Anda mungkin juga menyukai
- Employment certificate for COVID vaccinationDokumen2 halamanEmployment certificate for COVID vaccinationcool_spBelum ada peringkat
- 1 PH.D Associate Professor Dr. Vandna ChhabraDokumen2 halaman1 PH.D Associate Professor Dr. Vandna ChhabraSan Deep SharmaBelum ada peringkat
- Technical Specification WPS JNNSM PDFDokumen8 halamanTechnical Specification WPS JNNSM PDFSan Deep SharmaBelum ada peringkat
- PRODUCTION Planning and ControlDokumen14 halamanPRODUCTION Planning and ControlLyn EscanoBelum ada peringkat
- Example Assignment 2009 PDFDokumen15 halamanExample Assignment 2009 PDFSan Deep SharmaBelum ada peringkat
- Cca India 2014Dokumen1 halamanCca India 2014San Deep SharmaBelum ada peringkat
- Reevaluation Form ReportDokumen1 halamanReevaluation Form ReportSan Deep SharmaBelum ada peringkat
- RamanDokumen4 halamanRamanSan Deep SharmaBelum ada peringkat
- Narmaha 222Dokumen74 halamanNarmaha 222San Deep SharmaBelum ada peringkat
- 8502Dokumen19 halaman8502San Deep SharmaBelum ada peringkat
- More Than 100 Keyboard Shortcuts Must ReadDokumen3 halamanMore Than 100 Keyboard Shortcuts Must ReadChenna Keshav100% (1)
- Converse: Cash On Account P.O # Qty. Description AmountDokumen1 halamanConverse: Cash On Account P.O # Qty. Description AmountSan Deep SharmaBelum ada peringkat
- Capital MarketDokumen57 halamanCapital MarketSan Deep SharmaBelum ada peringkat
- 09 - Chapter 4 - More Effective Innovation and Entrepreneurship Will Boost Productivity - SBRA Draft ReportDokumen28 halaman09 - Chapter 4 - More Effective Innovation and Entrepreneurship Will Boost Productivity - SBRA Draft ReportSan Deep SharmaBelum ada peringkat
- CBSE Class XII Computer Science Syllabus GuideDokumen4 halamanCBSE Class XII Computer Science Syllabus GuideSan Deep SharmaBelum ada peringkat
- Inventory ControlDokumen23 halamanInventory ControlSan Deep SharmaBelum ada peringkat
- Space Radiations and Its Effect On Ultra High Temperature Resistant Polymeric Nano CompositeDokumen4 halamanSpace Radiations and Its Effect On Ultra High Temperature Resistant Polymeric Nano CompositeSan Deep SharmaBelum ada peringkat
- More Than 100 Keyboard Shortcuts Must ReadDokumen3 halamanMore Than 100 Keyboard Shortcuts Must ReadChenna Keshav100% (1)
- Group NamesDokumen6 halamanGroup NamesSan Deep SharmaBelum ada peringkat
- Theoretical Studies of Electronic Properties of Graphene Using Atk SimulationDokumen5 halamanTheoretical Studies of Electronic Properties of Graphene Using Atk SimulationSan Deep SharmaBelum ada peringkat
- XX XxiiiDokumen4 halamanXX XxiiiSan Deep SharmaBelum ada peringkat
- V XiiDokumen8 halamanV XiiSan Deep SharmaBelum ada peringkat
- 244 251Dokumen8 halaman244 251San Deep SharmaBelum ada peringkat
- 244 251Dokumen8 halaman244 251San Deep SharmaBelum ada peringkat
- 180 182Dokumen3 halaman180 182San Deep SharmaBelum ada peringkat
- 209 215Dokumen7 halaman209 215San Deep SharmaBelum ada peringkat
- 192 198Dokumen7 halaman192 198San Deep SharmaBelum ada peringkat
- 216 221Dokumen6 halaman216 221San Deep SharmaBelum ada peringkat
- 180 182Dokumen3 halaman180 182San Deep SharmaBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
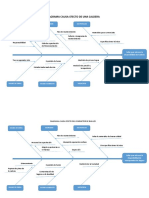
- Caldera causa-efecto diagrama mantenimiento fallasDokumen2 halamanCaldera causa-efecto diagrama mantenimiento fallasDaniel Will Morales GuerreroBelum ada peringkat
- Thermal System Simulation ProblemsDokumen230 halamanThermal System Simulation ProblemsAanand Rishabh DagaBelum ada peringkat
- C 09Dokumen8 halamanC 09Amal PereraBelum ada peringkat
- Pelton Wheel Lab Report Revised SDokumen12 halamanPelton Wheel Lab Report Revised STalha100% (1)
- 293 Tanuja Ipwh Assignment 1Dokumen2 halaman293 Tanuja Ipwh Assignment 1Tanuja MasginBelum ada peringkat
- Mastercool - FluorescentDye (Em Ingles)Dokumen8 halamanMastercool - FluorescentDye (Em Ingles)Luis Henrique MarangãoBelum ada peringkat
- PVn = C: Guide to Polytropic ProcessesDokumen2 halamanPVn = C: Guide to Polytropic ProcessesbabeBelum ada peringkat
- Doucet, de Freitas, Gordon - An Introduction To Sequential Monte Carlo MethodsDokumen12 halamanDoucet, de Freitas, Gordon - An Introduction To Sequential Monte Carlo MethodsevgeniaBelum ada peringkat
- 6 Materials Summary 2014Dokumen31 halaman6 Materials Summary 2014api-248740887Belum ada peringkat
- OMAE2018 ProgramDokumen124 halamanOMAE2018 ProgramTahsin TezdoganBelum ada peringkat
- Building and Environment: Jialei Shen, Zhi GaoDokumen13 halamanBuilding and Environment: Jialei Shen, Zhi GaoNaya Septri HanaBelum ada peringkat
- Theory of Time MachineDokumen127 halamanTheory of Time MachineUday HiwaraleBelum ada peringkat
- Analytical Techniques Julia C. Drees Alan H. B. WuDokumen36 halamanAnalytical Techniques Julia C. Drees Alan H. B. WuBetrearon SileshiBelum ada peringkat
- Determination of The Surface Tension of Liquid Stainless SteelDokumen5 halamanDetermination of The Surface Tension of Liquid Stainless SteelĐào ThườngBelum ada peringkat
- Flexural STrength of Beam ASTM C78Dokumen5 halamanFlexural STrength of Beam ASTM C78Bunkun15Belum ada peringkat
- Lab Report 2Dokumen3 halamanLab Report 2ChristianBelum ada peringkat
- Numerical Methods in Rock MechanicsDokumen24 halamanNumerical Methods in Rock Mechanicsali100% (2)
- A Review of Melt Extrusion Additive Manufacturing Processes I. Process Design and ModelingDokumen13 halamanA Review of Melt Extrusion Additive Manufacturing Processes I. Process Design and ModelingFernando AraujoBelum ada peringkat
- Three Major Design PhilosophiesDokumen4 halamanThree Major Design PhilosophiesFatima Ahmed100% (1)
- Daftar PustakaDokumen2 halamanDaftar PustakaAnsmunandarBelum ada peringkat
- Experiment 08 Simple PendulumDokumen8 halamanExperiment 08 Simple PendulumAnonymous rswF6CBelum ada peringkat
- Magnetic Field and Magnetic Effects of Current: Assignment 2Dokumen2 halamanMagnetic Field and Magnetic Effects of Current: Assignment 2HaRryBelum ada peringkat
- The Four Ethers: Contributions to Rudolf Steiner's Science of the EthersDokumen33 halamanThe Four Ethers: Contributions to Rudolf Steiner's Science of the EthersSolomanTrismosin100% (2)
- Copia de GranulometriaDokumen1 halamanCopia de GranulometriaSantiago GiraldoBelum ada peringkat
- Organic Matter's Role in Copper ComplexationDokumen208 halamanOrganic Matter's Role in Copper ComplexationEveltonBelum ada peringkat
- Practical Exercise Epipolar GeometryDokumen3 halamanPractical Exercise Epipolar GeometrydansileshiBelum ada peringkat
- User Manual: Finite Element Model of 2016 Xenith X2E (Safety Equipment Institute Model X2E) Version 1.0 For LS-DYNADokumen41 halamanUser Manual: Finite Element Model of 2016 Xenith X2E (Safety Equipment Institute Model X2E) Version 1.0 For LS-DYNAchoopoBelum ada peringkat
- Year 9 Unit 9 Forces in ActionDokumen5 halamanYear 9 Unit 9 Forces in ActionCatherine ChanBelum ada peringkat
- Is - 807Dokumen47 halamanIs - 807Mohit Arora0% (1)
- Orascoptic Loupesguide PDFDokumen4 halamanOrascoptic Loupesguide PDFliudifairBelum ada peringkat