Informe Dto - Tapesa
Diunggah oleh
Jhonny Gonsalez0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
50 tayangan49 halamanJudul Asli
Informe Dto- Tapesa
Hak Cipta
© © All Rights Reserved
Format Tersedia
DOCX, PDF, TXT atau baca online dari Scribd
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online dari Scribd
0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
50 tayangan49 halamanInforme Dto - Tapesa
Diunggah oleh
Jhonny GonsalezHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai DOCX, PDF, TXT atau baca online dari Scribd
Anda di halaman 1dari 49
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 1
INTRODUCCIN.
El inters que nos lleva a realizar este trabajo de investigacin, es plasmar lo aprendido. Y realizar
el plan de produccin de la empresa Tableros Peruanos S.A. (TAPESA) utilizando los diversos
mtodos de pronsticos y las estrategias de planeacin agregada. Esto como un intento por reducir
la incertidumbre y respaldar la toma de decisiones es algo ms que la intuicin de los empresarios.
Con el objetivo de tener una visin clara de la produccin minimizando los costos y maximizando la
rentabilidad.
A travs del tiempo se ha estudiado ampliamente las razones del porqu la produccin en serie de un
producto determinado tiene mucha incidencia en los costos y sus implicancias en las utilidades de
una empresa.
Este estudio trata de la produccin de la empresa Tableros Peruanos S. A. la misma que con el
trascurrir de los aos ha tenido varias formas de manifestarse hasta llegar al rendimiento cada vez
ms ptimo.
En este trabajo final del curso de Gestin Tctica de Operaciones, analizaremos las diferentes
variables del porque un mtodo es mejor que otro, tomando en cuenta las variables como personal
requerido, costos de inventario, horas extras, etc.
Los anlisis de la demanda en periodos sacados por promedios y a travs de ellos una seria
programacin para cumplir con las cantidades demandas y nuestro proyecto de aumento de la
produccin basado en el crecimiento sostenido del pas en los sectores que son inherentes a nuestra
empresa, no son sino, otra cosa que un estudio serio y programado de manera que se puedan
cumplir sin tener que bajar la calidad del producto, teniendo en cuenta que los costos si se pueden
reducir sin causar perjuicio alguno a nuestros clientes y/o consumidores finales.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 2
RESUMEN
En el siguiente informe de investigacin, del curso de direccin tctica de operaciones se utilizaron
los diversos mtodos de pronsticos tales como: pronstico mvil simple, pronstico mvil ponderado,
suavizado exponencial, regresin lineal, regresin con series de tiempo. Y las estrategias puras de
planeacin agregada. Estrategia de persecucin, estrategia de nivelacin, y estrategias mixtas.
Los mtodos utilizados para el plan de produccin fueron pronsticos de regresin lineal y las
estrategias puras dando los resultados presentados.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 3
NDICE.
INTRODUCCIN.
RESUMEN
NDICE.
1. DATOS GENERALES.
1.1. Informacin del Sector Industrial.
1.1.1. Referencias generales donde se desenvuelve la Empresa.
1.1.1.1 Misin de la empresa
1.1.1.2 Visin de la empresa
1.1.1.3 Anlisis FODA de la empresa
1.1.2. Entorno
1.1.2.1. Principales competidores.
1.1.2.2. Principales Proveedores.
1.1.2.3. Mercado
1.1.2.4. Clientes
1.1.2.5. Entorno econmico (ndices estadsticos).
1.2. Descripcin General de la Empresa.
1.2.1. Breve descripcin general de la Empresa.
1.2.2. Organizacin de la Empresa (Organigrama).
1.2.3. Descripcin del rea donde realiz el trabajo de aplicacin.
1.3. Proceso Productivo
1.3.1. Principales productos o servicios. (ndices de Produccin).
1.3.2. Materia prima que utiliza, (ndices de consumo).
1.3.3. Diagrama de Flujo productivo de la Empresa.
2. TAREA ACADEMICA: DESARROLLO DEL TRABAJO DE INVESTIGACION
- Marco Referencial
o Marco Terico.
o Antecedentes.
Definicin del problema a investigar.
Objetivos: General / Especficos.
Desarrollo
Resultados y Anlisis.
Conclusiones.
Recomendaciones
Referencias Bibliogrficas.
Anexos.
Video
PPT
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 4
1. DATOS GENERALES.
Nombre de Empresa: TABLEROS PERUANOS S.A
Nombre Comercial: TABLEROS PERUANOS S.A.
N RUC: 20165544995
Fecha de Fundacin: 31/08/1976
Tipo de Sociedad: SOCIEDAD ANONIMA
Estado de la Empresa: ACTIVO
Sector econmico de desempeo: FABRICACION DE HOJAS DE MADERA
CIIU 20211
Marca De Actividad Comercio Exterior: IMPORTADOR/EXPORTADOR
Direccin Principal: CAR. CARRETERA INDUSTRIAL #KM 8 Referencia de ubicacin
COOPERATIVA LAREDO Poblacin LA LIBERTAD / TRUJILLO / LAREDO
Fax: 435025
Telfonos 435920 /435023 / 435941 /435025
Perfil de Tableros Peruanos S.A.: Empadronada en el Registro Nacional de Proveedores
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 5
1.1 Informacin del Sector Industrial.
1.1.1 Referencias generales donde se desenvuelve la Empresa.
Tableros Peruanos S.A. (TAPESA) es la nica empresa peruana que desde hace ms de treinta
aos est dedicada a la fabricacin de tableros aglomerados. Su planta ubicada en el departamento
la Libertad, ciudad de Trujillo, con casi 9 hectreas de extensin y rodeada de grandes caaverales
que marcan el contraste de lo natural en su encuentro con la alta tecnologa.
Fue fundada en julio de 1973 por iniciativa de un grupo de Cooperativas Agrarias Azucareras, con la
finalidad de dar valor agregado al bagazo de caa de azcar, subproducto de su actividad principal;
utilizndolo para la produccin de tableros aglomerados de partculas. El soporte tecnolgico e
implementacin de la planta estuvo bajo la direccin de tcnicos alemanes, la planta principal fue
suministrada por la empresa Siempelkamp - Alemania. Su infraestructura productiva tiene capacidad
de producir tableros aglomerados de partculas en una gama de espesores que van desde 4 mm.
hasta 45 mm; se mont en su actual locacin, en Campo Primavera, Laredo, Trujillo.
Es as que en 1976 nace formalmente la marca MADERBA, con la cual Tableros Peruanos S.A. ha
posicionado sus productos a travs del tiempo.
En la actualidad ha logrado un fuerte posicionamiento en el mercado de sus productos bajo la marca
MADERBA, la Corporacin Gloria posee un 87% de participacin, el cual se constituye como el
principal accionista.
En agosto de 2006 se adquiri Tableros Peruanos S.A. TAPESA, a travs de su subsidiaria Fondo
de Inversin Diversificada S.A., obteniendo tanto la mayora accionaria como el control de la junta de
acreedores. TAPESA se dedica a la fabricacin de tableros usando bagazo de caa de azcar y
madera de pino aglomerados con resina. TAPESA es la nica empresa nacional dedicada a la
fabricacin de tableros aglomerados, compitiendo con productos importados principalmente de Chile
y Ecuador.
Actualmente la empresa se encuentra casi al 78% de su capacidad productiva, siendo por lnea como
sigue: la Unidad productiva 1 se encuentra 75% de su produccin, la Unidad Productiva 2 en un 87%
y la Unidad productiva 3 en un 71% de su capacidad, as mismo nos encontramos liderando el
mercado en aglomerados de Crudo (38%) y Melamnico con menor participacin (13%), sin embargo
la fortaleza y reconocimiento de la marca es una de sus principales fortalezas.
Los tableros aglomerados MADERBA, son realizados gracias al esfuerzo de sus colaboradores
encargados de su fabricacin, gozan de gran reconocimiento en el mercado peruano y del extranjero,
as como tambin se posee certificados de calidad ISO-9001. Identificndose en el mercado como El
aglomerado del Per
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 6
1.1.1.1 Misin de la empresa
Crear una marca confiable; un valor agregado basado en la innovacin y rentabilidad para nuestros
accionistas, clientes y sociedad a travs del compromiso y trabajo en equipo de nuestros
colaboradores.
Anticiparse a las necesidades del mercado desarrollando elevados estndares de calidad de nuestros
productos y servicio al cliente; asegurando el desarrollo sostenible del negocio y generando una mejor
calidad de vida para las generaciones actuales y futuras. Basado en respeto a los valores humanos y
liderazgo personal de cada uno de los trabajadores.
1.1.1.2 Visin de la empresa
Ser reconocidos en un plazo de 5 aos como la empresa lder a nivel Mundial en la produccin y
comercializacin de tableros aglomerados de madera, logrando ser la mejor alternativa para nuestros
clientes y creando valor econmico dentro de los principios de tica y responsabilidad social y
ambiental, generando la mayor rentabilidad de la industria. Para conquistar la preferencia de los
clientes siendo el aliado ms confiable e innovador.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 7
1.1.1.3 Anlisis FODA de la empresa
ANLISIS FODA:
FORTALEZAS OPORTUNIDADES
Calidad de producto.
Posicionamiento de marca.
Precio competitivo en el mercado.
Experiencia en el sector (Fabricacin de
aglomerados).
Satisfaccin de clientes.
Atencin de clientes.
Fidelidad de clientes.
Innovacin de productos
(Diversificacin).
nica empresa a nivel nacional.
Charlas tcnicas (Capacitacin
intensiva).
Control de Inventario.
Financiamiento por bancos (Respaldo
Grupo Gloria).
Sistema de Gestin de Calidad.
Materia prima alternativa(Tallo de
algodones, rama de rboles).
Economa del pas.
Convenios con empresas del Grupo
Gloria(Compra de urea
corporativa).
Inversiones nuevas.
Campaa CMPRALE AL PERU.
MODA(Tendencia actual).
Convenios empresariales (INRENA y
PRONAMACH).
Nivel Tecnolgico.
Incorporacin de nuevos diseos.
Medios de comunicacin.
Tratado de Libre Comercio.
AMENAZAS DEBILIDADES
Leyes Arancelarias (Arancel 0 - TLC de
Chile y Ecuador).
Variacin del tipo de cambio.
Cambio de gobierno (INRENA).
Tolerancia 0 (Transporte).
Falta de cultura forestal (Proveedor
Informal).
Crecimiento de la oferta de nuevos
productos sustitutos.
Incremento de precio materia prima /
Escasez.
Nuevo producto de la competencia.
Condiciones climticas.
Ingreso de aglomerados importados con
precios agresivos.
Materia prima (Abastecimiento).
Maquinaria antigua.
Alto costo de materia prima.
Poder de negociacin de proveedores.
Sindicato.
Stock por estacionalidad.
Alto grado de inversin necesaria.
Falta de diversificacin de nuevos
productos por falta de capital de trabajo.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 8
FORTALEZA
DEBLIDADES
OPORTUNIDADES
Estrategia FO
Incrementar las ventas
difundiendo la calidad del
producto.
Incorporar nuestros productos
con nuevos diseos que nos
permita ir al a par con la
tendencia de la moda.
Aprovechar el respaldo del
Grupo de Gloria para seguir
posesionndose en el mercado.
Eliminar intermediarios.
Compra de maquinaria nueva
para mejorar la calidad de los
aglomerados.
Estrategia DO
Utilizar materia prima alternativa.
Lograr el financiamiento bancario
para invertir en nuevos equipos.
Implementar una nueva lnea de
produccin que te permita atender
y satisfacer la demanda para
amplia mi participacin del
mercado.
Reforzar la campaa CMPRALE
AL PERU.
Lograr el abastecimiento
sostenido de materia prima
mediante convenios
empresariales con instituciones
del estado(INRENA y
PRONAMACH)
AMENAZA
Estrategia FA
Mejorar la calidad del producto
para captar ms y reducir el
impacto del nuevo producto de
la competencia.
Aprovechar la experiencia en el
sector forestal para desarrollar
una cultura forestal en el pas.
Investigacin, desarrollo y
bsqueda de otras alternativas
sustitutas de materia prima
(Tallo de algodn, tallo de uvas
y otras especies de madera.)
Estrategia DA
Mejorar negociacin con
proveedores que permita tener el
abastecimiento de la materia
prima.
Minimizar el alto costo de materia
prima incrementado el consumo
de materia prima alternativa
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 9
Principales estrategias:
- Investigacin, desarrollo y bsqueda de otras alternativas sustitutas de materia prima (Tallo
de algodn, tallo de uvas y otras especies de madera.)
- Incorporar nuestros productos con nuevos diseos que nos permita ir al a par con la
tendencia de la moda.
- Aprovechar el respaldo del Grupo de Gloria para seguir posesionndose en el mercado.
- Lograr el abastecimiento sostenido de materia prima mediante convenios empresariales con
instituciones del estado(INRENA y PRONAMACH).
- Mejorar negociacin con proveedores que permita tener el abastecimiento de la materia
prima (Desarrollo de proveedores).
- Precios competitivos para reducir el ingreso de los productos de la competencia (Estrategia
basada en precios).
1.1.2 Entorno
1.1.2.1 Principales competidores.
Los principales competidores son empresas transnacionales que comercializan su producto en
territorio peruano, principalmente de Chile, Ecuador y Argentina estas empresas estn favorecidas
por Tratados de Libre Comercio con aranceles cero desde el ao 2002 y economas de escala:
Novopan , (Ecuador), Masisa (Chile), Arauco (Chile - Argentina), e Interforest (Ecuador)
principalmente.
Existen Factores de xito definidos como claves para esta industria, relativos a la distribucin,
mercadotecnia y la capacidad organizacional.
1.1.2.2 Principales Proveedores.
Los principales pases proveedores del Per de tableros son: Ecuador (72.7%), seguido por
Argentina (22.4%), entre los dos pases representan el 95.1% del total de importaciones
1.1.2.3 Mercado
Los factores que conforman el perfil estratgico del Entorno General, de acuerdo al anlisis,
fortalecen las expectativas de desarrollo y crecimiento de esta Industria en el Pas, con influencia
positiva en el ambiente Social por los cambios de usos y costumbres , el crecimiento de la economa
motivado por el Sector de la Construccin (ligado fuertemente a esta industria como bien intermedio
para complementos de amueblamiento en proyectos habitacionales), la estabilidad Poltico-Legal y las
perspectivas de inversin y Marco legal-tributario adecuado
El mercado de aglomerado encuentra en una etapa de claro crecimiento, donde el objetivo no ser la
lucha por una mayor participacin, sino la de generacin y atencin de nuevos mercados tanto
internos como externos, el manejo de sus cadenas de abastecimiento y de comercializacin y el
control de los costos sobre la base de economas de escalas, desarrollo de alternativas de uso de
materias primas, diversificacin de productos.
Al realizar los anlisis de competencias y estrategias se concluyen que las estrategias apropiadas que
debera realizar la empresa para lograr un crecimiento sostenido y un posicionamiento en el mercado
slido, deben estar diseccionadas principalmente hacia el control de sus lneas de abastecimiento de
materias primas y el control de sus canales de distribucin y ventas , sin embargo es importante
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 10
mencionar la necesidad de establecer un plan de inversiones inmediatos para el incremento de sus
capacidades productivas, la atencin de la demanda y el desarrollo de esta, frente a la estrategia
recomendada de desarrollo de mercado.
1.1.2.4 Clientes
Sodimac homecenter peru.
1.1.2.5 Entorno econmico (ndices estadsticos).
En PBI, en el Per desde el ao 2003 al 2009 a tenido un crecimiento econmico basado en
diferentes sectores que contribuyen al desarrollo del pas, llegando en el ao 2008 a crecer el 9.8%,
pero el 2009 se tuvo retroceso en dicho indicador cayendo a 0.9% debido a la recesion econmica
que afecto principalmente al comercio exterior no hubo demanda del mercado internacional lo que
produjo la cada de las exportaciones, en consecuencia no hubo dinamismo en la economa peruana.
Pero el sector construccin, se ha mantenido casi estable en estos ltimos aos un 9%.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 11
As mismo tenemos una estabilidad de precios que se ve reflejado en los ndices de la inflacin que
en promedio en los ltimos cinco aos no ha pasado de los dos dgitos, el 2009 se tuvo un ndice de
0.3%
b) Entorno internacional
El mercado internacional se est desarrollando favorablemente en los diferentes pases de Amrica
Latina como Colombia, Chile, Bolivia; Ecuador en dichos pases existe una demanda insatisfecha el
cual ya estamos incursionando con exportaciones de nuestros productos melaminicos y crudo.
c) Anlisis Externo
El Mercado de la industria del aglomerado se caracteriza por ser un mercado en claro crecimiento
sostenido, que asegura una participacin para los actores en
consideracin a sus estrategias de comercializacin y la rapidez con que se uevan, como resultado
del anlisis este mercado necesita ser desarrollado sobre la base de su extensin y descentralizacin
comercial.
Las fuerzas competitivas se fortalecern bajo el aprovechamiento de las oportunidades centrales de
un mercado en crecimiento y el control y respuesta a las amenazas cono estrategias certeras que
asegura en una presencia a largo plazo.
Otra cuestin importante es el potencial de ingreso o salida para esta industria, el ingreso de nuevos
actores desde el punto de vista comercial es fuerte bajo el
aprovechamiento de TLC y la dbil respuesta de MADERBA como nica fabricante nacional para
atender la demanda del mercado, sin embargo el ingreso de inversiones para instalaciones de
unidades productivas es dbil en consideracin a las limitaciones para el abastecimiento de materias
primas.
La severidad de los problemas que enfrenta el sector se debe a la competencia
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 12
en precios por ingresos de productivos de diferentes latitudes bajo una estrategia primitiva, donde la
calidad del producto pierde prioridad en la cadena de importancia
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 13
1.2 Descripcin General de la Empresa.
1.2.1 Breve descripcin general de la Empresa.
Tableros Peruanos S.A (TAPESA) es la nica empresa peruana que desde hace ms de treinta aos
est dedicada a la fabricacin de tableros aglomerados. Su planta ubicada en la Ciudad de Laredo,
Provincia de Trujillo, Departamento de La Libertad, es el orgullo de la regin norte del Per, con casi 9
hectreas de extensin y rodeada de grandes caaverales que marcan el contraste de lo natural en
su encuentro con la alta tecnologa.
Fue fundada en 1,973 por las principales cooperativas de los ingenios azucareros del Per. El soporte
tecnolgico e implementacin de la planta estuvo bajo la direccin de tcnicos alemanes, de quienes
se import la tecnologa en su totalidad. Es as que en 1,976 nace formalmente la marca MADERBA,
con la cual Tableros Peruanos S.A. ha posicionado sus productos a travs del tiempo.
Los tableros aglomerados MADERBA, gracias al esfuerzo de ingenieros y profesionales encargados
de su fabricacin, gozan de gran reconocimiento en el mercado peruano, identificndose como El
aglomerado del Per.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 14
1.2.2 Organizacin de la Empresa (Organigrama).
ESTRUCTURA ORGANIZACIONAL
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 15
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 16
1.2.3 Descripcin del rea donde realiz el trabajo de aplicacin.
1.3 Proceso Productivo
Las lneas productivas que cuenta Maderba son tres; la unidad productiva uno, es donde se produce
los tableros al igual que la unidad productiva tres, la unidad productiva dos es donde se enchapan
dichos productos con papel para obtener los Tableros Melaminicos.
Actualmente la empresa se encuentra casi al 78% de su capacidad productiva, siendo por lnea como
sigue: la Unidad productiva 1 se encuentra 75% de su produccin, la Unidad Productiva 2 en un 87%
y la Unidad productiva 3 en un 71% de su capacidad, as mismo nos encontramos liderando el
mercado en Aglomerados de Crudo (38%) y Melamnico con menor participacin (13%), sin embargo
la fortaleza y reconocimiento de la marca es una de sus principales fortalezas.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 17
Proceso de elaboracin
La primera etapa es la reduccin de las trozas de pino y eucalipto en chips, la maquina la llamamos la
chipeadora o tambin la llamamos astilladora consta de 4 cuchillas muy grandes afiladas a 40
puestas en un tambor giratorio, esas cuchillas van a girar muy rpidamente mientras que ingresan los
troncos de madera y los van a ir desbastando hasta dejarlos en chips, luego van a caer a estos
sinfines cortadores mellizos y a un sistema de cangilones que lo trasportaran hacia el silo con
capacidad de 50 toneladas de chips, estas cuchillas se cambian cada 48 horas.
La maquinaria que se usa para transportar la materia es un alzador de trozas forestal, adelante tiene
una garra para llevar de 5 a 6 troncos y ponerlas en la mesa explicada anteriormente, tambin se
cuenta con otra mucho ms grande que quintuplica la capacidad de esta garra.
Los chips ahora los convertiremos en viruta, o sea reducir an ms el tamao; ac tenemos 48
cuchillas van llegar el material por unos sin fines y caen a los aros viruteadores donde cortan a los
Cuchilla
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 18
chips mediante presin en las contra cuchillas la canastilla entra queda fija y se mueve un rotor
haciendo presin, trabajamos con dos molinos hacemos un cambio peridico cada 8 horas afilndolas
sino el chip sale muy grande.
Las virutas caen a un sistema de transportes llamado DKF que son una especie de paletas que lo
llevan a un silo de almacenamiento de virutas, por ahora virutas hmedas con un 75 a 100 % de
humedad en base seca y estn listas para entrar al proceso de secado Lnea agro fibra trabaja
netamente con lo que es el bagazo un garrn frontal por la parte posterior alimenta de bagazo a la
piscina agro fibra esta va arrastrar el bagazo hacia una faja horizontal luego a una inclina y cae al
molino que va reducir el tamao de la fibra, para tener una buena elaboracin del tablero es muy
importante la reduccin del tamao de las trozas; para lo cual hay un cambio peridico de las
cuchillas, luego el proceso de molienda el bagazo impacta en las muelas del molino, hay dos
superiores y dos inferiores las cuales se cambian al mes; con ayuda de una especie de martillos
aproximadamente 200, es mediante proceso de impacto de la fibra contra las muelas del molino se
reducen las trozas y as termina el grupo 100.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 19
En el grupo 200 El bagazo viene con un contenido de polvillo llamado medula en un 40%; para la UP1
viene ya trabajada 80% de fibra y 20% de medula las virutas y las medulas de viruta se depositan en
silos mellizos, dos de viruta y uno de bagazo, por medio de dos sinfines se alimenta al secador con
las virutas de madera y bagazo, esto se programa en la pantalla del ordenador cuanto se incorporar
de bagazo y cuanto de madera. Estas fibras entran en los secadores, los cuales tiene unas llamas de
fuego en el interior, producido por un inyector de diesel y polvillo residual de las lijadas de los mismos
tableros, que es almacenado en un silo, el calor producido sirve para el proceso de secado.
En ambos tambores giratorios las partculas ingresan mediante las canaletas inclinadas en donde con
ayuda de un cono se extraen las llamas y solo se dejan pasar los gases calientes a una temperatura
de 150, a medida que avanzan las partculas van pasando a travs de tres cilindros en donde las
virutas entran y salen hasta quedar en una temperatura ambiente.
La funcin del grupo 300 es impregnar una resina a la fibra externa e interna para que por accin del
calor se forme el tablero aglomerado.
Se trabaja con cloruro de amonio (capa interna, acelerador) y amoniaco (capa externa, retardador)
para que primero se endurezca las fibras de capa interna.
Aqu de nuevo se mezclan las partculas de capa externa e interna. Se separan luego se vuelven a
unir y pasan a una maquina llamada formadora en su interior tiene 26 rodillos diamantados su funcin
es formar la manta tiene aberturas de 0.3 hasta 1.2 mm
De cada bunker A y B caen las fibras para formar las capas externas e internas.
Sobre la banda metlica se forma un colchn de 40 pies que va a una mquina que es el pre prensa
que le da estabilidad al colchn. Aqu es donde se forma el tablero a prensando de 2 a 3 minutos y a
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 20
presiones de 190 a 230 bar y a temperaturas 190 a 200C para botar la humedad de dimensiones 40*
8 pies.
El tablero que sale de la prensa tiene de 22 a 25 % de humedad de 40 pies en bruto que sufrir un
primer corte quedara de 20 en 20 pies. Tiene que secar, aqu termina el proceso en crudo luego pasa
en un almacn en un proceso de climatizado, para que un tablero se pueda enchapar y lijar tiene que
tener una humedad de 8 a 9 %
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 21
1.3.1 Principales productos o servicios. (ndices de Produccin).
Los productos que produce y comercializa la empresa se agrupan en tres lneas principales bajo la
marca MADERBA: MP (60% de las ventas), melamnico (con el 30%) y SP-MDP (con el 10%).
Caractersticas para cada tipo de producto.
Nuestros productos:
Maderba MP
De superficie fina, permite un amplio rango de aplicaciones
superficiales, como chapas de madera fina, frmicas o
papeles decorativos, pinturas,etc.
Utilizado en la industria del mueble y construccin. (Espesores
Lnea estndar: 9, 12, 15 y 18 mm. Pedidos Especiales: 10,
19, 22, 25, 30 y 45).
Maderba SP
Es un tablero de superficie media creado principalmente como
complemento para trabajos de carpintera. (Espesores Lnea
estndar: 6 y 8 mm. Pedido Especial: 4 mm.).
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 22
Maderba MRH
Apto para ambientes de extrema humedad (opcin en crudo
o lminas decorativas). Se puede aplicar en casas de playa,
laboratorios, hospitales, zcalos de muebles, paneles,
cocinas y baos.
Es resistente a la humedad debido a su excelente
estabilidad dimensional en climas hmedos, protegindolo
del hinchamiento o pandeo.
Maderba Melamina
Tablero Maderba revestido con lminas decorativas, para
la fabricacin de muebles y acabados en viviendas,
oficinas y centros comerciales. Presentacin en variados
diseos y colores. (Espesor Lnea estndar: 18 mm.
Pedidos Especiales: 9, 12, 15, 22, 25 y 30 mm).
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 23
1.3.2 Materia prima que utiliza, (ndices de consumo).
Las materias primas principales son tres: el bagazo, el eucalipto y el pino, de San
Jacinto y Casagrande proveen la mayor cantidad de materia prima. El eucalipto viene de la sierra
libertea en Otuzco y el pino de la granja Porcn en Cajamarca.
El pino es una madera que tiene 500 kg x m3 de densidad, el eucalipto 1000 kg x m3 y el bagazo 100
kg x m3, las mezclas se manejan de acuerdo a la densidad que se desea y se ve por la humedad; el
eucalipto tiene menos humedad que el pino, la humedad del pino est por arriba de los 100, esto
limita el proceso de secado y se tienen producciones muy bajas a diferencia del eucalipto. El pino es
ms dcil y ms trabajable y el eucalipto es muy duro. Se trabajan con dos clases de pino: el de
variedad ptula con corteza gruesa y el de variedad radiata con corteza delgada.
1.3.3 Diagrama de Flujo productivo de la Empresa.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 24
2. TAREA ACADEMICA: DESARROLLO DEL TRABAJO DE INVESTIGACION
Marco Terico:
Empresa del Grupo Gloria dedicada a la fabricacin y comercializacin de Tableros Aglomerados y
Tableros Melamnicos a nivel nacional e internacional.
En cuanto a la participacin en el Mercado Peruano, Tableros Peruanos sigue mantenindose lder en
el mercado nacional de aglomerados con un posicionamiento del 55%; asimismo, seguimos creciendo
en el Posicionamiento del Melamnico, habiendo logrado ya el 13% de participacin.
Tableros Peruanos, gracias a su filosofa de mejora continua entre sus Colaboradores, Clientes y
Proveedores, viene logrando un crecimiento sostenido en sus niveles de Produccin y de Ventas,
logrando rcords que no se haban podido lograr en aos anteriores.
La demanda de estos productos cada da es mayor, todos en alguna ocasin hemos adquirido este
tipo de productos por ser ms prcticos y fciles de utilizar en la vida cotidiana de los hogares.
Tableros Peruanos S. A. en los ltimos aos se ha posicionado como una empresa productora de
tableros de alta calidad, tan es as que su crecimiento se ha dado de una forma vertiginosa, tal y
como podemos apreciar en el siguiente grfico:
Por ello, el crecimiento de la demanda por sus productos tiene que ir acorde con la produccin y as
para poder cumplir con todos ellos, por eso, se est trazando un plan de crecimiento sostenido en la
produccin y no fallar en el proceso de cumplir con todos ellos.
Tableros Peruanos S. A. como empresa consolidad en su rubro como la mejor a nivel nacional y con
un 55% de participacin del mercado, no puede quedarse a vivir de sus rentas porque tiene
competidores atrs.
Es por lo que se tiene que aumentar la produccin de manera que esta se encuentre siempre en la
capacidad de cubrir su demanda.
Al contar con la Certificacin a la calidad ISO 9001, nos hace comprometernos ms a seguir
creciendo.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 25
La competencia no duerme, es por ello que, debido al potencial crecimiento del mercado peruano de
tableros aglomerados y melamnicos, la empresa ecuatoriana Novopan no descarta abrir una planta
de produccin en Per, revel la gerente general de la filial de la empresa en nuestro pas, Mara
Eugenia Acurio.
Explic que el mercado nacional de tableros melamnicos y aglomerados llega a mover actualmente
US$ 100 millones, gracias al boom de la construccin y aadi que el proyecto de instalar una planta
sera ms en un plan de mediano plazo.
Por lo antes mencionado, es que Tableros peruanos S. A. est proyectndose a un crecimiento en su
produccin del 1.5% mensual con respecto al mes anterior.
La orientacin al boom de la construccin en el Per, est haciendo posible que la proyeccin
sealada no sea imposible de cumplir y de colocar en el mercado, por la practicidad de los tableros
aglomerados, lo cual a travs de nuestro trabajo lograremos ver los resultados en costos de
produccin de los mismos.
Antecedentes.
Definicin del problema a investigar.
Tableros Peruanos S.A. es una Empresa del Grupo Gloria dedicada a la fabricacin y
comercializacin de Tableros Aglomerados y Tableros Melamnicos a nivel nacional e
internacional, de la cual se requiere saber su plan de produccin
Enunciado del problema:
De qu manera el plan de produccin influye en la gestin de operaciones de la empresa
Tableros Peruanos S.A?
Hiptesis:
Al ser el plan de produccin una herramienta de la gestin de operaciones. Permitir al gerente
de operaciones tomar decisiones oportunas con el fin de cumplir con sus objetivos planteados, la
implementacin de este proceso de plan de produccin, apoyara a planificar, organizar,
direccionar y controlar el plan de produccin de la empresa.
Objetivos: General / Especficos.
Objetivo General
Demostrar que el plan de produccin, permite hacer el seguimiento adecuado de la produccin
real e ir ajustndolos por medio de la planificacin, organizacin, direccin y control de la
produccin cumpliendo con sus objetivos empresa
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 26
Objetivo Especficos
Tener una comunicacin fluida entre las reas de la empresa para tener la informacin oportuna
y veraz para tomar la mejor decisin.
Realizar el seguimiento del plan de produccin con la produccin real a fin de ir ajustando con
los objetivos de la empresa
Realizar capacitaciones a los colaboradores de la empresa para que estn a la vanguardia de la
tecnologa.
Ver por el bienestar del trabajador para que se sienta identificado con la empresa.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 27
Desarrollo
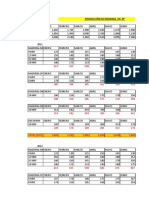
La empresa Tableros Peruanos S. A. planifica sus ventas para los prximos meses, teniendo como base los ltimos tres aos anteriores.
ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO AGOSTO SETIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE
1 (2011) 1,640 1,765 1,980 2,100 1,670 1,900 1,750 1,830 1,650 1,670 1,720 1,650
2 (2012) 1,850 1,940 2,090 2,330 1,860 2,120 1,970 2,080 1,870 1,900 1,950 1,835
3 (2013) 2,060 2,180 2,340 2,540 2,095 2,360 2,205 2,280 2,100 2,110 2,180 2,045
TOTALES 5,550 5,885 6,410 6,970 5,625 6,380 5,925 6,190 5,620 5,680 5,850 5,530
y el ao 2014 se ah proyectado usando la tcnica de descomposicin de tiempo, arrojando los siguientes datos.
Se tiene como datos histricos los siguientes datos
MATERIALES 2,000 / UNIDAD
COSTO DE MANTENIMEINTO DEL INVENTARIO 150 /UNIDADES/MES
COSTO MARGINAL DEL AGOTAMIENTO DE LAS RESERVAS 8 /UNIDADES/MES
COSTO MARGINAL DE LA SUBCONTRATACION 230 / UNIDAD
COSTO DE CONTRATACION Y DE CAPACITACION 750 Soles/trabajador
COSTO DE LOS DESPIDOS 2,000 Soles/trabajador
HORAS DE TRABAJO REQUERIDA 4 / UNIDAD
COSTO LINEAL(8 PRIEMRAS HORAS CADA DIA) 10 / HORA
COSTO DEL TIEMPO EXTRA (TIEMPO Y MEDIO) 15 / HORA
INVENTARIO INICIAL 156 UNIDAD
RESERVA DE SEGURIDAD 0.10
ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO AGOSTO SETIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE
4 (2014) 2,126 2,270 2,490 2,726 2,215 2,547 2,381 2,488 2,274 2,313 2,398 2,282
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 28
Con los datos de proyeccin del ao 2014, y los datos histricos de produccin, se elabora dos estrategias de produccin, la primera de persecucin y la
segunda por nivelacin. A continuacin se presenta los dos planes de produccin.
PLAN DE PRODUCCION1: PERSECUCION
ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO AGOSTO SETIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE TOTAL
REQUERIMIENTO PARA LA PRODUCCION 2,183 2,285 2,512 2,750 2,164 2,580 2,365 2,498 2,252 2,317 2,407 2,270
HORAS HOMBRE REQUERIDA 8,730 9,138 10,047 10,999 8,656 10,320 9,458 9,993 9,009 9,269 9,627 9,081 114,328
DIAS DE TRABAJO POR MES 25 24 26 23 26 26 25 24 26 26 24 25 300
HORAS POR MES POR TRABAJADOR 200 192 208 184 208 208 200 192 208 208 192 200 2,400
TRABAJADORES REQUERIDOS (HRS REQ POR MES) 44 48 48 60 42 50 47 52 43 45 50 45 48
NUEVOS TRABAJADORES CONTRATADOS (BASE ENERO) 0 4 0 12 0 8 5 2 5 0
COSTO CONTRATACION (NUEVOS TRAB * $60 0 3,000 0 9,000 0 6,000 0 3,750 0 1,500 3,750 0 27,000
TRABAJADORES DESPEDIDOS 0 0 0 0 18 0 3 0 9 0 0 5
COSTO DEL DESPIDO (TRAB. DESPEDIDOS x $75 0 0 0 0 36,000 0 6,000 0 18,000 0 0 10,000 70,000
COSTO LINEAL (HORAS FDE PRODU REQ X $4) 87,303 91,382 100,474 109,991 86,564 103,199 94,582 99,931 90,090 92,686 96,266 90,808 1,143,276
COSTO DE MATERIALES 4,365,170 4,569,090 5,023,706 5,499,528 4,328,202 5,159,970 4,729,094 4,996,529 4,504,511 4,634,294 4,813,293 4,540,405 57,163,792
COSTO TOTAL PERSECUSION 58,404,068
PLAN DE PRODUCCION2: NIVELACION
N
TRABAJ 48
ENERO
FEBRER
O MARZO ABRIL MAYO JUNIO JULIO
AGOST
O
SETIEMBR
E
OCTUBR
E NOVIEMBRE DICIEMBRE TOTAL
INVENTARIO INICIAL 156 412 428 415 -119 143 73 74 -128 76 240 128
DIAS DE TRABAJO POR MES 25 24 26 23 26 26 25 24 26 26 24 25
HORAS DE PROD DISPONIBLES (DIAS X 8 HRS X N
TRABAJADORES) 9,527 9,146 9,908 8,765 9,908 9,908 9,527 9,146 9,908 9,908 9,146 9,527
PRODUCCION REAL (HRS DISPONIBLES /4 HR/ UNIDAD 2,382 2,287 2,477 2,191 2,477 2,477 2,382 2,287 2,477 2,477 2,287 2,382
PORNOSTICO DE DEMANDA 2,126 2,270 2,490 2,726 2,215 2,547 2,381 2,488 2,274 2,313 2,398 2,282
INVENTARIO FINAL 412 428 415 -119 143 73 74 -128 76 240 128 228
UNIDADES FALTANTES 119 128
COSTO DE LOS FALTANTES (UND QUE FALTAN X $ 7.5) 0 0 0 895 0 0 0 957 0 0 0 0 1,852
RESERVA DE SEGURIDAD 213 227 249 273 222 255 238 249 227 231 240 228
UNIDADES SOBRANTES (INV. FINAL-RESERVA SEGURIDAD) 199 201 166 -392 -79 -182 -165 -376 -151 8 -112 0
COSTO DE INVENTARIO (UNID. SOBRANTES X $ 150 29,886 30,187 24,974 58,799 11,850 27,283 24,691 56,448 22,722 1,271 16,743 0 304,853
COSTO LINEAL (HORAS DE PRO REQ. X $ 10 95,273 91,462 99,084 87,651 99,084 99,084 95,273 91,462 99,084 99,084 91,462 95,273 1,143,276
COSTO DE MATERIALES
4,763,64
9 4,573,103
4,954,19
5
4,382,55
7 4,954,195
4,954,19
5
4,763,64
9
4,573,10
3 4,954,195 4,954,195 4,573,103 4,763,649
57,163,79
2
COSTO
TOTAL
NIVELACIO
N
58,613,77
3
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 29
Una vez elegido el plan de produccin se elabora el pan maestro de produccin (PMP).
Para elaborar el PMP se necesita los siguientes datos de inventario
Niveles de Inventario y politicas de seguridad
PZA
Producto (Presentacin) Stock (PZA) Stock (PZA) S
MP 9 MM 90 9
MP 10 MM 100 10
MP 12 MM 120 12
MP 15 MM 150 15
MP 18 MM 180 18
MP 19 MM 190 19
MP 22 MM 220 22
MP 25 MM 250 25
MP 30 MM 300 30
MP 45 MM 45 5
SP 4 MM 40 4
SP 6 MM 60 6
SP 8 MM 80 8
MHR 18 MM 180 18
MM 9 MM 90 9
MM 12 MM 120 12
MM 15 MM 150 15
MM 18 MM 180 18
MM 22 MM 220 22
MM 25 MM 250 25
MM 30 MM 300 30
Una vez obtenido el inventario con su porcentaje de seguridad , se debe de tener los datos de
produccin, como capacidad de planta, turnos de produccin, formula de componentes, etc.
Capacidad de planta
Capacidad de planta 2,730 ton/mes
Lote Minimo 10,000 cajas/corrida
Frmula (componentes)
Turnos de trabajo
Producto (Presentacin) TM /frmula
Turnos Periodo
Maderba MP 45
1 07 - 03 p.m
Maderba SP 45
2 03 - 11 p.m
Maderba MHR 68
Maderba MM 50
Horas - Hombre por tonelada
Producto (Presentacin) H-H / TM
Maderba MP 1.0
Maderba SP 1.5
Maderba MHR 1.0
Maderba MM 1.2
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 30
Adicionalmente se debe de tener un programa de despachos mensualizado o en forma semanal.
Programas de Despachos
(PZA/Semanas)
Producto (Presentacin) 1 2 3 4 Total
MP 9 MM 74 74 74 74 295
MP 10 MM 82 82 82 82 328
MP 12 MM 98 98 98 98 393
MP 15 MM 123 123 123 123 492
MP 18 MM 147 147 147 147 590
MP 19 MM 156 156 156 156 623
MP 22 MM 180 180 180 180 721
MP 25 MM 205 205 205 205 819
MP 30 MM 246 246 246 246 983
MP 45 MM 37 37 37 37 147
SP 4 MM 33 33 33 33 131
SP 6 MM 49 49 49 49 197
SP 8 MM 66 66 66 66 262
MHR 18 MM 147 147 147 147 590
MM 9 MM 74 74 74 74 295
MM 12 MM 98 98 98 98 393
MM 15 MM 123 123 123 123 492
MM 18 MM 147 147 147 147 590
MM 22 MM 180 180 180 180 721
MM 25 MM 205 205 205 205 819
MM 30 MM 246 246 246 246 983
Despus de obtener el programa de despacho se debe de tener el PMP mensualizado.
(a) Primero Requerimiento de produccin
Produccion = Pronostico+SS-Inv Inicial
Cuanto: (mensual) PZA (Prod Final) Frmulas (Componente)
Producto (Presentacin)
Fuente de
demanda
Stock de seguridad
Inventario
Inicial
Cantidad a producir
PZA
Cantidad a
producir kls
Peso por
formula
Nmero de
frmulas
MP 9 MM 295 9 90 214 19.26 45 0.4276780
MP 10 MM 328 10 100 238 23.77 45 0.5279975
MP 12 MM 393 12 120 285 34.23 45 0.7603164
MP 15 MM 492 15 150 357 53.49 45 1.1879944
MP 18 MM 590 18 180 428 77.02 45 1.7107120
MP 19 MM 623 19 190 452 85.82 45 1.9060711
MP 22 MM 721 22 220 523 115.06 45 2.5555080
MP 25 MM 819 25 250 594 148.57 45 3.2999846
MP 30 MM 983 30 300 713 213.95 45 4.7519778
MP 45 MM 147 5 45 107 4.81 45 0.1069195
SP 4 MM 131 4 40 95 3.80 45 0.0844796
SP 6 MM 197 6 60 143 8.56 45 0.1900791
SP 8 MM 262 8 80 190 15.21 45 0.3379184
MHR 18 MM 590 18 180 428 77.02 68 1.1406647
MM 9 MM 295 9 90 214 19.26 50 0.3888158
MM 12 MM 393 12 120 285 34.23 50 0.6912282
MM 15 MM 492 15 150 357 53.49 50 1.0800440
MM 18 MM 590 18 180 428 77.02 50 1.5552634
MM 22 MM 721 22 220 523 115.06 50 2.3232947
MM 25 MM 819 25 250 594 148.57 50 3.0001223
MM 30 MM 983 30 300 713 213.95 50 4.3201760
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 31
Una vez obtenido el PMP, se debe de tener el PMP semanal y posteriormente diario.
Cuando: (semanal) Capacidad de planta y programa de despacho
Programa mensual por presentaciones (PZA)
Producto (Presentacin) 1 2 3 4 Total
MP 9 MM 53 53 53 53 214
MP 10 MM 59 59 59 59 238
MP 12 MM 71 71 71 71 285
MP 15 MM 89 89 89 89 357
MP 18 MM 107 107 107 107 428
MP 19 MM 113 113 113 113 452
MP 22 MM 131 131 131 131 523
MP 25 MM 149 149 149 149 594
MP 30 MM 178 178 178 178 713
MP 45 MM 27 27 27 27 107
SP 4 MM 24 24 24 24 95
SP 6 MM 36 36 36 36 143
SP 8 MM 48 48 48 48 190
MHR 18 MM 107 107 107 107 428
MM 9 MM 53 53 53 53 214
MM 12 MM 71 71 71 71 285
MM 15 MM 89 89 89 89 357
MM 18 MM 107 107 107 107 428
MM 22 MM 131 131 131 131 523
MM 25 MM 149 149 149 149 594
MM 30 MM 178 178 178 178 713
Total TM 386 386 386 386 1,542
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 32
PROGRAMA PRODUCCIN EN FORMA DIARIA (PZA)
Producto (Presentacin) Lunes Martes Mircoles Jueves Viernes Sbado Total
MP 9 MM 8.91 8.91 8.91 8.91 8.91 8.91 53
MP 10 MM 9.90 9.90 9.90 9.90 9.90 9.90 59
MP 12 MM 11.89 11.89 11.89 11.89 11.89 11.89 71
MP 15 MM 14.86 14.86 14.86 14.86 14.86 14.86 89
MP 18 MM 17.83 17.83 17.83 17.83 17.83 17.83 107
MP 19 MM 18.82 18.82 18.82 18.82 18.82 18.82 113
MP 22 MM 21.79 21.79 21.79 21.79 21.79 21.79 131
MP 25 MM 24.76 24.76 24.76 24.76 24.76 24.76 149
MP 30 MM 29.71 29.71 29.71 29.71 29.71 29.71 178
MP 45 MM 4.46 4.46 4.46 4.46 4.46 4.46 27
SP 4 MM 3.96 3.96 3.96 3.96 3.96 3.96 24
SP 6 MM 5.94 5.94 5.94 5.94 5.94 5.94 36
SP 8 MM 7.92 7.92 7.92 7.92 7.92 7.92 48
MHR 18 MM 17.83 17.83 17.83 17.83 17.83 17.83 107
MM 9 MM 8.91 8.91 8.91 8.91 8.91 8.91 53
MM 12 MM 11.89 11.89 11.89 11.89 11.89 11.89 71
MM 15 MM 14.86 14.86 14.86 14.86 14.86 14.86 89
MM 18 MM 17.83 17.83 17.83 17.83 17.83 17.83 107
MM 22 MM 21.79 21.79 21.79 21.79 21.79 21.79 131
MM 25 MM 24.76 24.76 24.76 24.76 24.76 24.76 149
MM 30 MM 29.71 29.71 29.71 29.71 29.71 29.71 178
Total TM 14,307 2 2 2 2 2 14,317
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 33
Con todos los PMP en forma mensualizada, semanal y diaria, se debe de conocer las horas de produccin y las cantidad de trabajadores necesarios
Horas de Produccin Necesarias
Producto (Presentacin) Lunes Martes Miercoles Jueves Viernes Sabado Total
MP 9 MM 0.17 0.17 0.17 0.17 0.17 0.17 1.016
MP 10 MM 0.21 0.21 0.21 0.21 0.21 0.21 1.254
MP 12 MM 0.30 0.30 0.30 0.30 0.30 0.30 1.806
MP 15 MM 0.47 0.47 0.47 0.47 0.47 0.47 2.821
MP 18 MM 0.68 0.68 0.68 0.68 0.68 0.68 4.063
MP 19 MM 0.75 0.75 0.75 0.75 0.75 0.75 4.527
MP 22 MM 1.01 1.01 1.01 1.01 1.01 1.01 6.069
MP 25 MM 1.31 1.31 1.31 1.31 1.31 1.31 7.837
MP 30 MM 1.88 1.88 1.88 1.88 1.88 1.88 11.285
MP 45 MM 0.04 0.04 0.04 0.04 0.04 0.04 0.254
SP 4 MM 0.03 0.03 0.03 0.03 0.03 0.03 0.201
SP 6 MM 0.08 0.08 0.08 0.08 0.08 0.08 0.451
SP 8 MM 0.13 0.13 0.13 0.13 0.13 0.13 0.802
MHR 18 MM 0.68 0.68 0.68 0.68 0.68 0.68 4.063
MM 9 MM 0.17 0.17 0.17 0.17 0.17 0.17 1.016
MM 12 MM 0.30 0.30 0.30 0.30 0.30 0.30 1.806
MM 15 MM 0.47 0.47 0.47 0.47 0.47 0.47 2.821
MM 18 MM 0.68 0.68 0.68 0.68 0.68 0.68 4.063
MM 22 MM 1.01 1.01 1.01 1.01 1.01 1.01 6.069
MM 25 MM 1.31 1.31 1.31 1.31 1.31 1.31 7.837
MM 30 MM 1.88 1.88 1.88 1.88 1.88 1.88 11.285
Total Horas de Produccin 13.56 13.56 13.56 13.56 13.56 13.56
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 34
Horas - hombre requeridas
Producto (Presentacin) 1 2 3 4 5 6 Total
MP 9 MM 0.80 0.80 0.80 0.80 0.80 0.80
MP 10 MM 0.99 0.99 0.99 0.99 0.99 0.99
MP 12 MM 1.43 1.43 1.43 1.43 1.43 1.43
MP 15 MM 2.23 2.23 2.23 2.23 2.23 2.23
MP 18 MM 3.21 3.21 3.21 3.21 3.21 3.21
MP 19 MM 3.58 3.58 3.58 3.58 3.58 3.58
MP 22 MM 4.79 4.79 4.79 4.79 4.79 4.79
MP 25 MM 6.19 6.19 6.19 6.19 6.19 6.19
MP 30 MM 8.91 8.91 8.91 8.91 8.91 8.91
MP 45 MM 0.20 0.20 0.20 0.20 0.20 0.20
SP 4 MM 0.16 0.16 0.16 0.16 0.16 0.16
SP 6 MM 0.36 0.36 0.36 0.36 0.36 0.36
SP 8 MM 0.63 0.63 0.63 0.63 0.63 0.63
MHR 18 MM 3.21 3.21 3.21 3.21 3.21 3.21
MM 9 MM 0.80 0.80 0.80 0.80 0.80 0.80
MM 12 MM 1.43 1.43 1.43 1.43 1.43 1.43
MM 15 MM 2.23 2.23 2.23 2.23 2.23 2.23
MM 18 MM 3.21 3.21 3.21 3.21 3.21 3.21
MM 22 MM 4.79 4.79 4.79 4.79 4.79 4.79
MM 25 MM 6.19 6.19 6.19 6.19 6.19 6.19
MM 30 MM 8.91 8.91 8.91 8.91 8.91 8.91
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 35
N de trabajadores
Producto (Presentacin) 1 2 3 4 5 6
MP 9 MM 5 5 5 5 5 5
MP 10 MM 5 5 5 5 5 5
MP 12 MM 5 5 5 5 5 5
MP 15 MM 5 5 5 5 5 5
MP 18 MM 5 5 5 5 5 5
MP 19 MM 5 5 5 5 5 5
MP 22 MM 5 5 5 5 5 5
MP 25 MM 5 5 5 5 5 5
MP 30 MM 5 5 5 5 5 5
MP 45 MM 5 5 5 5 5 5
SP 4 MM 5 5 5 5 5 5
SP 6 MM 5 5 5 5 5 5
SP 8 MM 5 5 5 5 5 5
MHR 18 MM 5 5 5 5 5 5
MM 9 MM 5 5 5 5 5 5
MM 12 MM 5 5 5 5 5 5
MM 15 MM 5 5 5 5 5 5
MM 18 MM 5 5 5 5 5 5
MM 22 MM 5 5 5 5 5 5
MM 25 MM 5 5 5 5 5 5
MM 30 MM 5 5 5 5 5 5
Con todos estos datos, adicionalmente se debe de conocer el inventario de producto terminado y los insumos necesarios para la fabricacin de la Maderba.
Inventario de Materiales
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 36
Entradas Previstas
Tipo Material Und Cantidad Nivel Tam Lote Lead Time semana 1 semana 2 semana 3 semana 4
SK1 MP 9 MM M3 90 1 LFL -
SK2 MP 10 MM M3 100 1 LFL -
SK3 MP 12 MM M3 120 1 LFL -
SK4 MP 15 MM M3 150 1 LFL -
SK5 MP 18 MM M3 180 1 LFL -
SK6 MP 19 MM M3 190 1 LFL -
SK7 MP 22 MM M3 220
SK8 MP 25 MM M3 250
SK9 MP 30 MM M3 300
SK10 MP 45 MM M3 45
SK11 SP 4 MM M3 40
SK12 SP 6 MM M3 60
SK13 SP 8 MM M3 80
SK14 MHR 18 MM M3 180
SK15 MM 9 MM M3 90
SK16 MM 12 MM M3 120
SK17 MM 15 MM M3 150
SK18 MM 18 MM M3 180
SK19 MM 22 MM M3 220
SK20 MM 25 MM M3 250
SK21 MM 30 MM M3 300
Comp MADERBA MP M3 - 2 LFL - 200
Comp MADERBA SP M3 - 2 LFL -
Comp MADERBA MRH M3 - 2 LFL -
Comp MADERBA MELAMINE M3
Ins Virutilla de madera pino M3 250 3 12,000 1 500
Ins Virutilla de madera eucalipto M3 250 3 450 1 500
Ins Bagazo M3 50 3 600 1 100
Ins Resinas M3 10 3 750 1 60
Ins Resinas protectoras M3 10 3 600 2 600 150
Ins Resinas melaminicas M3 300 3 500 1 600 150
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 37
Una vez realizado el PMP, se debe de obtener el plan de requerimiento de materiales (MRP)
Plan de Requerimientos de Materiales (MRP)
Programa Maestro de Produccin (PMP)
Semana
Descripcin 1 2 3 4 Total
SK1 MP 9 MM 53 53 53 53 214
SK2 MP 10 MM 59 59 59 59 238
SK3 MP 12 MM 71 71 71 71 285
SK4 MP 15 MM 89 89 89 89 357
SK5 MP 18 MM 107 107 107 107 428
SK6 MP 19 MM 113 113 113 113 452
SK7 MP 22 MM 131 131 131 131 523
SK8 MP 25 MM 149 149 149 149 594
SK9 MP 30 MM 178 178 178 178 713
SK10 MP 45 MM 27 27 27 27 107
SK11 SP 4 MM 24 24 24 24 95
SK12 SP 6 MM 36 36 36 36 143
SK13 SP 8 MM 48 48 48 48 190
SK14 MHR 18 MM 107 107 107 107 428
SK15 MM 9 MM 53 53 53 53 214
SK16 MM 12 MM 71 71 71 71 285
SK17 MM 15 MM 89 89 89 89 357
SK18 MM 18 MM 107 107 107 107 428
SK19 MM 22 MM 131 131 131 131 523
SK20 MM 25 MM 149 149 149 149 594
SK21 MM 30 MM 178 178 178 178 713
Plan de Necesidades de materiales (MRP)
Comp1 MADERBA MP
Quien lo requiere? bat/ton 1 2 3 4
SK1 MP 9 MM 0.02 0.11 0.11 0.11 0.11
SK2 MP 10 MM 0.02 0.13 0.13 0.13 0.13
SK3 MP 12 MM 0.02 0.19 0.19 0.19 0.19
SK4 MP 15 MM 0.02 0.30 0.30 0.30 0.30
SK5 MP 18 MM 0.02 0.43 0.43 0.43 0.43
SK6 MP 19 MM 0.02 0.48 0.48 0.48 0.48
SK7 MP 22 MM 0.02 0.64 0.64 0.64 0.64
SK8 MP 25 MM 0.02 0.82 0.82 0.82 0.82
SK9 MP 30 MM 0.02 1.19 1.19 1.19 1.19
SK10 MP 45 MM 0.02 0.03 0.03 0.03 0.03
TOTAL 4.31 4.31 4.31 4.31
Stock Inicial :
0
Tamao de lote : LFL
Lead-time entrega : 0
Tabla de clculos y obtencin de lanzamientos
Perodo Inicial 1 2 3 4
Requerimientos Brutos 4.31 4.31 4.31 4.31
Recepciones Programadas
Proyeccion de Disponibilidad 0 - - - -
Requerimientos Netos 4.31 4.31 4.31 4.31
Liberaciones Planificadas de pedidos 4.31 4.31 4.31 4.31
Lanzamiento de ordenes 4.31 4.31 4.31 4.31
Comp2 MADERBA SP
Quin lo requiere? bat/ton 1 2 3 4
SK11 SP 4 MM 0.02 0.02 0.02 0.02 0.02
SK12 SP 6 MM 0.02 0.05 0.05 0.05 0.05
SK13 SP 8 MM 0.02 0.08 0.08 0.08 0.08
Total: 0.07 0.07 0.07 0.07
Stock Inicial : 0
Tamao de lote : LFL
Lead-time entrega : 0
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 38
Tabla de clculos y obtencin de lanzamientos
Perodo Inicial 1 2 3 4
Requerimientos Brutos 0.07 0.07 0.07 0.07
Recepciones Programadas
Proyeccion de Disponibilidad 0 - - - -
Requerimientos Netos 0.07 0.07 0.07 0.07
Liberaciones Planificadas de pedidos 0.07 0.07 0.07 0.07
Lanzamiento de ordenes 0.07 0.07 0.07 0.07
Comp3 MADERBA MHR
Quin lo requiere? bat/ton 1 2 3 4
SK14 MHR 18 MM 0.01 0.29 0.29 0.29 0.29
Total: 0.29 0.29 0.29 0.29
Stock Inicial : 0
Tamao de lote : LFL
Lead-time entrega : 0
Tabla de clculos y obtencin de lanzamientos
Perodo Inicial 1 2 3 4
Requerimientos Brutos 0.29 0.29 0.29 0.29
Recepciones Programadas
Proyeccion de Disponibilidad 0 - - - -
Requerimientos Netos 0.29 0.29 0.29 0.29
Liberaciones Planificadas de pedidos 0.29 0.29 0.29 0.29
Lanzamiento de ordenes 0.29 0.29 0.29 0.29
Comp4 MADERBA MM
Quin lo requiere? bat/ton 1 2 3 4
SK15 MM 9 MM 0.02 0.10 0.10 0.10 0.10
SK16 MM 12 MM 0.02 0.17 0.17 0.17 0.17
SK17 MM 15 MM 0.02 0.27 0.27 0.27 0.27
SK18 MM 18 MM 0.02 0.39 0.39 0.39 0.39
SK19 MM 22 MM 0.02 0.58 0.58 0.58 0.58
SK20 MM 25 MM 0.02 0.75 0.75 0.75 0.75
SK21 MM 30 MM 0.02 1.08 1.08 1.08 1.08
Total: 3.34 3.34 3.34 3.34
Stock Inicial : 0
Tamao de lote : LFL
Lead-time entrega : 0
Tabla de clculos y obtencin de lanzamientos
Perodo Inicial 1 2 3 4
Requerimientos Brutos 3.34 3.34 3.34 3.34
Recepciones Programadas
Proyeccion de Disponibilidad 0 - - - -
Requerimientos Netos 3.34 3.34 3.34 3.34
Liberaciones Planificadas de pedidos 3.34 3.34 3.34 3.34
Lanzamiento de ordenes 3.34 3.34 3.34 3.34
MAT 1: RESINA (M3)
Quien lo requiere? kg/bat 1 2 3 4
Comp1 0.02 0.10 0.10 0.10 0.10
Comp2 0.02 0.00 0.00 0.00 0.00
Comp3 0.02 0.01 0.01 0.01 0.01
Comp4 0.02 0.08 0.08 0.08 0.08
Total: 0.18 0.18 0.18 0.18
Stock Inicial : 10
Tamao de lote : 3500
Lead-time entrega : 1
Tabla de clculos y obtencin de lanzamientos
Perodo Inicial 1 2 3 4
Requerimientos Brutos 0.18 0.18 0.18 0.18
Recepciones Programadas 60
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 39
Proyeccion de Disponibilidad 10 70 70 69 69
Requerimientos Netos - - - -
Liberaciones Planificadas de pedidos - - - -
Lanzamiento de ordenes - - - -
Al realizarse el MRP, debe tener sus rdenes de aprovisionamiento ( de produccin y de compras)
Ordenes de Aprovisionamiento (de produccin y de compras)
Cdigo de material
Semana
1 2 3 4
MADERBA MP 4.31 4.31 4.31 4.31
MADERBA SP 0.07 0.07 0.07 0.07
MADERBA MRH 0.29 0.29 0.29 0.29
Programa de
Produccin
MADERBA MELAMINE 3.34 3.34 3.34 3.34
Virutilla de madera pino
Virutilla de madera eucalipto
Bagazo
Resinas - - - -
Programa de compras
Resinas protectoras
Resinas melaminicas
Resultados y Anlisis.
Segn el anlisis efectuado en las dos estrategias de produccin , podemos tener una idea mas clara
en lo que se refiere a la toma de decisiones para la produccin de los prximos meses, teniendo los
siguientes datos:
Estrategia de nivelacin:
COSTO TOTAL NIVELACION 58,613,773
Estrategia de persecucin:
COSTO TOTAL PERSECUSION 58,404,068
Como se podr observar, las dos estrategias apuntan a una diferencia mnima, pero se debe tomar la
que menos dinero le costar a la empresa producir la misma cantidad de TM.
Lo que indica nuestro anlisis de costos es que debemos inclinarnos por la Estrategia de persecucin
con un costo total de S/. 58,404,068 nuevo soles.
Sobre el anlisis del PMP se debe de tener en cuenta cuanto de debe de producir en TM en forma
mensual, semanal y diario.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 40
Programa mensual por presentaciones (PZA)
Producto (Presentacin) 1 2 3 4 Total
MP 9 MM 53 53 53 53 214
MP 10 MM 59 59 59 59 238
MP 12 MM 71 71 71 71 285
MP 15 MM 89 89 89 89 357
MP 18 MM 107 107 107 107 428
MP 19 MM 113 113 113 113 452
MP 22 MM 131 131 131 131 523
MP 25 MM 149 149 149 149 594
MP 30 MM 178 178 178 178 713
MP 45 MM 27 27 27 27 107
SP 4 MM 24 24 24 24 95
SP 6 MM 36 36 36 36 143
SP 8 MM 48 48 48 48 190
MHR 18 MM 107 107 107 107 428
MM 9 MM 53 53 53 53 214
MM 12 MM 71 71 71 71 285
MM 15 MM 89 89 89 89 357
MM 18 MM 107 107 107 107 428
MM 22 MM 131 131 131 131 523
MM 25 MM 149 149 149 149 594
MM 30 MM 178 178 178 178 713
Total TM 386 386 386 386 1,542
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 41
Sobre la produccin mensual se debe de producir un total de 1,542 TM en forma mensual para el primer mes y cada semana de 386 TM para logar el programa de
produccin.
Programa diario por presentaciones (PZA)
Producto (Presentacin) Lunes Martes Mircoles Jueves Viernes Sbado Total
MP 9 MM 8.91 8.91 8.91 8.91 8.91 8.91 53
MP 10 MM 9.90 9.90 9.90 9.90 9.90 9.90 59
MP 12 MM 11.89 11.89 11.89 11.89 11.89 11.89 71
MP 15 MM 14.86 14.86 14.86 14.86 14.86 14.86 89
MP 18 MM 17.83 17.83 17.83 17.83 17.83 17.83 107
MP 19 MM 18.82 18.82 18.82 18.82 18.82 18.82 113
MP 22 MM 21.79 21.79 21.79 21.79 21.79 21.79 131
MP 25 MM 24.76 24.76 24.76 24.76 24.76 24.76 149
MP 30 MM 29.71 29.71 29.71 29.71 29.71 29.71 178
MP 45 MM 4.46 4.46 4.46 4.46 4.46 4.46 27
SP 4 MM 3.96 3.96 3.96 3.96 3.96 3.96 24
SP 6 MM 5.94 5.94 5.94 5.94 5.94 5.94 36
SP 8 MM 7.92 7.92 7.92 7.92 7.92 7.92 48
MHR 18 MM 17.83 17.83 17.83 17.83 17.83 17.83 107
MM 9 MM 8.91 8.91 8.91 8.91 8.91 8.91 53
MM 12 MM 11.89 11.89 11.89 11.89 11.89 11.89 71
MM 15 MM 14.86 14.86 14.86 14.86 14.86 14.86 89
MM 18 MM 17.83 17.83 17.83 17.83 17.83 17.83 107
MM 22 MM 21.79 21.79 21.79 21.79 21.79 21.79 131
MM 25 MM 24.76 24.76 24.76 24.76 24.76 24.76 149
MM 30 MM 29.71 29.71 29.71 29.71 29.71 29.71 178
Total TM 64 64 64 64 64 64 386
En el programa diario de produccin se tiene que producir un total de 386 TM a la semana y un producci n de 64 TM en forma diaria para poder cumplir el
programa de produccin.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 42
En el plan de requerimiento de materiales (MRP), se analiza las necesidades de los componentes para la elaboracin de los distintos tipos de maderba.
Comp1 MADERBA MP
Quin lo requiere? bat/ton 1 2 3 4
MP 9 MM 0.02 0.11 0.11 0.11 0.11
MP 10 MM 0.02 0.13 0.13 0.13 0.13
MP 12 MM 0.02 0.19 0.19 0.19 0.19
MP 15 MM 0.02 0.30 0.30 0.30 0.30
MP 18 MM 0.02 0.43 0.43 0.43 0.43
MP 19 MM 0.02 0.48 0.48 0.48 0.48
MP 22 MM 0.02 0.64 0.64 0.64 0.64
MP 25 MM 0.02 0.82 0.82 0.82 0.82
MP 30 MM 0.02 1.19 1.19 1.19 1.19
MP 45 MM 0.02 0.03 0.03 0.03 0.03
TOTAL 4.31 4.31 4.31 4.31
Stock Inicial : 0
Tamao de lote : LFL
Lead-time entrega : 0
Tabla de clculos y obtencin de lanzamientos
Perodo Inicial 1 2 3 4
Requerimientos Brutos 4.31 4.31 4.31 4.31
Recepciones Programadas
Proyeccion de Disponibilidad 0 - - - -
Requerimientos Netos 4.31 4.31 4.31 4.31
Liberaciones Planificadas de pedidos 4.31 4.31 4.31 4.31
Lanzamiento de ordenes 4.31 4.31 4.31 4.31
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 43
Comp2 MADERBA SP
Quin lo requiere? bat/ton 1 2 3 4
SP 4 MM 0.02 0.02 0.02 0.02 0.02
SP 6 MM 0.02 0.05 0.05 0.05 0.05
SP 8 MM 0.02 0.08 0.08 0.08 0.08
Total: 0.07 0.07 0.07 0.07
Stock Inicial : 0
Tamao de lote : LFL
Lead-time entrega : 0
Tabla de clculos y obtencin de lanzamientos
Perodo Inicial 1 2 3 4
Requerimientos Brutos
0.07 0.07 0.07 0.07
Recepciones Programadas
Proyeccion de Disponibilidad 0 - - - -
Requerimientos Netos
0.07 0.07 0.07 0.07
Liberaciones Planificadas de pedidos
0.07 0.07 0.07 0.07
Lanzamiento de ordenes
0.07 0.07 0.07 0.07
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 44
Comp3 MADERBA MHR
Quin lo requiere? bat/ton 1 2 3 4
MHR 18 MM 0.01 0.29 0.29 0.29 0.29
Total: 0.29 0.29 0.29 0.29
Stock Inicial : 0
Tamao de lote : LFL
Lead-time entrega : 0
Tabla de clculos y obtencin de lanzamientos
Perodo Inicial 1 2 3 4
Requerimientos Brutos 0.29 0.29 0.29 0.29
Recepciones Programadas
Proyeccion de Disponibilidad 0 - - - -
Requerimientos Netos 0.29 0.29 0.29 0.29
Liberaciones Planificadas de pedidos 0.29 0.29 0.29 0.29
Lanzamiento de ordenes 0.29 0.29 0.29 0.29
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 45
Comp4 MADERBA MM
Quin lo requiere? bat/ton 1 2 3 4
MM 9 MM 0.02 0.10 0.10 0.10 0.10
MM 12 MM 0.02 0.17 0.17 0.17 0.17
MM 15 MM 0.02 0.27 0.27 0.27 0.27
MM 18 MM 0.02 0.39 0.39 0.39 0.39
MM 22 MM 0.02 0.58 0.58 0.58 0.58
MM 25 MM 0.02 0.75 0.75 0.75 0.75
MM 30 MM 0.02 1.08 1.08 1.08 1.08
Total: 3.34 3.34 3.34 3.34
Stock Inicial : 0
Tamao de lote : LFL
Lead-time entrega : 0
Tabla de clculos y obtencin de lanzamientos
Perodo Inicial 1 2 3 4
Requerimientos Brutos 3.34 3.34 3.34 3.34
Recepciones Programadas
Proyeccion de Disponibilidad 0 - - - -
Requerimientos Netos 3.34 3.34 3.34 3.34
Liberaciones Planificadas de pedidos 3.34 3.34 3.34 3.34
Lanzamiento de ordenes 3.34 3.34 3.34 3.34
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 46
MAT 1: RESINA (M3)
Quin lo requiere? TM/bat 1 2 3 4
Comp1 0.02 0.10 0.10 0.10 0.10
Comp2 0.02 0.00 0.00 0.00 0.00
Comp3 0.02 0.01 0.01 0.01 0.01
Comp4 0.02 0.08 0.08 0.08 0.08
Total: 0.18 0.18 0.18 0.18
Stock Inicial : 10
Tamao de lote : 3500
Lead-time entrega : 1
Tabla de clculos y obtencin de lanzamientos
Perodo Inicial 1 2 3 4
Requerimientos Brutos 0.18 0.18 0.18 0.18
Recepciones Programadas 60
Proyeccion de Disponibilidad 10 70 70 69 69
Requerimientos Netos - - - -
Liberaciones Planificadas de pedidos - - - -
Lanzamiento de ordenes - - - -
En el MRP para la produccin de 1 TM de Maderba MP se necesita 0.41 TM de insumos y las lanzamientos de ordenes se tiene que realizar cada semana.
En el MRP para la produccin de 1 TM de Maderba SP se necesita 0.07 TM de insumos y las lanzamientos de ordenes se tiene que realizar cada semana.
En el MRP para la produccin de 1 TM de Maderba MRH se necesita 0.29 TM de insumos y las lanzamientos de ordenes se tiene que realizar cada semana.
En el MRP para la produccin de 1 TM de Maderba MM se necesita 3.34 TM de insumos y las lanzamientos de ordenes se tiene que realizar cada semana.
En el MRP para todas las producciones de Maderba se necesita 0. 18 TM de resina y no hay ninguna orden de lanzamiento ya que se cuenta con stock suficiente para cubrir la
produccin del primer mes.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 47
Conclusiones.
Nuestro argumento basado en la solidez de nuestro estudio a travs de dos estrategias
analizadas, nos lleva a decidir que debemos producir con la misma calidad que en las no
tomadas en cuenta, inclinndonos por la de menor costo, la estrategia de nivelacin.
En el programa maestro de produccin (PMP) se tiene bien planificado la produccin en
forma mensual, semanal y diariamente, con el PMP bien establecido nuestro plan de
requerimientos ser lo ideal para poder abastecer de insumos a la produccin de maderba en
las diferentes lneas de produccin.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 48
Recomendaciones
Para poder tener la mxima produccin se tiene que abastecer con los insumos planificados
en especial con la madera de eucalipto y pino, ya que este insumo es escaso y se paga un
sobre precio por eso aumentando el costo de produccin.
Implementar la compra de nuevas maquinarias para las lneas de produccin en los distintos
procesos ya que la maquinara es muy antigua.
Aumentar la capacidad de la planta para poder disminuir los costos de produccin.
Buscar nuevos materiales para la elaboracin de la Maderba ya que sus insumos son muy
caros.
INGENIERA INDUSTRIAL
Direccin Tctica de Operaciones 49
Referencias Bibliogrficas.
Anexos.
:
www.grupogloria.com/tapesa.html
www.datosperu.org/peru-tableros-
peruanos-sa.php
www.peruembassy.se/.../DirectorioExp
ortadoresSectorManufacturasDive
http://www.costosperu.com/ap-site-
noticias-
informacion.php?seccion=¬icia=
http://gestion.pe/noticia/257612/constr
uccion-sostendra-crecimiento-peru
Anda mungkin juga menyukai
- Políticas MacroeconómicasDokumen12 halamanPolíticas MacroeconómicasJhonny GonsalezBelum ada peringkat
- Actualidad Empresarial Ratios PDFDokumen1 halamanActualidad Empresarial Ratios PDFPedro Luis Rivera Ccoropuna67% (3)
- IVA5Dokumen23 halamanIVA5Cesar CastilloBelum ada peringkat
- Producción optimizada tableros aglomeradosDokumen34 halamanProducción optimizada tableros aglomeradosJhonny GonsalezBelum ada peringkat
- Analisis FinancieroDokumen60 halamanAnalisis FinancieroJhonny GonsalezBelum ada peringkat
- Planeamiento Agregado de La Produccion (Practica)Dokumen25 halamanPlaneamiento Agregado de La Produccion (Practica)Jhonny GonsalezBelum ada peringkat
- Pesca PeruDokumen58 halamanPesca Peruleydiangelino0% (1)
- Guia Constitucion EmpresasDokumen136 halamanGuia Constitucion EmpresasValencia Quispe CesarBelum ada peringkat
- Eirl-Dec Ley 21621Dokumen15 halamanEirl-Dec Ley 21621nelsoncuetoBelum ada peringkat
- El Problema Del Trabajo ProductivoDokumen55 halamanEl Problema Del Trabajo ProductivoJhonny GonsalezBelum ada peringkat
- SimioWorkshop - Capítulo 9 - Construcción de Objetos PDFDokumen18 halamanSimioWorkshop - Capítulo 9 - Construcción de Objetos PDFJhonny GonsalezBelum ada peringkat
- SimioWorkshop - Capítulo 1 - Conceptos de SimulaciónDokumen26 halamanSimioWorkshop - Capítulo 1 - Conceptos de SimulaciónJhonny Gonsalez100% (1)
- Sixsigma SixDokumen21 halamanSixsigma SixJonnathan SalazarBelum ada peringkat
- Adecuando Los Incentivos de La Cadena de Abastecimiento ExpDokumen11 halamanAdecuando Los Incentivos de La Cadena de Abastecimiento ExpJhonny GonsalezBelum ada peringkat
- Empresas Que Han Utilizado 6 SigmaDokumen4 halamanEmpresas Que Han Utilizado 6 SigmaJhonny Gonsalez100% (2)
- Análisis de La Matriz Foda de La Empresa Ferreyros SDokumen2 halamanAnálisis de La Matriz Foda de La Empresa Ferreyros SJhonny Gonsalez75% (12)
- Proyecto de Inversion Comercialización de AnchovetaDokumen37 halamanProyecto de Inversion Comercialización de AnchovetaJhonny GonsalezBelum ada peringkat
- Seis Sigma - Hacia Un Nuevo Paradigma en GestionDokumen26 halamanSeis Sigma - Hacia Un Nuevo Paradigma en GestionIvett LunaBelum ada peringkat
- Proyecto de Creacion de EmpresaDokumen38 halamanProyecto de Creacion de Empresamaitogomez1984100% (13)
- Info Osm Inv 06Dokumen11 halamanInfo Osm Inv 06Luis Fernando Ruiz DulantoBelum ada peringkat
- Six SigmaDokumen26 halamanSix SigmaJhonny GonsalezBelum ada peringkat
- Iso14001 2004Dokumen44 halamanIso14001 2004Jhonny GonsalezBelum ada peringkat
- Planeamiento Estrategico Ferreyros S.A.Dokumen21 halamanPlaneamiento Estrategico Ferreyros S.A.Jhonny Gonsalez100% (2)
- Plan Estrategico FerreyrosDokumen24 halamanPlan Estrategico FerreyrosJhonny Gonsalez50% (2)
- Informe Dto TapesaDokumen153 halamanInforme Dto TapesaJhonny GonsalezBelum ada peringkat
- Antecedentes de La Norma Iso 22000Dokumen64 halamanAntecedentes de La Norma Iso 22000Jhonny Gonsalez100% (1)
- Estudio Del Proceso Del Producto PericoDokumen25 halamanEstudio Del Proceso Del Producto PericoJhonny GonsalezBelum ada peringkat
- Ing. de Materiales - Procesos de Fabricacion CatDokumen91 halamanIng. de Materiales - Procesos de Fabricacion CatJhonny GonsalezBelum ada peringkat
- Cultivo Aji Paprika 2010 PDFDokumen19 halamanCultivo Aji Paprika 2010 PDFCessar MorraBelum ada peringkat
- Fallo Camara Nacional de Apelaciones Del Trabajo Sala 8 Elecciones Comercio 2018Dokumen7 halamanFallo Camara Nacional de Apelaciones Del Trabajo Sala 8 Elecciones Comercio 2018Anonymous 6qGEFdBelum ada peringkat
- Redes Cisco Ccna CompressedDokumen20 halamanRedes Cisco Ccna CompressedDaniel Gil CastilloBelum ada peringkat
- PETSExcavacion y Relleno Con Retroexcavadora-ExcavadoraDokumen9 halamanPETSExcavacion y Relleno Con Retroexcavadora-ExcavadoraRonald RBelum ada peringkat
- Anexo 16 Vol IIIDokumen40 halamanAnexo 16 Vol IIIjuanBelum ada peringkat
- Práctica Dirigida de Torsión N°2Dokumen7 halamanPráctica Dirigida de Torsión N°2david castillo riveraBelum ada peringkat
- Informe de Caja y Arqueo de CajaDokumen4 halamanInforme de Caja y Arqueo de CajaWill ArguetaBelum ada peringkat
- Declaración Viena Delincuencia JusticiaDokumen6 halamanDeclaración Viena Delincuencia JusticiaCarlos Muerte GonzalezBelum ada peringkat
- Liderazgo AngelaDokumen18 halamanLiderazgo AngelaPaula Andrea SalinasBelum ada peringkat
- Carreras ingeniería RusiaDokumen10 halamanCarreras ingeniería RusiaFranklin MarchettiBelum ada peringkat
- dv5 2247laDokumen2 halamandv5 2247laYulian BastoBelum ada peringkat
- Certificado de Calidad Sikaflex 2C NSDokumen2 halamanCertificado de Calidad Sikaflex 2C NSeslysa100% (1)
- Válvulas. Catálogo de Productos. Manejando Los Sólidos Secos A Granel Del MundoDokumen52 halamanVálvulas. Catálogo de Productos. Manejando Los Sólidos Secos A Granel Del MundoJuan David MontoyaBelum ada peringkat
- Gaviones y muros contenciónDokumen9 halamanGaviones y muros contenciónDoriagny RodriguezBelum ada peringkat
- Capítulo 3 - BM-5-6Dokumen2 halamanCapítulo 3 - BM-5-6deniseBelum ada peringkat
- Utilidad MarginalDokumen3 halamanUtilidad MarginalNairobyBelum ada peringkat
- Proyecto de Titulo Analisis Acqua Futuro SPA 2021 TrabajandoDokumen27 halamanProyecto de Titulo Analisis Acqua Futuro SPA 2021 TrabajandoCarlos Alberto Maldonado OssesBelum ada peringkat
- Demanada de Ejecucion de Resolucion JudicialDokumen7 halamanDemanada de Ejecucion de Resolucion JudicialYheral Yhosef Mamani CcunoBelum ada peringkat
- Etiquetado de MedicamentosDokumen4 halamanEtiquetado de MedicamentosEquipo de Respuesta Inmediata de la UMFCBelum ada peringkat
- 035 - 044 - Cap2 - Motor de Corriente ContinuaDokumen10 halaman035 - 044 - Cap2 - Motor de Corriente ContinuaMoises BarraBelum ada peringkat
- Guía Del Laboratorio Regresión Lineal MúltipleDokumen9 halamanGuía Del Laboratorio Regresión Lineal MúltipleMercedes ToribioBelum ada peringkat
- Cenizas de CarbónDokumen1 halamanCenizas de CarbónDiana Ramirez SilvaBelum ada peringkat
- Liderazgo AutoritarioDokumen5 halamanLiderazgo AutoritarioErick Jair Correa CobeñasBelum ada peringkat
- Informe ChiccheDokumen40 halamanInforme ChiccheDennis Minchán ChBelum ada peringkat
- Distribucion de PlantaDokumen1 halamanDistribucion de PlantaChelsea MedellinBelum ada peringkat
- Actividad #4Dokumen7 halamanActividad #4silviaBelum ada peringkat
- Análisis cinemático mecanismosDokumen25 halamanAnálisis cinemático mecanismosJhon SánchezBelum ada peringkat
- Arce, Gustavo La Economía Mundial en El Siglo XXIDokumen48 halamanArce, Gustavo La Economía Mundial en El Siglo XXIYanina CasanovaBelum ada peringkat
- Contratos ApunteDokumen23 halamanContratos ApunteAylen LuchiniBelum ada peringkat
- Exposicion Clase Magistral AlelyDokumen8 halamanExposicion Clase Magistral AlelyJuan Manuel ArredondoBelum ada peringkat