Anda mungkin juga menyukai
- Mec. Dos Solos - Apostila de Exercícios.Dokumen136 halamanMec. Dos Solos - Apostila de Exercícios.dhiego_menezes0% (1)
- APOSTILA - EstruturametalicaDokumen104 halamanAPOSTILA - EstruturametalicaAlexandre GuimarãesBelum ada peringkat
- Estruturas Metálicas I: Notas de Aula 2008Dokumen201 halamanEstruturas Metálicas I: Notas de Aula 2008Vitor Vale100% (1)
- Apostila Estabilidade Parte 1Dokumen53 halamanApostila Estabilidade Parte 1Thiago PimentaBelum ada peringkat
- Fundações - Vol.-Único - Cap14 - Material 02Dokumen11 halamanFundações - Vol.-Único - Cap14 - Material 02Alexandre GuimarãesBelum ada peringkat
- Avaliação Da Estabilidade Global em Estruturas em AçoDokumen143 halamanAvaliação Da Estabilidade Global em Estruturas em AçoJorge Mauricio de SouzaBelum ada peringkat
- 583E54C5 Tensoes em Solos Ex ResolvidosDokumen24 halaman583E54C5 Tensoes em Solos Ex ResolvidosFADONS100% (2)
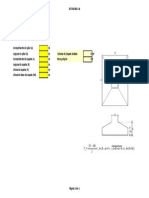
- Volume Sapata IsoladaDokumen1 halamanVolume Sapata IsoladaAlexandre GuimarãesBelum ada peringkat
- 583E54C5 Tensoes em Solos Ex ResolvidosDokumen24 halaman583E54C5 Tensoes em Solos Ex ResolvidosFADONS100% (2)
- AULA05b FUNDACOES DIRETAS CAPACIDADE DE CARGA PDFDokumen72 halamanAULA05b FUNDACOES DIRETAS CAPACIDADE DE CARGA PDFWiller RodriguesBelum ada peringkat
- Comp AdensDokumen52 halamanComp Adenspaulo_pena_8Belum ada peringkat
- NBR 13281 - 2001 - Argamassa para Assent Amen To - RequisitosDokumen3 halamanNBR 13281 - 2001 - Argamassa para Assent Amen To - Requisitoskarol_sastoBelum ada peringkat
- Comp AdensDokumen52 halamanComp Adenspaulo_pena_8Belum ada peringkat
- Fórmulas de Correlação Índices FísicosDokumen1 halamanFórmulas de Correlação Índices FísicosAlexandre GuimarãesBelum ada peringkat
- Painel Inicial Casa SustentavelDokumen1 halamanPainel Inicial Casa SustentavelAlexandre GuimarãesBelum ada peringkat
- Conversao Unidade PressaoDokumen1 halamanConversao Unidade Pressaorosanara2011Belum ada peringkat
- Revista Concreto 49Dokumen88 halamanRevista Concreto 49Thompson FerreiraBelum ada peringkat
- Vigotas-Utilizacao Das Tabelas de Lajes ProtendidasTATUDokumen12 halamanVigotas-Utilizacao Das Tabelas de Lajes ProtendidasTATUszaboricardoBelum ada peringkat
- Leitura e Interpretação de Projetos ArquitetônicosDokumen33 halamanLeitura e Interpretação de Projetos Arquitetônicosalicate2007100% (1)
- Vigas e Lajes - Sistemas2Dokumen63 halamanVigas e Lajes - Sistemas2Eulalia CristinaBelum ada peringkat
- Aglomerantes PDFDokumen20 halamanAglomerantes PDFPedroAHDBelum ada peringkat
- PatologiasDokumen62 halamanPatologiasMirian_Vetere100% (1)
- Notas 2009Dokumen130 halamanNotas 2009Arthur MárcioBelum ada peringkat
- Manual HP 50g em PortuguêsDokumen918 halamanManual HP 50g em Portuguêslucas100% (4)
- Apostila 2 TopografiaDokumen21 halamanApostila 2 TopografiaAlexandre GuimarãesBelum ada peringkat
- Apostila 1 TopografiaDokumen61 halamanApostila 1 TopografiaAlexandre GuimarãesBelum ada peringkat
- Topografia II - ExercíciosDokumen9 halamanTopografia II - ExercíciosAlexandre GuimarãesBelum ada peringkat
- Ptcsevaval 2Dokumen3 halamanPtcsevaval 2Alexandre GuimarãesBelum ada peringkat
- Estudo Alvenaria EstruturalDokumen86 halamanEstudo Alvenaria Estruturaltallesldo_89Belum ada peringkat
- Capitulo 2-Pratique em CasaDokumen13 halamanCapitulo 2-Pratique em CasaHerbert AquinoBelum ada peringkat
- Relatório Sedimentação - LADEQ - Grupo 5Dokumen13 halamanRelatório Sedimentação - LADEQ - Grupo 5maria beatrizBelum ada peringkat
- Diodos VaricapDokumen3 halamanDiodos Varicapvarzeano100% (1)
- Planejamento Matemática 6º Ao 9º AnoDokumen28 halamanPlanejamento Matemática 6º Ao 9º AnoFrancisco Mondadori Jr.89% (28)
- Seminário.. FísicaDokumen8 halamanSeminário.. FísicaVasco Joaquim MhulaBelum ada peringkat
- C7geotopo PDFDokumen22 halamanC7geotopo PDFSteven CannonBelum ada peringkat
- 5 Lista Sobre Transformações Lineares 2Dokumen1 halaman5 Lista Sobre Transformações Lineares 2Jardson SilvaBelum ada peringkat
- 1 Prova 6º AnoDokumen3 halaman1 Prova 6º AnoGabryelly MachadoBelum ada peringkat
- VentiladoresDokumen27 halamanVentiladoresbrunoang159Belum ada peringkat
- Semana 05 Derivadas Direcionais 01 ATUALIZADODokumen6 halamanSemana 05 Derivadas Direcionais 01 ATUALIZADOLucas MotaBelum ada peringkat
- Descritor 3 9c2b0 Ano Parte 1Dokumen2 halamanDescritor 3 9c2b0 Ano Parte 1Vanessa Michele Boasczik WilleBelum ada peringkat
- Ficha de Exercicios 9a1 ClasseDokumen2 halamanFicha de Exercicios 9a1 ClasseFrancelino Artur MaziveBelum ada peringkat
- Algumas Nocoes de Logica (Antonio Anibal Padrao)Dokumen7 halamanAlgumas Nocoes de Logica (Antonio Anibal Padrao)Paola Rezende SchettertBelum ada peringkat
- Ponto Eletronico Protheus 12Dokumen74 halamanPonto Eletronico Protheus 12Hitler Antonio de Almeida0% (1)
- PiXação: Arte e Pedagogia Como Crime / PiXação: Art and Pedagogy As CrimeDokumen374 halamanPiXação: Arte e Pedagogia Como Crime / PiXação: Art and Pedagogy As Crimegcoelho_4Belum ada peringkat
- Análise de Vida em Motores de Tração de Corrente Contínua Das Locomotivas Na EFVMDokumen70 halamanAnálise de Vida em Motores de Tração de Corrente Contínua Das Locomotivas Na EFVMluxo01100% (1)
- Cálculo IQADokumen34 halamanCálculo IQAbenvindo_junior100% (1)
- Gabarito - Ae3 - Matemática - 8º Ano PDFDokumen8 halamanGabarito - Ae3 - Matemática - 8º Ano PDFAntonio CorreiaBelum ada peringkat
- f329 2005 (03) Fontes de TensaoDokumen2 halamanf329 2005 (03) Fontes de TensaoMallandro100% (2)
- Apostila AutoCAD Com ObjetividadeDokumen83 halamanApostila AutoCAD Com ObjetividadeThiago Cheib100% (1)
- Lista de Exercícios 1b - MATi01 - Cálculo I - RESPOSTAS 2Dokumen5 halamanLista de Exercícios 1b - MATi01 - Cálculo I - RESPOSTAS 2HigorBelum ada peringkat
- Mma10 2 RecdomDokumen28 halamanMma10 2 RecdomGonçaloFerreiraBelum ada peringkat
- 6ano Matematica Avaliacao DiagnosticaDokumen4 halaman6ano Matematica Avaliacao DiagnosticaPaula CatroBelum ada peringkat
- Aula 20-08-2021Dokumen164 halamanAula 20-08-2021tspaesBelum ada peringkat
- PROVA Provao de Bolsas EM EPCARDokumen16 halamanPROVA Provao de Bolsas EM EPCARMatheus RodriguesBelum ada peringkat
- ICF1 AD1 GABA 2018 1 - v2Dokumen10 halamanICF1 AD1 GABA 2018 1 - v2Wagner MoreiraBelum ada peringkat
- Lista de Termologia PDFDokumen14 halamanLista de Termologia PDFEmanuel VicenteBelum ada peringkat
- Experimento 02 - Pêndulo FísicoDokumen8 halamanExperimento 02 - Pêndulo FísicoVanessa PenedaBelum ada peringkat
- Modelo Holerite ContrachequeDokumen4 halamanModelo Holerite Contrachequeayrton.honda20Belum ada peringkat