Anda mungkin juga menyukai
- Fpso Redeployment StudyDokumen23 halamanFpso Redeployment StudyMadhana GopalBelum ada peringkat
- PB RecipGasCompressor 14feb PRINTDokumen4 halamanPB RecipGasCompressor 14feb PRINTMadhana GopalBelum ada peringkat
- Anti Vibration Mounts Brochure TrelleborgDokumen2 halamanAnti Vibration Mounts Brochure TrelleborgMadhana Gopal100% (1)
- Waukesha 12V-AT27GL Spec Sheet PDFDokumen2 halamanWaukesha 12V-AT27GL Spec Sheet PDFMadhana GopalBelum ada peringkat
- Waukesha 12V-AT27GL Spec Sheet PDFDokumen2 halamanWaukesha 12V-AT27GL Spec Sheet PDFMadhana GopalBelum ada peringkat
- 12VAT Enginator PDFDokumen2 halaman12VAT Enginator PDFMadhana GopalBelum ada peringkat
- NEA U M Recip Compressors Pocket Brochure PRDokumen5 halamanNEA U M Recip Compressors Pocket Brochure PRMadhana GopalBelum ada peringkat
- CT2 EngineSpecs2017Dokumen2 halamanCT2 EngineSpecs2017Madhana GopalBelum ada peringkat
- 2017CT CompressorSpecsAtAGlanceDokumen4 halaman2017CT CompressorSpecsAtAGlanceMadhana GopalBelum ada peringkat
- 2018CTSS PackagerGuideDokumen4 halaman2018CTSS PackagerGuideMadhana GopalBelum ada peringkat
- 2017CT TurbineTechDokumen4 halaman2017CT TurbineTechMadhana Gopal100% (1)
- Safety SENR2995 04Dokumen8 halamanSafety SENR2995 04Madhana GopalBelum ada peringkat
- Technical Reference Guide Fastenal K Factor and MoreDokumen62 halamanTechnical Reference Guide Fastenal K Factor and Moredlight0Belum ada peringkat
- 12V at 27 GLDokumen4 halaman12V at 27 GLMadhana GopalBelum ada peringkat
- RG Integrally GearedDokumen6 halamanRG Integrally GearedMadhana GopalBelum ada peringkat
- 1264 0711 12V Spec SheetDokumen2 halaman1264 0711 12V Spec SheetMadhana GopalBelum ada peringkat
- Generic FPSO Concept Slideshow 1Dokumen17 halamanGeneric FPSO Concept Slideshow 1Yulianto TriBelum ada peringkat
- Waukesha WarrantyDokumen5 halamanWaukesha WarrantyMadhana GopalBelum ada peringkat
- MANDokumen6 halamanMANMadhana GopalBelum ada peringkat
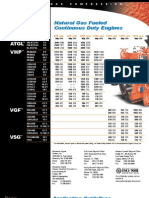
- Waukesha Gas Engine Ratings For Compression ApplicationDokumen2 halamanWaukesha Gas Engine Ratings For Compression ApplicationMadhana Gopal100% (3)
- ArielDokumen4 halamanArielMadhana GopalBelum ada peringkat
- Waukesha Gas Engine Ratings For Compression ApplicationDokumen2 halamanWaukesha Gas Engine Ratings For Compression ApplicationMadhana Gopal100% (3)
- WaukeshaDokumen18 halamanWaukeshaOmar Alexander Cañon Ortegon100% (9)
- Pehj0184 00Dokumen2 halamanPehj0184 00Madhana GopalBelum ada peringkat
- Waukesha VHPDokumen2 halamanWaukesha VHPMadhana GopalBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Old Highland Park Baptist Church E01Dokumen74 halamanOld Highland Park Baptist Church E01Lawrence Garner100% (2)
- Gummy Bear Story RubricDokumen1 halamanGummy Bear Story Rubricapi-365008921Belum ada peringkat
- Present Perfect Tense ExerciseDokumen13 halamanPresent Perfect Tense Exercise39. Nguyễn Đăng QuangBelum ada peringkat
- A Project Report On "A Comparative Study Between Hero Honda Splendor+ and Its Competitors To Increase The Market Share in MUDHOL RegionDokumen70 halamanA Project Report On "A Comparative Study Between Hero Honda Splendor+ and Its Competitors To Increase The Market Share in MUDHOL RegionBabasab Patil (Karrisatte)Belum ada peringkat
- Estill Voice Training and Voice Quality Control in Contemporary Commercial Singing: An Exploratory StudyDokumen8 halamanEstill Voice Training and Voice Quality Control in Contemporary Commercial Singing: An Exploratory StudyVisal SasidharanBelum ada peringkat
- Planning Effective Advertising and Promotion Strategies For A Target AudienceDokumen16 halamanPlanning Effective Advertising and Promotion Strategies For A Target Audiencebakhoo12Belum ada peringkat
- ABS Electrical System Tiba 2Dokumen8 halamanABS Electrical System Tiba 2ﺍﻟﻄﺎﺋﺮ ﺍﻟﺤﺰﻳﻦBelum ada peringkat
- CCNP SWITCH 300-115 - Outline of The Official Study GuideDokumen31 halamanCCNP SWITCH 300-115 - Outline of The Official Study GuidehammiesinkBelum ada peringkat
- IBS and SIBO Differential Diagnosis, SiebeckerDokumen1 halamanIBS and SIBO Differential Diagnosis, SiebeckerKrishna DasBelum ada peringkat
- The Art of Street PhotographyDokumen13 halamanThe Art of Street PhotographyDP ZarpaBelum ada peringkat
- Catalogue Laboratory Products - Heraeus KulzerDokumen288 halamanCatalogue Laboratory Products - Heraeus KulzerDentaDentBelum ada peringkat
- 506 Koch-Glitsch PDFDokumen11 halaman506 Koch-Glitsch PDFNoman Abu-FarhaBelum ada peringkat
- Geopolitica y Medio Ambiente - Tarea 4 - Evaluacion FinalDokumen7 halamanGeopolitica y Medio Ambiente - Tarea 4 - Evaluacion FinalKATERINEBelum ada peringkat
- Growing Onion Management and Water NeedsDokumen25 halamanGrowing Onion Management and Water NeedsKATE NAVAJABelum ada peringkat
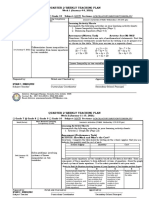
- Teaching Plan - Math 8 Week 1-8 PDFDokumen8 halamanTeaching Plan - Math 8 Week 1-8 PDFRYAN C. ENRIQUEZBelum ada peringkat
- GT I9100g Service SchematicsDokumen8 halamanGT I9100g Service SchematicsMassolo RoyBelum ada peringkat
- 12 Constructor and DistructorDokumen15 halaman12 Constructor and DistructorJatin BhasinBelum ada peringkat
- Sco 8th Class Paper - B Jee-Main Wtm-15 Key&Solutions Exam DT 17-12-2022Dokumen4 halamanSco 8th Class Paper - B Jee-Main Wtm-15 Key&Solutions Exam DT 17-12-2022Udaya PrathimaBelum ada peringkat
- So Tim Penilik N10 16 Desember 2022 Finish-1Dokumen163 halamanSo Tim Penilik N10 16 Desember 2022 Finish-1Muhammad EkiBelum ada peringkat
- Written Report in Instructional PlanningDokumen6 halamanWritten Report in Instructional PlanningRose Aura HerialesBelum ada peringkat
- Balinghasay V CastilloDokumen1 halamanBalinghasay V CastilloMirella100% (3)
- Development of A Small Solar Thermal PowDokumen10 halamanDevelopment of A Small Solar Thermal Powעקיבא אסBelum ada peringkat
- Prospectus (As of November 2, 2015) PDFDokumen132 halamanProspectus (As of November 2, 2015) PDFblackcholoBelum ada peringkat
- Enhancing Guest Experience and Operational Efficiency in Hotels Through Robotic Technology-A Comprehensive Review.Dokumen8 halamanEnhancing Guest Experience and Operational Efficiency in Hotels Through Robotic Technology-A Comprehensive Review.Chandigarh PhilosophersBelum ada peringkat
- Brachiocephalic Artery: AnteriorDokumen37 halamanBrachiocephalic Artery: AnteriorFarah FarahBelum ada peringkat
- FMO ESG Toolkit (AutoRecovered)Dokumen149 halamanFMO ESG Toolkit (AutoRecovered)me.abhishekpBelum ada peringkat
- Bahan Ajar Application LetterDokumen14 halamanBahan Ajar Application LetterNevada Setya BudiBelum ada peringkat
- Case StudyDokumen2 halamanCase StudyFadhlin Sakina SaadBelum ada peringkat
- Beer Lambert'S Law: Dr. Swastika Das Professor of ChemistryDokumen19 halamanBeer Lambert'S Law: Dr. Swastika Das Professor of ChemistryShabanaBelum ada peringkat
- Saes T 883Dokumen13 halamanSaes T 883luke luckyBelum ada peringkat