Anda mungkin juga menyukai
- Hilti ClipDokumen6 halamanHilti ClipmandregomesBelum ada peringkat
- Weld Like a Pro: Beginning to Advanced TechniquesDari EverandWeld Like a Pro: Beginning to Advanced TechniquesPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- Hilti Direct Fastening SystemsDokumen17 halamanHilti Direct Fastening Systemsbharathanin100% (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingDari EverandSpot Welding Interview Success: An Introduction to Spot WeldingBelum ada peringkat
- 2014 195 X-CR M - DFTM 2015 Engpdf Technical Information ASSET DOC 2597844Dokumen5 halaman2014 195 X-CR M - DFTM 2015 Engpdf Technical Information ASSET DOC 2597844Difa LiuBelum ada peringkat
- 2014 119 X-U - DFTM 2015 Engpdf Technical Information ASSET DOC 2597808Dokumen9 halaman2014 119 X-U - DFTM 2015 Engpdf Technical Information ASSET DOC 2597808Difa LiuBelum ada peringkat
- Tuberà A EMT-IMC-RMC (Wheatland)Dokumen12 halamanTuberà A EMT-IMC-RMC (Wheatland)Carlos BozaBelum ada peringkat
- Reinforced Concrete Buildings: Behavior and DesignDari EverandReinforced Concrete Buildings: Behavior and DesignPenilaian: 5 dari 5 bintang5/5 (1)
- Reinforcing Bar CouplersDokumen9 halamanReinforcing Bar CouplersAWAKSEORANGBelum ada peringkat
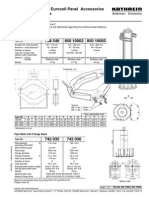
- Transducer AccessoriesDokumen6 halamanTransducer AccessoriesMohan ArumugavallalBelum ada peringkat
- Hart Union-Dielectric Technical Data Sheet PDFDokumen2 halamanHart Union-Dielectric Technical Data Sheet PDFRahmat RiskiBelum ada peringkat
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDari Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsPenilaian: 4 dari 5 bintang4/5 (1)
- 1 Input Data: Profis Anchor 2.4.6Dokumen6 halaman1 Input Data: Profis Anchor 2.4.6Naresh KumarBelum ada peringkat
- BARTEC Engineers ManualDokumen12 halamanBARTEC Engineers ManualMd Nazir HussainBelum ada peringkat
- KCR-IT-Solutions Quotation of EquipmentsDokumen15 halamanKCR-IT-Solutions Quotation of EquipmentsMayk CalibuganBelum ada peringkat
- How to prepare Welding Procedures for Oil & Gas PipelinesDari EverandHow to prepare Welding Procedures for Oil & Gas PipelinesPenilaian: 5 dari 5 bintang5/5 (1)
- Sub Sec 1 To 9Dokumen7 halamanSub Sec 1 To 9khan4luvBelum ada peringkat
- Base CHS X 10tDokumen7 halamanBase CHS X 10tCollin NguBelum ada peringkat
- Weld Quality: The Role of Computers: Proceedings of the International Conference on Improved Weldment Control with Special Reference to Computer Technology Held in Vienna, Austria, 4–5 July 1988 under the Auspices of the International Institute of WeldingDari EverandWeld Quality: The Role of Computers: Proceedings of the International Conference on Improved Weldment Control with Special Reference to Computer Technology Held in Vienna, Austria, 4–5 July 1988 under the Auspices of the International Institute of WeldingBelum ada peringkat
- F-Panel Dual Polarization Half-Power Beam WidthDokumen2 halamanF-Panel Dual Polarization Half-Power Beam WidthPutera PeeJayBelum ada peringkat
- All-in-One Manual of Industrial Piping Practice and MaintenanceDari EverandAll-in-One Manual of Industrial Piping Practice and MaintenancePenilaian: 5 dari 5 bintang5/5 (1)
- 1MRK513003-BEN C en Connection and Installation Components COMBIFLEXDokumen30 halaman1MRK513003-BEN C en Connection and Installation Components COMBIFLEXthomaswangkoroBelum ada peringkat
- Han Kit GBDokumen12 halamanHan Kit GBpnithiy_elecBelum ada peringkat
- RC Detailing To EuroCode 2Dokumen39 halamanRC Detailing To EuroCode 2ahmadBelum ada peringkat
- Nittetsu High Efficiency Welding ProcessDokumen16 halamanNittetsu High Efficiency Welding ProcessCarlos PadillaBelum ada peringkat
- X BT Threaded Fastener Specification Technical Information ASSET DOC 4890110Dokumen88 halamanX BT Threaded Fastener Specification Technical Information ASSET DOC 4890110omar ayeshBelum ada peringkat
- NF LCF78 D01Dokumen2 halamanNF LCF78 D01Tuong Manh NguyenBelum ada peringkat
- 1 Input Data: WWW - Hilti.co - UkDokumen6 halaman1 Input Data: WWW - Hilti.co - UkihpeterBelum ada peringkat
- 1 Input Data: Profis Anchor 2.6.6Dokumen6 halaman1 Input Data: Profis Anchor 2.6.6Collin NguBelum ada peringkat
- Bollhoff Armstrong HeliCoilDokumen28 halamanBollhoff Armstrong HeliCoilAce Industrial Supplies100% (1)
- New Generation X BT Specification Eition July 2019Dokumen73 halamanNew Generation X BT Specification Eition July 2019Ben BadisBelum ada peringkat
- DEMU 4010 Rebar Coupler System DEMUDokumen24 halamanDEMU 4010 Rebar Coupler System DEMUTonni KurniawanBelum ada peringkat
- 738546Dokumen3 halaman738546DmitriiSpiridonovBelum ada peringkat
- DielectricUnion BXBDokumen2 halamanDielectricUnion BXBAhmed SherifBelum ada peringkat
- Btd2008.11 List of Approved Bridge ComponentsDokumen11 halamanBtd2008.11 List of Approved Bridge ComponentsDuncan WongBelum ada peringkat
- Furse Catalogue-Lightning Protection PagesDokumen55 halamanFurse Catalogue-Lightning Protection PagesWanessa Suárez100% (1)
- DPWH Geotextile StandardsDokumen12 halamanDPWH Geotextile StandardsFatima Jade Castillo Ang100% (1)
- Moment Resistant End Plate-As Per Euro CodeDokumen23 halamanMoment Resistant End Plate-As Per Euro CodeBhushan PatilBelum ada peringkat
- PEM Self Locking Fasteners Nylon InsertDokumen6 halamanPEM Self Locking Fasteners Nylon InsertAce Industrial SuppliesBelum ada peringkat
- TopCoreBelco 101 FCDokumen9 halamanTopCoreBelco 101 FCCesar ArellanoBelum ada peringkat
- Esr 2408Dokumen41 halamanEsr 2408rolandoriBelum ada peringkat
- Beam End Connection ReportDokumen6 halamanBeam End Connection ReportHibri HalimBelum ada peringkat
- Techinical Specifications Welcome To NescoDokumen54 halamanTechinical Specifications Welcome To NescotejzabBelum ada peringkat
- X-BT Specification Binder - July 2015 Technical Information ASSET DOC 4890110 PDFDokumen88 halamanX-BT Specification Binder - July 2015 Technical Information ASSET DOC 4890110 PDFAlexander GüntertBelum ada peringkat
- 1MRK000137 CombiflexDokumen30 halaman1MRK000137 CombiflexLuis Miguel DíazBelum ada peringkat
- VSL Thread Bar Systems BrochureDokumen16 halamanVSL Thread Bar Systems BrochureFida GBelum ada peringkat
- Trugrid Structural Final DraftDokumen27 halamanTrugrid Structural Final DraftrogerngcyBelum ada peringkat
- 7-16 DIN Male Connector For 1-15/8" Coaxial Cable, OMNI FIT Premium, Straight, O-Ring and Compression SealingDokumen2 halaman7-16 DIN Male Connector For 1-15/8" Coaxial Cable, OMNI FIT Premium, Straight, O-Ring and Compression Sealingmahmoud_awad2012Belum ada peringkat
- 3.2.2 General Application Fasteners (31-36) r21Dokumen9 halaman3.2.2 General Application Fasteners (31-36) r21Jonathan DouglasBelum ada peringkat
- QCS 2010 Section 21 Part 8 TrunkingDokumen5 halamanQCS 2010 Section 21 Part 8 Trunkingbryanpastor106Belum ada peringkat
- Steel Structures 3 - Composite Steel-Concrete Structures - Slides Lecture 4 To 6Dokumen46 halamanSteel Structures 3 - Composite Steel-Concrete Structures - Slides Lecture 4 To 6iSoK11Belum ada peringkat
- WPCT Heat Shrink SleevesDokumen4 halamanWPCT Heat Shrink SleevesHamzaHashimBelum ada peringkat
- TKE 3 February2007ArtDokumen11 halamanTKE 3 February2007ArtPaul RobbinsBelum ada peringkat
- Study Note On DynamicsDokumen7 halamanStudy Note On Dynamicspete0980Belum ada peringkat
- Cec5 3Dokumen0 halamanCec5 3Agus Sri HartonoBelum ada peringkat
- Matrix Stiffness Method 1011Dokumen141 halamanMatrix Stiffness Method 1011Tamara Knox100% (1)
- Self Inductance of A CoilDokumen7 halamanSelf Inductance of A CoilIANDU PCBelum ada peringkat
- First-Order Linear Fuzzy Differential Equations On The Space of Linearly Correlated Fuzzy NumbersDokumen33 halamanFirst-Order Linear Fuzzy Differential Equations On The Space of Linearly Correlated Fuzzy NumbersHo Nhat NamBelum ada peringkat
- 117BP - CNC Technologies PDFDokumen8 halaman117BP - CNC Technologies PDFvenkiscribd444Belum ada peringkat
- Maxima and MinimaDokumen4 halamanMaxima and MinimaAnudeex ShettyBelum ada peringkat
- Electromagnetic Fields & Waves: MD Abu Ismail Siddique Lecturer Ete, RuetDokumen60 halamanElectromagnetic Fields & Waves: MD Abu Ismail Siddique Lecturer Ete, RuetSmshihab ShararBelum ada peringkat
- Gazetas 2015 Soil - Footing - Interaction PDFDokumen17 halamanGazetas 2015 Soil - Footing - Interaction PDFMatías MoragaBelum ada peringkat
- Science Grade 9: Quarter 4 - Module 6 Heat, Work and EnergyDokumen15 halamanScience Grade 9: Quarter 4 - Module 6 Heat, Work and Energymaesheil computerBelum ada peringkat
- 9487-Physics Teachers' Guide Unit 2 - Electricity, Electrons and Energy LevelsDokumen141 halaman9487-Physics Teachers' Guide Unit 2 - Electricity, Electrons and Energy LevelsAli AkbarBelum ada peringkat
- Herschel 400 2 Log BookDokumen29 halamanHerschel 400 2 Log BookEveraldo FaustinoBelum ada peringkat
- L 19 - Mse628a - 30 10 19Dokumen25 halamanL 19 - Mse628a - 30 10 19Dhanishtha SinghBelum ada peringkat
- Course Structure B.tech.2012-13Dokumen4 halamanCourse Structure B.tech.2012-13fortunatesanjibBelum ada peringkat
- Anritsu Understanding OtdrsDokumen60 halamanAnritsu Understanding OtdrsMathieu Bolle100% (3)
- Advantages of Adhesive in DentistryDokumen29 halamanAdvantages of Adhesive in DentistryAnonymous CY62A9Belum ada peringkat
- Thin Layer ChromatographyDokumen4 halamanThin Layer Chromatographynaveenbimal2005Belum ada peringkat
- Unit - 13 - InstructionRevA May 1 2019Dokumen4 halamanUnit - 13 - InstructionRevA May 1 2019Dhruv SahniBelum ada peringkat
- Design Guide UPSDokumen18 halamanDesign Guide UPSVictor BitarBelum ada peringkat
- Polymer Melt Indexer (Extrusion Plastometer) PDFDokumen138 halamanPolymer Melt Indexer (Extrusion Plastometer) PDFjrlr65Belum ada peringkat
- Observation Lesson in Physics DLP Activity 2 Now You Go Now Yu WontDokumen2 halamanObservation Lesson in Physics DLP Activity 2 Now You Go Now Yu WontEmma Santua50% (2)
- Experimental Study of Cuttings Transport in Directional WellsDokumen14 halamanExperimental Study of Cuttings Transport in Directional WellsFabian Andrey DiazBelum ada peringkat
- ElectroGravitics 01 PDFDokumen132 halamanElectroGravitics 01 PDFCalhoun100% (1)
- Quality On Yarn 1Dokumen39 halamanQuality On Yarn 1Ashiq Khan100% (1)
- Adobe Scan Feb 10, 2021Dokumen4 halamanAdobe Scan Feb 10, 2021Filip SalekBelum ada peringkat
- Business PlanDokumen2 halamanBusiness PlanSakunthalaPanditharatneBelum ada peringkat
- Development Length of Reinforcing Bars - Need To Revise Indian Code ProvisionsDokumen8 halamanDevelopment Length of Reinforcing Bars - Need To Revise Indian Code ProvisionsAvijitBelum ada peringkat
- KVH TI Folder en Web3 02Dokumen19 halamanKVH TI Folder en Web3 02mario_stefanecBelum ada peringkat
- Electromagnetic Fields: Lecture 3: The Electric FieldDokumen24 halamanElectromagnetic Fields: Lecture 3: The Electric FieldNazar AzizBelum ada peringkat
- Interface and Density Profiling PresentationDokumen50 halamanInterface and Density Profiling PresentationheriBelum ada peringkat
- Ch26b Final Exam 2001Dokumen7 halamanCh26b Final Exam 2001Nguyễn Tiến DũngBelum ada peringkat
- QEI - MCap II - UG1065 PDFDokumen113 halamanQEI - MCap II - UG1065 PDFJohanes Nugroho Adhi PrakosaBelum ada peringkat
- ML12142A123Dokumen58 halamanML12142A123Mohammed RiyaazBelum ada peringkat
- Transformed: Moving to the Product Operating ModelDari EverandTransformed: Moving to the Product Operating ModelPenilaian: 4 dari 5 bintang4/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceDari EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceBelum ada peringkat
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDari EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tPenilaian: 4.5 dari 5 bintang4.5/5 (27)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDari EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperiencePenilaian: 4 dari 5 bintang4/5 (19)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDari EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CulturePenilaian: 4.5 dari 5 bintang4.5/5 (2)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsDari EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsPenilaian: 5 dari 5 bintang5/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDari EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsBelum ada peringkat
- Laws of UX: Using Psychology to Design Better Products & ServicesDari EverandLaws of UX: Using Psychology to Design Better Products & ServicesPenilaian: 5 dari 5 bintang5/5 (9)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDari EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DonePenilaian: 4.5 dari 5 bintang4.5/5 (5)
- Design for How People Think: Using Brain Science to Build Better ProductsDari EverandDesign for How People Think: Using Brain Science to Build Better ProductsPenilaian: 4 dari 5 bintang4/5 (8)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDari EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchPenilaian: 4 dari 5 bintang4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsDari EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsPenilaian: 4 dari 5 bintang4/5 (2)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersDari EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersPenilaian: 4 dari 5 bintang4/5 (13)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDari EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableBelum ada peringkat
- 507 Mechanical Movements: Mechanisms and DevicesDari Everand507 Mechanical Movements: Mechanisms and DevicesPenilaian: 4 dari 5 bintang4/5 (28)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsDari EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsBelum ada peringkat
- Understanding Automotive Electronics: An Engineering PerspectiveDari EverandUnderstanding Automotive Electronics: An Engineering PerspectivePenilaian: 3.5 dari 5 bintang3.5/5 (16)
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesDari EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesPenilaian: 3 dari 5 bintang3/5 (1)
- Design Recipes for FPGAs: Using Verilog and VHDLDari EverandDesign Recipes for FPGAs: Using Verilog and VHDLPenilaian: 2 dari 5 bintang2/5 (1)