Anda mungkin juga menyukai
- 1997 UBC Vol 2Dokumen501 halaman1997 UBC Vol 2Ali KaroutBelum ada peringkat
- Globe Telecommunications Swot AnalysisDokumen5 halamanGlobe Telecommunications Swot AnalysisCarmella Belen50% (4)
- What Are Batch Element Entry (BEE) ?: B E E (BEE)Dokumen20 halamanWhat Are Batch Element Entry (BEE) ?: B E E (BEE)arun9698Belum ada peringkat
- MMOG - LE Foreword and Intro, V3 2009 PDFDokumen26 halamanMMOG - LE Foreword and Intro, V3 2009 PDFwrr190Belum ada peringkat
- Agile Essentials You Always Wanted To Know: Self Learning ManagementDari EverandAgile Essentials You Always Wanted To Know: Self Learning ManagementBelum ada peringkat
- HOTEL CONNISSEUR Python Project (With Code)Dokumen42 halamanHOTEL CONNISSEUR Python Project (With Code)Scary PeepsBelum ada peringkat
- Hatsumono DUCTODokumen11 halamanHatsumono DUCTOSerchecko JaureguiBelum ada peringkat
- E06a Triggers ENGDokumen58 halamanE06a Triggers ENGMirkoVivianiBelum ada peringkat
- Lean Product Development - Redefining The Indian AutomotiveDokumen13 halamanLean Product Development - Redefining The Indian AutomotiveTaynan SilvaBelum ada peringkat
- Familywise MatrixDokumen22 halamanFamilywise MatrixVikas KashyapBelum ada peringkat
- 3025 44Dokumen6 halaman3025 44rambinodBelum ada peringkat
- Fire Load For U-2 U-4Dokumen3 halamanFire Load For U-2 U-4abhayaadeshBelum ada peringkat
- 5S Cross ZoneDokumen5 halaman5S Cross ZoneAnilkumarBelum ada peringkat
- Transfer CaseDokumen6 halamanTransfer CaseTim SmithBelum ada peringkat
- CS Project MYSQLDokumen26 halamanCS Project MYSQLSamir ParmarBelum ada peringkat
- Annual ReportDokumen240 halamanAnnual Reportappa raoBelum ada peringkat
- Home Inspection ChecklistDokumen4 halamanHome Inspection Checklistpradip barasiyaBelum ada peringkat
- Organic Rxns 1Dokumen61 halamanOrganic Rxns 1Prajwal Talwalkar100% (1)
- Yamazumi Chart 1.0Dokumen1 halamanYamazumi Chart 1.0Jesus Antonio Esquivel HernandezBelum ada peringkat
- Calibration CertificateDokumen3 halamanCalibration CertificateMARIBETH AGUBABelum ada peringkat
- Design of Experiments (DOE) TutorialDokumen4 halamanDesign of Experiments (DOE) Tutorialmpedraza-1Belum ada peringkat
- 1.CORPORATE QUALITY MANAGEMENT SYSTEM (CQMS) Overvie PDFDokumen85 halaman1.CORPORATE QUALITY MANAGEMENT SYSTEM (CQMS) Overvie PDFJose Cepeda100% (1)
- APQPStatus Reporting GuidelinesDokumen19 halamanAPQPStatus Reporting GuidelinesskluxBelum ada peringkat
- Project Report On Employee Management System OF SHIVAMDokumen27 halamanProject Report On Employee Management System OF SHIVAMÁshîsh kûmärBelum ada peringkat
- Checksheet Error ProofingDokumen4 halamanChecksheet Error ProofingEzhilarasan DhoniBelum ada peringkat
- Layered Process Audit Checklist (LPA)Dokumen5 halamanLayered Process Audit Checklist (LPA)ALBERTO ALVARADO CARRILLOBelum ada peringkat
- Theory ConstraintsDokumen5 halamanTheory ConstraintsKaren Kate MarzoBelum ada peringkat
- Process Verification Audit ChecklistDokumen6 halamanProcess Verification Audit Checklisthmp90Belum ada peringkat
- Critical To Customer RequirementsDokumen29 halamanCritical To Customer RequirementsVaibhav SinghBelum ada peringkat
- Promblem Solving Combined March 2017 AnelleDokumen25 halamanPromblem Solving Combined March 2017 AnelleSravan DasariBelum ada peringkat
- HSEQ Policy NewDokumen1 halamanHSEQ Policy Newasim98Belum ada peringkat
- Do Kadam Vismaran Se Smaran Ki Aur - BY RATNATRAYI TRUSTDokumen97 halamanDo Kadam Vismaran Se Smaran Ki Aur - BY RATNATRAYI TRUSTPRADEEP MULANIBelum ada peringkat
- Motherson Sumi Annual Report 2017-18Dokumen368 halamanMotherson Sumi Annual Report 2017-18DARSHAN BANDABelum ada peringkat
- Rolled Throughput Yield (Training)Dokumen7 halamanRolled Throughput Yield (Training)Madhavan RamBelum ada peringkat
- QSD111.00 Corporate Quality Manual PDFDokumen22 halamanQSD111.00 Corporate Quality Manual PDFgregory velezBelum ada peringkat
- 2018 MBB Bok MapDokumen12 halaman2018 MBB Bok MapMohammed YasserBelum ada peringkat
- 8d's y 5 Por Que de NissanDokumen8 halaman8d's y 5 Por Que de NissanSergio RuizBelum ada peringkat
- QRQC PresentationDokumen17 halamanQRQC PresentationmailqaBelum ada peringkat
- Supplier Scorecard GuidelinesDokumen6 halamanSupplier Scorecard Guidelinesnasernaser741Belum ada peringkat
- Endurance Annual Report - 2017 PDFDokumen252 halamanEndurance Annual Report - 2017 PDFRonit SinghBelum ada peringkat
- Staufen Polska One Piece Flow 2009Dokumen4 halamanStaufen Polska One Piece Flow 2009tiwintli14Belum ada peringkat
- Kanban Card CalculatorDokumen4 halamanKanban Card CalculatorHomero CastillaBelum ada peringkat
- IEE Value Chain With Predictive ScorecardsDokumen7 halamanIEE Value Chain With Predictive ScorecardspasticcioBelum ada peringkat
- Traceability InventoryDokumen34 halamanTraceability InventoryM. Farhan Ajar GemilangBelum ada peringkat
- Magna Global Quality Standard: MQS 14 - Avoidance of Wrong DeliveriesDokumen4 halamanMagna Global Quality Standard: MQS 14 - Avoidance of Wrong DeliveriesGonzalo MazaBelum ada peringkat
- PFMEA Ranking Table Rating Criteria Action GuidelineDokumen10 halamanPFMEA Ranking Table Rating Criteria Action GuidelineEnrico Miguel AquinoBelum ada peringkat
- Odette ETI9Dokumen23 halamanOdette ETI9Helton MotaBelum ada peringkat
- Production Analysis ReportDokumen1 halamanProduction Analysis ReportVINAYBelum ada peringkat
- Data Collection and Analysis Tools: Design of Experiments (DOE) TutorialDokumen5 halamanData Collection and Analysis Tools: Design of Experiments (DOE) TutorialAmiya KumarBelum ada peringkat
- Renault Group Customer Specific Requirements For IATF 16949 - July 2017 - tcm183-1169110Dokumen10 halamanRenault Group Customer Specific Requirements For IATF 16949 - July 2017 - tcm183-1169110Gonzalo MazaBelum ada peringkat
- Defect Matrix AutosavedDokumen23 halamanDefect Matrix AutosavedVikas KashyapBelum ada peringkat
- 06-خطة الإجراءات التصحيحية-Corrective Action PlanDokumen11 halaman06-خطة الإجراءات التصحيحية-Corrective Action Planحسن ابو فهدBelum ada peringkat
- Essay On Mahatma GandhiDokumen4 halamanEssay On Mahatma GandhiSabharatnam NarayananBelum ada peringkat
- A3 Single Point Lesson 8 X 11Dokumen1 halamanA3 Single Point Lesson 8 X 11sbtharanBelum ada peringkat
- Calibration Details With Sample Certificate and Website LinksDokumen9 halamanCalibration Details With Sample Certificate and Website LinksAkash RajanBelum ada peringkat
- Aerospace Lean Manufacturing MetricsDokumen2 halamanAerospace Lean Manufacturing MetricsMani Rathinam RajamaniBelum ada peringkat
- User Guide: # Y N N/A RYG EvidenceDokumen22 halamanUser Guide: # Y N N/A RYG EvidenceLuis RamirezBelum ada peringkat
- Warm-Up - Day 2: Place Self Others Team Purpose AgendaDokumen85 halamanWarm-Up - Day 2: Place Self Others Team Purpose AgendaSanjeev SharmaBelum ada peringkat
- Lean Six Sigma ToolkitDokumen63 halamanLean Six Sigma ToolkitLOLIMBelum ada peringkat
- CS Project Updated1Dokumen15 halamanCS Project Updated1Purnendu JhaBelum ada peringkat
- GM 1927-87 Special Nonconforming Material AuditDokumen6 halamanGM 1927-87 Special Nonconforming Material AuditMichael HicksBelum ada peringkat
- Arrow DiagramDokumen4 halamanArrow DiagramscapasBelum ada peringkat
- The Quality Paradigm: Why You and Your Business Need It to SucceedDari EverandThe Quality Paradigm: Why You and Your Business Need It to SucceedBelum ada peringkat
- LUMIQ DataSheetDokumen5 halamanLUMIQ DataSheetBhanuj VermaBelum ada peringkat
- Roll ACoasterDokumen2 halamanRoll ACoasterBhanuj VermaBelum ada peringkat
- AutoKriti 7.0Dokumen60 halamanAutoKriti 7.0Bhanuj VermaBelum ada peringkat
- Entrepreneurship Project Report: United Steels LTD, KurukshetraDokumen22 halamanEntrepreneurship Project Report: United Steels LTD, KurukshetraBhanuj VermaBelum ada peringkat
- Process Control - Chapter 7JUDokumen42 halamanProcess Control - Chapter 7JUY MuBelum ada peringkat
- DTN NS3Dokumen4 halamanDTN NS3Mirza RizkyBelum ada peringkat
- Optima User GuideDokumen158 halamanOptima User GuideVikasBelum ada peringkat
- Thesis Submission Certificate FormatDokumen6 halamanThesis Submission Certificate Formatmichellespragueplano100% (3)
- Android Project ReportDokumen38 halamanAndroid Project ReportSahil Adlakha57% (7)
- FBS ProfileDokumen10 halamanFBS ProfilePrashant VahulrajeBelum ada peringkat
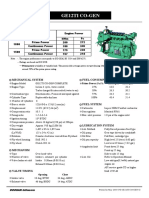
- Ge12ti Co Gen-GDokumen2 halamanGe12ti Co Gen-GTilok DasBelum ada peringkat
- Prime Time FeaturesDokumen15 halamanPrime Time FeaturesPruthwish PatelBelum ada peringkat
- DWM1001 DatasheetDokumen30 halamanDWM1001 DatasheetJan KubalaBelum ada peringkat
- ERP ArchitectureDokumen43 halamanERP ArchitectureÄkshít ŠhàŕmäBelum ada peringkat
- Comsol PricelistDokumen4 halamanComsol PricelistKalipada SenBelum ada peringkat
- Experiment # 1: MATLAB Basics For Communication System Design ObjectiveDokumen19 halamanExperiment # 1: MATLAB Basics For Communication System Design ObjectiveSyed F. JBelum ada peringkat
- Traning Report - 01914803618 - Ansh PuriDokumen111 halamanTraning Report - 01914803618 - Ansh PuriVansh puriBelum ada peringkat
- Evolution of NetworksDokumen21 halamanEvolution of NetworksScribd Dot ComBelum ada peringkat
- Onto 1Dokumen16 halamanOnto 1DavidTumini Ogolo100% (1)
- QRadar SOAR PoX Product Education Quiz (SOAR PoX L4) Attempt ReviewDokumen15 halamanQRadar SOAR PoX Product Education Quiz (SOAR PoX L4) Attempt ReviewLyu SeyBelum ada peringkat
- ITC-3 Technical Description - 2020 PDFDokumen24 halamanITC-3 Technical Description - 2020 PDFAndres Mtz CotaBelum ada peringkat
- Ac-Aud 3Dokumen10 halamanAc-Aud 3Mark Anthony TibuleBelum ada peringkat
- Maytec-HT-08 Maytec Generell BrochureDokumen6 halamanMaytec-HT-08 Maytec Generell BrochurezhiqianxuBelum ada peringkat
- My SQLDokumen44 halamanMy SQLRachita RamanBelum ada peringkat
- TEMS Visualization - Analyzing UETRDokumen22 halamanTEMS Visualization - Analyzing UETROkan IlkerBelum ada peringkat
- Pert ChartDokumen20 halamanPert Chartshweta bhilawadiBelum ada peringkat
- Us Presidential Vocabulary - IpynbDokumen40 halamanUs Presidential Vocabulary - Ipynbbahadursoma3Belum ada peringkat
- C Program For Long To String Conversion - GeeksforgeeksDokumen10 halamanC Program For Long To String Conversion - GeeksforgeeksMike ThomsonBelum ada peringkat
- Unit I - Basics of C ProgrammingDokumen44 halamanUnit I - Basics of C ProgrammingHarsh DeshwalBelum ada peringkat
- Update Asset SMBD 6okt2022Dokumen5 halamanUpdate Asset SMBD 6okt2022PANCAWARNA AdventureBelum ada peringkat
- System and Standard Functions For S7-300 and S7-400Dokumen586 halamanSystem and Standard Functions For S7-300 and S7-400orgil02220100% (1)