Anda mungkin juga menyukai
- C795Dokumen3 halamanC795dinhtung2210Belum ada peringkat
- C871Dokumen5 halamanC871dinhtung2210Belum ada peringkat
- Corrosion: Corrosion ControlDari EverandCorrosion: Corrosion ControlL L ShreirPenilaian: 5 dari 5 bintang5/5 (1)
- Brittle Fracture in Steel StructuresDari EverandBrittle Fracture in Steel StructuresG.M. BoydBelum ada peringkat
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDari EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsBelum ada peringkat
- Corrosion Failures: Theory, Case Studies, and SolutionsDari EverandCorrosion Failures: Theory, Case Studies, and SolutionsBelum ada peringkat
- Pa 3 PDFDokumen0 halamanPa 3 PDFNageswara Rao BavisettyBelum ada peringkat
- Mechanism of SCCDokumen10 halamanMechanism of SCCAPI100% (1)
- Special Alloys and Overmatched Welding Products SolveDokumen14 halamanSpecial Alloys and Overmatched Welding Products SolveBhanu Pratap ChoudhuryBelum ada peringkat
- API 571 Reference Card Provides Overview of Corrosion Mechanisms and FailuresDokumen7 halamanAPI 571 Reference Card Provides Overview of Corrosion Mechanisms and FailuresLaith SalmanBelum ada peringkat
- Subsea Materials Specification for Low Alloy Steel ForgingsDokumen14 halamanSubsea Materials Specification for Low Alloy Steel ForgingsJones Pereira Neto100% (1)
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDari EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceBelum ada peringkat
- 1-Outokumpu-Welding Stainless-Steel-Handbook PDFDokumen36 halaman1-Outokumpu-Welding Stainless-Steel-Handbook PDFTuTuy AnBelum ada peringkat
- Form of Corrosion Illustration Form of Corrosion IllustrationDokumen2 halamanForm of Corrosion Illustration Form of Corrosion IllustrationkhalesnabilBelum ada peringkat
- Atmospheric Corrosion of Materials PDFDokumen24 halamanAtmospheric Corrosion of Materials PDFMarcos LeiteBelum ada peringkat
- Lean Duplex Stainless Steel Within The Oil and Gas Industry-AcomDokumen23 halamanLean Duplex Stainless Steel Within The Oil and Gas Industry-AcomKailas GophaneBelum ada peringkat
- Corrosion PDFDokumen46 halamanCorrosion PDFNixon RamsaranBelum ada peringkat
- Failure Mechanisms of C-Steels (API 571)Dokumen18 halamanFailure Mechanisms of C-Steels (API 571)Mohmed AllamBelum ada peringkat
- Materials Challenges in Nuclear EnergyDokumen24 halamanMaterials Challenges in Nuclear EnergyW.t. HanBelum ada peringkat
- Centralloy G 4852 Micro R: Material Data SheetDokumen8 halamanCentralloy G 4852 Micro R: Material Data SheetNest NectureBelum ada peringkat
- Outokumpu Stainless Steel HandbookDokumen47 halamanOutokumpu Stainless Steel Handbookhalder_kalyan9216Belum ada peringkat
- Bondstrand 2400 Series Product Data: Uses and ApplicationsDokumen4 halamanBondstrand 2400 Series Product Data: Uses and ApplicationsChristopher Kenneth ChoaBelum ada peringkat
- Hydrogen CrackingDokumen26 halamanHydrogen CrackingmmkattaBelum ada peringkat
- Chromate Conversion Coating and Alternatives As Corrosion-Resistant Treatments For Metal Parts v1Dokumen17 halamanChromate Conversion Coating and Alternatives As Corrosion-Resistant Treatments For Metal Parts v1Ivy LiBelum ada peringkat
- Failure Modes, Effects and Causes of Microbiologically Influenced Corrosion: Advanced Perspectives and AnalysisDari EverandFailure Modes, Effects and Causes of Microbiologically Influenced Corrosion: Advanced Perspectives and AnalysisBelum ada peringkat
- Embrittlement of Engineering AlloysDari EverandEmbrittlement of Engineering AlloysC.L. BriantBelum ada peringkat
- HIC Resistance SteelDokumen180 halamanHIC Resistance SteelArash Ilbagi100% (1)
- Welding International Volume 25 Heat Tint Colours On Stainless Steel and Welded JointsDokumen5 halamanWelding International Volume 25 Heat Tint Colours On Stainless Steel and Welded JointsAPIBelum ada peringkat
- ABS Guide For Application of Higher-Strength Hull Structural Thick Steel Plates in Container CarriersDokumen72 halamanABS Guide For Application of Higher-Strength Hull Structural Thick Steel Plates in Container Carriersamin_corporationBelum ada peringkat
- MECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsDokumen13 halamanMECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsOwais MalikBelum ada peringkat
- The Electrochemistry and Characteristics of Embeddable Reference Electrodes for ConcreteDari EverandThe Electrochemistry and Characteristics of Embeddable Reference Electrodes for ConcreteBelum ada peringkat
- A 1092 - 15Dokumen3 halamanA 1092 - 15Pavan KumarBelum ada peringkat
- The Life Cycle Costing of Corrosion in The Oil and Gas Industry: A GuidelineDokumen58 halamanThe Life Cycle Costing of Corrosion in The Oil and Gas Industry: A Guidelineamine bouizarBelum ada peringkat
- Astm B571-97 PDFDokumen3 halamanAstm B571-97 PDFDillonBelum ada peringkat
- AL 6XN SourceBookDokumen56 halamanAL 6XN SourceBookdrbeyerBelum ada peringkat
- Tech Coating SelectionDokumen8 halamanTech Coating SelectionKarthikeyan Shanmugavel100% (1)
- ASTM B 577-93 Hydrogen EmbrittlementDokumen4 halamanASTM B 577-93 Hydrogen EmbrittlementMMFAWZYBelum ada peringkat
- CuiDokumen6 halamanCuiأحمد صبحىBelum ada peringkat
- Heavy Phosphate Coatings SpecificationDokumen17 halamanHeavy Phosphate Coatings Specificationrobert_in_ar100% (1)
- Welding Metallurgy and Weldability of Nickel-Base AlloysDari EverandWelding Metallurgy and Weldability of Nickel-Base AlloysPenilaian: 5 dari 5 bintang5/5 (1)
- Biological Treatment of Microbial Corrosion: Opportunities and ChallengesDari EverandBiological Treatment of Microbial Corrosion: Opportunities and ChallengesBelum ada peringkat
- Corrosion MonitoringDokumen8 halamanCorrosion MonitoringEleonoraBelum ada peringkat
- Atmospheric Corrosion Chapter ASMDokumen14 halamanAtmospheric Corrosion Chapter ASMSutopoBelum ada peringkat
- Microstructural Changes in Austenitic Stainless Steels During Long Term Aging. Minami1986 PDFDokumen12 halamanMicrostructural Changes in Austenitic Stainless Steels During Long Term Aging. Minami1986 PDFAndrea CalderaBelum ada peringkat
- NACE Final MICRoundTableMPJanuary2014Feature PDFDokumen10 halamanNACE Final MICRoundTableMPJanuary2014Feature PDFNestora Ruth DE Los Milagros Rojas GastuloBelum ada peringkat
- Improvements To The ECDADokumen77 halamanImprovements To The ECDAPasquale CutriBelum ada peringkat
- Imprimir API 571Dokumen88 halamanImprimir API 571ismael archila100% (1)
- Fractography SteelDokumen42 halamanFractography SteelRebeccaNandaBelum ada peringkat
- Norwegian Oil and Gas Life Extension GuidelinesDokumen20 halamanNorwegian Oil and Gas Life Extension GuidelinesPar MadBelum ada peringkat
- KubotaDokumen12 halamanKubotaFebri Ramdani NugrahaBelum ada peringkat
- A Guide To Stress Corrosion Cracking Management EbookDokumen36 halamanA Guide To Stress Corrosion Cracking Management Ebookgilbertjerry100% (1)
- C1289Dokumen9 halamanC1289dinhtung2210Belum ada peringkat
- Thermal Integrity of Flexible Water Vapor Retarders: Standard Test Method ForDokumen2 halamanThermal Integrity of Flexible Water Vapor Retarders: Standard Test Method Fordinhtung2210Belum ada peringkat
- C1153Dokumen6 halamanC1153dinhtung2210Belum ada peringkat
- C1139Dokumen5 halamanC1139dinhtung2210Belum ada peringkat
- C1199Dokumen19 halamanC1199dinhtung2210Belum ada peringkat
- C1134Dokumen6 halamanC1134dinhtung2210Belum ada peringkat
- C1158Dokumen3 halamanC1158dinhtung2210Belum ada peringkat
- C1258Dokumen2 halamanC1258dinhtung2210Belum ada peringkat
- C1224Dokumen5 halamanC1224dinhtung2210Belum ada peringkat
- C1155Dokumen8 halamanC1155dinhtung2210Belum ada peringkat
- C1146Dokumen3 halamanC1146dinhtung2210Belum ada peringkat
- C1149Dokumen8 halamanC1149dinhtung2210Belum ada peringkat
- C1130Dokumen4 halamanC1130dinhtung2210Belum ada peringkat
- C1136Dokumen4 halamanC1136dinhtung2210100% (1)
- C1114Dokumen10 halamanC1114dinhtung2210Belum ada peringkat
- C1126Dokumen5 halamanC1126dinhtung2210Belum ada peringkat
- Determining The Water Vapor Sorption of Unfaced Mineral Fiber InsulationDokumen3 halamanDetermining The Water Vapor Sorption of Unfaced Mineral Fiber Insulationdinhtung2210100% (1)
- C1129Dokumen6 halamanC1129dinhtung2210Belum ada peringkat
- C1101C1101MDokumen2 halamanC1101C1101Mdinhtung2210Belum ada peringkat
- C1094Dokumen4 halamanC1094dinhtung2210Belum ada peringkat
- C1058Dokumen3 halamanC1058dinhtung2210100% (1)
- C1086Dokumen4 halamanC1086dinhtung2210Belum ada peringkat
- C1046Dokumen9 halamanC1046dinhtung2210Belum ada peringkat
- C1071Dokumen4 halamanC1071dinhtung22100% (1)
- C1057Dokumen6 halamanC1057dinhtung2210Belum ada peringkat
- C1043Dokumen15 halamanC1043dinhtung2210Belum ada peringkat
- C1060Dokumen6 halamanC1060dinhtung2210100% (2)
- C1055Dokumen8 halamanC1055dinhtung2210Belum ada peringkat
- C1045Dokumen13 halamanC1045dinhtung2210Belum ada peringkat
- C1044Dokumen8 halamanC1044dinhtung2210Belum ada peringkat
- MiniFlex Protection Tube Spec SheetDokumen2 halamanMiniFlex Protection Tube Spec Sheetasabdoh75Belum ada peringkat
- DNV RU YACHT Pt3Ch5Dokumen68 halamanDNV RU YACHT Pt3Ch5Ante KezicBelum ada peringkat
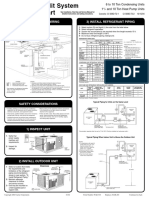
- Commercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingDokumen2 halamanCommercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingcarlosorizabaBelum ada peringkat
- Affordable Housing in DhakaDokumen4 halamanAffordable Housing in DhakaNazmulBelum ada peringkat
- What Is The Column Kicker - Its Formworks, Application and AdvantagesDokumen2 halamanWhat Is The Column Kicker - Its Formworks, Application and AdvantagesNaveen BansalBelum ada peringkat
- Assignment-2 Shear StrengthDokumen3 halamanAssignment-2 Shear StrengthRabindraSubediBelum ada peringkat
- ASTT Horizontal Directional DrillingDokumen14 halamanASTT Horizontal Directional DrillingSen HuBelum ada peringkat
- DXB SHJ Freezone ListDokumen444 halamanDXB SHJ Freezone ListFaiza KhalidBelum ada peringkat
- Ruukki Load Bearing Profiled Sheet Installation InstructionsDokumen20 halamanRuukki Load Bearing Profiled Sheet Installation InstructionsEmanuel PopaBelum ada peringkat
- Ecoply Bracing - EP1 Specification (Apr-09)Dokumen1 halamanEcoply Bracing - EP1 Specification (Apr-09)郭骥Belum ada peringkat
- Single & 3-Way Decorator Wall Switch Set Up and Operating InstructionsDokumen1 halamanSingle & 3-Way Decorator Wall Switch Set Up and Operating InstructionsjrmsndrBelum ada peringkat
- Codes Standards For Architectural FinishesDokumen4 halamanCodes Standards For Architectural FinishesVipin Kumar ParasharBelum ada peringkat
- Popatlal Ni Haveli 1 PDFDokumen1 halamanPopatlal Ni Haveli 1 PDFMaithily PatelBelum ada peringkat
- SB Brace Frame For Single Sided Walls Instructions For Assembly and UseDokumen84 halamanSB Brace Frame For Single Sided Walls Instructions For Assembly and UseYaser IsmailBelum ada peringkat
- Ritter Solar GMBH & Co. KGDokumen30 halamanRitter Solar GMBH & Co. KGMagdyBelum ada peringkat
- City of Redwood City Supervising Civil EngineerDokumen3 halamanCity of Redwood City Supervising Civil EngineerhamadaBelum ada peringkat
- Guidecesmm3 Sa v1Dokumen96 halamanGuidecesmm3 Sa v1Hafizuddin HanafiBelum ada peringkat
- Full Thesis PDFDokumen215 halamanFull Thesis PDFArzath SajeerBelum ada peringkat
- KD Nicholson Bench Lost Art PressDokumen3 halamanKD Nicholson Bench Lost Art PressIulian MihaiBelum ada peringkat
- VbeDokumen2 halamanVbeAniket PatilBelum ada peringkat
- Tube StructureDokumen27 halamanTube StructureI Gede Arta RismawanBelum ada peringkat
- Presentasi Ahu DXDokumen17 halamanPresentasi Ahu DXpt.esasurya arcapadaBelum ada peringkat
- Light Weight Flyash Brick Using Expanded Polystyrene (EPS)Dokumen4 halamanLight Weight Flyash Brick Using Expanded Polystyrene (EPS)jasimabdBelum ada peringkat
- Graduate Civil Engineer ResumeDokumen3 halamanGraduate Civil Engineer ResumeIsaacBelum ada peringkat
- STRENGTH OF MATERIALS REFRESHER SETDokumen4 halamanSTRENGTH OF MATERIALS REFRESHER SETGracielle Nebres67% (3)
- Calculating Excavator Structural StressDokumen6 halamanCalculating Excavator Structural Stressrbachalli100% (1)
- Lattice Towers and Masts IntroductionDokumen17 halamanLattice Towers and Masts IntroductionPankaj_Taneja_9684Belum ada peringkat
- 4190 HPRVDokumen12 halaman4190 HPRVvadivel415Belum ada peringkat
- Hvac Ducting FundamentalDokumen56 halamanHvac Ducting Fundamentalzafarbadal100% (2)
- BLDG TECH Juson Assignment Lecture 2Dokumen11 halamanBLDG TECH Juson Assignment Lecture 2Ma. Janelle GoBelum ada peringkat