Anda mungkin juga menyukai
- Balmoral Bunded Tank InstallationDokumen4 halamanBalmoral Bunded Tank InstallationAlberto DiazBelum ada peringkat
- Hazen - William Coeficiente FBEDokumen10 halamanHazen - William Coeficiente FBEOrlandoBelum ada peringkat
- ES-20.14 Waste Heat PTT Public Co., LTD Recovery Units Engineering Standard REV: 02Dokumen10 halamanES-20.14 Waste Heat PTT Public Co., LTD Recovery Units Engineering Standard REV: 02Nikki RobertsBelum ada peringkat
- Strength Calculation STR-2002Dokumen84 halamanStrength Calculation STR-2002Enryan Oreski RiyadiBelum ada peringkat
- ASMESectionVIIIDivision1 WeldNeckFlangeCalc PDFDokumen8 halamanASMESectionVIIIDivision1 WeldNeckFlangeCalc PDFLisa MaloneBelum ada peringkat
- 10inch Inlet DiffuserDokumen1 halaman10inch Inlet DiffuserJulian Vega DiazBelum ada peringkat
- Equivalent PressureDokumen1 halamanEquivalent PressureSarfaraz KhanBelum ada peringkat
- Intersecting Spherical Pressure TankDokumen25 halamanIntersecting Spherical Pressure TankLuci Oktaria SitorusBelum ada peringkat
- CPP-NA2-PM-PLN-0015 Procedure For Hydrostatic TestingDokumen18 halamanCPP-NA2-PM-PLN-0015 Procedure For Hydrostatic TestingAdil Ijaz100% (1)
- Manual Tank Gauging For Small TanksDokumen30 halamanManual Tank Gauging For Small Tanksmahi1437Belum ada peringkat
- Catalog Intipratama Global TeknikDokumen34 halamanCatalog Intipratama Global TeknikToto SusantoBelum ada peringkat
- Project Standard and Specifications Painting Specifications Rev01webDokumen6 halamanProject Standard and Specifications Painting Specifications Rev01webhiyeonBelum ada peringkat
- Pig BasicsDokumen93 halamanPig Basicsamaan_auBelum ada peringkat
- Dry Bulk Storage Tank SpecificationDokumen7 halamanDry Bulk Storage Tank SpecificationMohamed Mostafa IbrahimBelum ada peringkat
- Tank Jet MixersDokumen2 halamanTank Jet MixersGabriela Axinte100% (1)
- ASME Pressure Vessel Design Code OverviewDokumen62 halamanASME Pressure Vessel Design Code OverviewLê Phạm HoàngBelum ada peringkat
- Mixing Nozzles-Korting PDFDokumen8 halamanMixing Nozzles-Korting PDFGerman Enriquez VeraBelum ada peringkat
- Ultimate Clean FlyerDokumen4 halamanUltimate Clean FlyerMorris MorrisonBelum ada peringkat
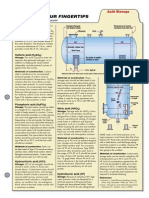
- Acid StorageDokumen1 halamanAcid StorageChelsea SkinnerBelum ada peringkat
- Datasheet Floating Roof Tanks Spill Prevention Level Switch SXRLTX A Series1 EnglishDokumen4 halamanDatasheet Floating Roof Tanks Spill Prevention Level Switch SXRLTX A Series1 EnglishDylan RamasamyBelum ada peringkat
- Joint Efficiency - EDokumen6 halamanJoint Efficiency - EPaul NeedhamBelum ada peringkat
- Pvdci 1.2 Pressure Vessel Design As Per AsmeDokumen15 halamanPvdci 1.2 Pressure Vessel Design As Per AsmeAdekimi EmmanuelBelum ada peringkat
- PDO Approved Inspection BodiesDokumen15 halamanPDO Approved Inspection BodiesMohammed Rizwan AhmedBelum ada peringkat
- Reconstruction Airport Expansion JointsDokumen5 halamanReconstruction Airport Expansion JointsaltipatlarBelum ada peringkat
- Floating Roof TankDokumen2 halamanFloating Roof TankVasant Kumar VarmaBelum ada peringkat
- FRP PresentationDokumen21 halamanFRP PresentationKhairul AnwarBelum ada peringkat
- Tank Venting API 2000Dokumen3 halamanTank Venting API 2000Gusfi CarsurinBelum ada peringkat
- Calculo Gas Motor Tank 3000 ADokumen30 halamanCalculo Gas Motor Tank 3000 AahmadhatakeBelum ada peringkat
- PE PandGJ AMPL PDFDokumen4 halamanPE PandGJ AMPL PDFTinuoye Folusho OmotayoBelum ada peringkat
- Narrow Face Flange - Slip On Hub TypeDokumen17 halamanNarrow Face Flange - Slip On Hub TypeEng-CalculationsBelum ada peringkat
- BTE Dome Brochure Jun 10Dokumen2 halamanBTE Dome Brochure Jun 10م.ذكى فضل ذكىBelum ada peringkat
- Purchase Spec. For Nozzles Swage (Sa106b)Dokumen4 halamanPurchase Spec. For Nozzles Swage (Sa106b)Daison PaulBelum ada peringkat
- Water SoftenersDokumen11 halamanWater Softenersadel rihanaBelum ada peringkat
- Technical Specification Carbon Steel Heat Exchangers: Project No: 338033Dokumen14 halamanTechnical Specification Carbon Steel Heat Exchangers: Project No: 338033jdgh1986Belum ada peringkat
- 6-12-0001 Rev 6 General Spec For Pressure VesselsDokumen15 halaman6-12-0001 Rev 6 General Spec For Pressure Vesselsravi2007Belum ada peringkat
- N2 Membrane Technical PDFDokumen3 halamanN2 Membrane Technical PDFMargaret DaughertyBelum ada peringkat
- Plantfume DDVP Msds (05-09)Dokumen3 halamanPlantfume DDVP Msds (05-09)newaltadannyBelum ada peringkat
- Pipping FormulaDokumen8 halamanPipping Formularajeshsabitha80Belum ada peringkat
- As Built: Rfso, C/W Dip PipeDokumen18 halamanAs Built: Rfso, C/W Dip Piperomeo112976Belum ada peringkat
- SP-2069 Specification For Pressure VesselsDokumen68 halamanSP-2069 Specification For Pressure Vesselsarjunprasannan7Belum ada peringkat
- Pressure Vessel SpecificationDokumen15 halamanPressure Vessel Specificationmichael chiwuezeBelum ada peringkat
- Engineering Design Guide For Storage TanksDokumen107 halamanEngineering Design Guide For Storage Tankssonng.engBelum ada peringkat
- CFI Rim Seal Fire Protection PDFDokumen2 halamanCFI Rim Seal Fire Protection PDFmohamed fanouchBelum ada peringkat
- TankerDokumen60 halamanTankerlopezdestructionBelum ada peringkat
- Section VIII, Division 1, 2, 3 - Pressure Vessels 09272023Dokumen182 halamanSection VIII, Division 1, 2, 3 - Pressure Vessels 09272023Miguel SenaBelum ada peringkat
- Ensuring LNG Liquefaction Facilities Sys PDFDokumen12 halamanEnsuring LNG Liquefaction Facilities Sys PDFdhurjatibhuteshBelum ada peringkat
- SPC-0804.02-20.06 Rev D2 Field-Erected Low Pressure Storage TankDokumen14 halamanSPC-0804.02-20.06 Rev D2 Field-Erected Low Pressure Storage TankswehcctkBelum ada peringkat
- Hydrostatic Test ChartDokumen10 halamanHydrostatic Test ChartAnanda ShofwanBelum ada peringkat
- Pipe Wall Thickness CalculationDokumen1 halamanPipe Wall Thickness Calculationfarhad soopithodiBelum ada peringkat
- DC S3-1301 REV.0 OriginalDokumen93 halamanDC S3-1301 REV.0 OriginalPeja JusohBelum ada peringkat
- Bb.g-Vsp-Pve-Ed-20-Me-Das-001 - 0Dokumen24 halamanBb.g-Vsp-Pve-Ed-20-Me-Das-001 - 0Luong AnhBelum ada peringkat
- Bunded Steel Fuel Tanks - SmallDokumen1 halamanBunded Steel Fuel Tanks - SmallNAHASALI11Belum ada peringkat
- Bulk Storage TankDokumen10 halamanBulk Storage TankesutjiadiBelum ada peringkat
- Pipe - Line Bevel MachineDokumen24 halamanPipe - Line Bevel MachineSun SunBelum ada peringkat
- Pressure Vessel Design Safety in Gas ProcessingDokumen7 halamanPressure Vessel Design Safety in Gas ProcessingTeuku Muhammad ArrahmanBelum ada peringkat
- Webinar Slides Tank Blanketing 101Dokumen28 halamanWebinar Slides Tank Blanketing 101edgardiaz5519Belum ada peringkat
- Double Wall Tank Installation InstructionsDokumen4 halamanDouble Wall Tank Installation InstructionsalokinstBelum ada peringkat
- A Regular ASME Design Checklist - Deconeq Engineering GroupDokumen3 halamanA Regular ASME Design Checklist - Deconeq Engineering GroupAmit SharmaBelum ada peringkat
- Piping Welding General Specification Consortium) Rev-3Dokumen48 halamanPiping Welding General Specification Consortium) Rev-3rvsreddy1972Belum ada peringkat
- GSPC Gas Company Ball Valve Technical SpecificationDokumen16 halamanGSPC Gas Company Ball Valve Technical SpecificationAbhijit TumbreBelum ada peringkat
- Crack NoteDokumen1 halamanCrack NoteNikki RobertsBelum ada peringkat
- KPiping Co steel structure WH level 1 Gantt chartDokumen1 halamanKPiping Co steel structure WH level 1 Gantt chartNikki RobertsBelum ada peringkat
- Key Adv 7Dokumen1 halamanKey Adv 7Nikki RobertsBelum ada peringkat
- Etank2000 Report Si - 111 - Tank ReportDokumen17 halamanEtank2000 Report Si - 111 - Tank ReportNikki RobertsBelum ada peringkat
- LicenseDokumen1 halamanLicenseLauren MaxwellBelum ada peringkat
- Stand Alone Installation InstructionsDokumen9 halamanStand Alone Installation InstructionsNikki RobertsBelum ada peringkat
- Transport BeamDokumen1 halamanTransport Beamdd6077Belum ada peringkat
- Pressure Vessel Cone Design ToolDokumen1 halamanPressure Vessel Cone Design ToolssierroBelum ada peringkat
- User's Guide 2DDokumen110 halamanUser's Guide 2DNikki RobertsBelum ada peringkat
- New Text DocumentDokumen1 halamanNew Text DocumentNikki RobertsBelum ada peringkat
- Config LiftingDokumen1 halamanConfig Liftingdd6077Belum ada peringkat
- How To Build A Home Theater SystemDokumen4 halamanHow To Build A Home Theater SystemNikki RobertsBelum ada peringkat
- Clarion Aux Input - My BlogDokumen11 halamanClarion Aux Input - My BlogNikki RobertsBelum ada peringkat
- Cadworx MCidDokumen1 halamanCadworx MCidNikki RobertsBelum ada peringkat
- Home Theater: GuideDokumen32 halamanHome Theater: Guidecck4251Belum ada peringkat
- T184 B12 RB 1Dokumen1 halamanT184 B12 RB 1Nikki RobertsBelum ada peringkat
- Building Pluto SubwoofersDokumen5 halamanBuilding Pluto Subwooferscck4251Belum ada peringkat
- ASIO4ALL v2 Instruction ManualDokumen9 halamanASIO4ALL v2 Instruction Manualanon-389445100% (5)
- d8 Manual enDokumen80 halamand8 Manual enNikki RobertsBelum ada peringkat
- McIntosh EF-1080I Information - My BlogDokumen38 halamanMcIntosh EF-1080I Information - My Blogcck4251Belum ada peringkat
- T184 G4 RC - 1Dokumen1 halamanT184 G4 RC - 1Nikki RobertsBelum ada peringkat
- T184-E-02 - Rev B (01 10 57)Dokumen1 halamanT184-E-02 - Rev B (01 10 57)Nikki RobertsBelum ada peringkat
- General Fabrication Requirements Cutting PlatesDokumen10 halamanGeneral Fabrication Requirements Cutting PlatesSergio CharcapeBelum ada peringkat
- Xderror Exception: Cannot Find File or Directory: C:/Program Files/N-Track/N - Track Studio 7/Vstpluginsshared/Xln Audio/Addictive Drums/XdresourcesDokumen1 halamanXderror Exception: Cannot Find File or Directory: C:/Program Files/N-Track/N - Track Studio 7/Vstpluginsshared/Xln Audio/Addictive Drums/XdresourcesNikki RobertsBelum ada peringkat
- T184 G6 RB - 1Dokumen1 halamanT184 G6 RB - 1Nikki RobertsBelum ada peringkat
- Isomatric View: PD Isomatric View Office Ra Wh37 ENS-WH-RAWH37-S-001Dokumen1 halamanIsomatric View: PD Isomatric View Office Ra Wh37 ENS-WH-RAWH37-S-001Nikki RobertsBelum ada peringkat
- FabTrolruanjian & AISCrenzhengDokumen20 halamanFabTrolruanjian & AISCrenzhengNikki RobertsBelum ada peringkat
- ExecutionDokumen1 halamanExecutionNikki RobertsBelum ada peringkat
- Ht-s3100 Manual eDokumen64 halamanHt-s3100 Manual eNikki RobertsBelum ada peringkat
- ME8793 Process Planning and Cost EStimation UNIT 5 NotesDokumen26 halamanME8793 Process Planning and Cost EStimation UNIT 5 NotesLEO PRAVIN PBelum ada peringkat
- Welding Procedures and Welders QualificationDokumen41 halamanWelding Procedures and Welders QualificationHamid MansouriBelum ada peringkat
- Techsupport #63: Properties and ProcessingDokumen4 halamanTechsupport #63: Properties and ProcessingNguyễn Linh100% (1)
- WELDING CONSUMABLES-Hardfacing PDFDokumen18 halamanWELDING CONSUMABLES-Hardfacing PDFmanuel_plfBelum ada peringkat
- Steel EPDDokumen12 halamanSteel EPDAndrei NeațuBelum ada peringkat
- Cast Iron Valves: JIS 5K/10K, Class 125Dokumen20 halamanCast Iron Valves: JIS 5K/10K, Class 125Alexjohn2009Belum ada peringkat
- LIS 02 BrochureDokumen4 halamanLIS 02 BrochureRakesh S MusaleBelum ada peringkat
- Copper Sulphate Crystallization Plants at Remote LDokumen6 halamanCopper Sulphate Crystallization Plants at Remote Lmaría joséBelum ada peringkat
- Physical Metallurgy of Ti-Ni-basedDokumen168 halamanPhysical Metallurgy of Ti-Ni-basedHossein FallahiBelum ada peringkat
- Electroplating (Learning Material of Chemistry) by HariyantoDokumen34 halamanElectroplating (Learning Material of Chemistry) by HariyantoHARIYANTO100% (4)
- Aws Bookstore. Aws d1.8 - d1Dokumen2 halamanAws Bookstore. Aws d1.8 - d1Caesar JJBelum ada peringkat
- GB T 1591 2008 PDFDokumen15 halamanGB T 1591 2008 PDFVíctor A. MirAlcBelum ada peringkat
- Health Lab No. Lab Date Sampled Date Model Asset IDDokumen29 halamanHealth Lab No. Lab Date Sampled Date Model Asset IDjohnBelum ada peringkat
- Cylindrical Mandrel TesterDokumen1 halamanCylindrical Mandrel TesterAbiem SebastyanBelum ada peringkat
- Indo-Persian Blades in The Collection Of: E. Gene BeallDokumen44 halamanIndo-Persian Blades in The Collection Of: E. Gene BeallBernardDelorBelum ada peringkat
- 4340Dokumen1 halaman4340ralishBelum ada peringkat
- Annexure B - GAD - DelCEN 2500 HV Series - 191217Dokumen8 halamanAnnexure B - GAD - DelCEN 2500 HV Series - 191217SAEL SOLARBelum ada peringkat
- D and F Block ElementsDokumen20 halamanD and F Block ElementsAnvi Mantri100% (3)
- Weller Soldering Tips BrochureDokumen20 halamanWeller Soldering Tips Brochurehaha2012Belum ada peringkat
- Hy200v3 Icc-Es Esr-4868Dokumen46 halamanHy200v3 Icc-Es Esr-4868Nazmul HassanBelum ada peringkat
- Wps PQRDokumen6 halamanWps PQRneelson_099Belum ada peringkat
- Roof Outlets BrochureDokumen32 halamanRoof Outlets BrochureKieran CondonBelum ada peringkat
- ASME V Article 5 Ultrasonic Examination Methods For MaterialsDokumen2 halamanASME V Article 5 Ultrasonic Examination Methods For MaterialsAmanda Ariesta Aprilia100% (1)
- Foundry Technology - II Students Handbook: Class XIIDokumen135 halamanFoundry Technology - II Students Handbook: Class XIINarasimha Murthy InampudiBelum ada peringkat
- Selectivity in BioleachingDokumen8 halamanSelectivity in BioleachingemiaBelum ada peringkat
- Raffmetal: UNI EN 1676 and 1706Dokumen2 halamanRaffmetal: UNI EN 1676 and 1706Anshuman RoyBelum ada peringkat
- NGZAM125-Product Release GuideDokumen4 halamanNGZAM125-Product Release GuideIshmael WoolooBelum ada peringkat
- ChosunDokumen201 halamanChosunsanketpavi21Belum ada peringkat
- Bapp 14399 9 Dti Washer AssemblyDokumen8 halamanBapp 14399 9 Dti Washer AssemblySUMANTABelum ada peringkat
- Caddy Arc 151i/201i: Portable Solutions For Professional WeldingDokumen2 halamanCaddy Arc 151i/201i: Portable Solutions For Professional Weldingr_cristiBelum ada peringkat