pirita lixiviación calcopiritaJose Antonio RosasBelum ada peringkat
- Pesos Especificos Cuerpos A GranelDokumen4 halamanPesos Especificos Cuerpos A GranelElvis CastroBelum ada peringkat
- Taller Evaluativo (Historia de La Química)Dokumen4 halamanTaller Evaluativo (Historia de La Química)dtconcha33Belum ada peringkat
- Obras de captación y potabilización de agua en OaxacaDokumen4 halamanObras de captación y potabilización de agua en OaxacaDiana SalazarBelum ada peringkat
- La Importancia Del AguaDokumen5 halamanLa Importancia Del AguaJenny Bucarey Gonzalez100% (1)
- DDT: Propiedades, destino ambiental y toxicidadDokumen2 halamanDDT: Propiedades, destino ambiental y toxicidadNazhelly GonzagaBelum ada peringkat
- Reacción Con HaloácidosDokumen2 halamanReacción Con HaloácidosRuben FonsecaBelum ada peringkat
- 268 1239 1 PBDokumen10 halaman268 1239 1 PBmiguel211270Belum ada peringkat
- Semana N3 2023 ADokumen7 halamanSemana N3 2023 AHUAMÁN PINTADO HAROLD DANIELBelum ada peringkat
- Conductividad térmica plastoformoDokumen30 halamanConductividad térmica plastoformoArturo OrtizBelum ada peringkat
- Ingeniería RomanaDokumen3 halamanIngeniería RomanaRomán Cedeño PrimeraBelum ada peringkat
- TroubleshootingDokumen8 halamanTroubleshootingjulio barrazaBelum ada peringkat
- Lacteos Marco TeoricoDokumen2 halamanLacteos Marco TeoricoCristopher AguaizaBelum ada peringkat
- Determinación de contaminación orgánica en arenasDokumen13 halamanDeterminación de contaminación orgánica en arenasBladi0% (1)
- Inspección Por Corrientes ParasitasDokumen13 halamanInspección Por Corrientes ParasitasLuis CossBelum ada peringkat
- Parcial #3RDokumen2 halamanParcial #3RBenigno Vargas G.Belum ada peringkat
- Minerales en rocasDokumen7 halamanMinerales en rocasYohany CarmonaBelum ada peringkat
- Epidemiologia Actividad 2-Estudio de CasoDokumen19 halamanEpidemiologia Actividad 2-Estudio de CasoAnder Alvarado100% (1)
- Curriculum Vite Alejandro Gil-Villegas MontielDokumen17 halamanCurriculum Vite Alejandro Gil-Villegas MontielchapadanyBelum ada peringkat
- Isos Aceite EsencialDokumen6 halamanIsos Aceite Esencialdeliavane100% (1)
- For-Cas-01 Check List de Arnés de SeguridadDokumen2 halamanFor-Cas-01 Check List de Arnés de SeguridadAlejandro Arturo Prieto SchampkeBelum ada peringkat
- SDS - Peróxido 40%Dokumen5 halamanSDS - Peróxido 40%Romina MBelum ada peringkat
- Disoluciones amortiguadorasDokumen15 halamanDisoluciones amortiguadorasLourdes LuqueBelum ada peringkat