Anda mungkin juga menyukai
- PID TuningDokumen4 halamanPID TuningJitendra Kumar100% (1)
- Pilgrim NutDokumen2 halamanPilgrim NutJitendra KumarBelum ada peringkat
- Oxygen AnalysersDokumen2 halamanOxygen AnalysersJitendra KumarBelum ada peringkat
- Increasing Propulsive EfficiencyDokumen6 halamanIncreasing Propulsive EfficiencyJitendra KumarBelum ada peringkat
- Oily Water SeperatorsDokumen2 halamanOily Water SeperatorsJitendra KumarBelum ada peringkat
- Overall Arrangement: Description of The Salient PartsDokumen6 halamanOverall Arrangement: Description of The Salient PartsJitendra KumarBelum ada peringkat
- Oil WhirlDokumen2 halamanOil WhirlJitendra KumarBelum ada peringkat
- Mechanical GovernorsDokumen1 halamanMechanical GovernorsJitendra KumarBelum ada peringkat
- Motor Ship Steam Plan1Dokumen3 halamanMotor Ship Steam Plan1Jitendra KumarBelum ada peringkat
- Tooth Design: Forces Acting On Spur GearsDokumen77 halamanTooth Design: Forces Acting On Spur GearsJitendra KumarBelum ada peringkat
- LNG Containment DesignsDokumen3 halamanLNG Containment DesignsJitendra KumarBelum ada peringkat
- Motor Ship Steam Plant ControlDokumen1 halamanMotor Ship Steam Plant ControlJitendra KumarBelum ada peringkat
- Navigation LightingDokumen1 halamanNavigation LightingJitendra KumarBelum ada peringkat
- Lifting Using Accessories: Calculation of LoadDokumen2 halamanLifting Using Accessories: Calculation of LoadJitendra KumarBelum ada peringkat
- Hydraulic SystemsDokumen4 halamanHydraulic SystemsJitendra KumarBelum ada peringkat
- LiftingDokumen5 halamanLiftingJitendra KumarBelum ada peringkat
- Jacket Water SystemDokumen2 halamanJacket Water SystemJitendra KumarBelum ada peringkat
- Liquified Gas CargoesDokumen2 halamanLiquified Gas CargoesJitendra KumarBelum ada peringkat
- Halon 1301 Bromotrichlhoromethane CF3BrDokumen2 halamanHalon 1301 Bromotrichlhoromethane CF3BrJitendra Kumar0% (1)
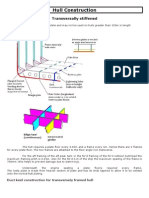
- Hull ConstructionDokumen4 halamanHull ConstructionJitendra KumarBelum ada peringkat
- Hydraulic GovernorsDokumen6 halamanHydraulic GovernorsJitendra KumarBelum ada peringkat
- Holding Down ArrangementsDokumen3 halamanHolding Down ArrangementsJitendra KumarBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Open and Closed Systems in ThermodynamicDokumen2 halamanOpen and Closed Systems in ThermodynamicArafath JazeebBelum ada peringkat
- Boe Exam Paper Oct 2012Dokumen10 halamanBoe Exam Paper Oct 2012Sandip WarbheBelum ada peringkat
- P Chem Homework 10Dokumen3 halamanP Chem Homework 10Matthew RayBelum ada peringkat
- New Frontiers For The Pipeline Integrity ManagementDokumen16 halamanNew Frontiers For The Pipeline Integrity ManagementMubeenBelum ada peringkat
- Mechanical Vibration WorksheetDokumen6 halamanMechanical Vibration Worksheetduraiprakash83Belum ada peringkat
- 2014 - Influence of Zn-Fe Molar Ratio On Optical andDokumen7 halaman2014 - Influence of Zn-Fe Molar Ratio On Optical andMoayad FlaifelBelum ada peringkat
- 10 Clivet Product Lineup 2019Dokumen6 halaman10 Clivet Product Lineup 2019irwantino susiloBelum ada peringkat
- Structure of The EarthDokumen10 halamanStructure of The EarthA 3Belum ada peringkat
- Degassed Acid Conductivity (DAC) : - The Fast Way To The TurbineDokumen12 halamanDegassed Acid Conductivity (DAC) : - The Fast Way To The TurbinesivamBelum ada peringkat
- Centre of Gravity, Stability & EquilibriumDokumen6 halamanCentre of Gravity, Stability & EquilibriumA BarrettBelum ada peringkat
- Chen 2015-Membrane Gas Separation Technologies For Biogas UpgradingDokumen50 halamanChen 2015-Membrane Gas Separation Technologies For Biogas UpgradingyenBelum ada peringkat
- CuZn33 CatalogueDokumen9 halamanCuZn33 CataloguefedericoBelum ada peringkat
- TextDokumen6 halamanTextRisyane Yoandira AgnesaBelum ada peringkat
- TIG200A User ManualDokumen14 halamanTIG200A User Manualjeffradford9138Belum ada peringkat
- Major Project (Zeroth Review)Dokumen10 halamanMajor Project (Zeroth Review)RUSHENDAR REDDYBelum ada peringkat
- 便携式钻杆漏磁检测装置Dokumen50 halaman便携式钻杆漏磁检测装置xiong hanBelum ada peringkat
- Optical Materials: M. Aslam Manthrammel, Mohd. Shkir, Mohd Anis, S.S. Shaikh, H. Elhosiny Ali, S. AlfaifyDokumen7 halamanOptical Materials: M. Aslam Manthrammel, Mohd. Shkir, Mohd Anis, S.S. Shaikh, H. Elhosiny Ali, S. AlfaifyEdgar E Mosquera VargasBelum ada peringkat
- Casting of AluminiumDokumen36 halamanCasting of AluminiumRezza RuzuqiBelum ada peringkat
- Product Overview - PROCESS OVERVIEWDokumen8 halamanProduct Overview - PROCESS OVERVIEWxuyen tranBelum ada peringkat
- Ad-A04 Ell Ipport - E - Je Pu. Ocsign 000 Uy 060 He or (U) (Dokumen13 halamanAd-A04 Ell Ipport - E - Je Pu. Ocsign 000 Uy 060 He or (U) (Faizhal Dimas LeksonoBelum ada peringkat
- Drag Force Word DocumentDokumen31 halamanDrag Force Word Documentamber19995Belum ada peringkat
- Colposcope Model 955 Led: Owner'S ManualDokumen16 halamanColposcope Model 955 Led: Owner'S ManualmihaelaputinaBelum ada peringkat
- Differences Between Vapour Comression and Vapour Absorption Refrigeration SystemsDokumen2 halamanDifferences Between Vapour Comression and Vapour Absorption Refrigeration SystemsGorantla Murali KrishnaBelum ada peringkat
- Does Cloud Seeding Really Work? An Experiment Above Idaho Suggests Humans Can Turbocharge SnowfallDokumen3 halamanDoes Cloud Seeding Really Work? An Experiment Above Idaho Suggests Humans Can Turbocharge SnowfallAncaBotocBelum ada peringkat
- Numerical Simulation of Nonlinear Engineering Problems Using LS DYNADokumen26 halamanNumerical Simulation of Nonlinear Engineering Problems Using LS DYNAgaman leeBelum ada peringkat
- Ejercicios PDFDokumen4 halamanEjercicios PDFserepoesia10Belum ada peringkat
- Physical Science Summative Exam. First QuarterDokumen5 halamanPhysical Science Summative Exam. First QuarterIsagani WagisBelum ada peringkat
- Stress and Time-Dependent Properties of Crushed Chalk - Bialowas Et Al (2018)Dokumen15 halamanStress and Time-Dependent Properties of Crushed Chalk - Bialowas Et Al (2018)Huya HuyananBelum ada peringkat
- Book Review-Quantitative Seismic Interpretation Applying Rock PhysicsDokumen2 halamanBook Review-Quantitative Seismic Interpretation Applying Rock PhysicsQazi Sohail ImranBelum ada peringkat