Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Overhead Door Closers and Hardware GuideDokumen2 halamanOverhead Door Closers and Hardware GuideAndrea Joyce AngelesBelum ada peringkat
- Sta A4187876 21425Dokumen2 halamanSta A4187876 21425doud98Belum ada peringkat
- Sealed Quench FurnaceDokumen20 halamanSealed Quench FurnaceSathiyaPrakashBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Bob Wright's Declaration of BeingDokumen1 halamanBob Wright's Declaration of BeingBZ Riger100% (2)
- Take Private Profit Out of Medicine: Bethune Calls for Socialized HealthcareDokumen5 halamanTake Private Profit Out of Medicine: Bethune Calls for Socialized HealthcareDoroteo Jose Station100% (1)
- MsgSpec v344 PDFDokumen119 halamanMsgSpec v344 PDFqweceBelum ada peringkat
- Quality Control of Sand Inclusion DefectsDokumen22 halamanQuality Control of Sand Inclusion DefectsSathiyaPrakashBelum ada peringkat
- Reexamination of Failure Analysis Part 12Dokumen33 halamanReexamination of Failure Analysis Part 121solsonBelum ada peringkat
- Lecture - Chapter 20 - Air PollutionDokumen38 halamanLecture - Chapter 20 - Air PollutionAnonymous GqxfjkBelum ada peringkat
- Lec 7 Fe C DiagramDokumen45 halamanLec 7 Fe C DiagramAdnan MehmoodBelum ada peringkat
- Controlling of Forging DefectsDokumen6 halamanControlling of Forging DefectsSathiyaPrakashBelum ada peringkat
- Ultrasonic TestingDokumen36 halamanUltrasonic TestingRaj Kumar100% (4)
- HT of MetalsDokumen6 halamanHT of MetalsSathiyaPrakashBelum ada peringkat
- Minimization of Casting Defects: Achamyeleh A. Kassie, Samuel B. AssfawDokumen8 halamanMinimization of Casting Defects: Achamyeleh A. Kassie, Samuel B. AssfawIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalBelum ada peringkat
- High Pressure Die Casting Defects and Simulation Process by Computer Added Engineering-IrshadAliDokumen19 halamanHigh Pressure Die Casting Defects and Simulation Process by Computer Added Engineering-IrshadAliKushagra Trivedi100% (1)
- ISO 898 Mechanical Properties of Metric FastenersDokumen2 halamanISO 898 Mechanical Properties of Metric FastenersTom ThomasBelum ada peringkat
- Ultrasonic Testing of Steel CastingDokumen38 halamanUltrasonic Testing of Steel CastingPARK, SANGYEOLBelum ada peringkat
- Suspension CoilDokumen9 halamanSuspension CoilSathiyaPrakashBelum ada peringkat
- Ultrasonic Testing Basic PrinciplesDokumen4 halamanUltrasonic Testing Basic PrinciplesSathiyaPrakashBelum ada peringkat
- Qualitat Cargols I FemellesDokumen34 halamanQualitat Cargols I FemelleshecdomBelum ada peringkat
- Induction HardeningDokumen7 halamanInduction HardeningJames HoldenBelum ada peringkat
- Oil Ring Broken PartDokumen4 halamanOil Ring Broken PartSathiyaPrakashBelum ada peringkat
- Coil SpringDokumen14 halamanCoil SpringLeti HanajBelum ada peringkat
- 102Dokumen2 halaman102Akshay KaranjkheleBelum ada peringkat
- Suspension CoilDokumen9 halamanSuspension CoilSathiyaPrakashBelum ada peringkat
- Mechanical Cracks and PreventionDokumen5 halamanMechanical Cracks and PreventionSathiyaPrakashBelum ada peringkat
- Com Brin Hard Testr b3000 PCDokumen2 halamanCom Brin Hard Testr b3000 PCSathiyaPrakashBelum ada peringkat
- Engine Components Failure AnalysisDokumen13 halamanEngine Components Failure AnalysisSathiyaPrakashBelum ada peringkat
- Failure Analysis Report: Open Filament Due to High VSWRDokumen2 halamanFailure Analysis Report: Open Filament Due to High VSWRSathiyaPrakash50% (2)
- Phosphate of SteelDokumen23 halamanPhosphate of SteelSathiyaPrakashBelum ada peringkat
- Electro Plating General TheoriesDokumen10 halamanElectro Plating General TheoriesSathiyaPrakashBelum ada peringkat
- Denial and AR Basic Manual v2Dokumen31 halamanDenial and AR Basic Manual v2Calvin PatrickBelum ada peringkat
- KSRTC BokingDokumen2 halamanKSRTC BokingyogeshBelum ada peringkat
- Qatar Airways E-ticket Receipt for Travel from Baghdad to AthensDokumen1 halamanQatar Airways E-ticket Receipt for Travel from Baghdad to Athensمحمد الشريفي mohammed alshareefiBelum ada peringkat
- Entrepreneurship Style - MakerDokumen1 halamanEntrepreneurship Style - Makerhemanthreddy33% (3)
- Create A Gmail Account in Some Simple StepsDokumen9 halamanCreate A Gmail Account in Some Simple Stepsptjain02Belum ada peringkat
- CAP Regulation 20-1 - 05/29/2000Dokumen47 halamanCAP Regulation 20-1 - 05/29/2000CAP History LibraryBelum ada peringkat
- Dinsmore - Gantt ChartDokumen1 halamanDinsmore - Gantt Chartapi-592162739Belum ada peringkat
- 158 Oesmer Vs Paraisa DevDokumen1 halaman158 Oesmer Vs Paraisa DevRobelle Rizon100% (1)
- Micromaster 430: 7.5 KW - 250 KWDokumen118 halamanMicromaster 430: 7.5 KW - 250 KWAyman ElotaifyBelum ada peringkat
- Software EngineeringDokumen3 halamanSoftware EngineeringImtiyaz BashaBelum ada peringkat
- 4Q Labor Case DigestsDokumen53 halaman4Q Labor Case DigestsKaren Pascal100% (2)
- Supplier Quality Requirement Form (SSQRF) : Inspection NotificationDokumen1 halamanSupplier Quality Requirement Form (SSQRF) : Inspection Notificationsonnu151Belum ada peringkat
- Server LogDokumen5 halamanServer LogVlad CiubotariuBelum ada peringkat
- Management Pack Guide For Print Server 2012 R2Dokumen42 halamanManagement Pack Guide For Print Server 2012 R2Quang VoBelum ada peringkat
- Installing and Registering FSUIPCDokumen7 halamanInstalling and Registering FSUIPCKAPTAN XBelum ada peringkat
- Emperger's pioneering composite columnsDokumen11 halamanEmperger's pioneering composite columnsDishant PrajapatiBelum ada peringkat
- An Overview of Tensorflow + Deep learning 沒一村Dokumen31 halamanAn Overview of Tensorflow + Deep learning 沒一村Syed AdeelBelum ada peringkat
- Advanced Real-Time Systems ARTIST Project IST-2001-34820 BMW 2004Dokumen372 halamanAdvanced Real-Time Systems ARTIST Project IST-2001-34820 BMW 2004كورسات هندسيةBelum ada peringkat
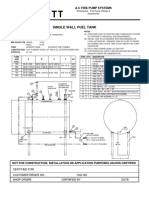
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsDokumen1 halamanSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoBelum ada peringkat
- 2022 Product Catalog WebDokumen100 halaman2022 Product Catalog WebEdinson Reyes ValderramaBelum ada peringkat
- Continue: Adobe Project Voco DownloadDokumen3 halamanContinue: Adobe Project Voco DownloadLazlo SecretBelum ada peringkat
- Oop Assignment # 2 Submitted By: Hashir Khan Roll #: 22f-7465 Date: 3-3-2023Dokumen14 halamanOop Assignment # 2 Submitted By: Hashir Khan Roll #: 22f-7465 Date: 3-3-2023Hashir KhanBelum ada peringkat
- CST Jabber 11.0 Lab GuideDokumen257 halamanCST Jabber 11.0 Lab GuideHải Nguyễn ThanhBelum ada peringkat
- SD Electrolux LT 4 Partisi 21082023Dokumen3 halamanSD Electrolux LT 4 Partisi 21082023hanifahBelum ada peringkat
- 6vortex 20166523361966663Dokumen4 halaman6vortex 20166523361966663Mieczysław MichalczewskiBelum ada peringkat