Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- High School Students' Attributions About Success and Failure in Physics.Dokumen6 halamanHigh School Students' Attributions About Success and Failure in Physics.Zeynep Tuğba KahyaoğluBelum ada peringkat
- Module 2: Environmental Science: EcosystemDokumen8 halamanModule 2: Environmental Science: EcosystemHanna Dia MalateBelum ada peringkat
- A I R P O R T S Construction Program Management 56Dokumen56 halamanA I R P O R T S Construction Program Management 56Carl WilliamsBelum ada peringkat
- Bakery Ind HygieneDokumen104 halamanBakery Ind Hygienelabie100% (1)
- TelfastDokumen3 halamanTelfastjbahalkehBelum ada peringkat
- KhanIzh - FGI Life - Offer Letter - V1 - Signed - 20220113154558Dokumen6 halamanKhanIzh - FGI Life - Offer Letter - V1 - Signed - 20220113154558Izharul HaqueBelum ada peringkat
- Richard Teerlink and Paul Trane - Part 1Dokumen14 halamanRichard Teerlink and Paul Trane - Part 1Scratch HunterBelum ada peringkat
- Week 1 Seismic WavesDokumen30 halamanWeek 1 Seismic WavesvriannaBelum ada peringkat
- Wes Jackson PM PMP OhioDokumen10 halamanWes Jackson PM PMP Ohioraj jdsBelum ada peringkat
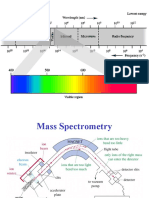
- Mass SpectrometryDokumen49 halamanMass SpectrometryUbaid ShabirBelum ada peringkat
- BlackCat ManualDokumen14 halamanBlackCat ManualNestor Marquez-DiazBelum ada peringkat
- Community Medicine DissertationDokumen7 halamanCommunity Medicine DissertationCollegePaperGhostWriterSterlingHeights100% (1)
- RestraintsDokumen48 halamanRestraintsLeena Pravil100% (1)
- Data Performance 2Dokumen148 halamanData Performance 2Ibnu Abdillah MuhammadBelum ada peringkat
- People vs. MediosDokumen10 halamanPeople vs. MediostheresagriggsBelum ada peringkat
- Manual Chiller Parafuso DaikinDokumen76 halamanManual Chiller Parafuso Daiking3qwsf100% (1)
- Refrigerator: Service ManualDokumen119 halamanRefrigerator: Service ManualMihaela CaciumarciucBelum ada peringkat
- Assistive TechnologyDokumen3 halamanAssistive Technologyapi-547693573Belum ada peringkat
- Ground-Fault Protection - All You Need To KnowDokumen9 halamanGround-Fault Protection - All You Need To KnowCamila RubioBelum ada peringkat
- Polikanov 2019-05-14 Curriculum Vitae YuryDokumen6 halamanPolikanov 2019-05-14 Curriculum Vitae Yuryapi-460295531Belum ada peringkat
- February 2019Dokumen4 halamanFebruary 2019sagar manghwaniBelum ada peringkat
- UM-1D User ManualDokumen30 halamanUM-1D User ManualAhmedBalaoutaBelum ada peringkat
- Basic Operation Electrical - Total - Eng - Prot PDFDokumen439 halamanBasic Operation Electrical - Total - Eng - Prot PDFdidik setiawan100% (2)
- Waste Sector ProjectsDokumen5 halamanWaste Sector ProjectsMrcoke SeieBelum ada peringkat
- Distribución Del Mercurio Total en Pescados y Mariscos Del Mar ArgentinoDokumen15 halamanDistribución Del Mercurio Total en Pescados y Mariscos Del Mar ArgentinoaldiBelum ada peringkat
- Extraordinary GazetteDokumen10 halamanExtraordinary GazetteAdaderana OnlineBelum ada peringkat
- PD 984Dokumen38 halamanPD 984mav3riick100% (2)
- Fittings: Fitting Buying GuideDokumen2 halamanFittings: Fitting Buying GuideAaron FonsecaBelum ada peringkat
- Pengaruh Penambahan Lateks Pada Campuran Asphalt Concrete Binder Course (AC-BC)Dokumen10 halamanPengaruh Penambahan Lateks Pada Campuran Asphalt Concrete Binder Course (AC-BC)Haris FirdausBelum ada peringkat
- E3sconf 2F20187307002Dokumen4 halamanE3sconf 2F20187307002Nguyễn Thành VinhBelum ada peringkat