Anda mungkin juga menyukai
- Introduction To Forging.Dokumen10 halamanIntroduction To Forging.Kirpal SinghBelum ada peringkat
- Shaper MachineDokumen25 halamanShaper Machinehgsprof100% (3)
- Sheet Metal Forming TheoryDokumen12 halamanSheet Metal Forming TheoryRRSathyanarayananBelum ada peringkat
- Casting DefectDokumen90 halamanCasting DefectNayan PatelBelum ada peringkat
- Pattern ShopDokumen2 halamanPattern ShopMohsin QaziBelum ada peringkat
- Mitutoyo Rockwell Hardness TesterDokumen6 halamanMitutoyo Rockwell Hardness TesterArdian ArdianBelum ada peringkat
- Productivity Improvement of AutomotiveDokumen26 halamanProductivity Improvement of AutomotivechetanBelum ada peringkat
- Braking Systems: By: Rohan Vanjani 1509140125Dokumen25 halamanBraking Systems: By: Rohan Vanjani 1509140125siddharth johriBelum ada peringkat
- Lab ManualDokumen34 halamanLab ManualSamuelPannierselvamShirleyBelum ada peringkat
- Design of A Micro Injection Moulding Machine For Thermosetting Moulding MaterialsDokumen3 halamanDesign of A Micro Injection Moulding Machine For Thermosetting Moulding Materialsregil01Belum ada peringkat
- Experiment N04-Cup DrawDokumen5 halamanExperiment N04-Cup DrawRandhir KyBelum ada peringkat
- Kawaguchi Injection Moulding MachineDokumen11 halamanKawaguchi Injection Moulding MachineSofyan HadiBelum ada peringkat
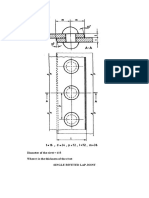
- Riveted JointsDokumen7 halamanRiveted JointsSUJITH GBelum ada peringkat
- Job Description - Transmission Design SpecialistDokumen2 halamanJob Description - Transmission Design SpecialistmexybabyBelum ada peringkat
- Pulverized CoalDokumen13 halamanPulverized CoalKeioleBelum ada peringkat
- Lab Manual - BWPDokumen23 halamanLab Manual - BWPAneesh KumarBelum ada peringkat
- Work StudyDokumen16 halamanWork StudyAkanksha kondaBelum ada peringkat
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDokumen71 halamanExample Slide of User Functions: Time Guide The Slide Should Be Finished byzahidwahla1Belum ada peringkat
- Introduction To Heat TreatmentDokumen10 halamanIntroduction To Heat TreatmentAzhar AliBelum ada peringkat
- YosrON Report v1.4Dokumen64 halamanYosrON Report v1.4Muhammad SherbeenyBelum ada peringkat
- Letter WritingDokumen51 halamanLetter WritingABHISHEK100% (1)
- Rubber Injection-MouldingDokumen25 halamanRubber Injection-MouldingRikki MalhotraBelum ada peringkat
- Standards of MeasurementDokumen19 halamanStandards of MeasurementAkshay Krishna100% (1)
- Chapter 11 Powder MetallurgyDokumen18 halamanChapter 11 Powder MetallurgyAmandeep SinghBelum ada peringkat
- 2 Lab - Report - MillingDokumen1 halaman2 Lab - Report - MillingAbu Rectify100% (1)
- New Instructions Manual - New (30-06-2022)Dokumen19 halamanNew Instructions Manual - New (30-06-2022)rarhi.krish8480Belum ada peringkat
- Lathe OperationsDokumen35 halamanLathe OperationsMuraliBelum ada peringkat
- Technology of IronmakingDokumen55 halamanTechnology of IronmakingAshishrock SinghBelum ada peringkat
- DMRC Rs6 Ci Main Line Test Procedure 8 Car Meirs6mltpci-002Dokumen34 halamanDMRC Rs6 Ci Main Line Test Procedure 8 Car Meirs6mltpci-002Chaitanya Bhargav KotikeBelum ada peringkat
- Lab Report 3Dokumen7 halamanLab Report 3mamoona noreen100% (1)
- 7 9layerblownfilmlinesDokumen6 halaman7 9layerblownfilmlinesductoan32Belum ada peringkat
- Deep Drawing - ProjectDokumen112 halamanDeep Drawing - ProjectideepujBelum ada peringkat
- S04-Types of DiesDokumen13 halamanS04-Types of Diesladyinred90Belum ada peringkat
- Time of Day (Tod Meter)Dokumen6 halamanTime of Day (Tod Meter)Sreepadam Padam100% (1)
- Casting Lab 1 ReportDokumen8 halamanCasting Lab 1 Reportapi-253426167100% (1)
- Presses & Press Work 2Dokumen27 halamanPresses & Press Work 2Sahil ShethBelum ada peringkat
- ME364 Forming SheetDokumen11 halamanME364 Forming SheetVed Prakash ChoudharyBelum ada peringkat
- Extrusion-PrinciplesDokumen15 halamanExtrusion-Principlesmuru_gan25Belum ada peringkat
- Final Report PDFDokumen32 halamanFinal Report PDFJon SnowBelum ada peringkat
- Deep Draw Technology 02Dokumen40 halamanDeep Draw Technology 02joseprf6180Belum ada peringkat
- Mechanical and Metal Trade Handbook 01Dokumen20 halamanMechanical and Metal Trade Handbook 01julioandres810% (1)
- Cast3 PDFDokumen67 halamanCast3 PDFyash guptaBelum ada peringkat
- What Is CastingDokumen10 halamanWhat Is CastingMuneeb RehmanBelum ada peringkat
- Bimetal Desingers GuideDokumen50 halamanBimetal Desingers GuideAnjana2893Belum ada peringkat
- DG SetDokumen3 halamanDG SetMaintenance Circle100% (2)
- Plummer Block TutorialDokumen21 halamanPlummer Block TutorialHareesha N GBelum ada peringkat
- Powder MetallurgyDokumen24 halamanPowder MetallurgyNitin Gupta100% (1)
- Washing Machine Motor ControllerDokumen2 halamanWashing Machine Motor ControllerSuneel Venkat100% (1)
- Process Capability & SQCDokumen37 halamanProcess Capability & SQCNirav Solanki0% (1)
- Single Point Cutting ToolDokumen22 halamanSingle Point Cutting ToolJerin CyriacBelum ada peringkat
- Sealed Quench FurnaceDokumen20 halamanSealed Quench FurnaceSathiyaPrakashBelum ada peringkat
- Ch-8.2 Screw Thread ManufacturingDokumen18 halamanCh-8.2 Screw Thread ManufacturingPrateek Bayal0% (2)
- Foundry I - Complete Lab Manual at WWW.07MET - TKDokumen18 halamanFoundry I - Complete Lab Manual at WWW.07MET - TKAnil Kumar100% (1)
- SOFCDokumen18 halamanSOFCarathyBelum ada peringkat
- Sheet Metal ShopDokumen18 halamanSheet Metal ShopAnandBelum ada peringkat
- Overview Report Speech WritingDokumen41 halamanOverview Report Speech WritingFeyisayo AdeyemoBelum ada peringkat
- Knocking and Knock Rating of FuelsDokumen8 halamanKnocking and Knock Rating of FuelsShivananda BhatBelum ada peringkat
- Hydraulic Baling PressDokumen3 halamanHydraulic Baling Pressajay pandeyBelum ada peringkat
- Metal Forming Processes - Full PDFDokumen91 halamanMetal Forming Processes - Full PDFAnonymous 9xvU1F100% (2)
- Lecture 4Dokumen19 halamanLecture 4Aditya KoutharapuBelum ada peringkat
- NPTEL Web Course On Complex Analysis: A. SwaminathanDokumen27 halamanNPTEL Web Course On Complex Analysis: A. SwaminathanAditya KoutharapuBelum ada peringkat
- NPTEL Web Course On Complex Analysis: A. SwaminathanDokumen14 halamanNPTEL Web Course On Complex Analysis: A. SwaminathanAditya KoutharapuBelum ada peringkat
- Lecture3 PDFDokumen36 halamanLecture3 PDFKiransinh D RathodBelum ada peringkat
- NPTEL Web Course On Complex Analysis: A. SwaminathanDokumen21 halamanNPTEL Web Course On Complex Analysis: A. SwaminathanAditya KoutharapuBelum ada peringkat
- NPTEL Web Course On Complex Analysis: A. SwaminathanDokumen16 halamanNPTEL Web Course On Complex Analysis: A. SwaminathanAditya KoutharapuBelum ada peringkat
- Conformal Mapping 2Dokumen15 halamanConformal Mapping 2AKHILA PEESARABelum ada peringkat
- MTPSPDokumen16 halamanMTPSPPranav SinghBelum ada peringkat
- Why Is Wassenaar Arrangement Important To India - The HinduDokumen4 halamanWhy Is Wassenaar Arrangement Important To India - The HinduAditya KoutharapuBelum ada peringkat
- What Are Asteroids and How Are They Grouped - The HinduDokumen4 halamanWhat Are Asteroids and How Are They Grouped - The HinduAditya KoutharapuBelum ada peringkat
- A Measured Leap - On Planetary System - The HinduDokumen2 halamanA Measured Leap - On Planetary System - The HinduAditya KoutharapuBelum ada peringkat
- NPTEL Web Course On Complex Analysis: A. SwaminathanDokumen22 halamanNPTEL Web Course On Complex Analysis: A. SwaminathanAditya KoutharapuBelum ada peringkat
- UIDAI Temporarily Suspends Airtel, Airtel Payments Bank's EKYC Licence - The HinduDokumen3 halamanUIDAI Temporarily Suspends Airtel, Airtel Payments Bank's EKYC Licence - The HinduAditya KoutharapuBelum ada peringkat
- What Are Bosons and How Did They Get Their Name - The HinduDokumen2 halamanWhat Are Bosons and How Did They Get Their Name - The HinduAditya KoutharapuBelum ada peringkat
- The Crisis of Globalisation - The HinduDokumen3 halamanThe Crisis of Globalisation - The HinduAditya KoutharapuBelum ada peringkat
- U.S JerusalemDokumen3 halamanU.S JerusalemAditya KoutharapuBelum ada peringkat
- This Year, On Jerusalem - The HinduDokumen4 halamanThis Year, On Jerusalem - The HinduAditya KoutharapuBelum ada peringkat
- What Is The Lowdown On Re-Curving Cyclones - The HinduDokumen2 halamanWhat Is The Lowdown On Re-Curving Cyclones - The HinduAditya KoutharapuBelum ada peringkat
- Wait and Watch - On U.SDokumen2 halamanWait and Watch - On U.SAditya KoutharapuBelum ada peringkat
- Transit Gambit - On E-Way Bill Mechanism For Transport of Goods - The HinduDokumen2 halamanTransit Gambit - On E-Way Bill Mechanism For Transport of Goods - The HinduAditya KoutharapuBelum ada peringkat
- The Hindu Explains - Why The 15th Finance Commission Has Some States Riled - The HinduDokumen7 halamanThe Hindu Explains - Why The 15th Finance Commission Has Some States Riled - The HinduAditya KoutharapuBelum ada peringkat
- The Rise and Fall of The WTO - The HinduDokumen4 halamanThe Rise and Fall of The WTO - The HinduAditya KoutharapuBelum ada peringkat
- September 2017 Ca English PDFDokumen87 halamanSeptember 2017 Ca English PDFSachin KanakalaBelum ada peringkat
- The Formal-Informal Divide - The HinduDokumen3 halamanThe Formal-Informal Divide - The HinduAditya KoutharapuBelum ada peringkat
- Reconsider The Rules - On 2017 Wetland Rules - The HinduDokumen3 halamanReconsider The Rules - On 2017 Wetland Rules - The HinduAditya KoutharapuBelum ada peringkat
- The Ratings Illusion - The HinduDokumen4 halamanThe Ratings Illusion - The HinduAditya KoutharapuBelum ada peringkat
- Seeing Through A Glass Darkly - On Combating Terrorism - The HinduDokumen5 halamanSeeing Through A Glass Darkly - On Combating Terrorism - The HinduAditya KoutharapuBelum ada peringkat
- The French Connections - The HinduDokumen6 halamanThe French Connections - The HinduAditya KoutharapuBelum ada peringkat
- The Center of The Milky Way Is Teeming With Black Holes - The HinduDokumen2 halamanThe Center of The Milky Way Is Teeming With Black Holes - The HinduAditya KoutharapuBelum ada peringkat
- RBI Keeps Repo Rate Unchanged at 6% - The HinduDokumen2 halamanRBI Keeps Repo Rate Unchanged at 6% - The HinduAditya KoutharapuBelum ada peringkat
- 50 p7 Kids AvikdeDokumen2 halaman50 p7 Kids AvikdebankansBelum ada peringkat
- Schiffman Cb09 PPT 06Dokumen49 halamanSchiffman Cb09 PPT 06Parth AroraBelum ada peringkat
- Summarized ACLS ScriptDokumen7 halamanSummarized ACLS Scriptnc.angel.niceBelum ada peringkat
- Marriage Practices Among The Gidda Oromo, Northern Wollega, EthiopiaDokumen2 halamanMarriage Practices Among The Gidda Oromo, Northern Wollega, Ethiopiajoseph mathewBelum ada peringkat
- Carbon Facial Copies of SlidesDokumen33 halamanCarbon Facial Copies of Slides77yr72cdh6Belum ada peringkat
- Marketing Plan For Paraiso Islet ResortDokumen25 halamanMarketing Plan For Paraiso Islet ResortEllaine Claire Lor100% (1)
- Determining Rounding Common CoreDokumen2 halamanDetermining Rounding Common Coreapi-3662903730% (1)
- Plastique: Art and EducationDokumen7 halamanPlastique: Art and EducationJackStevensonBelum ada peringkat
- Olinger v. The Church of Jesus Christ of Latter Day Saints Et Al - Document No. 1Dokumen4 halamanOlinger v. The Church of Jesus Christ of Latter Day Saints Et Al - Document No. 1Justia.comBelum ada peringkat
- Social Consequences of UnemploymentDokumen3 halamanSocial Consequences of UnemploymentvillafuerteviBelum ada peringkat
- A Global StudyDokumen57 halamanA Global StudyRoynal PasaribuBelum ada peringkat
- 115 FinargDokumen294 halaman115 FinargMelvin GrijalbaBelum ada peringkat
- The Machine StopsDokumen14 halamanThe Machine StopsMICHAEL HARRIS USITABelum ada peringkat
- Amtek Auto Analysis AnuragDokumen4 halamanAmtek Auto Analysis AnuraganuragBelum ada peringkat
- BIO210 Lab Report 3Dokumen6 halamanBIO210 Lab Report 3Isra MallaBelum ada peringkat
- Aìgas of Bhakti. at The End of The Last Chapter Uddhava Inquired AboutDokumen28 halamanAìgas of Bhakti. at The End of The Last Chapter Uddhava Inquired AboutDāmodar DasBelum ada peringkat
- Articles 62 & 63: Presented By: Muhammad Saad Umar FROM: BS (ACF) - B 2K20Dokumen10 halamanArticles 62 & 63: Presented By: Muhammad Saad Umar FROM: BS (ACF) - B 2K20Muhammad Saad UmarBelum ada peringkat
- RPT Form 2 2023Dokumen7 halamanRPT Form 2 2023NOREEN BINTI DOASA KPM-GuruBelum ada peringkat
- A100K10873 VSP-12-Way Technical ManualDokumen20 halamanA100K10873 VSP-12-Way Technical Manualchufta50% (2)
- Bird Beak ActivityDokumen4 halamanBird Beak Activityapi-314222661Belum ada peringkat
- 15 Melodic Uses of Non-Chord TonesDokumen3 halaman15 Melodic Uses of Non-Chord TonesonlymusicaBelum ada peringkat
- Hard Soft Acid Base TheoryDokumen41 halamanHard Soft Acid Base TheorythinhbuBelum ada peringkat
- Brain and LanguageDokumen3 halamanBrain and LanguageJasper AngelesBelum ada peringkat
- Reflection Paper-The Elephant Man PDFDokumen1 halamanReflection Paper-The Elephant Man PDFCarlosJohn02Belum ada peringkat
- Saptamsa - D7Dokumen4 halamanSaptamsa - D7Nabeel IrfanBelum ada peringkat
- ResultofCFAPMSAExaminations Winter2022Dokumen62 halamanResultofCFAPMSAExaminations Winter2022Nauman NafeesBelum ada peringkat
- Professional Education Pre-Licensure Examination For TeachersDokumen12 halamanProfessional Education Pre-Licensure Examination For TeachersJudy Mae ManaloBelum ada peringkat
- Corporation Law Case Digests Philippines Merger and ConsolidationDokumen7 halamanCorporation Law Case Digests Philippines Merger and ConsolidationAlpha BetaBelum ada peringkat
- JURDING (Corticosteroids Therapy in Combination With Antibiotics For Erysipelas)Dokumen21 halamanJURDING (Corticosteroids Therapy in Combination With Antibiotics For Erysipelas)Alif Putri YustikaBelum ada peringkat
- The Role of Financial System in DevelopmentDokumen5 halamanThe Role of Financial System in DevelopmentCritical ThinkerBelum ada peringkat