Projeto de uma peça: Desenhos, FMEA, Características Especiais e Gestão de Modificações
Diunggah oleh
Eduarda BatistellaDeskripsi Asli:
Judul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Projeto de uma peça: Desenhos, FMEA, Características Especiais e Gestão de Modificações
Diunggah oleh
Eduarda BatistellaHak Cipta:
Format Tersedia
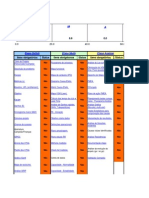
Elaborado por Cliente (Mdio / Alto Risco)
Fornecedor (Baixo Risco)
= DOCUMENTOS ACEITVEIS
Resp.: Program SQE / SQ CMS /
Fornecedor Mgr: SQ TL: SQ CMT:
Nome Assim Nome Assin. Nome Assin. Nome Assin.
Audititoria de Processo
Veculo /
MY:
Fbrica
Fornecedor:
Nome do
Fornecedo
r:
Data:
Data Construo/Dispon.:
Data Req. de Material:
Planejamento
para Aprovao
Plena
Data Req. de Material:
PRODUO ATUAL
Fiat Group Automobiles
Cdigo do
Fornecedor:
SQE:
LIBERAO PARA PROD.(DaP)
RESULTADO DE AUDITORIA
DE PROCESSO Data de Construo/Dispon.:
NA - No Aplicvel
NV - No Avaliado
Data de Req. de Material:
Data de Construo/Disponib.:
Data Req. de Material:
Nmero da pea:
Descrio da pea:
OdM:
E
A
B
C
D
FMEA de Projeto OK
(Resultado PPR)
Desenhos
DA
VERIFICAO DO PROCESSO (VP) PR-SRIE (PS)
DA
1 - PROJETO DA PEA
Planejamento de
Processo
DA
Manuteno
Aes Corretivas
Primeiro a Entrar,
Primeiro a Sair (FIFO)
& Manuseio de
Material
Gesto de Peas No
Conformes
Rastreabilidade &
Identificao de Pea
DA DA
Gesto de
Modificaes
Aprovao de Sub-
Fornecedor
Validao do Projeto
Inspeo da Entrada
DA
Diagrama de Fluxo de
Processo
DA
Sistema Prova de
Erro & Engano
DA
Caractersticas
Especiais
DA
2 - Risco de
Paralisador de Tarefa
4 - CONTROLE DE
PROCESSO
5 - OPERAES
Planejamento de
Testes Integrativos
Entrega de Peas
Sequenciada (SPD)
Monitoramento de
Processo & Registro
de Dados
9 - APROVAO PLENA
(Selecione Sim/No)
8 - SISTEMAS DE
QUALIDADE
7 - VERIFICAO
DA
Planejamento de
Testes de Auto-
Qualificao
DA
Aprovao de Primeira
Pea
DA
DA
Auditoria EQF
DA
DA
Peas Padro
1 - PARALISADOR
DE TAREFA
DA
Plano de Controle
2 - DESENVOLVIMENTO
DO PROCESSO
3 - CONTROLE DE
PROCESSO
DA DA
DA
FMEA de Processo
Calibradores &
Dispositivos de
Medio
Ferramental &
Equipamento
DA
DA
Garantia
DA
DA
DA
3 - Problema
moderado
4 - No h Risco
5 - Atividade
Implementada
DA
Inspeo na Sada de
Material
Caractersticas de
Segurana
Ambiente, Sade &
Segurana
DA DA
Processos Diversos
Validao
Anual/Recertificao
Peridica
DA
DA
Planejamento de
Montabilidade /
Benestare
DA
Certificao de
Qualidade & Reteno
de Registros
Lies Aprendidas
DA DA
Plano Controle
Reforado - Pr
Lanamento
Auditoria Escalonada
de Processo
DA
DA
IMDS
DA
DA DA
DA
Retrabalho/Reparo
PDR - Production
Demonstration Run
DA
Capacidade e
Desepenho do
Processo
Data Construo/Dispon.:
6 - LOGSTICA
Instrues de Trabalho
Embalagem
DA
Treinamento
DA
DA
DA
DA
DA
Process Audit v1.0 April 2012
# Seo Requisitos Documentos Referncia
Os Desenhos devem conter todas as informaes relativas pea. Incluindo mas sem se limitar a:
- normas tcnica/ engenharia, especificaes e Normas (alm de quaisquer desvios desses requisitos);
- requisitos dimensionais /GD&T;
- Objetivos de Fabricao da engenharia ou Tabela de Tolerncias/Perfis considerados;
- caractersticas especiais identificadas;
- lista de subcomponentes (com nmero de pea, nvel de reviso e quantidade).
Os esquemas de dados devem ser pactuados pelo Cliente, e ser consistentes com os pontos de fixao/unio de peas.
* Modelo de Projeto/Desenho
* Distribuio pelo Fornecedor de
Normas de Engenharia (ESSD)
* FIAT Norms
O Fornecedor deve disponibilizar os "Adittional Quality Requirements" (AQR) e a "Statment of Requirements" (SOR)
relativos pea, firmados por todos os representantes do Cliente e do Fornecedor apropriados. Todos os requisitos
relacionados nos MQRs devem ser includos no modelo de projeto, no plano de teste, no plano de controle ou em outra
documentao tcnica, conforme apropriado.
* Adittional Quality Requirements
(AQR)
* Statment of Requiremtns (SOR)
Entrada no sistema do resultado da DFMEA a partir do Exame de Planejamento do Processo (PPR). * FMEA de Projeto (DFMEA) * Manual de Anlise de Efeitos &
Modo de Falha Potencial (4a. Edio)
* FIAT Norma 00270 / 00271
* ISO/TS-16949 7.3.3.2
O Fornecedor deve dispor de um procedimento para desenvolvimento de DFMEAs e de registros que assegurem que
todas as DFMEAs sejam examinadas e avaliadas periodicamente, visando uma melhoria contnua nos modos de falha.
Os modos de falha identificados como sendo os de maior risco devem ser abordados em primeiro lugar. O
procedimento deve incluir tambm:
- determinao de valores de deteco, ocorrncia e severidade;
- exames e atualizaes regulares das lies aprendidas;
- atualizaes da DFMEA mediante o recebimento de um aviso de alterao pela engenharia do Cliente.
* Procedimento para
Desenvolvimento de FMEA
Caractersticas Especiais (SC) ou Caractersticas-Chave do Produto (KPC) relativas pea e ao processo devem ser
identificadas. Estas incluem caractersticas de produto ou processo que podem afetar a segurana, adequabilidade,
forma, funo, desempenho, atendimento ao regulamento ou o processamento posterior da pea. Os tipos de
caractersticas a seguir enquadram-se nesta categoria: governamentais, Chave/Diamante (<D>), Segurana/Emisses
(<S> e <E>), Relatrio (smbolo), , Pontos de Compra ou pontos de QH, Pontos Crticos de Inspeo (smbolo de luz de
parada), requisitos de torque, requisitos de homologao <H>) e caractersticas identificadas como pontos de SPC no
modelo de projeto. Todas as SCs ou KPCs devem ser aprovadas por Engenheiro da Chrysler/FIAT, e ser mostradas no
modelo de projeto, nos documentos de qualidade apropriados (D/PFMEAs, no Plano de Controle, nas instrues de
trabalho/inspeo etc.), e includas no Estudo de Incio de Processo e Auditoria de SQE. OBSERVAO: No
obrigatrio que todas as peas tenham SCs ou KPCs.
* Modelo de Projeto/Desenho
Caso a pea no disponha de SCs ou KPCs identificadas no modelo de projeto, a equipe de Auditoria de Processo e o
Fornecedor devem selecionar caractersticas que afetem tolerncias estreitas, adequabilidade, funo, acabamento,
confiabilidade, durabilidade ou caractersticas afetadas por parmetros do processo e/ou caractersticas que afetem o
processo final/sucessivo a incluir na Auditoria de SQE, e nos estudos de capacidade e desempenho do processo.
* Lista de SCs/KPCs ou
caractersticas selecionadas
O desenho deve refletir alguma forma de aprovao do cliente; ou seja, assinatura do Engenheiro de Projeto, ordem de
alterao do projeto aprovado etc.
Desenho do Cliente Aprovado
Fornecedores responsveis por projeto devem considerar um Projeto em relao sua Manutenabilidade, que
assegure a facilidade de desmontagem do produto , a um custo e tempo mnimos.
O modelo de projeto ou desenho deve refletir no nvel de NIC/alterao e no nvel de reviso da(s) pea(s) que
estiver(em) passando pela Auditoria de Processo. Todos os documentos de qualidade aplicveis (incluindo, mas sem se
limitar ao, Fluxograma do Processo, D/PFMEA, Plano de Controle e todas as Instrues) devem tambm refletir o nvel
de NIC/alterao e o nvel de reviso corretos.
* Modelo de Projeto/Desenho
O Fornecedor deve dispor de um procedimento para a gesto adequada de alteraes, incluindo:
- recebimento de aprovao do cliente (Aviso de Alterao ou odM);
- atualizaes de todos os documentos de qualidade aplicveis;
- remoo de documentos no controlados ou desatualizados;
- quarentena/disposio/obsolescncia de material desatualizado (produto fabricado antes da alterao de
engenharia);
- e comunicao de alteraes a todos os Subfornecedores aplicveis. Cabe ao Fornecedor Tier 1 a responsabilidade por
assegurar que a pea acabada esteja no nvel correto de alterao/NIC e de reviso. OBSERVAO: O Fornecedor no
deve efetuar quaisquer alteraes sem a aprovao DOCUMENTADA do cliente (ou seja, voicemail, e-mail, etc. so
INACEITVEIS).
* Procedimento para Gesto de
Alteraes
* Documentos de alteraes de
engenharia autorizadas.
* ISO/TS-16949, cl. 4.2.3.
1A Desenhos
Caractersticas
Especiais
1D Validao do Projeto
1E
Gesto de
Modificaes
1
-
P
R
O
J
E
T
O
D
E
U
M
A
P
E
A
1C
O Fornecedor deve ter acesso a todas as normas do Cliente, atravs do sistema aplicvel deste. Deve dispor de um
procedimento que exija exames regulares para assegurar se dispem da verso mais recente lanada, bem como a
comunicao com os seus diversos departamentos no caso de uma atualizao da reviso. Se especificaes ou normas
internas do Fornecedor forem referenciadas (p.ex. sobre o modelo do projeto, desenhos de subcomponentes etc.),
essas normas devero ser vinculadas com clareza especificao ou norma aplicvel do Cliente.
1B
FMEA de Projeto OK
(Resultado PPR)
Process Audit v1.0 April 2012 Page 2 of 20
O SQE deve averiguar se todas as questes em aberto no Exame de Planejamento do Processo esto Verde (4 ou
melhor). Se permanecerem pendentes quaisquer questes em aberto (Vermelho ou Amarelo), d a pontuao
equivalente a este item.
* Exame do Planejamento do
Processo
O Fornecedor deve suportar todos os sistemas do Cliente (p.ex. MaPS, CQMS, SQP, NCT eCIMS etc.). E deve dispor de
pelo menos 2 pessoas plenamente treinadas para acessar cada sistema. O Fornecedor deve manter as informaes de
contato atualizadas.
necessrio um Diagrama de Fluxo de Processo para todas as peas, o qual deve refletir todo o processo, iniciando na
rea de Recebimento e prosseguindo at a Expedio. Deve incluir todas as reas de armazenagem, retrabalho/reparo
e inspeo/calibragem do produto, independente de fazerem parte do processo primrio ou dos processos
(secundrios) off-line. As estaes que medem caractersticas especiais e/ou que contribuem para no-conformidades
significativas devem ser identificadas. O fluxo de material e processo deve ser projetado de forma evitar um salto nas
operaes ou uma mistura de peas com produtos semelhantes.
*Diagrama de Fluxo de Processo
O Diagrama de Fluxo de Processo deve incluir a sequncia de processamento, o mtodo e o equipamento utilizados em
cada estao (incluindo as estaes de inspeo e reparo/retrabalho). Todos os nmeros de mquina exclusivos devem
ser identificados. Deve ser identificado, para operaes de retrabalho/reparo, o fluxo do material reparado ou
retrabalhado de volta at o processo normal, para assegurar que as peas passem por todos os controles requeridos.
* Diagrama de Fluxo de Processo
O Diagrama de Fluxo de Processo deve identificar o nmero de operadores necessrios por estao (incluindo
operadores flutuantes, conforme apropriado). Deve tambm indicar quaisquer operaes com restries ou pontos de
estrangulamento.
* Diagrama de Fluxo de Processo
Deve ser disponibilizada uma planta do cho de fbrica ou layout da estao de trabalho, detalhando o quanto segue:
fluxo operao a operao, todos os equipamentos de fabricao/inspeo e o ferramental utilizado no processo, locais
de armazenagem de material identificados (para WIP/bujes, material no conforme/sucata, retrabalho/reparo e
matria prima / subcomponentes).
* Planta de Cho de Fbrica
O SQE deve verificar, durante a Auditoria de Processo, observando o cho de fbrica, se o Diagrama de Fluxo de
Processo e o Layout da Estao de Trabalho refletem o processo real (i.e., nmero de operadores, equipamento e
ferramental identificados etc.), e se as instalaes, equipamento, iluminao etc. so adequadas.
* Manual de Anlise de Efeitos &
Modo de Falha Potencial (4 Edio)
AIAG
* FIAT Padro 00271
* ISO/TS-16949 7.3.3.2
* Formulrio de Resumo de Auditoria
de PFMEA no Fornecedor
O Fornecedor deve dispor de um procedimento para desenvolvimento de PFMEAs, e de registros que assegurem que
todas as PFMEAs sejam examinadas e avaliadas periodicamente, visando uma melhoria contnua dos modos de falha.
Os modos de falha identificados como sendo os de maior risco devem ser abordados em primeiro lugar.
* Procedimento & registros de
exame/avaliao de PFMEA
Os efeitos e causas potenciais de Zumbido/Rangido/Chiadoe Rudo/Vibrao/Aspereza (BSR/NVH) devem ser
abordados nas FMEAS, no Plano de Controle e no Plano de Teste. As anlises devem incluir avaliaes de interaes
com peas casadas para reduzir, eliminar e/ou monitorar caractersticas de BSR ou NVH questionveis. Cabe ao
Fornecedor a responsabilidade por assegurar que suas peas no exibam quaisquer condies BSR/NVH dentro dos
seus ambientes.
* FMEA de Processo
* Plano de Controle
* DVP&R / AQF & PI
O Fornecedor deve dispor de uma lista completa de todas as matrizes/ferramental, equipamentos e calibradores
utilizados no processo. Esta lista deve indicar a propriedade do ferramental, os nmeros de identificao exclusivos e a
localizao do item. O SQE deve verificar a presena de todo o ferramental (incluindo o nmero de cavidades), dos
equipamentos e calibradores identificados na lista. O ferramental e equipamento, quando no estiverem em uso,
devem ser devidamente identificados e guardados para evitar confuso na gesto do fluxo de componentes/produtos
que estiverem sendo fabricados.
* Lista de ferramental
O SQE deve verificar o status de matrizes/ferramental, equipamento e calibradores, em termos de prazos (concluso,
prova prtica, amostragem etc.), funo e disponibilidade de peas relativas s metas (milestones) de programa-
chave. As ferramentas e os equipamentos devem ser fabricados de acordo com todos os requisitos constantes do AQR,
conforme apropriado. A Auditoria de Processo e PDR devem ser aplicados em ferramentas de produo acabadas,
utilizando processos de produo definitivos.
* Exame do Programa
* MQR
Todo o ferramental de propriedade do Cliente deve ter uma data de incio (kick-off) do ferramental por parte dos
representantes apropriados do cliente. O ferramental desenvolvido/observado pelo Grupo de Anlise de Ferramental
(TAG) do Cliente deve ter um endosso de ferramental por parte do representante do TAG apropriado.
* Data de Incio do Ferramental
(TKO)
* Processos Comerciais CG (Prontido
do Projeto -
Dar incio na Largada do Ferramental
do Fornecedor)
O ferramental, o equipamento e os calibradores de propriedade do Cliente devem ser identificados e marcados
conforme os requisitos do cliente. S devem ser utilizados para a fabricao de produtos Chrysler/FIAT. As ferramentas
devem atender aos requisitos constantes do procedimento FGP 24.
* FGP Procedimento 24
O Fornecedor deve dispor de um processo para avaliar o risco de cada subcomponente e matria prima adquiridos e
utilizados na pea. Os subcomponentes no considerados de baixo risco devem ter uma Auditoria de Processo (ou o
equivalente) conduzida pelo Fornecer Tier 1, seguido de uma apresentao de PPAP Nvel 3 (ou aprovao equivalente)
ao Fornecedor Tier 1. Amostras apresentadas para PPAP devem ser devidamente armazenadas, preservadas e
manuseadas, conforme apropriado.
* Risco de subcomponente
* Auditorias de Processo de
Subcomponentes
* Submisso de aprovao de
subcomponentes & amostras
Se a aprovao de um subcomponente for concedida via desvio, isto deve ser temporrio, devendo indicar a
quantidade e/ou o espao de tempo vlido. O desvio em subcomponentes deve ser aprovado primeiro pelo Cliente,
depois pelo(s) departamento(s) apropriado(s) do Fornecedor. OBSERVAO: O descumprimento deste requisito requer
a colocao imediata do Fornecedor no Nvel 2, 3CPR ou CLS. A aprovao da Autoria de Processo no ser concedida
se qualquer subcomponente estiver sob um desvio e/ou no aprovado (exceto para Componentes Consignados ou
direcionados; veja Inspeo de Entrada 3B).
*Sub-desvios de componentes 3B Inspeo na Entrada
O Fornecedor deve garantir que todos os requisitos de qualidade do Cliente (p.ex., AQR, planejamento de qualidade,
Auditoria de Processo etc.) sejam comunicados ao longo de toda a Cadeia de Suprimentos. O Fornecedor deve solicitar
a aprovao do Cliente para todas as alteraes de processo, utilizando o sistema apropriado (p.ex., os Requisitos
Permanentes), antes de implementar a alterao. Alm disso, o Fornecedor deve assegurar que estes requisitos sejam
comunicados ao longo de toda a Cadeia de Suprimentos. O Fornecedor Tier 1 o responsvel final por todas as
alteraes iniciadas pelos seus Subfornecedores.
O Fornecedor deve dispor de uma lista de Subfornecedores aprovados para cada subcomponente, matria prima,
artigo, tecnologia ou servio adquirido. O desempenho (qualidade, entrega etc.) de cada Subfornecedor utilizado deve
ser monitorado e rastreado regularmente (no mnimo, mensalmente). Subfornecedores com um desempenho
inaceitvel no devem receber novo negcio do Tier 1, at que aes corretivas tenham sido implementadas e
averiguadas, e o seu desempenho tenha melhorado. OBSERVAO: Se para o material, artigo etc. houver uma Lista de
Fornecedores Aprovados pela Engenharia (EASL) do Cliente, o Tier 1 s deve utilizar Subfornecedores daquela lista.
*Listas de Fornecedores Sub-tier
Aprovados
* Desempenho de Fornecedores
Sub-tier
* Listas de Fornecedores Aprovados
pela Engenharia do Cliente
O Fornecedor deve disponibilizar um diagrama com a Cadeia de Suprimentos. O diagrama deve delinear toda a Cadeia
de Suprimentos, iniciando com matrias-primas e terminando com a instalao fabril do Cliente, ou designada por este.
Todos os servios e/ou processos secundrios (p.ex. chapeamento, tratamento trmico etc.) devem ser mostrados,
inclusive os locais de expedio ou armazenagem fora do site.
* Diagrama da Cadeia de
Suprimentos
Diagrama de Fluxo de
Processo
2A
Planejamento de
Processo
2
-
D
E
S
E
N
V
O
L
V
I
M
E
N
T
O
D
E
P
R
O
C
E
S
S
O
2B
Uma Anlise de Efeitos & Modo de Falha de Processo (PFMEA) deve estar disponvel para todas as peas. Esta dever
ser criada utilizando todas as diretrizes do Cliente e os manuais de referncia de FMEA requeridos. A PFMEA deve ser
examinada pelo SQE e classificada como Verde, conforme o formulrio Resumo de Auditoria de PFMEA do
Fornecedor.
* FMEA de Processo
* Resumo de Auditoria de PFMEA
no Fornecedor
2C FMEA de Processo
2D
Ferramental &
Equipamento
2E
Aprovao de Sub-
Fornecedor
Process Audit v1.0 April 2012 Page 3 of 20
Para subcomponentes e Subfornecedores crticos, o fornecimento de subcomponentes deve ser assegurado atravs de
planos de reserva, p.ex., estoque de segurana, transporte alternativo, disponibilidade de Subfornecedores alternativos
com PPAP aprovada etc. OBSERVAO: A troca de Subfornecedores requer a notificao e aprovao do Cliente
(atravs do sistema apropriado, como os Requisitos Permanentes), em todas as ocasies.
* Planos de reserva de
subcomponentes
As atividades de Planejamento de Qualidade, Auditoria de Processo e PDR relativas a componentes Tier 2
Direcionados devem ser conduzidas pelo Cliente, suportadas, conforme necessrio, pelo Fornecedor Tier 1. O
Fornecedor Tier 1 deve ser responsvel pela qualidade contnua dos componentes Tier 2, de acordo com a PPAP. O
Fornecedor Tier 2 Direcionado deve prover suporte para piloto, lanamento e produo contnua ao Fornecedor Tier 1,
da mesma forma que o faria quanto ao Cliente.
O Fornecedor deve dispor de pessoas com responsabilidade atribuda para administrar a qualidade dos
Subfornecedores (p.ex. organizao da Qualidade dos Fornecedores). Isto inclui a realizao de auditorias de processo e
planejamento de qualidade, e a gesto das atuais questes e desempenho de qualidade.
2
-
D
E
S
E
N
V
O
L
V
I
M
E
N
T
O
D
E
P
R
O
C
E
S
S
O
2E
Aprovao de Sub-
Fornecedor
Process Audit v1.0 April 2012 Page 4 of 20
Um Plano de Controle deve estar disponvel para todas as peas. Este deve ser criado utilizando todas as Diretrizes do
Cliente e o manual Plano de Controle & APQP AIAG.
* Plano de Controle * Manual de Plano de Controle &
Planejamento de Qualidade do
Produto Avanado & Manual de
Plano de Controle (2 Edio)
* FIAT norma 9.01102
* ISO/TS-16949 7.5.1.1
* ISO/TS-16949 App. A
O SQE deve examinar o contedo do Plano de Controle e determinar sua aceitabilidade. O Plano de Controle deve:
- incluir todas as etapas do processo, desde a entrada de material etiquetagem e expedio;
- utilizar a FMEA do Processo na elaborao do Plano de Controle, enfatizando as KCCs/KPCs;
- assegurar que nmeros e controles correspondam ao Fluxograma do Processo e PFMEA;
- incluir KPCs/PQCs/KCCs e as respectivas classificaes e smbolos;
- assegurar que a classificao de caractersticas atenda s especificaes tcnicas e/ou anlise preventiva realizada no
produto, quando solicitado (FMEA, DOE etc.);
- incluir todos os parmetros de controle de processo aplicveis;
- incluir tamanhos de amostragem e frequncias adequadas;
- estar atualizado de acordo com o mais recente nvel de CID/EWO/ODM;
- assegurar a atualizao dos mtodos de controle/condies com a evoluo dos documentos referidos (p.ex. DFMEA,
PFMEA, PFMEA Famlia etc.);
- mostrar evidncia de que seja um documento ativo sujeito a exame regular.
* Plano de Controle * Plano de Controle de Fornecedor:
Resumo de Auditoria em Documentos
A adequao do contedo do Plano de Controle ou das instrues escritas (caractersticas, frequncia de controle,
tamanhos de amostra, mtodos de medio, registro de equipamento, planos de reao etc.) deve ser assegurada. O
SQE deve verificar e auditar se o Fornecedor est seguindo o Plano de Controle, conforme este est documentado.
* Control Plan Process Audit Checklist
As frequncias de controle, os tamanhos de amostra e os mtodos de medio devem basear-se no efeito da
caracterstica sobre a funcionalidade do produto, conforme definido por uma anlise preliminar (p.ex. DFMEA, PFMEA),
e na estabilidade do processo. Os itens de maior risco nas FMEAs devem ter frequncias/tamanhos de amostra
relativamente mais altos.
Peas em reparo/retrabalho devem passar por controles iguais ou que excedam aos da linha de produo principal.
O Fornecedor deve dispor de uma minuta de Norma de Inspeo de Peas, se requerida, firmada pela rea de
Qualidade da Fbrica, pelo Engenheiro e SQE do Cliente. A I/S da Pea deve incluir todas as caractersticas especiais
identificadas, bem como as frequncias listadas, os tamanhos de amostras, e os mtodos de medio devem
corresponder ao Plano de Controle.
* Norma de Inspeo de Peas
(Pea I/S) Minuta
* Livro de Conhecimento de P&SQ
(Processo Padro de Inspeo de
Peas)
O Fornecedor deve dispor de um plano para Inspeo/Certificao de Entrada de Material, relativo a todas matrias-
primas e componentes adquiridos. Subfornecedores podem ser colocados em Auto-Qualificao (ou seja, da doca ao
estoque), caso disponham de certificao de sistema de qualidade (p.ex. ISO/TS-16949, ISO 9001), apresentem um
desempenho de qualidade aceitvel e uma Auditoria de Processo aprovada para aquele componente (veja Aprovao
de Sub-tier); o Fornecedor Tier 1 deve manter registros de todos esses itens. Quando for necessrio comprar de
Subfornecedores no aprovados ou no qualificados, controles efetivos, utilizando um plano de amostragem adequado,
devem ser exercidos na rea de Inspeo de Entrada de Materiais e no processo fabril, de forma a impedir/bloquear o
uso de matria-prima ou de peas no conformes. Os resultados e registros de inspeo devem ser disponibilizados
permanentemente para exame pelo cliente
* Plano de Inspeo na Entrada
(Plano de Controle)
* Resultados da Inspeo na
Entrada
*Aprovao de Sub-Tier
Todos os subcomponentes e matrias-primas devem contar com uma PPAP (ou equivalente), e atender a todos os
requisitos do cliente. O SQE deve, quando aplicvel, verificar a existncia e manuteno de amostras de master.
OBSERVAO: A Aprovao de Auditoria de Processo para Mdulos que contem subcomponentes
Direcionados/Consignados no dever ser negada devido falta de PPAP relativa ao subcomponente
Direcionado/Consignado liderado pelo cliente.
* PPAP de matria-prima &
subcomponente
* Manual do Processo de Aprovao
de Peas para Aprovao (4 Edio)
O Plano de Inspeo de Entrada de Material deve incluir a remoo do status Auto-Qualificao, relativo a
Subfornecedores, quando ocorrerem no-conformidades. Os detalhes para readquirir o status Auto-Qualificao devem
ser definidos, e requerem no mnimo trs remessas prvias e consecutivas sem defeito. Um mtodo para identificar
peas de um Subfornecedor Auto-Qualificado deve ser previsto, e constar nos documentos de expedio de material,
na ficha de identificao do produto e na embalagem. Enquanto o status Auto-Qualificao for suspenso ou retirado, o
Fornecedor Tier 1 dever implementar uma inspeo plena de entrada de material daquele sub-tier, com aumento nos
tamanhos de amostra, frequncias etc.
* Procedimentos de Auto-
Qualificao
Quando aplicveis, os planos de amostragem de Inspeo de Entrada devem ser includos no plano de controle,
constando frequncias, tamanhos de amostra e mtodos de medio adequados. A frequncia de inspeo, o tamanho
de amostra e o mtodo de medio devem ser determinados com base no nvel de risco do subcomponente (p.ex.
conforme a PFMEA), na importncia da caracterstica (p.ex. Segurana/Relatrio, outra especial etc.), e no desempenho
de qualidade histrico do Subfornecedor. As auditorias devem ser aleatrias, com anlise estatstica dos resultados
(conforme apropriado). Quando as inspees forem efetuadas por lote, o tamanho do lote no deve exceder a um
turno ou a uma corrida de produo no Subfornecedor o que for menor.
* Plano de Controle
Os sistemas computadorizados utilizados para administrar a entrada e sada de produtos devem conter backups, para o
caso de o sistema principal falhar.
3A Plano de Controle
3
-
C
O
N
T
R
O
L
E
D
E
P
R
O
C
E
S
S
O
&
O
P
E
R
A
E
S
3B
Inspeo na Entrada
de Material
Process Audit v1.0 April 2012 Page 5 of 20
O Fornecedor deve dispor de um sistema prova de Erro e Engano, que descreva o desenvolvimento, a implementao,
o uso e a manuteno do sistema prova de erro e engano dentro da organizao. O processo deve incluir a criao de
amostras de Verificao relativas aos modos de falha identificados nas FMEAS de Projeto e Processo, e o uso dessas
amostras com a Auditoria de Verificao do Sistema prova Erro e Engano, visando assegurar o funcionamento correto
deste sistema. Todas as amostras de Verificao devem ser marcadas, etiquetadas e controladas de forma ntida, de
forma a impedir sua mistura com materiais da produo. Elas devem ser guardadas separadas do WIP ou produto
acabado, em uma rea designada ou recipiente marcado com clareza.
* Processo de Sistema Prova de
Erro e Engano
* Procedimentos, instrues, lista
de conferncias da Auditoria de
Verificao de Sistema Prova de
Erro e Engano
* Auditoria de Processo em Camadas
Um bloqueio de estao ou linha deve ser implementado em todas as etapas do processo para evitar que operaes
falhas prossigam para uma estao subsequente ou para o produto acabado. Indicadores sonoros e visuais devem
notificar a respeito de operao falha. Aes corretivas devem ser implementadas antes de reiniciar a linha ou a
estao. O Fornecedor deve contar com um plano de contingncia para o caso de o sistema prova de erro de
produo no estiver inoperante. Um alerta sonoro e/ou visual deve significar que o sistema prova de engano est
inoperante. O plano deve incluir uma notificao ao Cliente atravs do sistema aplicvel.
O software do sistema prova de erro e engano deve ser testado para todas as falhas conhecidas e cenrios de
contorno.
O sistema prova de erro e engano necessrio para todos os itens identificados em FMEAs de Projeto e Processo,
com severidade 8 ou acima, bem como para todas as caractersticas especiais identificadas (ou conforme requisitos do
Cliente, se mais rigorosos).
* FMEA de Processo
As estaes de verificao final (fim de linha) devem:
- certificar-se de que peas no saltem esta estao;
- deixar uma marca exclusiva mostrando que a pea passou com sucesso;
- verificar se o item final est correto e completo, e assegurar que todos os componentes estejam presentes
(verificando se os componentes esto na mquina antes da montagem, pois presumir que esto no conjunto acabado
insuficiente).
O sistema prova de erro e engano deve verificar:
- todas as funes, esforos e percurso 100%;
- seleo de subcomponente 100%;
- todas as fixaes aplicveis a cilindros ou componentes para um curso pleno;
- fluxo, quantidade e localizao de pontos de adesivo e lubrificao crtica, lquidos e gases;
- testes de vazamento para todos os lquidos e gases 100%;
- montagem adequada e embalamento, quando as mquinas acomodarem mltiplas peas (direita/esquerda,
frente/traseira etc.);
- objetos estranhos soltos so impedidos de entrar na rea de montagem;
- continuidade e funo nas conexes e componentes eltricos 100%, com bloqueio/parada da linha, se houver falha de
continuidade;
- a deteco sequencial utilizada quando o processo inclui clulas independentes que compem um nico fluxo do
processo.
O contato de terminais eltricos para fabricao em processamento (conjunto de chicote de fios, testes de motor,
testes de dispositivo etc.) deve atender ao quanto segue:
- os pinos pogo no devem invadir a rea de contato do(s) terminal(is) que estiver(em) sendo testado(s);
- os pinos pogo devem ser mantidos e inspecionados regularmente;
- o acessrio de teste deve alinhar o conectar com o acessrio de teste antes do engate dos pinos pogo;
- quando no for provido acesso por pinos pogo, e o contato dos membros de mola for a nica opo, a sonda utilizada
para contatar o membro da mola de terminal deve ter uma espessura menor que a espessura mnima da lmina
(incluindo tolerncias) do terminal que estiver sendo testado. Se terminais de pino redondo estiverem sendo testados,
a sonda de pino macho dever ser menor do que o dimetro mnimo (incluindo tolerncias) do pino;
- a profundidade de insero da sonda deve ser o mnimo necessrio para testes de contato eltrico.
O Fornecedor deve dispor de recursos suficientes (calibradores, dispositivos de medio e pessoal) para executar os
controles relacionados no Plano de Controle.
O Fornecedor deve dispor de um processo que assegure que amostras Master, calibradores, dispositivos de medio e
equipamento de teste estejam disponveis para uso (na estao de inspeo, quando necessrio), sejam identificados
de forma adequada, e devidamente manuseados e armazenados quando no estiverem em uso. Amostras de Master
utilizadas para verificar a condio operacional de calibradores devem ser utilizadas de acordo com as frequncias
estabelecidas no Plano de Controle ou nas instrues de trabalho dos calibradores.
* Processo de manuseio de
calibrador
* Plano de Controle
* Instrues de trabalho para
calibradores
Calibradores e dispositivos de medio devem ser adequados conforme os requisitos de desenho, os regulamentos e a
importncia das caractersticas (conforme definido pela classificao da caracterstica, FMEA de Projeto e Processo
etc.). O Fornecedor deve contar com um processo para validar calibradores e dispositivos de medio, antes da
liberao no cho de fbrica, incluindo estudos de Repetibilidade e Reprodutibilidade (R&R) para todos. A R&R de
calibradores aceitveis como um percentual de tolerncia deve ser <10%. A R&R de calibrador como percentual de
variao do estudo deve ser inferior a 10%. Uma R&R entre 10% e 30% deve requerer a aprovao do Cliente.
Resultados de R&R > 30% so inaceitveis.
*Estudos de R&R de calibradores * Manual de Avaliao de Sistemas de
Medio (4 Edio)
* Manual ANFIA
* Normas AME
* FGP Procedimento 1
O Fornecedor deve dispor de um processo ou sistema para a aferio de calibradores e dispositivos de medio. Todos
os calibradores, blocos de calibradores, amostras de referncia e equipamentos de teste devem ser aferidos,
rastreveis conforme uma fonte conhecida e norma nacional, e refletir as ltimas datas de calibragem e expirao. As
datas de rastreabilidade metrolgicas e de expirao de calibragem devem ser marcadas com nitidez (atravs de
adesivos de calibragem, cdigo de cor etc.) em calibradores, equipamentos aplicveis etc. O Fornecedor deve ter um
cronograma de recalibragem que inclua todos os calibradores e dispositivos de medio, com instrues de trabalho e
procedimentos detalhados para efetuar a recalibragem. O processo deve garantir que a recalibragem seja efetuada
conforme o cronograma, havendo um plano de reao e conteno para qualquer equipamento que esteja vencido. O
Fornecedor deve dispor de um processo estabelecido para assegurar a continuidade de controles e inspees,
enquanto o equipamento principal estiver passando por uma recalibragem.
* Procedimentos de calibragem e
instrues de trabalho
* Procedimentos e cronograma de
recalibragem
Quando calibradores ou dispositivos de medio forem utilizados para uma inspeo 100%, as tolerncias devem ser
reduzidas conforme a extenso da R&R do calibrador, para assegurar que peas fora de especificao no sejam
aprovadas.
As fontes de terceiros utilizadas para a calibragem de equipamento de teste e calibrador devem ser avaliadas pelo
Fornecedor, e ser certificadas conforme a ISO/IEC 17025.
* ISO/IEC 17025
* ISO/TS-16949 cl. 7.6.3.2
3E
Inspeo de Sada de
Material
O Fornecedor deve contar com um plano aceitvel de Inspeo de Sada de Material (ou Plano de Auditoria de
Produto), que inclua as frequncias adequadas para inspeo de sada material, tamanhos de amostra e mtodos de
medio & documentadas no Plano de Controle. A frequncia de inspeo, o tamanho da amostra e o mtodo de
medio devem ser determinados com base no nvel de risco do subcomponente (p.ex. conforme a PFMEA), na
importncia da caracterstica (p.ex. Segurana/Relatrio, outra especial etc.), e no desempenho histrico de qualidade
do Subfornecedor. As auditorias devem ser aleatrias, com uma anlise estatstica de resultados (conforme aplicvel).
Quando as inspees forem efetuadas por lote, o tamanho do lote no deve exceder a um turno ou a uma corrida de
produo no Subfornecedor, o que for menor. Os registros e resultados da Inspeo devem estar disponveis para
exame pelo cliente a qualquer instante. O Fornecedor deve contar com planos de reao estabelecidos, para o caso de
ser detectada uma no conformidade.
* Plano de Controle
* Planos de reao a no-
conformidades
* FMEA de Processo
* ISO/TS-16949 App. A
3
-
C
O
N
T
R
O
L
E
D
E
P
R
O
C
E
S
S
O
&
O
P
E
R
A
E
S
3C
Sistema Prova de
Erro & Engano
Os calibradores de propriedade do cliente devem atender s normas aplicveis do Cliente, incluindo os AQRs, conforme
apropriado.
* AQR
3D
Calibradores &
Dispositivos de
Medio
Process Audit v1.0 April 2012 Page 6 of 20
O Fornecedor deve ser responsvel por manter a capacidade/desempenho de processo fabril, e ter um procedimento
para a deteco de deriva de processo, degradao e medies fora de controle, bem como ao corretiva imediata no
processo. Os mtodos de registro de dados devem ser adequados para as inspees que forem realizadas, e os limites
de controle utilizados devem ser calculados com base nos requisitos do manual de Controle de Processo Estatstico. O
Fornecedor deve ter um processo para a fcil identificao de produtos conformes produzidos (divisor de lote, grficos
de controle etc.). As condies no conformes e fora de controle, ou as causas especiais de variao, devem ser
identificadas com clareza, documentadas e vinculadas a um processo de ao corretiva que seja responsivo ao
operador.
* Grficos de controle
* Dados & resultados de
monitoramento de processo
* Aes corretivas para itens fora
de controle
* Manual de Controle de Processo
Estatstico (2 Edio) AIAG
* FIAT padro 9.01102/08 - Controle
de Processo Estatstico, Linhas-Guia
Parmetros de mquina/processo sujeitos a uma variao significativa ao longo do tempo (p.ex. temperaturas, tempos,
velocidade, presses etc.) devem ser monitorados sistematicamente em relao s tolerncias estabelecidas. Devem
contar com controladores dotados de sistemas de realimentao em circuito fechado que mantm os limites de
processo estabelecidos.
O Fornecedor deve dispor de toda a documentao tcnica requerida (instrues de trabalho, plano de controle,
grficos de SPC, dirios de inspeo etc.) disponvel e acessvel nas estaes de trabalho apropriadas. Deve haver
displays visuais de desempenho do processo (FTC, sucata, paralisao de mquina etc.), visveis e atualizados no cho
de fbrica. O Fornecedor deve ter objetivos de desempenho de processo identificados para cada mtrica, com planos e
progresso no sentido de realizar os objetivos documentados e rastreados.
* Planos e resultados de
desempenho de processo
O Fornecedor deve dispor de um processo para criao, aprovao e armazenagem e manuseio adequados de "Peas
Padro" ou de Manual de Aparncia utilizado para inspeo. A aprovao deve incluir representantes apropriados do
Cliente (SQ, Engenharia, Qualidade da Fbrica etc.). Este processo deve incluir tambm o exame peridico de "Pea
Padro" (no mnimo a cada 3 meses, ou conforme acordado pelo Cliente), para assegurar a aceitabilidade.
* Procedimento de Manual de
Aparncia/Pea Padro
* Manual de CPA
Quando utilizados para inspeo, Manuais de Aparncia ou Peas Padro devem estar disponveis na estao de
inspeo e acessveis ao operador de inspeo. Devem ser identificadas nitidamente com: nome da pea, nmero da
pea, data de validade, descrio da sua finalidade e assinatura da gerncia apropriada do Fornecedor (e assinatura do
Cliente, conforme necessrio). Quando no estiverem em uso, os Manuais de Aparncia e as Peas Padro devem ser
mantidas em um local seguro para evitar dano.
* Manual de Aparncia
4C
Aprovao da
Primeira Pea
O Fornecedor deve dispor de instrues e procedimento de Aprovao de Primeira Pea documentado, as quais
verificam a configurao adequada em cada estao, e se as peas fabricadas atendem s especificaes aplicveis. O
procedimento deve incluir:
- aprovao de pea pelo pessoal responsvel, com instrues de aprovao especficas;
- anlise de caractersticas especiais e parmetros de processo (para condies de conformidade, deriva, fora de
controle etc.);
- OK para produzir dado pelo pessoal responsvel, aps a verificao da conformidade com as especificaes das
primeiras peas produzidas atravs de um processo fixo;
- requisitos para Aprovao de Primeira Pea no incio de cada turno, corrida de produo, e aps quaisquer alteraes
no processo de produo;
- reteno da amostra Limtrofe de Primeiras Peas at o final do turno/corrida de produo, e verificao da ltima
pea produzida no final do turno ou corrida de produo em confronto com a amostra Limtrofe de Primeiras Peas
aprovadas;
- reteno da ltima pea produzida no final do turno ou corrida de produo, at que verificada em confronto com a
amostra da ltima Pea do prximo turno ou corrida de produo;
- evidncia documentada de resultados de Aprovao da Primeira Pea.
* Procedimento e instrues para
Aprovao de primeira Pea
* Resultados da Aprovao da
Primeira Pea
O Fornecedor deve conduzir LPAs em todos os processos que fabricam mdulos ou peas de produo para a Chrysler e
FIAT, e em quaisquer processos de apoio. Devem contar com procedimentos e instrues de trabalho para criar e
realizar LPAs, que incluem:
- criao e implementao da Auditoria de Controle de Processo para cada processo e processo de apoio;
- criao e implementao da Auditoria de Verificao do Sistema Prova de Erro e Engano, para cada processo e
processo de apoio;
- detalhes sobre os papis e as responsabilidades para todos os nveis de gerncia;
- cronogramas e frequncias para ambas as auditorias, e para cada nvel de gerncia;
- registros de resultados e planos de reao para no-conformidades constatadas durante qualquer auditoria;
- atualizao da auditoria aplicvel para quaisquer no-conformidades constatadas nas instalaes do cliente;
- requisito para exames regulares pela alta direo de auditorias e dos seus resultados, com atas de reunio e assuntos
em aberto;
- obteno de aprovao do Cliente antes de remover qualquer item da LPA.
* Procedimentos de LPA e
Instrues de Trabalho
* Requisitos Especficos de Cliente
Chrysler para ISO/TS-16949 cl. 4.12.2
A Auditoria de Controle de Processo deve ser realizada uma vez por turno, por um lder de grupo ou supervisor. As
auditorias gerenciais devem ser efetuadas semanalmente. As reas fabris devem ser divididas, e os auditores
revezados, de forma que todas as reas sejam includas.
* Procedimentos, instrues e
lista de conferncias para
Auditoria de Controle de
Processo.
* Requisitos Especificos de Cliente
Chrysler para ISO/TS-16949 cl. 4.12.2
A Auditoria para Verificao do Sistema Prova de Erro e Engano deve ser realizada uma vez por turno ou mudana de
produto (o que ocorrer primeiro), e sempre que ocorrer alguma interrupo no programada na linha de produo. A
auditoria deve ser efetuada to-somente por pessoal qualificado e treinado.
Procedimentos, instrues e lista
de conferncias da Auditoria de
Verificao de Sistema Prova de
Erro e Engano.
* Requisitos Especficos de Cliente
Chrysler para ISO/TS-16949 cl. 4.12.2
O SQE deve presenciar pelo menos uma Auditoria de Controle de Processo e uma Auditoria de Verificao do Sistema
Prova de Erro e Engano, durante a Auditoria de Processo.
* Requisitos Especficos de Cliente
Chrysler para ISO/TS-16949 cl. 4.12.2
Para peas com Caractersticas de Segurana/Relatrio e/ou sujeitas a Homologao, o Fornecedor deve dispor de um
processo para identificar, desenvolver e implementar controles sobre essas caractersticas (sendo os resultados
registrados e mantidos por Cliente e requisitos regulatrios). Os controles relativos s caractersticas de
Segurana/Relatrio devem ser identificados no plano de controle (e em outros documentos de qualidade), ambos no
passo em que a caracterstica gerada, e em um anexo especial que resume esses controles. Os controles efetuados
por Fornecedores Tier 2 (ou inferior) tambm devem ser identificados, e mantido o mesmo nvel de gesto de registros.
O Fornecedor deve atender a todos os requisitos do Cliente relativos s caractersticas de Segurana/Relatrio,
conforme requerido (PF-SEGURANA / FIAT Norma 9.01120).
* Plano de Controle * PF-SEGURANA
* FIAT Norma 9.01120
As caractersticas de relatrio / segurana devem ter uma inspeo primria realizada 100% por sistema prova de
erro/engano, bem como uma auditoria de medio secundria realizada por Auditores de Qualidade, com frequncias
e tamanhos de amostra especficos, registrando os resultados em grficos estatsticos. O mtodo de verificao
aceitvel, o tamanho da amostra e a frequncia para estabelecer o controle de lote na instalao do Fornecedor devem
ser determinados pelo Plano de Controle do Fornecedor e/ou conforme orientado pela Equipe de PSO da Chrysler.
* Plano de Controle * PF-SEGURANA
* FIAT Norma 9.01120
No-conformidades nas caractersticas de segurana/relatrio devem ser rastreadas, com a conteno imediata de
todo o produto. Uma Anlise de Causa Principal e procedimentos para Ao Corretiva devem ser implementados
imediatamente aps a conteno. O Fornecedor deve notificar o Cliente (SQE, Qualidade da Fbrica etc.),
imediatamente ao detectar um problema potencial em peas de segurana.
* Procedimento para Ao
Corretiva
* PF-SEGURANA
* FIAT Norma 9.01120
4
-
C
O
N
T
R
O
L
E
D
E
P
R
O
C
E
S
S
O
&
O
P
E
R
A
E
S
4B Pea Padro
4D
Auditoria de Processo
em Camadas
4E
Caractersticas de
Segurana/Relatrio
4A
Registro de dados &
Monitoramento de
Processo
Process Audit v1.0 April 2012 Page 7 of 20
Estaes de trabalho, reas de inspeo etc. devem contar com instrues claras ao operador, relativas a configurao,
mudana de processo, Aprovao de Primeira Pea, sistema a prova de Erro, retrabalho/reparo, operao, inspeo e
embalagem de calibrador, de acordo com as necessidades e o mtodo de produo. As instrues devem ser visveis e
facilmente acessveis a operadores, inspetores e outro pessoal necessrio. Durante o planejamento e desenvolvimento
dessas instrues, deve-se prestar especial ateno s operaes em que ocorrem inspees, e em todas as
caractersticas especiais identificadas. As instrues devem ser identificadas claramente em relao ao seu uso (p.ex.
classificao, cores, imagens/ croquis/ desenhos etc.) para evitar qualquer possvel engano. Tcnicas de administrao
visual (p.ex. displays, imagens, diagramas etc.) devem ser utilizadas sempre que possvel.
* Instrues de trabalho:
operador, configurao, mudana
de processo, Aprovao da
Primeira Pea, Sistema prova de
erro, retrabalho/reparo,
calibrador, inspeo, embalagem
O SQE deve averiguar o conhecimento e a aplicao dos procedimentos e instrues de trabalho pelos operadores. O
SQE deve tambm averiguar a eficcia e adequao dos controles visuais. As instrues devem possibilitar que
qualquer pessoa devidamente treinada execute a inspeo ou operao descrita.
As instrues de configurao e de mudana de processo devem incluir limites de controle aceitveis para parmetros
de processo (p.ex. temperatura, presso etc.), e para a verificao desses parmetros durante a mudana de processo
e/ou reincio. Elas devem detalhar todos os passos requeridos, incluindo atividades fora da linha, como por exemplo a
administrao de calibradores. Os limites de controle devem ser determinados utilizando anlises de processo
preliminares (p.ex. FMEA de montagem, DOE, conhecimento de processos sucessivos, conhecimento de como o
produto utilizado, normas e especificaes de engenharia etc.), e mostram evidncia de melhoria contnua. O
Fornecedor deve, no mnimo, analisar os parmetros de processo que afetam tolerncias estreitas, adequabilidade,
funo, acabamento, confiabilidade, durabilidade, ou que afetam o processo final/sucessivo. OBSERVAO: Certifique-
se de que limites de controle no sejam confundidos com tolerncias.
* Instrues de configurao e
mudana de processo
Os Fornecedores devem contar com um plano de Manuteno Preventiva/Programada/Preditiva, que inclua:
- identificao de requisitos de manuteno para todo o ferramental, equipamento, sistema prova de erro/ engano e
calibradores utilizados no processo;
- identificao de equipamento de processo crtico e garantia de recursos dedicados para sua manuteno;
- cronogramas, responsabilidades e instrues para manter cada item no plano;
- estabelecimento de frequncias de manuteno para cada item, com base nos dados histricos, nas especificaes
dos fabricantes etc.
- acrscimo de um novo ferramental ao plano, antes da liberao para produo;
- detalhe para preservao e armazenagem de ferramental, equipamento e calibradores;
- garantia de disponibilidade de peas substitutas para equipamento crtico ou de longa entrega, que poderiam resultar
em paralisaes da fbrica;
- registro, informe e rastreamento de dados e objetivos de manuteno (planejados, no planejados etc.) e atividades
de melhoria contnua;
- exames e atualizaes do plano em bases regulares (i.e. evidncia de que um documento ativo).
* Plano de Manuteno
Preventiva
* Registros de manuteno
As atividades de manuteno realizadas por Terceiros devem ser identificadas no plano, e ser iguais ou superiores s do
Fornecedor.
* Plano de Manuteno
Preventiva
Os registros de manuteno e de problemas de qualidade associados devem ser analisados para identificar qualquer
ponto fraco no equipamento e/ou no plano de manuteno, e otimizar o processo.
* Registros de manuteno
O SQE deve examinar o plano de manuteno e os registros para assegurar que as atividades de manuteno planejada
sejam realizadas conforme o cronograma estabelecido.
* Registros de manuteno
O Fornecedor deve assegurar que, medida que o ferramental e/ou equipamento aproxima-se do fim do ciclo de vida
predeterminado, aes apropriadas sejam executadas. Essas aes devem assegurar conformidade com os requisitos
(p.ex. um nmero maior de inspees, metodologias ou medidas de deteco otimizadas).
Deve haver uma equipe de manuteno treinada, interna ou externa, disponvel em caso de emergncia durante todas
as horas de produo. Todas as atividades de manuteno especiais ou no planejadas, em qualquer parte da
instalao do Cliente, devem ser registradas e rastreadas pelo Fornecedor.
* Plano de Manuteno
Preventiva
* Registros de manuteno
O SQE deve verificar o ambiente em que matrizes/ferramental, equipamentos e calibradores so guardados, quando
no esto em uso. Os itens devem estar limpos, bem protegidos contra dano e tenses ambientais, devidamente
mantidos e de fcil localizao, para assegurar sua funcionalidade durante a existncia do programa.
Procedimentos e instrues de trabalho devem ser desenvolvidas para retrabalhar ou reparar peas no conformes. As
instrues devem definir:
- o processo de retrabalho/reparo;
- o equipamento e material a serem utilizados;
- os mtodos de identificao (todos os produtos retrabalhados/reparados devem ser identificados de forma clara e
exclusiva);
- os controles utilizados no produto retrabalhado/reparado. O produto retrabalhado e reparado deve ter controles e
sistema a prova de erro/engano equivalentes ou superiores a linha de produo primria.
O SQE deve verificar se o processo e as instrues so seguidas durante a Auditoria de Processo.
* Procedimentos e instrues de
retrabalho/reparo
O Fornecedor deve contar com um procedimento que descreva de que forma as operaes de retrabalho/ reparo
temporrias so criadas e controladas. Este procedimento deve incluir:
- identificao de todo o pessoal responsvel por criar operaes, instrues e controles de retrabalho temporrios;
- notificao e aprovao do Cliente antes de iniciar um retrabalho temporrio atravs do processo apropriado;
- requisitos para que peas de retrabalho/reparo passem por controles (incluindo o sistema prova de Erro e Engano)
equivalentes ou superiores aos da linha de produo primria.
* Procedimentos e Instrues de
retrabalho/reparo
* Requisitos Permanentes
O Fornecedor deve dispor de um processo para treinamento e qualificao do pessoal-chave (operadores, supervisores,
pessoal de manuteno etc.), antes de realizar operaes de produo. Os requisitos de treinamento para cada
operao/processo exclusivo devem ser mantidos. Registros de treinamento de pessoal-chave devem ser mantidos,
incluindo que pessoal est certificado para realizar cada processo/ operao. O plano de treinamento deve evidenciar
exames e atualizaes peridicas de requisitos, materiais e registros. O SQE deve verificar se os procedimentos de
treinamento so seguidos, e examinar registros durante a Auditoria de Processo.
* Plano de treinamento
* Registros de treinamento
As operaes e processos que requerem licenciamento ou certificao especial, e o pessoal que estiver
certificado/licenciado para executar, devem ser identificados. Isto inclui, mas sem se limitar a:
- Operaes ou inspees que utilizam identificao visual ou verificaes de aparncia (p.ex. verificaes por
cor/brilho);
- Operaes ou inspees utilizando inspees auditivas (p.ex. verificaes de BSR/NVH);
- Inspees e verificaes sobre caractersticas de Segurana/Relatrio;
- Operaes de retrabalho/reparo;
- Inspees ou verificaes utilizando mquinas ou equipamentos de teste especializados (p.ex. raio X, magnetoscpios
etc.);
- Operaes e processos sensveis a Descarga Eletrosttica (ESD).
* Lista de operaes e operadores
que requerem certificaes
especiais
Na Auditoria de Processo, todo o pessoal-chave necessrio para assegurar que o(s) processo(s) do Fornecedor possa(m)
atender ao volume requerido no lanamento deve ser contratado e treinado plenamente, devendo ser estabelecido um
plano para apoiar o volume pleno de produo.
O Fornecedor deve dispor de um processo para garantir a limpeza da estao de trabalho (p.ex. 5-S), que seja
implementado diariamente (no mnimo). Deve-se manter evidncia da concluso. Itens necessrios nas ou prximos
das estaes de trabalho (p.ex. ferramentas, estoque de subcomponentes) devem ser guardados nas reas designadas.
Pequenas ferramentas ou itens semelhantes devero ser fixados na estao de trabalho. O SQE deve verificar se o
processo seguido durante a Auditoria de Processo.
*Processo 5-S (ou equivalente)
Retrabalho/Reparo
5E
5D Treinamento
Meio Ambiente,
Sade & Segurana
5
-
O
P
E
R
A
E
S
&
C
O
N
T
R
O
L
E
D
E
P
R
O
C
E
S
S
O
5A
Instrues de
trabalho
5B Manuteno
5C
Process Audit v1.0 April 2012 Page 8 of 20
O Fornecedor deve ser certificado na ISO 14001, se requerido pelo Cliente. * Certificao ISO 14001 * ISO 14001
O Fornecedor deve, se aplicvel, dispor de uma Licena de Preveno de Incndio (ou equivalente). * Licena de Preveno contra
Incndio
5E
Meio Ambiente,
Sade & Segurana
5
-
O
P
E
R
A
E
S
&
C
O
N
T
R
O
L
E
D
E
P
R
O
C
E
S
S
O
Process Audit v1.0 April 2012 Page 9 of 20
O Fornecedor deve dispor de um procedimento para controle de estoques via FIFO. Este procedimento deve incluir a
gesto adequada de material, com datas de expirao. Se o Fornecedor utilizar um sistema computadorizado, este deve
contar com um processo de backup eficaz para assegurar o mtodo FIFO, no caso de o sistema primrio falhar. O SQE
deve verificar se os procedimentos FIFO so seguidos durante a Auditoria de Processo.
*Procedimentos FIFO
O Fornecedor deve dispor de um procedimento para manuseio de material e reestoque de material em processo (p.ex.
Kan-Ban), incluindo detalhes sobre como o material rastreado e movimentado de um processo para o outro. Os locais
de armazenagem de material devem ser identificados com clareza, e adequados para os requisitos de processo.
Paletes, prateleiras etc. devem ser limpas e ter uma boa manuteno. As reas de armazenagem devem ser
dimensionadas de forma suficiente para conter o material, devem estar localizadas de maneira lgica em relao ao
fluxo de processo e ser adequadas para conter e proteger o produto, tendo um fcil acesso e manuseio seguro. Os
meios de conteno, transporte e manuseio (empilhadeiras, paletes etc.) devem ser eficientes e operados sob
condies adequadas de segurana.
* Procedimentos para reestoque e
manuseio de material
O Fornecedor deve dispor de um procedimento para manter a rastreabilidade das peas. A rastreabilidade de peas
deve ser independente dos processos de controle de estoque (i.e., no devem depender do sistema FIFO). O
Fornecedor deve demonstrar a rastreabilidade de pea, em todas as peas, atravs de todos os estgios de produo
desde matrias-primas at o conjunto acabado, e incluindo Subfornecedores e expedio. OBSERVAO: Algumas
peas tambm requerem que cdigos de rastreabilidade / etiquetas com cdigo de barras estejam presentes no
conjunto acabado. Estas sero definidas pelas normas de engenharia do Cliente (peas tpicas incluem aquelas cobertas
por regulamentos governamentais, de Segurana, Conjunto Propulsor e aquelas exigidas por contrato).
*Procedimentos de
rastreabilidade
* ISO/TS-16949 cl, 7.5.3 & 7.5.3.1
Para peas com caractersticas de Segurana/Relatrio ou sujeitas a homologao, deve ser possvel rastrear de volta os
resultados de inspees e testes conforme os requisitos do Cliente e os regulamentos governamentais.
* FIAT padro 9.01102
Quando requerido por especificaes do Cliente, a pea acabada deve incluir o cdigo alfanumrico do Fornecedor,
com os modos adequados (etiqueta ou impresso). Tambm quando requerido por especificaes do cliente, as peas
entregues antes da outorga da Aprovao Plena / PPAP, ou antes do Incio de Produo (o que ocorrer primeiro),
devem conter um Cdigo de Rastreabilidade, conforme definido por aquela norma.
* FIAT norma 07611
* FIAT norma 07170
As peas inspecionadas por auditorias do Departamento de Qualidade devem ser identificadas com clareza, e
rastreveis at o processo de inspeo, auditor, calibradores e pessoal. O produto que estiver passando por inspees
deve ser separado e identificado com clareza, em relao a:
- produto aguardando inspeo;
- produto inspecionado e aceito, com a data de aceitao (ano, ms, dia, sequncia numrica);
- produto aguardando uma destinao;
- produto no conforme;
Todos os materiais utilizados no processo devem ser claramente identificados e diferenciados (retrabalho/ reparo,
sucata, Trabalho em Processamento (WIP), subcomponentes etc.). Etiquetas de identificao devem estar nitidamente
visveis em cada recipiente, contendo pelo menos o nmero do lote, a data, quantidade e nmero da pea. O WIP
tambm deve ser identificado com o operador/supervisor, o nmero da operao, nmero de peas que entram/saem
da operao, nmero de peas retrabalhadas/reparadas, nmero de peas sucateadas, nmero da operao e turno. A
identificao deve ser clara, mesmo aps o uso parcial do lote.
As peas devem ser identificadas conforme os requisitos do Cliente, de forma consistente com o risco da pea/
processo. A marcao/identificao do produto deve ser por escrito, no caso de conjuntos, em todos os componentes
do conjunto, se estiverem disponveis avulsos no mercado de autopeas.
* PS-4480
* FIAT Norma 9.01106/02
Material classificado, retrabalhado ou reparado deve ser rastrevel de volta at o processo de classificao, retrabalho
ou reparo. Alm disso, as peas que passam por retrabalho/reparo devem atender ao quanto segue:
- quando um subcomponente for substitudo, o qual tenha caractersticas de Segurana/Relatrio, o lote do qual
originou-se o subcomponente substituto deve ser identificado e vinculado ao conjunto final em que foi utilizado;
- quando um subcomponente for removido de um conjunto que tenha sido devolvido pela instalao do cliente, e
reutilizado em outro conjunto, o cdigo de lote de todos os subcomponentes com caractersticas de
Segurana/Relatrio deve ser identificado e rastrevel at o novo conjunto no qual o componente foi utilizado;
- rastreabilidade mantida, se uma pea devolvida por uma unidade de montagem do cliente for reenviada sem
retrabalho ou reparo realizado (p.ex. peas classificadas como boas de um lote devolvido e em quarentena).
Deve haver um vnculo entre etiquetas de embalagem (tanto para recipientes internos como externos) e o produto,
lote, romaneio, quantidade, nvel de reviso, subcomponentes e outras informaes pertinentes.
O Fornecedor deve especificar todos os recipientes utilizados no processo, interna e externamente, nas instrues de
trabalho ou de embalamento. Informaes especficas devem incluir as dimenses do recipiente, material, peas por
recipiente, peso do recipiente (cheio e vazio), recipientes por palete, altura mxima de empilhamento etc. Toda
embalagem e etiquetagem para produto que remetido ao Cliente devem atender a todos os requisitos do Cliente.
Durante as operaes de recebimento, expedio e armazenagem, as condies ambientais devem ser de tal forma a
proteger a integridade da pea e da embalagem.
* Instrues de embalagem *Manual de Instrues de Embarque
& Embalagem da Chrysler
* WCL Dirio
Para toda embalagem (interna e externa) projetada pelo Fornecedor:
- o Fornecedor deve ser responsvel por projetar, fabricar, testar e documentar os dados dos testes de embalagem
consumvel (simulados ou reais);
- a embalagem deve ser projetada de forma a garantir, mesmo no caso de reembalamento, a integridade do
componente individual at o seu uso no ciclo de produo;
- testes (p.ex. mesa agitadora, trilho ou na estrada etc.) devem ser executados com base no modo de trnsito;
- testes de simulao e/ou testes de remessa devem ser realizados antes do VP (Processo de Verificao), e
documentados.
O Fornecedor deve dispor de um procedimento de administrao de recipientes retornveis e material amortecedor.
Este procedimento deve incluir:
- acesso ao, e treinamento no, sistema de administrao de recipientes do Cliente;
- entrada de dados obrigatrios no sistema apropriado do Cliente;
- procedimentos de controle de estoques para rastrear recipientes mo e em trnsito do Cliente;
- procedimentos para a transmisso obrigatria de informaes sobre nmero de pea e/ou recipiente, durante as
submisses computadorizadas pelo Cliente;
- procedimentos para identificao e destinao de recipientes contaminados ou danificados recebidos;
- plano de reserva de consumveis no caso de falta de recipientes retornveis. A embalagem consumvel de reserva
deve manter as mesmas dimenses que o recipiente retornvel (e conter o mesmo nmero de peas).
OBSERVAO: O Fornecedor no responsvel pela aprovao de embalagem autorizada e projetada pelo Cliente.
* Procedimento para gesto de
recipientes retornveis
O Fornecedor no deve utilizar recipientes fornecidos e possudos pelo Cliente para manuseio interno ou WIP.
Etiquetas com cdigo de barra devem:
- ser geradas uma por vez, e s seguindo aps a concluso bem-sucedida da operao anterior (p.ex. aps aplicar um
dispositivo de teste de fim de linha, aps uma varredura correta do material correto etc.), quando efetuada na
operao final;
- ter uma lgica estabelecida para evitar a impresso de etiquetas com cdigo de barras em duplicidade;
- ter uma lgica ou sistema prova de erro para assegurar que as etiquetas correspondam pea, para fins de
6
-
L
O
G
S
T
I
C
A
6A
Primeiro a Entrar,
Primeiro a Sair (FIFO)
& Manuseio de
Material
6B
Rastreabilidade &
Identificao de Pea
6C Embalagem
Process Audit v1.0 April 2012 Page 10 of 20
6D
Entrega de Peas
Sequenciada (SPD)
Para peas que seguem a Entrega Sequenciada de Peas (SPD), o Fornecedor deve:
manter a sequncia de SPD ao longo de todo o processo (incluindo reparo/retrabalho);
dispor de sistemas de back-up para assegurar o recebimento da transmisso de dados;
empregar cdigos de barra e/ou luzes seletoras (pick lights) com interruptor de feixes (break beams), para garantir a
seleo correta de peas e montagem;
utilizar sistemas de visualizao ou deteco por cores para assegurar componentes corretos e combinao de cores
(conforme o caso);
assegurar que componentes com caractersticas de Segurana ou Relatrio sejam rastreveis at a sequncia de VIN;
empregar rastreamento adicional para manter a sequncia e entrega, em casos de retransmisso de dados devido a
condies no reparveis.
* FIAT norma 71029 (internal)
6E Processos Diversos
As instalaes fabris que manuseiam componentes que devem ser protegidos contra Descarga Eletrosttica (ESD)
precisam ser dotadas do quanto segue:
- pisos e/ou esteiras de ESD;
- correias antiestticas para punho e tornozelo (sapatos certificados para ESD so aceitveis);
- aparelhos de teste de ESD para que os operadores verifiquem a eficcia das correias antiestticas para punho e
tornozelo e/ou dos sapatos;
- aparelhos de teste de ESD com instrues atualizados ao operador (incluindo testes obrigatrios de todo o pessoal,
antes de entrarem no cho de fbrica), includas nos procedimentos de calibragem, cronograma e plano de
Manuteno preventiva;
- Recipientes EDS identificados com clareza (p.ex. sacos, cargas etc.) para o transporte de produto sensvel a ESD;
- Bancadas de ESD que sejam aterradas por plugues para pulseiras antiestticas, se apropriado;
- Luvas ESD e/ou protetores de dedo para manusear PCBs (p.ex. refugos);
- Cronograma de certificao de ESD autorizando a recertificao anual, e reteno de registros, de equipamentos,
ferramentas, aparelhos de teste, recipientes e pessoal.
* ESD procedures and instructions
6
-
L
O
G
S
T
I
C
A
Process Audit v1.0 April 2012 Page 11 of 20
* Executar demonstrao de produo
(PDR
* FGP norma 15
O Fornecedor deve demonstrar capacidade/desempenho de processo em relao a todas as caractersticas especiais
identificadas. Todas as peas utilizadas neste estudo devem originar-se da Corrida de Demonstrao para Produo. A
capacidade/desempenho deve atender aos requisitos do Cliente, conforme definido na PDR, e os resultados registrados
nos, ou anexados aos, formulrios de Kit de Ferramentas de PDR. Quaisquer caractersticas especiais que utilizem
dados de atributo requerem o de acordo do Cliente, e 100% das peas devem ser aceitveis.
OBSERVAO 1: O desempenho de processo, para novos programas, dever ser utilizado (PP/PPK). Para os processos
de produo atuais, a capacidade do processo dever ser utilizada (CP/CPK). O desempenho/ capacidade devero ser
calculados individualmente para cada linha de montagem, ferramenta e cavidade de ferramenta.
OBSERVAO 2: Capacidade do processo em caractersticas especiais monitorada ao longo do tempo, visando
garantir a estabilidade contnua. Isto dever ser efetuado utilizado tcnicas adequadas de SPC e/ou reclculos a
intervalos fixos. Fazer referncia aos manuais ou norma do cliente aplicveis.
OBSERVAO 3: Todas as caractersticas sobre a pea, independente da classificao, devem atender aos requisitos do
cliente.
* PDR Kit de Ferramentas *Manual de Controle de Processo
Estatstico (2 Edio)
* FIAT norma 9.01102
Se a capacidade/desempenho do processo forem inferiores ao requisito estabelecido, uma verificao 100% do
produto dever ento ser realizada. Aes corretivas permanentes devem ser implementadas antes que a Auditoria de
Processo possa ser aprovada. Aes corretivas devem incluir:
- exames peridicos de dados e limites de controle;
- exame a atualizaes/aumentos de tamanhos da amostra e frequncias, conforme necessrio;
- registro/documentao sobre aes executadas;
- verificao da eficcia das aes executadas.
Se o processo for determinado como incapaz de manter o desempenho/capacidade de processo, um sistema prova de
erro ou engano deve ser implementado para uma verificao 100%.
* Registros de Ao Corretiva
A capacidade da mquina (CM/CMK) deve ser utilizada para peas do tipo aplicao e expedio (shoot-and-ship),
ou quando da anlise de uma caracterstica exclusiva de uma mquina em particular. A capacidade da mquina deve
ser recalculada, quando houver quaisquer modificaes no produto ou processo, e uma manuteno significativa deve
ser efetuada na mquina, ou quando a mquinas for movida. A capacidade da mquina deve ser calculada em relao a
todo o ferramental de propriedade do Cliente.
* PDR Kit de Ferramentas
O SQE deve realizar uma auditoria ou inspeo em subcomponentes e peas acabadas durante o curso do Processo de
Auditoria. O SQE deve:
- determinar o nmero de peas verificadas em cada rea/operao, com base no nvel de risco e no significado da
caracterstica (recomenda-se 15);
- verificar se o pessoal de inspeo est devidamente treinado no processo de inspeo;
- verificar se os mtodos de inspeo so executados de maneira adequada e consistente com os requisitos de
inspeo;
- avaliar a adequao do mtodo de medio;
- assegurar que as peas selecionadas estejam conformes.
Na rea de Entrada e Sada de Materiais, selecionar um ou mais subcomponentes a partir de lotes previamente
aceitos/aprovados, e presenciar sua inspeo pelo Fornecedor conforme o Plano de Controle. O SQE devem tambm
verificar se a matria-prima empregada atende aos requisitos do Cliente.
Na rea de Fabricao, o SQE deve selecionar peas acabadas ou em processamento a partir de no mnimo trs
diferentes mquinas/processos e diferentes operadores, e presenciar a realizao das inspees (conforme o Plano de
Controle do Cliente), verificando a consistncia dos resultados com inspees registradas anteriormente, e comparando-
as com as especificaes.
Na rea de Expedio, o SQE deve selecionar amostras acabadas a partir de lotes aceitos/aprovados anteriormente,
que estejam prontos para expedio, e presenciar sua inspeo pelo Fornecedor conforme o Plano de Controle e as
atividades para um lanamento seguro.
No-conformidades constatadas durante a realizao da Auditoria de SQE devem ser submetidas a anlises de causa
principal, e aes corretivas aprovadas (pelo SQE e Gerncia do Fornecedor) e implementadas antes da aprovao da
Auditoria do Processo.
O SQE deve verificar a capacidade de o Fornecedor manter a rastreabilidade do produto acabado. O Fornecedor deve
demonstrar, em um conjunto acabado, a rastreabilidade de volta at as matrias-primas ou Subfornecedor em um ou
mais subcomponentes selecionados pelo SQE.
O SQE deve examinar o Plano de Controle Fortalecido do Fornecedor, de forma a assegurar que as peas atendam s
especificaes durante as fases de piloto e lanamento (alm de PIC/PAC ou LRM, se apropriado). Estas incluem
inspees e controles sobre e acima daquelas da produo padro (p.ex. maiores frequncias, tamanhos de amostra
etc.). O SQE tambm deve examinar quaisquer dados coletados para o plano, antes da Auditoria de Processo, bem
como as estaes e reas de trabalho utilizadas para a atividade. As estaes ou reas de inspeo utilizadas para as
atividades de lanamento Seguro devem ser consideradas como parte do processo normal (i.e. inclusas no Plano de
Controle), e contar com instrues adequadas de inspeo, iluminao, amostras limtrofes etc. A durao do Plano de
Controle Fortalecido deve ser de 8 semanas, aps a Tarefa 1. Se for constatado algum defeito, a durao ser repetida.
Plano de Controle Fortalecido
Dados Coletados
* FPSC
* PIC / PAC
* FIAT norma 07171
* Livro de Conhecimento (Mitigao
do Risco de Lanamento)
Peas inspecionadas como parte das atividades de lanamento seguro devem ser identificadas conforme os requisitos
do Cliente.
* Requisitos Especficos de Cliente
Chrysler para ISO/TS-16949
* ISO/TS-16949, cl. 7.5.2
* FGA Norma 07740
7
-
V
E
R
I
F
I
C
A
O
Capacidade e
Desempenho do
Processo
7C Auditoria EQF
7D
Plano de Controle
Reforado - Pr
Lanamento
7B
* Processo de Recertificao ou
Validao Anual
* DVP&R
* Self-Qualification Test Plan
O Fornecedor deve dispor de um processo que assegure a recertificao ou validao anual de pea, conforme
requerido/definido pelo Cliente. O processo deve incluir:
- Layout(s) pleno(s) da pea conforme os requisitos dimensionais;
- todos os testes conforme detalhado no DVP&R ou no Plano de Teste de Auto-Qualificao;
- assegurar que a recertificao seja realizada pontualmente, e que conflitos sejam evitados no caso de peas mltiplas
ocorrerem ao mesmo tempo;
- obter uma dispensa por escrito do representante do Cliente, se uma recertificao no for requerida. Esta dispensa
necessria para cada perodo em que a recertificao no for efetuada.
7E
Validao
Anual/Recertificao
Peridica
7A
PDR - Production
Demonstration Run
A Corrida de Demonstrao para Produo (PDR) Estgio 1 deve ser concluda durante a Auditoria de Processo. A
Auditoria de Processo e a PDR devem ser executadas em ferramentas de produo acabada, utilizando processos de
produo definitivos. OBSERVAO: Se a PDR no estiver atuando neste momento (como por exemplo durante a
Avaliao de Prontido), este item dever ser pontuado com NV.
* PDR Tool Kit
Process Audit v1.0 April 2012 Page 12 of 20
O Fornecedor deve dispor de um procedimento de Aes Corretivas. Este procedimento deve incluir:
- treinamento no uso de ferramentas apropriadas de Anlise de Causa Principal e Soluo de Problema (p.ex. 3 Legged
5 Why, Pensamento Crtico etc.);
- uso do sistema/ferramenta apropriada do Cliente para documentao (eCIMS, 8-passos/8-D) identificao e
conteno de no-conformidades, incluindo a inspeo de peas de volta at o ltimo ponto no controleou aceitvel
(no mnimo);
- desenvolvimento de aes corretivas temporrias e de longo prazo;
- verificao da eficcia de aes corretivas;
- assegurar atualizaes de documentos de qualidade aplicveis (PFMEA, Plano de Controle etc.);
- assegurar a comunicao de lies aprendidas, de melhores prticas e de pontos sistmicos falhos conhecidos em
toda a instalao (e em todas as demais instalaes dentro da empresa);
- atribuio da ao corretiva a uma nica pessoa, com datas de concluso de objeto e real, rastreando o progresso da
implementao de aes corretivas;
- assegurar a comunicao de problemas de fabricao e qualidade em todos os turnos, departamentos etc., e contatar
o pessoal apropriado;
- envolvimento da gerncia no informe de problemas de qualidade, e no rastreamento e aprovao de medidas
corretivas.
* Procedimento de Ao Corretiva
* 8-Passos/8-D
* ISO/TS-16949, cl. 8.5.2.1.
* eCIMS
O SQE deve averiguar a administrao de pelo menos uma ao corretiva durante a Auditoria de Processo (seja a partir
de uma fabricao piloto anterior ou de um produto similar).
* Exemplo de ao corretiva
* Notificao pelo Fornecedor de No-
Conformidade Potencial
* SQP Notificao de No-
Conformidade Potencial
8C Lies Aprendidas
O Fornecedor deve dispor de um processo para documentar as lies aprendidas, e assegurar que sejam transportadas
para futuros programas e para todas as instalaes congneres dentro da mesma empresa. Isto inclui a obteno e
exame da PFMEA de Master (se disponvel) do Cliente no incio do programa.
* Processo de Lies Aprendidas
* PFMEA de Master (se aplicvel)
* CQI-14 Garantia Centrada no
Consumidor
* Requisitos Especficos de Cliente
Chrysler para ISO/TS-16949
O Fornecedor deve ser certificado na ISO/TS-16949, e ter o seu certificado baixado para o(s) sistema(s) aplicvel(eis) do
Cliente.
* ISO/TS-16949 certification * Lista de Ofertas de SQ
* SQP
O Fornecedor deve dispor de um processo para reteno de documentos, registros, resultados de inspeo de
qualidade etc., que observe os requisitos da ISO/TS-16946 4.2.3 e 4.2.4, e os requisitos regulatrios e do Cliente.
* Processo de Reteno de
registros
* ISO/TS-16949 ou ISO 9001 4.2.3 ao
4.2.4
* Requisitos especficos do cliente
O plano de teste de Auto-Qualificao tem sido compartilhado? Se negativo, h aes corretivas ou planos de mitigao
claros de risco para concluir o plano de teste?
* AQF
As amostras para Testes Integrativos foram entregue? Se negativo, foi planejada uma data de entrega?
9C
Planejamento de
Montabilidade /
Benestare
As amostras para Matchability e Benestare foram entregues? Se negativo, foi planejada uma data de entrega? FIAT norm 07740
O Fornecedor deve dispor de um processo para informe de Composio de Material/Substncia via Sistema
Internacional de Dados de Materiais (IMDS), e estar cadastrado no www.mdsystem.com . Este processo deve incluir:
- referncia a todos os requisitos do Cliente para o IMDS;
- comunicao com Subfornecedores relativa a dados de IMDS para subcomponentes, e reteno de documentao de
sub-tier;
- comunicao ao Cliente de quaisquer alteraes/atualizaes em dados de IMDS, e reteno de qualquer
documentao apresentada ou recebida;
- assegurar a rastreabilidade de componentes antes e depois de alterao ou eliminao de um material/ substncia
preocupante;
- atualizao do MDS toda vez que ocorrer uma variao significativa no peso total do produto (>10%), ou ocorrer
alguma variao na composio do produto (incluindo tratamentos de superfcie).
* Processo de IMDS * Fiat Cap. 9.01102 Fiat Cap.
9.01108
Todas as peas que passam pela Auditoria de Processo devem ter uma submisso de IMDS aprovada. O Fornecedor
responsvel pelos dados de IMDS relativos s suas peas, bem como pelos dados relativos aos materiais/componentes
dos Subfornecedores.
* Submisso de IMDS * Fiat Cap. 9.01102 Fiat Cap.
9.01108
9
-
A
P
R
O
V
A
O
P
L
E
N
A
(
S
e
l
e
c
i
o
n
e
S
i
m
/
N
o
)
9A
Planejamento de
Testes de Auto-
Qualificao
9D IMDS
Planejamento de
Testes Integrativos
9B
* Processo de garantia O Fornecedor deve dispor de um processo para anlise de garantia e preveno, que inclua o exame/anlise de
amostras da anlise da causa principal em campo e a implementao de aes corretivas. Este processo deve incluir o
acesso a, e o exame de, informaes nos sistemas de garantia aplicveis do Cliente em bases regulares. Os
Fornecedores Tier 2 e abaixo devem ser includos nos exames e aes corretivas, conforme apropriado. O Fornecedor
tambm deve atender a quaisquer requisitos adicionais de garantia especficos do Cliente.
Garantia 8D
8E
Certificao de
Qualidade &
Reteno de
Registros
8A Aes Corretivas
* Procedimentos de manuseio
no conformes
O Fornecedor deve dispor de procedimentos para o manuseio de produto no conforme, incluindo o recebimento de
material retornado e produzido internamente no Cliente. Esses procedimentos devem incluir:
- mtodos de rastreamento de defeitos em todas as reas/estaes de inspeo (p.ex. folhas de sucata ou de
marcao);
- identificao adequada de material devolvido, rejeitado ou sucateado;
- armazenagem adequada de material em quarentena em uma rea controlada ou fechada a chave, devendo o material
em quarentena ser identificado por nmero de pea, nmero de itens, data da entrada em quarentena, motivo para
esta e data de destinao esperada;
- prazo mximo permitido para a destinao de produto colocado em quarentena;
- coordenao com o Cliente ou Subfornecedor para a purga de material suspeito e substituio desse material;
- implementao imediata de procedimentos de Ao Corretiva;
- notificao ao cliente imediatamente aps a identificao de material suspeito a ele expedido.
8B
Gesto de Peas No
Conformes
8
-
S
I
S
T
E
M
A
S
D
E
Q
U
A
L
I
D
A
D
E
Process Audit v1.0 April 2012 Page 13 of 20
PERGUNTA PONTUAO QUESTO EM ABERTO / OBSERVAO AO CORRETIVA RESPONSVEL DATA STATUS
OBSERVAES DO AUDITOR (SQE)
Supplier_____________________________
(Name/Signature)
SQE__________________________
(Name/Signature)
Other_____________________
(Name/Signature)
Pont. Definio de Produo Atual
1
Resultou em respingos de qualidade crticos (yardholds, PRIs, campanhas de campo
etc.).
No h um Plano de Ao Corretiva.
Resulta no fato de o processo produzir material defeituoso, sem controles adequados
estabelecidos.
Ausncia total de sistema de qualidade ou controle sistmico.
2
Resultou em respigos moderados de qualidade (NCTs, Contas etc.) ou poder resultar
em respingos crticos de qualidade no futuro.
H um Plano de Ao Corretiva, porm no aceitvel; precisa de ao de conteno.
Pode resultar no fato de o processo produzir material defeituoso, tendo controles
inadequados estabelecidos.
Falhas crnicas de sistema de qualidade ou controle sistmico.
3
Pode resultar em respingos moderados de qualidade no futuro, no impactando
caractersticas de segurana/crticas.
H um Plano de Ao Corretiva que aceitvel
Pode fazer com que o processo torne-se instvel (pode necessitar de controles
adicionais).
Falhas no crnicas de sistema de qualidade ou controle sistmico.
4
No h risco para espingos de qualidade
plano de ao corretiva / Aes corretivas implementadas inicialmnete ; verificao em
curso
Atividades de melhorias contnuas em curso
Problema de documentao isolada
5 Completo e aprovado Melhor prtica
NA
NV
Classificao Definio de Qualidade Avanada
PARALISADOR DE
TAREFA
Bastante atraso em relao meta, e far com que outros itens atrasem em relao sua
meta requerida/lanamento do veculo No h Plano de Mitigao de Risco
Certamente causar atraso na meta/lanamento de veculo
Resultou em questes crticas de construo/lanamento, e certamente causar respingos
crticos de qualidade na produo (yardholds, PRIs, campanhas de campo etc.)
Total ausncia de sistema de qualidade ou controle sistmico.
RISCO DE
PARALISADOR DE
TAREFA
Atraso em relao meta requerida, e pode fazer com que outros itens a entregar atrasem
de acordo com sua meta requerida/lanamento de veculo.
H um Plano de Mitigao de Risco, porm no aceitvel, ou requer um prazo no realista
para atender meta.
Pode causar atraso na meta/lanamento de veculo
Resultou em problemas moderados de construo/lanamento, ou pode causar respingos
de qualidade na produo (yardholds, PRIs, campanhas de campo etc.)
Falhas crnicas em sistema de qualidade ou controle sistmico.
NO APLICVEL Item no se aplica presente auditoria
NO AVALIADO Item no foi avaliado nesta auditoria ou no disponvel; ser avaliado em data posterior
PROBLEMA
MODERADO
Potencialmente em atraso em relao meta requerida
H um Plano de Mitigao de risco que aceitvel
Baixo Risco em relao meta/lanamento de veculo
Pode resultar em respingos moderados de qualidade na produo, que no impactam
caractersticas de segurana/crticas.
Falhas no crnicas no sistema de qualidade e controle sistmico
No h risco
Progredindo de acordo ao prazo de meta requerida
No h risco meta/lanamento de veculo
Problema de documentao isolada
ATIVIDADE
IMPLEMENTADA
Completo e aprovado
Compareceu [S/N] NOME EMPRESA CARGO N DE TELEFONE N DE CELULAR E-MAIL
Lista de contato
Projeto: ODM/Rev Lvl:
Descrio da Pea: Nome do Fornecedor:
Nmero da Pea: Cdigo do Fornecedor:
Famlia/MY: Unidade Fabril:
Data: SQE:
Resumo de at 3 argumentos em ordem de severidade:
1
3
5
Argumento:
Problema/Causa Principal:
Aes Corretivas / Conteno: (Inserir responsvel e data)
Prazo:
1 Prova prtica: Amostragem para Testes Integrativos:
1 pea: Amostragem para Match/Ben:
Interino: Lote VP, Pr-Srie:
Sampling for AQF:
VERIFICAO DO
PROCESSO (VP)
PR-SRIE (PS)
LIBERAO PARA
PROD.(DaP)
PRODUO
ATUAL
#VALUE! #VALUE! #VALUE! #VALUE!
Distribuio: Coord. SQE Coord. Projeto SQM
SQD Comprador Sviluppo Piattaforma
QPL R&D Fornecedor
Qualidade do Fornecedor
0 0
0 1/0/1900
RELATRIO DE UMA PGINA N ___
0
0
0
0
0
(Exame de Planejamento de Processo 1, 2, 3 etc., Auditoria de Processo 1, 2, 3 etc., OK para amostras
ou lotes para VP, Pr-srie etc.)
Data
Descrio da Reviso
Liberao Inicial
Folha
Anda mungkin juga menyukai
- Norma Portuguesa para Sistemas de Gestão da QualidadeDokumen58 halamanNorma Portuguesa para Sistemas de Gestão da QualidadePedro Sousa80% (5)
- 1-Presentation VDA 2 - IQADokumen22 halaman1-Presentation VDA 2 - IQAHelmut Ricardo SommerfeldtBelum ada peringkat
- Auditoria de Processo - Fornecedores VDA 6.3Dokumen52 halamanAuditoria de Processo - Fornecedores VDA 6.3alyanka0% (1)
- Capital Social - James ColemanDokumen12 halamanCapital Social - James ColemanAlexandra Badaró Magi100% (1)
- Análise crítica da direção para sistemas de gestãoDokumen7 halamanAnálise crítica da direção para sistemas de gestãoLuiz ClaudioBelum ada peringkat
- APQP - FormularioDokumen23 halamanAPQP - FormularioMarco SilvaBelum ada peringkat
- Tratamento de Não-Conformidades - Andréa Fernanda OrigaDokumen55 halamanTratamento de Não-Conformidades - Andréa Fernanda Origacascuslusitanus100% (2)
- Cronograma para implementação do sistema de gestão da qualidade ISO 9001Dokumen2 halamanCronograma para implementação do sistema de gestão da qualidade ISO 9001Jacksander100% (1)
- Gestão de Segurança Do ProdutoDokumen5 halamanGestão de Segurança Do ProdutoPedroBelum ada peringkat
- Sociologia 1º Anos: Trabalho e SociedadeDokumen4 halamanSociologia 1º Anos: Trabalho e SociedadeTUCOBADBelum ada peringkat
- Desconto - ExercicioDokumen9 halamanDesconto - ExercicioJose LucasBelum ada peringkat
- Atividade 3 em ProcessoDokumen8 halamanAtividade 3 em ProcessoTerezinha MariaBelum ada peringkat
- GM Auditoria Qualidade FornecedorDokumen7 halamanGM Auditoria Qualidade FornecedorLeticia Valder SzeibelBelum ada peringkat
- IATF 16949 FAQDokumen25 halamanIATF 16949 FAQclaucoroqueBelum ada peringkat
- 02.CQL.004 - Check List - Auditoria de ProdutoDokumen15 halaman02.CQL.004 - Check List - Auditoria de ProdutoLarissa NavesBelum ada peringkat
- Iatf 16949-2016 - Requisitos e Transição - MudançasDokumen8 halamanIatf 16949-2016 - Requisitos e Transição - MudançasCarlos SáBelum ada peringkat
- CHECK LIST IATF 16949-2016Dokumen1 halamanCHECK LIST IATF 16949-2016Vagner SantosBelum ada peringkat
- Perfil Do Auditor - ISODokumen2 halamanPerfil Do Auditor - ISOJorge Adriano Schuchardt JuniorBelum ada peringkat
- IATF 16949:2016 Guia CompletoDokumen89 halamanIATF 16949:2016 Guia CompletoMárcia JorgeBelum ada peringkat
- Auditoria de processo escalonada na produçãoDokumen2 halamanAuditoria de processo escalonada na produçãoGersom Lopes de MouraBelum ada peringkat
- GPSC Supplier Quality Audit SummaryDokumen16 halamanGPSC Supplier Quality Audit SummaryXFlex2010Belum ada peringkat
- IATF16949 Infographic PT v3 FinalDokumen1 halamanIATF16949 Infographic PT v3 FinalMário CoutoBelum ada peringkat
- Portuguese IATF 16949 Sanctioned Interpretations 1 9Dokumen9 halamanPortuguese IATF 16949 Sanctioned Interpretations 1 9jeffersonBelum ada peringkat
- Controle registros qualidadeDokumen3 halamanControle registros qualidadeLennon SonntagBelum ada peringkat
- Auditoria de Processo VDA 6.3Dokumen73 halamanAuditoria de Processo VDA 6.3Geuza E António MarquesBelum ada peringkat
- Auditoria IATF-16949 na Engenharia de ProduçãoDokumen14 halamanAuditoria IATF-16949 na Engenharia de ProduçãoBruno MarceloBelum ada peringkat
- Processo Concessão Vista CópiaDokumen261 halamanProcesso Concessão Vista CópiaSérgio SilvaBelum ada peringkat
- FGQ-496 - Cronograma de Auditoria Escalonada Rev04Dokumen9 halamanFGQ-496 - Cronograma de Auditoria Escalonada Rev04sophia com vocêsBelum ada peringkat
- Avaliação FornecedorDokumen15 halamanAvaliação FornecedorlohanBelum ada peringkat
- VDA 6.3 - Aula 8 - P6.1 - EntradasDokumen8 halamanVDA 6.3 - Aula 8 - P6.1 - EntradasAna Cristina AngeloteBelum ada peringkat
- Analise Critica ISO 2015Dokumen5 halamanAnalise Critica ISO 2015Antonio MiozzoBelum ada peringkat
- A XXXXXX busca a satisfação dos clientes e a melhoria contínuaDokumen3 halamanA XXXXXX busca a satisfação dos clientes e a melhoria contínuaElissandra NobreBelum ada peringkat
- Canvas Implantação IATF 16949-2016-V01 - MBADokumen1 halamanCanvas Implantação IATF 16949-2016-V01 - MBATesteBelum ada peringkat
- Check-List 9001 NovoDokumen5 halamanCheck-List 9001 NovoFlorencio AlmeidaJrBelum ada peringkat
- IT 001 - Plano Da QualidadeDokumen6 halamanIT 001 - Plano Da Qualidadewagqualidade100% (1)
- Garantir qualidade e reduzir custosDokumen89 halamanGarantir qualidade e reduzir custosCarine De Paula Cunha CahBelum ada peringkat
- Partes Interessadas SGI, 9+14, 9+45Dokumen14 halamanPartes Interessadas SGI, 9+14, 9+45Raphael Sebastian De Queiroz FreiresBelum ada peringkat
- Auditoria de ProdutoDokumen1 halamanAuditoria de ProdutoJERFSON AUGUSTOBelum ada peringkat
- Auditoria SGQ Check-list ISO9001Dokumen34 halamanAuditoria SGQ Check-list ISO9001Hermano NunesBelum ada peringkat
- IATF 16949-2016, Apresentação SGSDokumen17 halamanIATF 16949-2016, Apresentação SGSDiego Costa100% (1)
- Nº01 Ebook ISO 9001 - EvidênciasDokumen15 halamanNº01 Ebook ISO 9001 - EvidênciasVALDECIBelum ada peringkat
- Treinamento Interpretação Normas SGI AuditoresDokumen3 halamanTreinamento Interpretação Normas SGI AuditoresCaroline Penteado SantosBelum ada peringkat
- Checklist Auditoria Escalonada Modelo CDokumen4 halamanChecklist Auditoria Escalonada Modelo CFábio Mendes VianaBelum ada peringkat
- Norma IATF 16949 + 9001Dokumen72 halamanNorma IATF 16949 + 9001Glauco Santos100% (1)
- Exemplo de Relatorio de Auditoria Interna e Analise Critica ISO 9001 15Dokumen5 halamanExemplo de Relatorio de Auditoria Interna e Analise Critica ISO 9001 15Carmo JustenBelum ada peringkat
- Curso APQP 2a Edição - Apostila 2022Dokumen53 halamanCurso APQP 2a Edição - Apostila 2022Alexandre De Oliveira PérigoBelum ada peringkat
- CQI 23.sistema Moldagem Planilhas InjeçãoDokumen84 halamanCQI 23.sistema Moldagem Planilhas InjeçãoBonifácio Pacheco Amaral100% (2)
- Auditoria EscalonadaDokumen17 halamanAuditoria EscalonadaSamuelsonLeite0% (1)
- SIPOC Abordagem de ProcessoDokumen1 halamanSIPOC Abordagem de ProcessoerikaBelum ada peringkat
- Vda6 3Dokumen13 halamanVda6 3Dintreinamentos Qualificação IndustrialBelum ada peringkat
- Gerenciamento de Riscos e Oportunidades QSMS Rev01Dokumen3 halamanGerenciamento de Riscos e Oportunidades QSMS Rev01Paulo BuenoBelum ada peringkat
- Matriz Relação Requisitos Processos DocumentosDokumen8 halamanMatriz Relação Requisitos Processos DocumentosadricciBelum ada peringkat
- Procedimento da Qualidade - AGENDAMENTODokumen1 halamanProcedimento da Qualidade - AGENDAMENTOvaleriaBelum ada peringkat
- Baixe o guia gratuito de planejamento de auditoria ISO 9001Dokumen3 halamanBaixe o guia gratuito de planejamento de auditoria ISO 9001Taysa PereiraBelum ada peringkat
- IATF 16949: Introdução à NormaDokumen64 halamanIATF 16949: Introdução à NormaJosé Doria Neto DoriaBelum ada peringkat
- Fluxo produçãoDokumen4 halamanFluxo produçãoJoão Allen Machado RosolemBelum ada peringkat
- Plano de ControleDokumen3 halamanPlano de Controlehmp90100% (1)
- Formulário de Auditoria EscalonadaDokumen2 halamanFormulário de Auditoria EscalonadaMarcos Poffo100% (5)
- 9-Indicadores Da Qualidade PDFDokumen49 halaman9-Indicadores Da Qualidade PDFCleiton100% (2)
- Interpretação ISO 9001-2015 - v1Dokumen124 halamanInterpretação ISO 9001-2015 - v1Cami100% (3)
- Avaliação da Gestão de Características ReportDokumen14 halamanAvaliação da Gestão de Características ReportdavidrodrigoBelum ada peringkat
- Norma Iatf 16949 MontadaDokumen64 halamanNorma Iatf 16949 MontadaPuffToys Almofadas100% (1)
- Auditoria Vda 6.3: Rio Do Sul 28/01/2014 Eduarda BatistellaDokumen10 halamanAuditoria Vda 6.3: Rio Do Sul 28/01/2014 Eduarda BatistellaEduarda BatistellaBelum ada peringkat
- Tipos de Aço e Sua ClassificaçãoDokumen8 halamanTipos de Aço e Sua ClassificaçãoRenato MantaBelum ada peringkat
- Ergo No MiaDokumen8 halamanErgo No MiagabiDabramoBelum ada peringkat
- Atividade 2aaulanãopresencial08 11 11Dokumen3 halamanAtividade 2aaulanãopresencial08 11 11Eduarda BatistellaBelum ada peringkat
- Atividade de MatematicaDokumen9 halamanAtividade de MatematicaValdineia silvaBelum ada peringkat
- Compra de notebook Acer A315-23G-R2SE R5 8GB 256SSD pretoDokumen1 halamanCompra de notebook Acer A315-23G-R2SE R5 8GB 256SSD pretoJuninho VieiraBelum ada peringkat
- Catalogo VETORE 2018Dokumen128 halamanCatalogo VETORE 2018tixinhamorBelum ada peringkat
- Empresas dos segmentos hospitalar, hotelaria e uniformesDokumen23 halamanEmpresas dos segmentos hospitalar, hotelaria e uniformesKarina CarvalhoBelum ada peringkat
- SigaeicDokumen531 halamanSigaeicMarco Antonio Cabral0% (1)
- Processos e Formas Espaciais - Roberto Lobato CorrêaDokumen22 halamanProcessos e Formas Espaciais - Roberto Lobato CorrêaRicardoQueirozBelum ada peringkat
- NBC TG 1000 adoção plena em 2013Dokumen2 halamanNBC TG 1000 adoção plena em 2013tecjadirBelum ada peringkat
- Entrada No Seguro Desemprego 03082017 PDFDokumen1 halamanEntrada No Seguro Desemprego 03082017 PDFMARCOSBelum ada peringkat
- ABILIO - Ludmila - Costhek - Uberização Do Trabalho - Subsunção Real Da ViraçãoDokumen8 halamanABILIO - Ludmila - Costhek - Uberização Do Trabalho - Subsunção Real Da ViraçãoLucas Fettermann CamposBelum ada peringkat
- Métodos Sensoriais AfetivosDokumen55 halamanMétodos Sensoriais AfetivosJulia KipperBelum ada peringkat
- Técnicas Agenda Cheia (Dokumen1 halamanTécnicas Agenda Cheia (iaradalilabioBelum ada peringkat
- Layout de EstaleiroDokumen13 halamanLayout de EstaleiroAmanda ZebulumBelum ada peringkat
- 04 - Guia Geral Do Construtor Rev.2 (30-11-2016) PDFDokumen20 halaman04 - Guia Geral Do Construtor Rev.2 (30-11-2016) PDFMayconBritoSantos100% (1)
- Associados CDL Santa InêsDokumen11 halamanAssociados CDL Santa InêsRossanna Kelly RodriguesBelum ada peringkat
- Projeto Educação CorporativaDokumen7 halamanProjeto Educação Corporativapauloemanuel50Belum ada peringkat
- Atividade Avaliativa Especial - Prova 1Dokumen4 halamanAtividade Avaliativa Especial - Prova 1Fábio AzambujaBelum ada peringkat
- Megaleiloes Edital J80616 220816-181156Dokumen2 halamanMegaleiloes Edital J80616 220816-181156Giulio Attilio PietroluongoBelum ada peringkat
- Receitas estatais originaisDokumen2 halamanReceitas estatais originaisSónia SalasBelum ada peringkat
- FNF - Finanças para Não FinanceirosDokumen3 halamanFNF - Finanças para Não FinanceirosJoão AlvesBelum ada peringkat
- Exercicios Direito Comercial 1 Uem 2017Dokumen2 halamanExercicios Direito Comercial 1 Uem 2017Elton MironaBelum ada peringkat
- AprovisionamentoDokumen14 halamanAprovisionamentoMarinilk CrisantoBelum ada peringkat
- Eventos no Hotel Praia MarDokumen70 halamanEventos no Hotel Praia MarEmpresarialBelum ada peringkat
- Curso Pós-Graduação Contabilidade InternacionalDokumen122 halamanCurso Pós-Graduação Contabilidade Internacionalevanilucio5213Belum ada peringkat
- Transformadores de Distribuicao A OleoDokumen12 halamanTransformadores de Distribuicao A OleoPhilipe LazaroBelum ada peringkat
- Fatura Data Moeda Data de Vencimento: Atcud:Jfbjc89T-7Dokumen2 halamanFatura Data Moeda Data de Vencimento: Atcud:Jfbjc89T-7Pedro BeaumontBelum ada peringkat