Anda mungkin juga menyukai
- Fire Protection Systems Chapter X Proposed OutlineDokumen23 halamanFire Protection Systems Chapter X Proposed OutlineEslam ElsayedBelum ada peringkat
- NASA Master Videos CatalogDokumen1.083 halamanNASA Master Videos CatalogAviation/Space History LibraryBelum ada peringkat
- Tank Fire FightingDokumen5 halamanTank Fire FightingT. LimBelum ada peringkat
- P739Dokumen7 halamanP739brauliosopasBelum ada peringkat
- ASTM Fire Standards 100 Years PDFDokumen6 halamanASTM Fire Standards 100 Years PDFRichard HollidayBelum ada peringkat
- Thermal Ceramics - Marine - and - OffshoreDokumen6 halamanThermal Ceramics - Marine - and - OffshoremubeennavazBelum ada peringkat
- Investigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorDokumen6 halamanInvestigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorNsidibe Michael Etim100% (1)
- FireproofingDokumen3 halamanFireproofingarki_emmanBelum ada peringkat
- USG Exterior Ceiling ApplicationsDokumen49 halamanUSG Exterior Ceiling Applicationsdi Talapanini100% (1)
- BXUVDokumen23 halamanBXUVMd Farid AhmedBelum ada peringkat
- Challenging The Organic "Zinc Rich" Primer StandardDokumen9 halamanChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- The Journal of Protective Coatings & Linings - Why Surface Preparation Is ImportantDokumen5 halamanThe Journal of Protective Coatings & Linings - Why Surface Preparation Is ImportantSergio Daniel Barea Nuñez100% (1)
- Case Study: Fire at Formosa Plastics Corporation: Evaluating Process HazardsDokumen16 halamanCase Study: Fire at Formosa Plastics Corporation: Evaluating Process HazardsSaurabh ShahBelum ada peringkat
- Angels and Demons in The Realm of Protective CoatingsDokumen26 halamanAngels and Demons in The Realm of Protective Coatingsaliabdulhamid100% (1)
- C CC CC: by Patrick J. Dunn, Associate Member ASHRAE, and Richard NorsworthyDokumen8 halamanC CC CC: by Patrick J. Dunn, Associate Member ASHRAE, and Richard NorsworthyjamesBelum ada peringkat
- SSPC Tu 2Dokumen46 halamanSSPC Tu 2Prashant PandeyBelum ada peringkat
- FEpoxy BoxDokumen2 halamanFEpoxy BoxJamie ClarkBelum ada peringkat
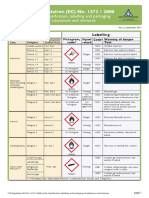
- Laboratory Safety SymbolsDokumen5 halamanLaboratory Safety Symbolskate2494100% (1)
- Corrosion Performance TestsDokumen252 halamanCorrosion Performance TestsChatchai Manathamsombat100% (1)
- Dr. Bugs Tan ADIPEC Conference PaperDokumen23 halamanDr. Bugs Tan ADIPEC Conference PaperDr Bugs Tan100% (1)
- Quiz 571Dokumen6 halamanQuiz 571Haris NoonBelum ada peringkat
- J718Dokumen4 halamanJ718Gatot KeceBelum ada peringkat
- General: Insulated Aluminium CladdingDokumen5 halamanGeneral: Insulated Aluminium Claddingeccos3338Belum ada peringkat
- Corrosion Under Insulation: A JPCL EresourceDokumen47 halamanCorrosion Under Insulation: A JPCL Eresourcefahny100% (1)
- History Thermal SprayingDokumen5 halamanHistory Thermal Sprayingmaverick_cvc100% (1)
- Explosion and Fire at The Phillips Company Houston Chemical Complex, Pasadena, TX - SACHE Text SECUENCIADokumen19 halamanExplosion and Fire at The Phillips Company Houston Chemical Complex, Pasadena, TX - SACHE Text SECUENCIAsourcemenuBelum ada peringkat
- The Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Dokumen6 halamanThe Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Luthfi Ady100% (1)
- 1 PDFDokumen93 halaman1 PDFRomart BarosaBelum ada peringkat
- Standard Type of RT 50 Cooling Tower: Air Flow Water FlowDokumen5 halamanStandard Type of RT 50 Cooling Tower: Air Flow Water FlowBapu612345100% (1)
- Naval Sea Systems Command Anti Fouling ProgramDokumen36 halamanNaval Sea Systems Command Anti Fouling Programtambok100% (1)
- Fire Resistance TestDokumen2 halamanFire Resistance TestJaleel ClaasenBelum ada peringkat
- Fracture MechanicsDokumen4 halamanFracture MechanicsCassio KCBelum ada peringkat
- GraceMonokoteZ106HY PDFDokumen2 halamanGraceMonokoteZ106HY PDFJovanni RodriguezBelum ada peringkat
- Mechanical Insulation - Types and MaterialsDokumen9 halamanMechanical Insulation - Types and Materialssowman tungBelum ada peringkat
- Design No. X701: BXUV.X701 Fire-Resistance Ratings - ANSI/UL 263Dokumen3 halamanDesign No. X701: BXUV.X701 Fire-Resistance Ratings - ANSI/UL 263EngTamerBelum ada peringkat
- X854Dokumen10 halamanX854RimBelum ada peringkat
- NclUni Lect1 1103Dokumen49 halamanNclUni Lect1 1103Dino Peduto100% (1)
- Unit4.Protective Coats 4 CivilDokumen5 halamanUnit4.Protective Coats 4 CivilengineeringchemistryBelum ada peringkat
- UL 1709 V ISO Hydrocarbon FireDokumen5 halamanUL 1709 V ISO Hydrocarbon FirevikaspisalBelum ada peringkat
- FireproofingDokumen2 halamanFireproofingABelum ada peringkat
- Fire Engineering - EIFSDokumen3 halamanFire Engineering - EIFSbatteekhBelum ada peringkat
- Fire ResistanceDokumen30 halamanFire ResistanceLesego MatojaneBelum ada peringkat
- Enclosed SpaceDokumen0 halamanEnclosed SpaceAnonymous 4ylE57C6Belum ada peringkat
- 10-1 PaintDokumen5 halaman10-1 PaintdetteheartsBelum ada peringkat
- Whatever Is Updated and RevisedDokumen14 halamanWhatever Is Updated and RevisedWan Ah-LunBelum ada peringkat
- Salt ContaminationDokumen8 halamanSalt Contaminationabdayub100% (1)
- CARLISLE WATERPROOFING Internationalgeomanual 2002Dokumen91 halamanCARLISLE WATERPROOFING Internationalgeomanual 2002Ajna SalimBelum ada peringkat
- Unit II - Study Materials On Energy Conversion MaterialsDokumen25 halamanUnit II - Study Materials On Energy Conversion Materialsronnie1992Belum ada peringkat
- 04 MaintenanceDokumen20 halaman04 MaintenanceCornelia Theodora100% (1)
- Repairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDDokumen6 halamanRepairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDAnkita Baban Gavade100% (1)
- Ecos 2012 PDFDokumen512 halamanEcos 2012 PDFCarolina MedinaBelum ada peringkat
- Influence of Paint On Steel Corrosion For Marine ApplicationsDokumen8 halamanInfluence of Paint On Steel Corrosion For Marine ApplicationsHose Gamaliel100% (1)
- Fire Protection Systems in Power PlantsDokumen6 halamanFire Protection Systems in Power PlantsMike Eugene CollinsBelum ada peringkat
- Lead Paint Removal GuidesDokumen669 halamanLead Paint Removal GuidesHenryZambrano100% (1)
- Alex Epstein - Moral Case For Fossil Fuels SummaryDokumen2 halamanAlex Epstein - Moral Case For Fossil Fuels SummaryIsaac LewisBelum ada peringkat
- Surface Energy: Corona Treatment Is One of The Methods To Increases The Surface Energy of Plastic Films, FoilsDokumen5 halamanSurface Energy: Corona Treatment Is One of The Methods To Increases The Surface Energy of Plastic Films, FoilsHeart Touching VideosBelum ada peringkat
- Organic CoatingDokumen29 halamanOrganic CoatingThanh Nguyen100% (1)
- Industrial PolymersDokumen18 halamanIndustrial PolymersHarshitBelum ada peringkat
- Long Question/ Narrative Question.: Define Pigment?Dokumen3 halamanLong Question/ Narrative Question.: Define Pigment?Hau LeBelum ada peringkat
- 2015-Journal of Applied Polymer ScienceDokumen1 halaman2015-Journal of Applied Polymer SciencemarimadiBelum ada peringkat
- Jewelry Making Dictionary GlossaryDokumen16 halamanJewelry Making Dictionary Glossarymarimadi100% (1)
- Designing LessonsDokumen40 halamanDesigning LessonsDelia GeorgescuBelum ada peringkat
- 2015-Journal of Applied Polymer ScienceDokumen1 halaman2015-Journal of Applied Polymer SciencemarimadiBelum ada peringkat
- Technical Bulletin Surface Treatment - EnCRES DUBUIT - 06Dokumen2 halamanTechnical Bulletin Surface Treatment - EnCRES DUBUIT - 06marimadiBelum ada peringkat
- How To Make LSDDokumen27 halamanHow To Make LSDHofman Hofmann100% (13)
- Empirical FormulaDokumen2 halamanEmpirical FormulaTanweerBelum ada peringkat
- Synthesis and Biological Activity of Pyrimidines, Quinolines, Thiazines and Pyrazoles Bearing A Common Thieno MoietyDokumen12 halamanSynthesis and Biological Activity of Pyrimidines, Quinolines, Thiazines and Pyrazoles Bearing A Common Thieno MoietyAhmad AinurofiqBelum ada peringkat
- Iupac Naming Worksheet: Chemical Structure Iupac NameDokumen2 halamanIupac Naming Worksheet: Chemical Structure Iupac NameBIANCA PILBelum ada peringkat
- RA 6969 (Permitting)Dokumen84 halamanRA 6969 (Permitting)Christine Dhianne FloresBelum ada peringkat
- Derivatives of TriphenylmethaneDokumen7 halamanDerivatives of TriphenylmethaneTanvi KohliBelum ada peringkat
- Non Symbiotic Nitrogen FixationDokumen21 halamanNon Symbiotic Nitrogen Fixationrajiv pathakBelum ada peringkat
- Cardiovascular AgentsDokumen22 halamanCardiovascular AgentsEsther Faith GabrielBelum ada peringkat
- Vdocuments - MX - Harit Sanjivani Training Presentation PDFDokumen25 halamanVdocuments - MX - Harit Sanjivani Training Presentation PDFLeder RcmBelum ada peringkat
- Organic Chemistry Cambridge As-Level SummaryDokumen4 halamanOrganic Chemistry Cambridge As-Level SummaryReynaldi BozzBelum ada peringkat
- The Principles of Green ChemistryDokumen4 halamanThe Principles of Green Chemistryrk_gummaluri5334Belum ada peringkat
- Sigarilyas: Common Names Common NamesDokumen5 halamanSigarilyas: Common Names Common NamesSarah UyBelum ada peringkat
- Acetamiprid 200 SLDokumen2 halamanAcetamiprid 200 SLMouStafa MahmoudBelum ada peringkat
- Molecular Biology of The RH Antigens: Use Only. For PersonalDokumen14 halamanMolecular Biology of The RH Antigens: Use Only. For PersonaldeviBelum ada peringkat
- SDS PageDokumen5 halamanSDS Pageamit545Belum ada peringkat
- Safety Data Sheet 328/P201 - Zinc Phosphate Primer GreyDokumen15 halamanSafety Data Sheet 328/P201 - Zinc Phosphate Primer Greyraja qammarBelum ada peringkat
- CHBH13 - Laboratory Manual 6Dokumen17 halamanCHBH13 - Laboratory Manual 6Ysa DienteBelum ada peringkat
- Nucleic Acid ProjectDokumen18 halamanNucleic Acid ProjectPramod Etarvi100% (7)
- Unravelling Harms of Fast Fashion Full Report 2023Dokumen20 halamanUnravelling Harms of Fast Fashion Full Report 2023Ventas KathyBelum ada peringkat
- Nonvolatile Content of Latexes: Standard Test Method ForDokumen2 halamanNonvolatile Content of Latexes: Standard Test Method ForAl7amdlellahBelum ada peringkat
- IAL Chemistry Unit-02 Samplepaper - 03 PDFDokumen17 halamanIAL Chemistry Unit-02 Samplepaper - 03 PDFDimuthu SandaruwanBelum ada peringkat
- Capstone Chapter 1 3Dokumen15 halamanCapstone Chapter 1 3De-Andrie GotuatoBelum ada peringkat
- Kqd7009 - Tutorial 8Dokumen3 halamanKqd7009 - Tutorial 8taned8787Belum ada peringkat
- What Are Some Differences Between Quick Breads and Yeast Breads?Dokumen14 halamanWhat Are Some Differences Between Quick Breads and Yeast Breads?jaype mandrasBelum ada peringkat
- Project Report On Pet Granules From Pet Bottles Then Making Pet PreformDokumen8 halamanProject Report On Pet Granules From Pet Bottles Then Making Pet PreformEIRI Board of Consultants and PublishersBelum ada peringkat
- SamponDokumen2 halamanSamponandreeaBelum ada peringkat
- BCN Print VerDokumen60 halamanBCN Print VerDelia ABelum ada peringkat
- Gafta - 130Dokumen4 halamanGafta - 130tinhcoonline100% (1)
- Epa 5021Dokumen13 halamanEpa 5021carlosponcioBelum ada peringkat
- Science Update Programme: Conductive Polymers: From Research To ProductsDokumen60 halamanScience Update Programme: Conductive Polymers: From Research To ProductsAnand GillBelum ada peringkat