Anda mungkin juga menyukai
- 0 50 S Fuel OperationDokumen56 halaman0 50 S Fuel Operationargentum19619692Belum ada peringkat
- Sulphur 2020 Infographic 2 PageDokumen2 halamanSulphur 2020 Infographic 2 PageDimosBelum ada peringkat
- Corrosion in Cargo TanksDokumen21 halamanCorrosion in Cargo Tankssergiytitov100% (1)
- 2011 - TC ME2 EK General With AnswersDokumen64 halaman2011 - TC ME2 EK General With AnswersTapas ChaudhuriBelum ada peringkat
- Bojean CurvesDokumen9 halamanBojean CurvesjaishanakarBelum ada peringkat
- Abs-Trends Nox December2015Dokumen3 halamanAbs-Trends Nox December2015Tapas ChaudhuriBelum ada peringkat
- Double Bottom Engine RoomDokumen6 halamanDouble Bottom Engine RoomTapas ChaudhuriBelum ada peringkat
- Corrosion in Cargo TanksDokumen21 halamanCorrosion in Cargo Tankssergiytitov100% (1)
- Canada Q and A PDFDokumen53 halamanCanada Q and A PDFrajishrrrBelum ada peringkat
- Disadavantage of Radioactive Level Indicators For Co2 BottlrDokumen2 halamanDisadavantage of Radioactive Level Indicators For Co2 BottlrTapas ChaudhuriBelum ada peringkat
- KS-0179-1 Procedures For Determination of Lightship Displace ENGDokumen13 halamanKS-0179-1 Procedures For Determination of Lightship Displace ENGBharath Kumar VasamsettyBelum ada peringkat
- 213-35746 Future IMO LegislationDokumen65 halaman213-35746 Future IMO Legislationerudite_0206Belum ada peringkat
- Materials Used in ShipbuildingDokumen6 halamanMaterials Used in Shipbuildingagknair100% (1)
- Good Practice Guide CH 3 Container SpecificationsDokumen107 halamanGood Practice Guide CH 3 Container Specificationsnichaev100% (1)
- SsaDokumen2 halamanSsaTapas ChaudhuriBelum ada peringkat
- Marpol Practical Guide PDFDokumen57 halamanMarpol Practical Guide PDFCharlie MakBelum ada peringkat
- A Practical Overview of Level Measurement TechnologiesDokumen7 halamanA Practical Overview of Level Measurement TechnologiesgwinnruBelum ada peringkat
- ISM-PR-09 Procedure For Major Non-ConformitiesDokumen2 halamanISM-PR-09 Procedure For Major Non-ConformitiesTapas ChaudhuriBelum ada peringkat
- Advances in Slow-Speed Marine Diesel EnginesDokumen4 halamanAdvances in Slow-Speed Marine Diesel EnginesTapas ChaudhuriBelum ada peringkat
- Dieselfacts 2014-3 WebDokumen12 halamanDieselfacts 2014-3 WebTapas ChaudhuriBelum ada peringkat
- Weld JointDokumen44 halamanWeld JointPratiek RaulBelum ada peringkat
- Wartsila Tribo PackDokumen7 halamanWartsila Tribo Packsuper_seeker100% (1)
- Operation On Low-Sulphur FuelsDokumen14 halamanOperation On Low-Sulphur Fuelsgiannis2Belum ada peringkat
- Governor Control Systems, Inc.: Prime Movers and Governors BasicsDokumen37 halamanGovernor Control Systems, Inc.: Prime Movers and Governors BasicsTapas Chaudhuri100% (1)
- Training Manual On Life Saving AppliancesDokumen98 halamanTraining Manual On Life Saving AppliancesTapas Chaudhuri100% (5)
- Marine Diesels Co UkDokumen149 halamanMarine Diesels Co Ukvmedica94% (32)
- Reference Manual: Governing Fundamentals and Power ManagementDokumen76 halamanReference Manual: Governing Fundamentals and Power Managementr100% (2)
- Function of Fittings-ParkerDokumen36 halamanFunction of Fittings-Parkerbell_15477100% (1)
- Training Manual For Fire Safety PracticeDokumen50 halamanTraining Manual For Fire Safety PracticeMatthew BennettBelum ada peringkat
- Amsa PSC ChecklistDokumen11 halamanAmsa PSC Checklistdassi99100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Sentinels PrimerDokumen46 halamanSentinels PrimerMatthew CaulderBelum ada peringkat
- Safer Boiler OperationDokumen2 halamanSafer Boiler OperationUmangtarangBelum ada peringkat
- The Hydrogen Bomb: The Radioactive Signature ofDokumen13 halamanThe Hydrogen Bomb: The Radioactive Signature ofintensivetacticsBelum ada peringkat
- WA Manual PDFDokumen51 halamanWA Manual PDFLidiaInoBelum ada peringkat
- UM10724G00Dokumen377 halamanUM10724G00TuanBi Le100% (1)
- 88B09 382 Engl PDFDokumen273 halaman88B09 382 Engl PDFJaime HernandezBelum ada peringkat
- Anarchist CodebookDokumen88 halamanAnarchist CodebookjumpupdnbdjBelum ada peringkat
- Home L Comet CaseDokumen3 halamanHome L Comet CasemechaengrBelum ada peringkat
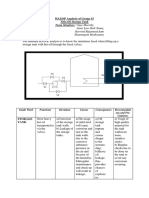
- HAZOP Analysis of Oil Storage TankDokumen2 halamanHAZOP Analysis of Oil Storage Tankvijaymoorthy14Belum ada peringkat
- Adeptus Evangelion 2.5 - Cruel ThesisDokumen276 halamanAdeptus Evangelion 2.5 - Cruel ThesisClay Mason0% (1)
- The Apocalypse and Satan's Glory HoleDokumen62 halamanThe Apocalypse and Satan's Glory HoleTimothy W. Long-Author100% (1)
- Fibc Type A B C D Classification SafetyDokumen2 halamanFibc Type A B C D Classification Safetydhineshbabu rBelum ada peringkat
- How to Trigger Powerful Combos in Dragon Age: InquisitionDokumen2 halamanHow to Trigger Powerful Combos in Dragon Age: InquisitionSimon WilkinsBelum ada peringkat
- ExplosivesDokumen5 halamanExplosivesgladsonBelum ada peringkat
- 1.1.2 Isolations Removed Too Soon: 1.1 IsolationDokumen1 halaman1.1.2 Isolations Removed Too Soon: 1.1 Isolationkara_25Belum ada peringkat
- Hazard in ConstructionDokumen11 halamanHazard in ConstructionAhamed Manazir Hazzaan100% (1)
- 1.petmalu 2. Werpa/ Lodi 3. Werpa 4. Lodi 5. Petmalu 6. Petmalu 7. Petmalu 8. Lodi 9. Crater 10. Lava 11.magma 12. Vent 13. Smoke and Ash 14.crust 15. MantleDokumen2 halaman1.petmalu 2. Werpa/ Lodi 3. Werpa 4. Lodi 5. Petmalu 6. Petmalu 7. Petmalu 8. Lodi 9. Crater 10. Lava 11.magma 12. Vent 13. Smoke and Ash 14.crust 15. MantleKangBelum ada peringkat
- GunpowderDokumen6 halamanGunpowderBrodie ZellerBelum ada peringkat
- Nonel GuideDokumen55 halamanNonel GuideIrvan Aryo Prakoso100% (5)
- Ship Structural LoadsDokumen25 halamanShip Structural LoadsPrateekBelum ada peringkat
- A Study of The Fukushima Daiichi Nuclear Accident Process What Caused The Core Melt and Hydrogen Explosion PDFDokumen241 halamanA Study of The Fukushima Daiichi Nuclear Accident Process What Caused The Core Melt and Hydrogen Explosion PDFs3dbwBelum ada peringkat
- Unit 1 Section A The Restless EarthDokumen20 halamanUnit 1 Section A The Restless EarthAlison FarrellBelum ada peringkat
- Gunslinger DeedsDokumen6 halamanGunslinger DeedsMarcoPesceBelum ada peringkat
- WWI Bloody FirstDokumen2 halamanWWI Bloody FirstokBelum ada peringkat
- Creating Flash Powder PDFDokumen6 halamanCreating Flash Powder PDFJose Miguel SantiagoBelum ada peringkat
- Blast Injuries & Gunshot WoundsDokumen93 halamanBlast Injuries & Gunshot WoundsdocpreetiBelum ada peringkat
- Gilbert - Alan Walid Raad Reinvents The ArchiveDokumen9 halamanGilbert - Alan Walid Raad Reinvents The Archivetyjames192Belum ada peringkat
- AISC Design Guide 26 Design of Blast Resistant StructuresDokumen175 halamanAISC Design Guide 26 Design of Blast Resistant Structuresfzhou100% (1)
- Man Made DisasterDokumen37 halamanMan Made DisasterDinesh RamoBelum ada peringkat
- PrimacordDokumen2 halamanPrimacordgattopazzo54Belum ada peringkat