Artigo Completo C
Diunggah oleh
Frederico Neves0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
30 tayangan9 halamanJudul Asli
Artigo Completo c
Hak Cipta
© © All Rights Reserved
Format Tersedia
PDF, TXT atau baca online dari Scribd
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PDF, TXT atau baca online dari Scribd
0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
30 tayangan9 halamanArtigo Completo C
Diunggah oleh
Frederico NevesHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PDF, TXT atau baca online dari Scribd
Anda di halaman 1dari 9
Avaliao experimental e numrica do efeito da cunhagem
sobre as tenses residuais em um componente automotivo
Ana P. B. Melo
1
, Frederico O. Neves
1
, Durval U. Braga
1
e Alex S. C. Silva
1
(1) Universidade Federal de So Joo del Rei Departamento de Engenharia Mecnica -
e-mail: fred@ufsj.edu.br
RESUMO
As operaes de conformao provocam o surgimento de tenses residuais. Estas tenses esto
presente nos componentes mecnicos e somadas s tenses externas aumentam ou diminuem a
resistncia a solicitaes, dependendo de sua magnitude e de sua natureza (trativa ou
compressiva), podendo levar o componente mecnico a falhar por fadiga. Este trabalho teve como
objetivo avaliar a tenso residual gerada pelo processo de cunhagem, aps a estampagem, em
um componente automotivo de ao carbono. Os pontos analisados so os furos por onde a pea
se fixa estrutura atravs de parafusos. As bordas dos furos foram submetidos a cunhagem com
ferramentas com ngulos de 30, 45, 60 e um puno redondo. Um planejamento estatstico
aleatorizado por nveis foi utilizado para os ensaios. A tenso residual foi avaliada atravs de
medioes em ensaios de microdureza instrumentada e atravs de simulao numrica utilizando
o Mtodo dos Elementos Finitos. Os resultados foram analisados atravs de uma Anlise da
Varincia e mostraram que a cunhagem introduziu tenses residuais compressivas, melhorando a
resistncia mecnica destes elementos. Tambm indicou que o puno de 45 introduziu uma
magnitude maior de tenso residual compressiva, sendo seguido do puno redondo. A simulao
numrica apresentou resultados compatveis com os encontrados na anlise experimental .
INTRODUO
Estampagem um processo de conformao mecnica geralmente realizado a frio, onde ocorre
deformao na regio plstica no material. A estampagem muito utilizada na indstria por
permitir a fabricao de peas de diversos formatos em larga escala, neste processo uma chapa
conformada por um puno e uma matriz dando pea a forma do ferramental, a escolha do
material a ser estampado depende de suas propriedades mecnicas. Existem muitas aplicaes
para estampagem na indstria automotiva, porm as mais utilizadas so a fabricao de
componentes tais como longarinas, rodas, cap, carrocerias e para lamas. Este tipo de
componentes geralmente estampado a partir de chapas de ao.
Cunhagem um processo de prensagem geralmente realizado a frio onde a pea fica limitada
pela matriz, de modo que o perfil ou a impresso seja reproduzido perfeitamente. Na cunhagem
em ao ocorre deformao plstica da superfcie da chapa e o esforo principal a que a
ferramenta fica submetida a compresso.
Nos processos de conformao, especialmente no processo de estampagem, podem ocorrer o
aparecimento de tenses residuais que resultam numa srie de efeitos, podendo gerar benefcios
ou no, dependendo da aplicao do componente e da intensidade da tenso. Nesta pesquisa
investigou-se a distribuio de tenses residuais no entorno de furo de fixao de um componente
automotivo estampado, estabelecendo a intensidade e de natureza destas tenses (compressiva
ou trativa), e avaliar se a operao de cunhagem aps a estampagem introduz tenses residuais
compressivas na regio estudada.
REVISO DA LITERATURA
Estampagem
Estampagem a manufatura de um produto a partir de uma chapa, que venha apresentar um
formato desejado, sem defeitos ou falhas. O formato final do produto aps o processo de
estampagem definido pelo ferramental e pelos parmetros do processo (FERRARRINI, 2004).
A grande maioria de produtos estampados produzida de chapas de ao. A importncia
econmica dos processos de estampagem comparada com outros processos de fabricao
visvel analisando a produo de chapas nos ltimos cinco anos. Estima-se que 14 a 15 % da
produo siderrgica do pas so destinadas a ser empregada nestes processos (SHAEFFER,
2004).
Durante a estampagem de chapas vrios fenmenos fsicos ocorrem com a mudana de forma. A
variao de espessura o efeito mais bvio, o qual provoca reduo de espessura nas reas
onde ocorrem as deformaes. Outros efeitos como tenso residual e encruamento tambm
acontecem com a deformao. Todos estes efeitos tm influncia nas anlises subsequentes,
como por exemplo, na anlise estrutural, avaliao de rigidez e previso de vida em fadiga (WU-
RONG, GUANLONG, ZHONG-QUIN, 2009).
Kin et al (2007) estudaram o uso de lubrificantes no processo de estampagem profunda atravs
de investigao prtica e anlise de elementos finitos. Avaliaram cinco tipos de lubrificantes de
estampagem (quatro de filme seco e um molhado) usando estampagem profunda. O
desempenho dos lubrificantes foram avaliados, o coeficiente de atrito para cada lubrificante
testado foi determinada atravs da anlise elementos finitos, combinando o previsto e valores
medidos da curva de carga tempos e a profundidade de estampagem.
Katsuyoshi e Yanagimoto (2011) desenvolveram um mtodo de avaliao para medir os efeitos
de estampagem a quente e as condies operacionais sobre o produto. O mtodo proposto pode
validar as relaes entre as variveis de controle no processo de estampagem a quente, como
velocidade do puno, fora do puno, temperatura da chapa, temperatura da matriz, taxa de
resfriamento da amostra e informaes do processo / produto, como propriedades mecnicas,
retorno elstico e microestrutura.
Cunhagem
Cunhagem um processo de conformao realizado a frio, empregando matriz fechada ou aberta,
visa produzir uma impresso bem definida na superfcie de uma pea, sendo usada para fabricar
moedas, medalhas, talheres e outras peas pequenas, bem como para gravar detalhes de
diversos tipos em peas maiores (MOURO E AURAS, 2007).
Martins (2004) estudou o processo de cunhagem em vlvulas para compressores estampadas em
ao carbono UHB-20C. Foram cunhados os furos na regio central da vlvula, regio de maior
concentrao de tenso, e os resultados da operao de cunhagem foram comparados com o
resultados obtidos em simulao pelo mtodo de elementos finitos. O processo de cunhagem
trouxe beneficio as vlvulas, pois induziu tenses residuais compressivas o que aumentou a
resistncia fadiga nas vlvulas.
Tenses residuais
De uma forma simples e geral, entende-se por tenses residuais aquelas existentes em um
componente sem que estejam agindo sobre ele quaisquer foras externas, inclusive peso prprio.
As tenses residuais so elsticas e se superpem s cargas de servio, podendo ser benficas
ou no s estruturas e equipamentos, dependendo de sua magnitude, sinal e distribuio (LU,
1996). Soares (2003), afirma que tenses residuais podem estar presentes nos mais diversos
componentes mecnicos e tm papel importante na resistncia s solicitaes destes, uma vez
que as tenses residuais se somam s tenses atuantes (externas) podendo aumentar ou diminuir
sua magnitude. Assim, o conhecimento do valor e da distribuio das tenses residuais um fator
muito importante do ponto de vista de integridade estrutural. A medio destas tenses um
passo fundamental para assegurar o bom desempenho de um componente.
Diversas tcnicas para medio de tenses residuais esto disponveis na literatura: tcnica do
furo-cego, difrao de raios-X, ensaio de indentao, remoo de camadas, entre outras.
Segundo Lu (2005), as tenses residuais so elsticas e se superpem s cargas de servio,
podendo ser benficas ou no s estruturas e equipamentos, dependendo de sua magnitude,
sinal e distribuio. As tenses residuais so auto-equilibrantes. Qualquer perturbao como
remoo de material, aplicao de carregamentos trmicos ou mecnicos, altera o seu estado e
causa sua redistribuio de modo que as tenses se equilibrem novamente. Martins et al (2006),
analisaram tenses residuais, em vlvulas dinmicas estampadas, por difrao de raios-X e pelo
mtodo de elementos finitos. Chahardehi, Brennan e Steuwer, (2010) estudaram o efeito das
tenses residuais resultantes do processo a laser shot peening em trincas por fadiga e mediram a
tenso residual pelo mtodo de difrao de nutrons.
As tenses residuais podem ser de trs tipos principais: (1) tenses residuais macroscpicas; (2)
tenses residuais microscpicas e; (3) tenses residuais submicroscpicas. Tal classificao
feita de acordo com a distncia em que as tenses podem ser observadas (LU, 1996).
Mtodos de medio de tenses residuais
H vrias tcnicas para medio de tenses residuais e elas podem ser classificadas em
mtodos semidestrutivos, destrutivos, e no destrutivos. Os mtodos semidestrutivos e
destrutivos se baseiam na alterao do estado de equilbrio das tenses residuais, provocando
alvio destas tenses no ponto ou na regio de medio.Os mtodos no destrutivos so
baseados nas variaes de parmetros fsicos ou cristalogrficos do material em anlise,
relacionados com as tenses residuais que provocam estas alteraes. Estes mtodos
determinam de forma combinada todas as tenses residuais existentes no material, sejam elas
microscpicas, submicroscpicas ou macroscpicas, sem a possibilidade de distino entre elas
(Suterio, 2005).
Mtodo de medio de tenses residuais por indentao
A indentao induz novas tenses provocando uma alterao plstica localizada na superfcie do
material. O campo de deformaes locais decorrentes da indentao funo da forma da
ferramenta de indentao, das propriedades do material, da carga de indentao e da magnitude
e direo das tenses residuais inicialmente presentes no material (REIS, 2012). Espera-se que
um material deformado a frio, submetido a um ensaio de dureza superficial, apresente um
resultado diferente do resultado do mesmo ensaio em um material no deformado. Se a natureza
das tenses residuais na superfcie forem trativas, o ensaio apresentar um valor menor para a
dureza superficial em relao ao material no deformado. Em caso contrrio, sendo
compressivas as tenses residuais na superfcie, a penetrao ser mais difcil e o resultado do
ensaio apresentar valores maiores.
Carlsson e Larsson (2001) fizeram uma anlise terica e experimental associadas a simulaes
numricas, e mostraram que as tenses residuais esto relacionadas ao tamanho da rea de
contato entre o indentador e o material, e que campos de deformao residuais podem ser
precisamente correlacionados pelo valor de dureza do material.
Sousa (2012) desenvolveu uma relao matemtica como mtodo alternativo para determinar
tenses residuais atravs do ensaio de indentao em diferentes materiais e comparou as
medidas de indentao com medidas de tenses residuais atravs do mtodo de difrao de
raios-X obtendo uma boa correlao.
METODOLOGIA
Para operao de cunhagem dos componentes estampados foi confeccionada uma ferramenta e
quatro punes com os seguintes ngulos 30, 45, 60 e um puno redondo em ao H-13,
conforme Fig. (1) e (2). A ferramenta e os punes foram submetidos a tratamento trmico de
tmpera e revenido.
Figura 1. Conjunto de ferramentas de cunhagem
Figura 5. Punes e apoios
Os corpos de prova utilizados na operao de cunhagem foram os componentes j estampados,
conforme Fig. (3).
Figura 3. Componente estampado e detalhe da cunhagem com puno de 60.
O experimento foi realizado em trs partes. Na primeira parte foram separados corpos de prova
do material virgen sem nenhum tipo de conformao para servir de referncia nos ensaios. Na
segunda parte foram separados corpos de prova estampados e na terceira parte corpos de prova
estampados foram cunhados cunhados com os diferentes punes com bordas em ngulos de
30, 45 e 60 e um puno de borda redonda, utilizando uma prensa hidrulica de 15 toneladas.
Cada componente contm 4 furos. A cunhagem foi feita primeiro na parte superior do furo e
depois na parte inferior, com profundidade de 0,7 mm de cada lado do furo, sendo que o
componente tem espessura de 2,5mm. Foram feitas trs rplicas para cada ngulo. Em seguida
os corpos de prova foram seccionados transversalmente ao furo utilizando fluido refrigerante para
evitar deformaes devido ao aquecimento. Os mesmos foram marcados para que, ao serem
embutidos, fosse possvel indentificar qual a parte superior e a inferior do furo. Foram lixadas com
lixas dgua de diferentes granulometrias de 120 a 1500 mesh e polidas com alumina 3 m.
As amostras foram submetidas ao ensaio de ultramicrodureza Vickers. Os ensaios de dureza
foram realizados utilizando os parmetros fora mxima de 500 (mN), fora mnima de 1,96 (mN),
velocidade de leitura de 1,0 (mN/s) e raio de posio do indentador de 0,070. Foram feitas 36
medies em amostras do material virgem (blank), 72 medies em amostras dos corpos de prova
estampados e 72 medies em amostras de cada ngulo dos corpos de provas cunhados, sendo
36 medies na parte superior das amostras e 36 na parte inferior das amostras.
Foram realizadas simulaes numricas utilizando Mtodo dos Elementos Finitos. As simulaes
foram efetuadas com o software HyperMesh, para analisar a tenso residual na operao de
cunhagem. No software foi montado um conjunto pea x ferramenta para cada ngulo de
cunhagem e as simulaes foram realizadas.
Foi realizada anlise estatstica para avaliar os efeitos da estampagem e cunhagem, sobre as
tenses residuais. O planejamento experimental consistiu em planejamento aleatorizado por
nveis com uma varivel de influncia, o ngulo de cunhagem. Foram comparadas a medidas de
indentao dos corpos de prova padro (blank) isento de processo de conformao com os
corpos de prova estampado e posteriormente com os corpos de prova estampados/cunhados com
ngulos de 30, 45, 60 e redondo. A anlise de varincia foi realizada com o nvel de confiana
de 5%.
RESULTADOS E DISCUSSES
As medies de dureza foram realizadas em cada amostra com seus diferentes ngulos de
cunhagem, 30, 45, 60 e redondo e foram comparadas com as medies da dureza nas
amostras somente estampadas e medies de durezas do blank. A Tab. (1) apresenta os valores
da mdia das ultramicrodurezas encontradas nos ensaios e a Tab. (2) mostra os resultados da
Anlise da Varincia, concluindo que o formato do puno de cunhagem influenciou os
resulltados. U
Tabela 1. Mdia dos valores de ultramicrodureza em MPa.
Blank Estampada 30 45 60 Redondo
1723,440 2095,062 1894,121 3365,192 2682,245 2572,306
Tabela 2. Anlise de Varincia
SS GL MSC Fcal Ftab Concluso
SSTotal 315.366.057 379
SSA 117.062.498 1 117062498,3 223,14085 3,866 Rejeita
Sserro 198.303.559 378 524612,58
Um teste de contraste mostou que no houve diferena significativa entre os punes de 60 e o
puno de borda redonda. Como a dureza aumentou do blank para a pea estampada e desta
para as peas cunhadas, verifica-se que foram introiduzidas tenses residuais compressivas na
pea estampada. Os componentes cunhados com o puno de ngulo igual a 45 apresentaram
maior valor de dureza em relao aos demais ngulos de cunhagem, sendo considerado o puno
com o melhor ngulo para cunhagem neste estudo, seguido pelos punes redondo e de ngulo
igual a 60, no havendo diferena significativa entre as medies na cunhagem com estes dois
punes, conforme anlise estatstica.
Resultados da simulao numrica
Nas simulaes o puno foi programado para cunhar o componente at a profundidade de
0,7mm de cada lado do furo, com velocidade de 14 mm/s. Com os resultados das simulaes foi
possvel identificar os locais de maior concentrao de tenses residuais que foram geradas na
operao de cunhagem sendo estas ao redor do furos. Em acordo com as medies de dureza, o
puno com ngulo de 45 foi o que apresentou o melhor resultado referente s tenses
residuais, pois induziu tenses compressivas maiores no componente. O puno de borda
redonda tambm mostrou bastante coerente com os resultados das medidas de dureza
apresentando mapa de tenses residuais compressivas. O puno com ngulo de 60 mostrou
resultados prximos ao do puo de borda redonda, coerente com o resultado experimental . O
puno com ngulo de 30 tambm mostrou mapa de resultados de tenses residuais
compressivas, porm em valores muito infeirores aos demais, estando de acordo com os
resultados das medidas de indentao, no sendo indicado como ngulo bom para cunhagem
neste caso estudado.
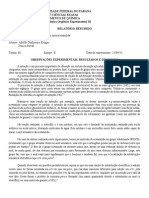
O grfico da Fig. 4 mostra os resultados das tenses residuais na direo y, geradas na simulao
com os diversos punoes. O ponto de medida da tenso situa-se a 1 mm da borda do furo e a 0,5
mm da borda superior do pea, indicado na figura 5 como o ponto P. O inicio da retirada do
puno do componente se d em 0,05 s.
Figura 4. Resultado da simulao para os diversos punes
Figura 5 Resultado da simulao puno de 30
CONCLUSES
Com os resultados dos ensaios de indentao e de simulao numrica foi possvel comprovar
que o processo de cunhagem pode induzir tenses residuais de compresso no componente
estudado e, com iss, aumentar a resistncia fadiga do mesmo.
O ngulo de cunhagem considerado o melhor para este estudo foi o de 45 que induziu o maior
valor de tenses residuais de compresso no componente comprovado pelas medidas de dureza
e simulao numrica. Em segundo foi considerado a cunhagem com puno redondo que
tambm induziu tenses residuais compressivas no componente comprovado pela medio de
dureza e simulao. O ngulo de 60 apresentou coerncia nas medies de durezas
comparadas com a simulao numrica, com resultados estatisticamente iguais ao puno
redondo. A cunhagem com ngulo de 30 mostrou, atravs das medidas de indentao, menores
valores de dureza e na simulao numrica apresentou comportamento semelhante ao
experimental, no sendo recomendado para componentes submetidos esforos cclicos.
AGRADECIMENTOS
Os autores agradecem a FAPEMIG Fundao de Amparo a Pesquisa do Estado de Minas
Gerais pelo apoio financiero ao desenvovimento e apresentao deste trabalho.
REFERNCIAS
Altan, T; Vazquez, V; Status of process simulation using 2D e 3D finite element method - Whats
practical today. What can be expected to the future. Journal of Materials Processing Technology,
v. 71, 1997, pp. 49 63.
Bocciarelli, M; Maier, G., Indentation and imprint mapping method for identification of residual
stresses. Department of Structural Engineering, Technical University of Milan, Piazza L. da Vinci
32, 20133 Milan, Italy, 2006.
Carlsson, S; Larsson, P. L; On the determination of residual stress and strain fields by sharp
indentation testing.: Part I: theoretical and numerical analysis Original. Acta Materialia, v. 49, n.
12, 2001, p. 2179-2191.
Chahardehi, A; Brennan, F. P; Steuwer, A; The effect of residual stresses arising from laser shock
peening on fatigue crack growth. Engineering Fracture Mechanics v. 77, 2010, p. 2033-2039.
Guechichi, H; Castex, L; Fatigue limits prediction of surface treated materials. Journal of
Materials Processing Technology, V. 172, 2006, P. 38-387.
Katsuyoshi, I; Yanagimoto, J; Valuation method for effects of hot stamping process parameters on
product properties using hot forming simulator. Journal of Materials Processing Technology v.211,
2011, p. 14411447.
Kesavan, K; Ravisankar, K; Parivallal, S; Sreshylam, P; Non Destructive Evaluation of Residual
Stresses in Welded Plates Using the Barkhausen Noise Technique, Experimental Techniques,
2005, p.17 21.
Kim, H; Sung, J. H; Sivakumar, R; Altan, T; Evaluation of stamping lubricants using the deep
drawing test. International Journal of Machine Tools & Manufacture V. 47, 2007, p. 21202132.
Kulasi, A. J; Comportamento Fadiga do Ao DP600 Processado por Jacto de gua.
Dissertao de mestrado. Universidade Tcnica de Lisboa, 2007.
Lu, J. - Handbook on Measurement of Residual Stresses - SEM - Society for Experimental
Mechanics, The Fairmont Press, Lilburn, GA, USA, 1996.
Lu, J. - Handbook of Measurements of Residual Stress, Vol. 2, Ed. SEM, 2ed. 2005, 417p;
Macherauch, E; Introduction to Residual Stress, Advanced in Surface Treatments, Vol. 4,
International Guide Book on Residual Stress, 1986, 38p;
Mattos, P. F. P; Residual stress e.ect on fatigue striation spacing in a cold-worked rivet hole.
Theoretical and Applied Fracture Mechanics. v. 42, 2004, p.139148.
Martins, J. A. Anlise de tenses residuais em vlvulas estampadas por meio de difrao de raio-
x e do mtodo dos elementos finitos. Tese de Doutorado, Universidade Estadual de Campinas,
2004.
Moro, N; Auras, A. P; Apostila de Processos de Fabricao Conformao mecnica II, Centro
Federal de Tecnologia de Santa Catarina, 2006.
Moro, N; Auras, A. P; Apostila de Processos de Fabricao Conformao Mecnica I, Centro
Federal de Tecnologia de Santa Catarina, 2007.
Oliver, W. C; Pharr, G. M; An improved technique for determining hardness ans elastic modulus
using load
and displacement sensing indentation experiments. Journal of Materials Research. Vol. 17, 1992,
p. 1564-1583.
Ponomarov, V; Conformao de Chapas 2010. Disponvel em: http://pt. scribd.com
/doc/55763389/10/Estampagem-por-corte-Aproveitamento-da-chapa - acessado em 11/05/2012.
Reis, F. A. C; Medies de Tenses Residuais com Indentador Instrumentado e Interfermetro
Radial. Dissertao de Mestrado. Universidade Federal de Santa Catarina, 2012.
Santos, C. H; Estudo do alvio das tenses residuais, em pea estampada, pela tcnica de
vibraes mecnicas. Dissertao de mestrado, Universidade Estadual Paulista, 2011.
Santos, A. C; Aos e Ligas, 2009. Disponvel em: http://www.em.pucrs.br/nuc/nuclemat - acessado
em 27/05/12.
Schaeffer, L; Desenvolvimento do processo de construo de curvas limite de conformao. 2004
- Disponvel em: htpp://en.scientificcommons.org Acessado em: 25/05/2011
Silva, V. P; Fruchtengarten, J; PEF 2402 Estruturas metlicas e de madeira, dimensionamento de
estruturas de ao. Politcnica USP, 2009, p. 2-5.
Soares, A. C. C; Avaliao dos efeitos da plasticidade na medio de tenses residuais pela
tcnica do furo cego. Tese de doutorado em Engenharia Mecnica. Pontifcia Universidade
Catlica do Rio de Janeiro. Rio de Janeiro, 2003.
Sousa, D. A; Determinao de Tenses Residuais em Materiais Metlicos por Meio de Ensaio de
Dureza. Dissertao de Mestrado. Universidade Federal de So Joo Del Rei. 2012.
Suterio, R; Medio de Tenses Residuais por Indentao Associada Holografia Eletrnica.
Tese de Doutorado. Universidade Federal de Santa Catarina, Engenharia Mecnica. Florianpolis,
2005.
Tayer, S. S; Estudo da Influncia do lubrificante na Estampagem de Ao Eletrogalvanizado.
Dissertao de Mestrado. Universidade Federal de So Joo Del Rei. 2011.
Withers, P. J.; Bhadeshia, H. K. D. H. Residual Stress Part 1 - Measurement Techniques.
Materials Science and Technology. v. 17, 2001, p. 355-365.
Withers, P. J.; Bhadeshia, H. K. D. H. Residual Stress Part 2 - Nature and Origins. Materials
Science and Technology. v. 17, 2001, p. 366-375.
Wu-Rong, W., Guanlong, C., Zhong-Quin, L. The study on the fatigue FEM analysis considering
the effect of stamping. Materials and Design;v.30:1588-94, 2009.
Anda mungkin juga menyukai
- Paralelismo Geradores 40Dokumen48 halamanParalelismo Geradores 40RodrigoChaves75% (4)
- Coluna Vertebral e Core Training - Val - 02Dokumen111 halamanColuna Vertebral e Core Training - Val - 02tiba100% (3)
- Lógica SimbólicaDokumen9 halamanLógica SimbólicaInês de CastroBelum ada peringkat
- Manual de Instruções GE - Geradores de GeloDokumen60 halamanManual de Instruções GE - Geradores de GelomarxneyBelum ada peringkat
- Síntese Da P NitroacetanilidaDokumen3 halamanSíntese Da P NitroacetanilidaJessica Stival100% (1)
- Resistência dos materiais: exercícios resolvidos de vigas e pórticosDokumen5 halamanResistência dos materiais: exercícios resolvidos de vigas e pórticossacomani_12367% (3)
- Formulações de agroquímicos: tipos e aplicaçõesDokumen41 halamanFormulações de agroquímicos: tipos e aplicaçõesAndré Quirino100% (1)
- 9 Ano - Avaliação Arte - 2º BimDokumen2 halaman9 Ano - Avaliação Arte - 2º BimNapoleao Mendes71% (7)
- Ficha de Matemática Avaliação B2Dokumen6 halamanFicha de Matemática Avaliação B2rute_raposoBelum ada peringkat
- Aula5 DeformacaoDokumen24 halamanAula5 DeformacaoFrederico NevesBelum ada peringkat
- Processo de dobra e embutimentoDokumen33 halamanProcesso de dobra e embutimentoFrederico NevesBelum ada peringkat
- Dissertação Dub Tiago OriginalDokumen80 halamanDissertação Dub Tiago OriginalFrederico NevesBelum ada peringkat
- LaminaçãoDokumen7 halamanLaminaçãoFrederico NevesBelum ada peringkat
- LaminaçãoDokumen7 halamanLaminaçãoFrederico NevesBelum ada peringkat
- EXTRUSÃODokumen21 halamanEXTRUSÃOFrederico NevesBelum ada peringkat
- Análise de Ectoplasma - Jorge AndreaDokumen5 halamanAnálise de Ectoplasma - Jorge Andreapaiva52100% (1)
- Exercícios de Preparação Sobre 1a Lei Da TermodinâmicaDokumen31 halamanExercícios de Preparação Sobre 1a Lei Da TermodinâmicaFabio Wu0% (1)
- Grandezas inversamente proporcionais e funções de proporcionalidade inversaDokumen2 halamanGrandezas inversamente proporcionais e funções de proporcionalidade inversaCarla VarelaBelum ada peringkat
- Lista de Leis de Newton IIDokumen7 halamanLista de Leis de Newton IIcb_penatrujillo100% (1)
- Relé Inteligente SRW01Dokumen20 halamanRelé Inteligente SRW01not bookBelum ada peringkat
- Resumo Do Livro O SignoDokumen4 halamanResumo Do Livro O SignoOlavo Martins JuniorBelum ada peringkat
- Planitherm 4 SDokumen3 halamanPlanitherm 4 SFernando EscadaBelum ada peringkat
- Catalogo ESAB ConsumiveisDokumen31 halamanCatalogo ESAB ConsumiveisdicintraBelum ada peringkat
- PUCMINAS Aulas Processamento Digital SinaisDokumen17 halamanPUCMINAS Aulas Processamento Digital Sinaisjsousa_338509Belum ada peringkat
- Trabalho PetroleoDokumen29 halamanTrabalho PetroleoDouglas PachecoBelum ada peringkat
- Condutores em Equilíbrio EletrostáticoDokumen4 halamanCondutores em Equilíbrio EletrostáticoIgor AmaralBelum ada peringkat
- Modelos atômicos de Dalton, Thomson e RutherfordDokumen22 halamanModelos atômicos de Dalton, Thomson e RutherfordDeborah LoboBelum ada peringkat
- Guia de instruções para guincho elétrico 12VDokumen20 halamanGuia de instruções para guincho elétrico 12VEdinei PaesBelum ada peringkat
- A citação como esperança na filosofia de Walter BenjaminDokumen3 halamanA citação como esperança na filosofia de Walter BenjaminWilliam FunesBelum ada peringkat
- Estaca StraussDokumen10 halamanEstaca StraussGabriela GotardiBelum ada peringkat
- 2012 - Análise Numérica de Perfis de Aço Formados A Frio Submetidos A Tração Com Ligações Parafusadas.Dokumen76 halaman2012 - Análise Numérica de Perfis de Aço Formados A Frio Submetidos A Tração Com Ligações Parafusadas.Vane LcBelum ada peringkat
- Lista 1 SolucaoDokumen5 halamanLista 1 SolucaoxotunredmailtopBelum ada peringkat
- Matemática - 9º Ano - 2 Ficha de Jan 09Dokumen3 halamanMatemática - 9º Ano - 2 Ficha de Jan 09Matemática na Cidadela100% (18)
- Classificação de Áreas - Instalações Elétricas e Equipamentos PDFDokumen152 halamanClassificação de Áreas - Instalações Elétricas e Equipamentos PDFClinaldo GuedesBelum ada peringkat
- 2 Lista - 1 Sem.2019.1 PDFDokumen4 halaman2 Lista - 1 Sem.2019.1 PDFFábio HenriqueBelum ada peringkat