Anda mungkin juga menyukai
- Preparation of Turkey Red OilDokumen16 halamanPreparation of Turkey Red OilHimanshu Jha73% (11)
- Design Calculations For Pressure VesselsDokumen73 halamanDesign Calculations For Pressure Vesselsshani5573Belum ada peringkat
- SDM Cyclone SizingDokumen7 halamanSDM Cyclone Sizingmohamed_sahnoun_enisBelum ada peringkat
- VRM-Fill Data Only in Yellow Cells: Total Feed (MT) Clinker (MT) Gypsum (MT) Slag (MT)Dokumen2 halamanVRM-Fill Data Only in Yellow Cells: Total Feed (MT) Clinker (MT) Gypsum (MT) Slag (MT)Sahadeb Manna100% (1)
- Raw Mill Nozzle Ring Area 8/6/2019 11:02: 4.47 m2 m2 m2 m2 m2 3.57 m2Dokumen6 halamanRaw Mill Nozzle Ring Area 8/6/2019 11:02: 4.47 m2 m2 m2 m2 m2 3.57 m2Bùi Hắc HảiBelum ada peringkat
- Jet Bit Nozzle Size SelectionDokumen46 halamanJet Bit Nozzle Size SelectionBharat BhattaraiBelum ada peringkat
- International Chemistry Olympiad Problems Volume 03 (2009-2013)Dokumen291 halamanInternational Chemistry Olympiad Problems Volume 03 (2009-2013)Science Olympiad Blog75% (4)
- Calculation Sheet: Padeye Calculations LoadsDokumen15 halamanCalculation Sheet: Padeye Calculations Loadsshani5573Belum ada peringkat
- 04 MillingDokumen21 halaman04 MillingMKPashaPasha100% (1)
- R A R F U: % Passing Size, M Feed Coarse FinesDokumen3 halamanR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütBelum ada peringkat
- Productivity Long-HoleDokumen16 halamanProductivity Long-HoleSujib BarmanBelum ada peringkat
- Chuong 2-Roller MillDokumen24 halamanChuong 2-Roller MillAmit Sharma0% (1)
- MT French AdvancedDokumen64 halamanMT French AdvancedperacBelum ada peringkat
- ZeiselDokumen98 halamanZeiselGirne100% (1)
- Report On Cement MillDokumen9 halamanReport On Cement MillYounas Khan100% (1)
- False Air - Measuerment OverviewDokumen11 halamanFalse Air - Measuerment OverviewVijay BhanBelum ada peringkat
- Finish Grinding by Roller PressDokumen3 halamanFinish Grinding by Roller PressManish Verma100% (3)
- QUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYDokumen8 halamanQUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYVijay BhanBelum ada peringkat
- Optimizing Raw Mills PerformanceDokumen9 halamanOptimizing Raw Mills PerformanceIrshad HussainBelum ada peringkat
- Roller Press 1Dokumen4 halamanRoller Press 1bipinagarwalBelum ada peringkat
- Motion of Particles in FluidDokumen26 halamanMotion of Particles in FluidSubakti HungBelum ada peringkat
- Fourier Transform TablesDokumen9 halamanFourier Transform TablesOrder17Belum ada peringkat
- MT French Vocabulary Course PDFDokumen48 halamanMT French Vocabulary Course PDFsuigeneris11Belum ada peringkat
- Study of The Grinding Balls Distribution Inside The MillDokumen2 halamanStudy of The Grinding Balls Distribution Inside The Millsempatik721Belum ada peringkat
- 9 - RAWGRINDING CementDokumen28 halaman9 - RAWGRINDING CementAnoop Tiwari100% (2)
- Blue Book Cor Us 20041011Dokumen960 halamanBlue Book Cor Us 20041011ccbserialk100% (1)
- VDZ-Onlinecourse 4 5 enDokumen30 halamanVDZ-Onlinecourse 4 5 enAnonymous iI88LtBelum ada peringkat
- 4 - False Air Profile Dry Preheater KilnDokumen1 halaman4 - False Air Profile Dry Preheater KilnSundara SubramaniyanBelum ada peringkat
- CLNKRCLRTYPES-GRTROTPLANETRYDokumen32 halamanCLNKRCLRTYPES-GRTROTPLANETRYJoko Dewoto100% (4)
- Conveyor Belt Installtion SplicingDokumen71 halamanConveyor Belt Installtion SplicingMatthew Butler75% (4)
- Common Problems in Cement Plant: One Issue From Each SectionDokumen7 halamanCommon Problems in Cement Plant: One Issue From Each SectionYhaneBelum ada peringkat
- MILL OPTIMISE June 99-DBDokumen53 halamanMILL OPTIMISE June 99-DBmohamedredaBelum ada peringkat
- Review RollerPress OperationsDokumen331 halamanReview RollerPress OperationsAnonymous 3ESYcrKPBelum ada peringkat
- Vibration Analysis On BearingsDokumen67 halamanVibration Analysis On BearingsronfrendBelum ada peringkat
- How To Conduct A Ball Mill AuditDokumen7 halamanHow To Conduct A Ball Mill Auditsafwat hassan100% (1)
- Ball Charge Design Methods GuideDokumen12 halamanBall Charge Design Methods GuidePaulo VidasBelum ada peringkat
- Modern Cement Grinding Systems ComparedDokumen14 halamanModern Cement Grinding Systems ComparedCao Ngoc AnhBelum ada peringkat
- Heat Balance Kiln & Cooler P 6: InstructionsDokumen32 halamanHeat Balance Kiln & Cooler P 6: Instructionstika100% (1)
- Loesche Seminar VCM Study Dec03Dokumen132 halamanLoesche Seminar VCM Study Dec03stelios nikoladosBelum ada peringkat
- 5) Flow Measurement - stagECC - Rev1 2009Dokumen49 halaman5) Flow Measurement - stagECC - Rev1 2009hmaza shakeelBelum ada peringkat
- Lucie MillDokumen50 halamanLucie MillJoko DewotoBelum ada peringkat
- Cement Mill Calculation DesaignDokumen1 halamanCement Mill Calculation DesaignHilmy MuhammadBelum ada peringkat
- 081 - TSP HUA400 20080305 Kiln Audit Dec07Dokumen30 halaman081 - TSP HUA400 20080305 Kiln Audit Dec07mkpq100% (2)
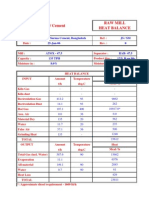
- Raw Mill Heat BalanceDokumen1 halamanRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- 08 Rp-Trouble ShootingDokumen26 halaman08 Rp-Trouble Shootingaff bearBelum ada peringkat
- Measurements of The Quality of Cement Produced From Looped LimestoneDokumen30 halamanMeasurements of The Quality of Cement Produced From Looped LimestoneCharlie Dean100% (1)
- Vertical roller mill grinding efficiencyDokumen11 halamanVertical roller mill grinding efficiencybkchoudhury1993Belum ada peringkat
- User Guide PDFDokumen27 halamanUser Guide PDFbulentbulut100% (1)
- Tromp Curve Calculations and ResultsDokumen3 halamanTromp Curve Calculations and Resultsrecai100% (2)
- .Improvement in Performance of Ball Mill in Cement GrindingDokumen4 halaman.Improvement in Performance of Ball Mill in Cement Grindingdeni jakaBelum ada peringkat
- Impact of Process Parameters On QualityDokumen25 halamanImpact of Process Parameters On QualityDineshBelum ada peringkat
- VRM C SimulatorDokumen19 halamanVRM C SimulatorIrshad HussainBelum ada peringkat
- Grinding and Classifying Technology For Slag: Replacement Factors DryingDokumen6 halamanGrinding and Classifying Technology For Slag: Replacement Factors DryingGerman Gabriel Anaya Vega100% (1)
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Dokumen17 halamanCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- MC V0 B000 TOC v7 0 1 PDFDokumen171 halamanMC V0 B000 TOC v7 0 1 PDFcassindrome100% (2)
- Improvement of Productivity Using Tromp Curve MeasDokumen11 halamanImprovement of Productivity Using Tromp Curve MeasRachit Bansal BJ20099Belum ada peringkat
- CM2 Process Media Mix Up 2014 2015Dokumen31 halamanCM2 Process Media Mix Up 2014 2015Junaid MazharBelum ada peringkat
- Cairo Technical Center VRM Design and ComponentsDokumen54 halamanCairo Technical Center VRM Design and ComponentsMujahid BalochBelum ada peringkat
- Increasing cement grinding capacity with vertical roller mill technologyDokumen7 halamanIncreasing cement grinding capacity with vertical roller mill technologymahreza189100% (2)
- Cement Production Operator Training GuideDokumen7 halamanCement Production Operator Training GuidemkpqBelum ada peringkat
- Cement Kiln Dust CKD Methods For ReductioDokumen21 halamanCement Kiln Dust CKD Methods For ReductiofaheemqcBelum ada peringkat
- Cement Chapter 2Dokumen19 halamanCement Chapter 2shani5573Belum ada peringkat
- Cyclone Sizing Selection GuideDokumen18 halamanCyclone Sizing Selection GuideLuis VelasquezBelum ada peringkat
- Maximizing Alternative Fuel Use in Cement ProductionDokumen4 halamanMaximizing Alternative Fuel Use in Cement Productionmohamadi42100% (1)
- enDokumen22 halamanenAnonymous iI88LtBelum ada peringkat
- 031 Introduction Cement Grinding With Ball Mill SystemsDokumen4 halaman031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoBelum ada peringkat
- Pyro-processing system flow overviewDokumen1 halamanPyro-processing system flow overviewVijay BhanBelum ada peringkat
- Ball Mill OptimiztionDokumen8 halamanBall Mill OptimiztionShakil AhmadBelum ada peringkat
- Grate Cooler Thermal AnalysisDokumen14 halamanGrate Cooler Thermal Analysisaman131Belum ada peringkat
- Rotary Kilns: Transport Phenomena and Transport ProcessesDari EverandRotary Kilns: Transport Phenomena and Transport ProcessesPenilaian: 4.5 dari 5 bintang4.5/5 (4)
- Foundation For Roller PressDokumen3 halamanFoundation For Roller PressRollerJonny0% (1)
- Lab Chi ML EngDokumen7 halamanLab Chi ML EngHilmy MuhammadBelum ada peringkat
- Mustafa Kamal Pasha: Calender For 2011Dokumen4 halamanMustafa Kamal Pasha: Calender For 2011shani5573Belum ada peringkat
- Year-End Tax Planning Calculator1Dokumen18 halamanYear-End Tax Planning Calculator1shani5573Belum ada peringkat
- 1UIADokumen7 halaman1UIAshani5573Belum ada peringkat
- Currency Rate Calculator1Dokumen1 halamanCurrency Rate Calculator1shani5573Belum ada peringkat
- Pile Load Test: (Source: Pile Design and Construction by M.J. Tomlinson, 1994)Dokumen4 halamanPile Load Test: (Source: Pile Design and Construction by M.J. Tomlinson, 1994)Arvin BhurtunBelum ada peringkat
- A4-P 1.0 enDokumen4 halamanA4-P 1.0 enshani5573Belum ada peringkat
- Gear BoxDokumen4 halamanGear Boxshani5573Belum ada peringkat
- Pile LOad Test AADokumen1 halamanPile LOad Test AAshani5573Belum ada peringkat
- Process Systems Process System - Introduction: System Levels in Ore / Minerals ProcessingDokumen12 halamanProcess Systems Process System - Introduction: System Levels in Ore / Minerals ProcessingepaccoyBelum ada peringkat
- On 17Dokumen2 halamanOn 17shani5573Belum ada peringkat
- Marvelous FishesDokumen51 halamanMarvelous FishesMushtaq M.ChinoyBelum ada peringkat
- MD20.12 Gear Units Fast Track en Es ItDokumen22 halamanMD20.12 Gear Units Fast Track en Es ItJosueNorrisBelum ada peringkat
- Equipment - Elect Kiln 2Dokumen26 halamanEquipment - Elect Kiln 2shani5573Belum ada peringkat
- A4-P 1.0 enDokumen4 halamanA4-P 1.0 enshani5573Belum ada peringkat
- SHUTDODokumen13 halamanSHUTDOshani5573Belum ada peringkat
- Alternative Mixed: Cost /ton $ Cost /ton $ Cost /ton $ Cost /ton $Dokumen3 halamanAlternative Mixed: Cost /ton $ Cost /ton $ Cost /ton $ Cost /ton $shani5573Belum ada peringkat
- Square FootingDokumen9 halamanSquare Footingshani5573Belum ada peringkat
- Knowledge ManagementDokumen298 halamanKnowledge Managementshani5573Belum ada peringkat
- Virus Signature DatabaseDokumen1 halamanVirus Signature Databaseshani5573Belum ada peringkat
- Arrangement of EquipmentDokumen4 halamanArrangement of Equipmentshani5573Belum ada peringkat
- Army Welfare Trust Nizampur Cement Plant: Electrical DepartmentDokumen18 halamanArmy Welfare Trust Nizampur Cement Plant: Electrical Departmentshani5573Belum ada peringkat
- 2nd Line Presentation Dated 12-07-2003Dokumen5 halaman2nd Line Presentation Dated 12-07-2003shani5573Belum ada peringkat
- Lucky Cement Limited Karachi Project: SR No. Date LINE Equipments Defect/Deficiencies/ProblemsDokumen4 halamanLucky Cement Limited Karachi Project: SR No. Date LINE Equipments Defect/Deficiencies/Problemsshani5573Belum ada peringkat
- Three-Dimensional Effects For Supported Excavations in ClayDokumen7 halamanThree-Dimensional Effects For Supported Excavations in ClayrkBelum ada peringkat
- Review of Literature On Probability of Detection For Liquid Penetrant Nondestructive TestingDokumen51 halamanReview of Literature On Probability of Detection For Liquid Penetrant Nondestructive TestingVicky GautamBelum ada peringkat
- Worksheet: ProofsDokumen3 halamanWorksheet: ProofsPCHANFANBelum ada peringkat
- Inline Desilter ManualDokumen18 halamanInline Desilter ManualdesaviniciusBelum ada peringkat
- Job 1 SksoDokumen5 halamanJob 1 SksoFajAr OkTaBelum ada peringkat
- ANSYS Model of A Cylindrical Fused Silica Fibre-01Dokumen15 halamanANSYS Model of A Cylindrical Fused Silica Fibre-01lamia97Belum ada peringkat
- Dr. Mezmer's Psychopedia of Bad PsychologyDokumen378 halamanDr. Mezmer's Psychopedia of Bad PsychologyArt Marr100% (5)
- Ewald SphereDokumen57 halamanEwald SphereMohammad Rameez0% (1)
- Effect of Speration in Modified BitumenDokumen12 halamanEffect of Speration in Modified BitumenyadavameBelum ada peringkat
- Modeling of Synchronous Generators in Power System Studies: October 2016Dokumen12 halamanModeling of Synchronous Generators in Power System Studies: October 2016aswardiBelum ada peringkat
- The Weighted Histogram Analysis Method (WHAM) : Michael AndrecDokumen14 halamanThe Weighted Histogram Analysis Method (WHAM) : Michael AndrecWilliam AgudeloBelum ada peringkat
- Reciprocating compressor performance analysis using computer simulationDokumen9 halamanReciprocating compressor performance analysis using computer simulationLeandro Garcia VelaBelum ada peringkat
- Chapter 2 1 - Linear EquationsDokumen23 halamanChapter 2 1 - Linear Equationsapi-263209117Belum ada peringkat
- Offshore Pipeline Hydraulic and Mechanical AnalysesDokumen25 halamanOffshore Pipeline Hydraulic and Mechanical AnalysesEslam RedaBelum ada peringkat
- Aditya and VarahaDokumen7 halamanAditya and VarahaVibhats VibhorBelum ada peringkat
- The Synchronus Rotor Instability Phenomenon - Morton Effect PDFDokumen9 halamanThe Synchronus Rotor Instability Phenomenon - Morton Effect PDFabdullah buttBelum ada peringkat
- LTV 816 T LITE ONElectronicsDokumen10 halamanLTV 816 T LITE ONElectronicsEstebanLiBelum ada peringkat
- Design Project: SEV200 - Geotechnical Investigation and Design Last Update: 09/05/2020Dokumen12 halamanDesign Project: SEV200 - Geotechnical Investigation and Design Last Update: 09/05/2020abdulqadirghoriBelum ada peringkat
- Levee Drain Analysis in SlideDokumen12 halamanLevee Drain Analysis in SlideAdriRGBelum ada peringkat
- Samuel Glasstone - Thermodynamics For Chemists PDFDokumen532 halamanSamuel Glasstone - Thermodynamics For Chemists PDFRimmon Singh100% (2)
- 2018 MunsellelectronicDokumen9 halaman2018 MunsellelectronicCristian Camilo Quitian MoralesBelum ada peringkat
- Numericals - RajasthanUniversity - Papers End Sem ChemDokumen20 halamanNumericals - RajasthanUniversity - Papers End Sem ChemJanmendraBelum ada peringkat
- Static Mixers for Solid-Solid MixingDokumen8 halamanStatic Mixers for Solid-Solid MixingSalsa_Picante_BabyBelum ada peringkat
- Bhavans Public School, Doha - Qatar: Model Question Paper 2016-17 MathematicsDokumen4 halamanBhavans Public School, Doha - Qatar: Model Question Paper 2016-17 MathematicsSanthosh KrishnanBelum ada peringkat
- Name: Teacher: Date: Score:: Identify The Properties of MathematicsDokumen2 halamanName: Teacher: Date: Score:: Identify The Properties of MathematicsMacPapitaBelum ada peringkat