Anda mungkin juga menyukai
- Franquia CebracDokumen36 halamanFranquia CebracLaerte BuenoBelum ada peringkat
- Lista de Documentos para ABVTEXDokumen2 halamanLista de Documentos para ABVTEXLaerte Bueno0% (1)
- Treinamento Setor HoteleiroDokumen26 halamanTreinamento Setor HoteleiroLaerte BuenoBelum ada peringkat
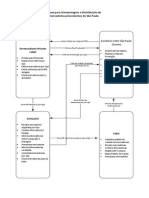
- Fluxo ArmazemDokumen1 halamanFluxo ArmazemLaerte BuenoBelum ada peringkat
- Check list subcontratado pontuaçãoDokumen7 halamanCheck list subcontratado pontuaçãoLaerte BuenoBelum ada peringkat
- Aula4 Regressao LinearDokumen33 halamanAula4 Regressao LinearLaerte BuenoBelum ada peringkat
- Regulamento ABVTEXDokumen59 halamanRegulamento ABVTEXLaerte BuenoBelum ada peringkat
- Autoconhecimento para empreendedoresDokumen3 halamanAutoconhecimento para empreendedoresCatarina GonçalvesBelum ada peringkat
- Regulamento ABVTEXDokumen59 halamanRegulamento ABVTEXLaerte BuenoBelum ada peringkat
- Aulas Estatistica 1 e 2Dokumen69 halamanAulas Estatistica 1 e 2Laerte BuenoBelum ada peringkat
- Apostila Projeto de ColecaoDokumen46 halamanApostila Projeto de ColecaoAlzira Lucio100% (1)
- Cadeia têxtil PPCPDokumen17 halamanCadeia têxtil PPCPandremelotjBelum ada peringkat
- ERP TelecomDokumen16 halamanERP TelecomLaerte BuenoBelum ada peringkat
- Desafios e perspectivas da indústria têxtil e de confecção brasileiraDokumen44 halamanDesafios e perspectivas da indústria têxtil e de confecção brasileiraLaerte BuenoBelum ada peringkat
- 2 - Guia de EstudosDokumen5 halaman2 - Guia de EstudosLaerte BuenoBelum ada peringkat
- Apostila Projeto de ColecaoDokumen46 halamanApostila Projeto de ColecaoAlzira Lucio100% (1)
- CBOK2 v2.0 Portuguese Edition Thrid Release Look Inside NoPWDokumen46 halamanCBOK2 v2.0 Portuguese Edition Thrid Release Look Inside NoPWregis costaBelum ada peringkat
- 1 - Planejamento para CompetitividadeDokumen13 halaman1 - Planejamento para CompetitividadeLaerte BuenoBelum ada peringkat
- 5 Gestao Conhecimento Organizacoes Desafios OportunidadesDokumen14 halaman5 Gestao Conhecimento Organizacoes Desafios OportunidadesReginaldo CamargoBelum ada peringkat
- ARPO Apresentação Da SoluçãoDokumen35 halamanARPO Apresentação Da SoluçãoFelipe AymayBelum ada peringkat
- Logistica AutomotivaDokumen21 halamanLogistica AutomotivaLaerte BuenoBelum ada peringkat
- Plano de Ação Auditoria de SistemasDokumen2 halamanPlano de Ação Auditoria de SistemasLaerte BuenoBelum ada peringkat
- ARPO Apostila de TreinamentoDokumen25 halamanARPO Apostila de TreinamentoFelipe AymayBelum ada peringkat
- Determinacao Do Custo de Fabricacao em Industria de Confeccoes Aplicando o Metodo UEPDokumen13 halamanDeterminacao Do Custo de Fabricacao em Industria de Confeccoes Aplicando o Metodo UEPLaerte BuenoBelum ada peringkat
- Apostila de Ms Project 2010Dokumen38 halamanApostila de Ms Project 2010Diogo SevegnaniBelum ada peringkat
- Administracao de Recursos Materiais e Patrimoniais Livro A Meta Goldratti PDFDokumen169 halamanAdministracao de Recursos Materiais e Patrimoniais Livro A Meta Goldratti PDFGcoliveira0% (1)
- Guia completo sobre certificação de fornecedoresDokumen16 halamanGuia completo sobre certificação de fornecedoresLaerte BuenoBelum ada peringkat
- Aula 1 - Conceitos Basicos e FundamentosDokumen52 halamanAula 1 - Conceitos Basicos e FundamentosLaerte BuenoBelum ada peringkat
- Lista de Documentos para ABVTEXDokumen2 halamanLista de Documentos para ABVTEXLaerte Bueno0% (1)
- BannerDokumen1 halamanBannerWagner VieiraBelum ada peringkat
- Cronicas de Thedas PDFDokumen83 halamanCronicas de Thedas PDFbioamnBelum ada peringkat
- 80 Controle de Qualidade de Aterros Hidraulicos Arenosos PDFDokumen8 halaman80 Controle de Qualidade de Aterros Hidraulicos Arenosos PDFFrancisco Raimundo da SilvaBelum ada peringkat
- Revolução FrancesaDokumen2 halamanRevolução FrancesaDaniela BaetaBelum ada peringkat
- Mecanismo de Crise Psicológica Sílvia Campino P 2Dokumen38 halamanMecanismo de Crise Psicológica Sílvia Campino P 2Carmo de SousaBelum ada peringkat
- 28 - EletroquímicaDokumen21 halaman28 - EletroquímicaLuis cordeiroBelum ada peringkat
- A situação da mulher no sistema prisional brasileiroDokumen72 halamanA situação da mulher no sistema prisional brasileirocindy galliganiBelum ada peringkat
- Ensino matemático com situações didáticasDokumen18 halamanEnsino matemático com situações didáticasjoseBelum ada peringkat
- Aula00 Information Week Brasil Ed.208Dokumen100 halamanAula00 Information Week Brasil Ed.208Carlos Eduardo MoscardiniBelum ada peringkat
- IS-240 - Estudos Geotécnicos para Proj ExecutivoDokumen4 halamanIS-240 - Estudos Geotécnicos para Proj ExecutivoJosé António Otto VicenteBelum ada peringkat
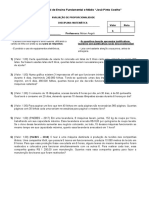
- Prova de Matemática sobre Proporcionalidade Direta na Escola Estadual José Pinto CoelhoDokumen1 halamanProva de Matemática sobre Proporcionalidade Direta na Escola Estadual José Pinto CoelhoMirian AngeliBelum ada peringkat
- ebcf6f3e493958134df9ff7bad003014Dokumen21 halamanebcf6f3e493958134df9ff7bad003014guicqpBelum ada peringkat
- Avaliação autoavaliação Técnico Auxiliar SaúdeDokumen2 halamanAvaliação autoavaliação Técnico Auxiliar SaúdeLeticia AraújoBelum ada peringkat
- BMP 8500 compactador multiusoDokumen2 halamanBMP 8500 compactador multiusoJaciane AraujoBelum ada peringkat
- Relatório-Experimento 7Dokumen2 halamanRelatório-Experimento 7Samuel LimaBelum ada peringkat
- ENG-TB-113-20 - v1 - ATENDER ANEL SP01 - SWAP SPODokumen12 halamanENG-TB-113-20 - v1 - ATENDER ANEL SP01 - SWAP SPORenan ChagasBelum ada peringkat
- Liquido 1195152 Caterpillar - A.00.07.04997Dokumen9 halamanLiquido 1195152 Caterpillar - A.00.07.04997MAICON MARTINSBelum ada peringkat
- TestesDokumen7 halamanTestesisabel carlosBelum ada peringkat
- Manual de Manobras - (WWW - Canalpiloto.com - BR)Dokumen31 halamanManual de Manobras - (WWW - Canalpiloto.com - BR)Denis CarvalhoBelum ada peringkat
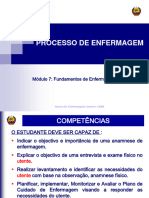
- 7 Fundamentos de Enfermagem 013726 101231Dokumen671 halaman7 Fundamentos de Enfermagem 013726 101231inaciodossantosmacuacua901Belum ada peringkat
- (IME) Distribuição EletronicaDokumen2 halaman(IME) Distribuição Eletronicalia junsBelum ada peringkat
- Análise de amostras por métodos químicos instrumentaisDokumen48 halamanAnálise de amostras por métodos químicos instrumentaisLaBelum ada peringkat
- NT 06 - 2020 - Centralidade Regional de São Luís Nos Deslocamentos para Serviços de SaúdeDokumen13 halamanNT 06 - 2020 - Centralidade Regional de São Luís Nos Deslocamentos para Serviços de SaúdeEduardo Celestino CordeiroBelum ada peringkat
- Método de concentração por sedimentação espontânea para detecção de parasitas em amostras fecaisDokumen6 halamanMétodo de concentração por sedimentação espontânea para detecção de parasitas em amostras fecaisBruno da Silva PrestesBelum ada peringkat
- Procuração para cobrança judicialDokumen4 halamanProcuração para cobrança judicialJunior GlassBelum ada peringkat
- 426 RevisaoDokumen9 halaman426 RevisaoFábio VinholyBelum ada peringkat
- Manejo de Animais de Grande PorteDokumen2 halamanManejo de Animais de Grande PorteAmide Aly AmadeBelum ada peringkat
- Atividade de História de Pernambuco 2020.1Dokumen3 halamanAtividade de História de Pernambuco 2020.1Cinthia BarbosaBelum ada peringkat
- Aula 1 Inicial e Introdução FenômenosDokumen3 halamanAula 1 Inicial e Introdução FenômenosJaqueline SoaresBelum ada peringkat
- A importância da ergonomia no trabalho do técnico de apoioDokumen6 halamanA importância da ergonomia no trabalho do técnico de apoioLxDMBelum ada peringkat