Anda mungkin juga menyukai
- Exercícios Custos RespostasDokumen6 halamanExercícios Custos RespostasFabricio PereiraBelum ada peringkat
- 500 Questões FCC Com GabaritoDokumen173 halaman500 Questões FCC Com GabaritoManoel Pereira100% (1)
- Fluido PDFDokumen37 halamanFluido PDFÉdipo SolanoBelum ada peringkat
- Ferro FundidoDokumen12 halamanFerro FundidoFabricio PereiraBelum ada peringkat
- Jose SebastiaoDokumen55 halamanJose SebastiaoFabricio PereiraBelum ada peringkat
- Pap 0021Dokumen8 halamanPap 0021Fabricio PereiraBelum ada peringkat
- TCC Sem StressDokumen10 halamanTCC Sem StressFabricio PereiraBelum ada peringkat
- SPH UemaDokumen154 halamanSPH UemaFabricio PereiraBelum ada peringkat
- Capitolo NovoDokumen15 halamanCapitolo NovoCaique Thallys LBelum ada peringkat
- Técnicas de Gestão Do Sistema Toyota de ProduçãoDokumen17 halamanTécnicas de Gestão Do Sistema Toyota de ProduçãoGuilherme MiorimBelum ada peringkat
- Resolução Prova 2Dokumen4 halamanResolução Prova 2Fabricio PereiraBelum ada peringkat
- RESPOSTAS DOS EXERCÍCIOS 6 A 10Dokumen1 halamanRESPOSTAS DOS EXERCÍCIOS 6 A 10Fabricio PereiraBelum ada peringkat
- ISO K Ferros FundidosDokumen52 halamanISO K Ferros FundidosFabricio PereiraBelum ada peringkat
- Custos de Estoque Lec LefDokumen24 halamanCustos de Estoque Lec LefFabricio PereiraBelum ada peringkat
- Aula 11 Tendenciada Gestãoda ProduçãoDokumen34 halamanAula 11 Tendenciada Gestãoda ProduçãoFabricio PereiraBelum ada peringkat
- Contra 3Dokumen1 halamanContra 3Fabricio PereiraBelum ada peringkat
- Planilha de CEP - CópiaDokumen2 halamanPlanilha de CEP - CópiaFabricio PereiraBelum ada peringkat
- Rel Est2Dokumen17 halamanRel Est2Fabricio PereiraBelum ada peringkat
- Trab SociologiaDokumen4 halamanTrab SociologiaFabricio PereiraBelum ada peringkat
- Trab SociologiaDokumen4 halamanTrab SociologiaFabricio PereiraBelum ada peringkat
- AULA8MEDIDASEAVALIACAODEDESEMPENHODokumen31 halamanAULA8MEDIDASEAVALIACAODEDESEMPENHOFabricio PereiraBelum ada peringkat
- Exercícios Padrões de Ger. de EstoquesDokumen4 halamanExercícios Padrões de Ger. de EstoquesFabricio PereiraBelum ada peringkat
- Rel Est2Dokumen17 halamanRel Est2Fabricio PereiraBelum ada peringkat
- Trab. Maq. de Fux.Dokumen9 halamanTrab. Maq. de Fux.Fabricio PereiraBelum ada peringkat
- Projeto Pedagógico Mecânica PEMDokumen53 halamanProjeto Pedagógico Mecânica PEMFabricio PereiraBelum ada peringkat
- Fundamentos Do Sistema Toyota de ProduçãoDokumen19 halamanFundamentos Do Sistema Toyota de Produçãologba100% (95)
- Fundamentos Do Sistema Toyota de ProduçãoDokumen19 halamanFundamentos Do Sistema Toyota de Produçãologba100% (95)
- RelatorioDokumen1 halamanRelatorioFabricio PereiraBelum ada peringkat
- Exercícios Padrões de Ger. de EstoquesDokumen4 halamanExercícios Padrões de Ger. de EstoquesFabricio PereiraBelum ada peringkat
- Potência em Regime Senoidal PermanenteDokumen39 halamanPotência em Regime Senoidal PermanentePedro HenriqueBelum ada peringkat
- PROVADokumen4 halamanPROVASiSi SilvaBelum ada peringkat
- Colecao de Planilhas para Uso IndustrialDokumen192 halamanColecao de Planilhas para Uso Industrialjefferson100% (1)
- Comandas PostosDokumen1 halamanComandas PostosDornilda Jovino De Almeida Aimbaré De TucunduváBelum ada peringkat
- UABJ Lista Convocacao Chamada RegularDokumen13 halamanUABJ Lista Convocacao Chamada RegularMaria Luíza SantosBelum ada peringkat
- Ácido - ARGALIT NAP 52 - FISPQ 260Dokumen14 halamanÁcido - ARGALIT NAP 52 - FISPQ 260jao.muniz97Belum ada peringkat
- S 8000 GealanDokumen16 halamanS 8000 GealanLuís GuerreiroBelum ada peringkat
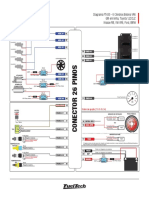
- FT450 - 6 Cil 6 Inj Bob VR6 01Dokumen1 halamanFT450 - 6 Cil 6 Inj Bob VR6 01William FernandesBelum ada peringkat
- Caixas Cambio Eaton Fso 4405 Aluminio PDFDokumen167 halamanCaixas Cambio Eaton Fso 4405 Aluminio PDFtelmy86% (7)
- Solda Na Manutenção IIDokumen3 halamanSolda Na Manutenção IIMarx AraujoBelum ada peringkat
- Plano de Estudo Houseboat 64Dokumen7 halamanPlano de Estudo Houseboat 64jrnelsonBelum ada peringkat
- Máquina Arrancar MandiocaDokumen6 halamanMáquina Arrancar MandiocaCarlos Adalberto BehlingBelum ada peringkat
- Thales Steven Cerqueira Macario 2018Dokumen2 halamanThales Steven Cerqueira Macario 2018Zilma MarquesBelum ada peringkat
- Riscos Geológicos Da Cidade de OP-SobreiraDokumen15 halamanRiscos Geológicos Da Cidade de OP-SobreiraBruno BretasBelum ada peringkat
- Ufpr2014 Aps Fundamentos Da ArquiteturaDokumen102 halamanUfpr2014 Aps Fundamentos Da ArquiteturaCaiuby Menezes da CostaBelum ada peringkat
- Laudo de Avaliação As 2173-2022-1Dokumen6 halamanLaudo de Avaliação As 2173-2022-1Jordan Pereira PereiraBelum ada peringkat
- Novo Catálogo Zero GrauDokumen40 halamanNovo Catálogo Zero GrauBanguela Dom PedritoBelum ada peringkat
- Proteção Contra Quedas Na ConstruçãoDokumen68 halamanProteção Contra Quedas Na ConstruçãoEduardo Schimiti100% (1)
- Projeto Galpão 1Dokumen60 halamanProjeto Galpão 1Leonardo BorgesBelum ada peringkat
- 01 Leitura e Interpretação DesenhoDokumen50 halaman01 Leitura e Interpretação DesenhoMoacir SilvaBelum ada peringkat
- Engenharia Econômica Capítulos 1 A 4Dokumen110 halamanEngenharia Econômica Capítulos 1 A 4Marcelo Eduardo Benencase67% (3)
- ΒΔΞ - Cavalos X CilindradasDokumen2 halamanΒΔΞ - Cavalos X CilindradasNOIVODALAGOABelum ada peringkat
- Manual T1500 - Rev.01.1470082490Dokumen4 halamanManual T1500 - Rev.01.1470082490LucasMaximinoBelum ada peringkat
- PR-017-Medição de Resitencia de Aterramento em Malhas de TerraDokumen8 halamanPR-017-Medição de Resitencia de Aterramento em Malhas de TerraJose RibeiroBelum ada peringkat
- Candidatos Com Inscrição HomologadaDokumen246 halamanCandidatos Com Inscrição HomologadaregistroBelum ada peringkat
- Apostila HIBERNATE PDFDokumen78 halamanApostila HIBERNATE PDFrodrigomichel100% (1)
- Cinetica ExerciciosDokumen2 halamanCinetica ExercicioscarlostucupiBelum ada peringkat
- Cardioversor - Instramed Cardiomax - Manual Do Usuário PDFDokumen189 halamanCardioversor - Instramed Cardiomax - Manual Do Usuário PDFdanielBelum ada peringkat
- Apr Manutenção EletricaDokumen3 halamanApr Manutenção EletricaCleber FonsecaBelum ada peringkat
- UMB Informatec - Instalação e ConfiguraçãoDokumen22 halamanUMB Informatec - Instalação e ConfiguraçãoEquipamentosBelum ada peringkat