Anda mungkin juga menyukai
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDari Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsPenilaian: 4 dari 5 bintang4/5 (1)
- Electrical Load Calculation WorksheetDokumen2 halamanElectrical Load Calculation Worksheetkosmito50% (2)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDari EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsBelum ada peringkat
- FDM, Fem, FVMDokumen32 halamanFDM, Fem, FVMRaj EaswarmoorthiBelum ada peringkat
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsDari EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- M 181-05 Chain-Link Fence PDFDokumen18 halamanM 181-05 Chain-Link Fence PDFWalticoZegarraHerreraBelum ada peringkat
- Lessons Learned As oDokumen4 halamanLessons Learned As oDeepak GoyalBelum ada peringkat
- Electrical Design PrinciplesDokumen12 halamanElectrical Design PrinciplesLJ IDANE ARANASBelum ada peringkat
- API 14.3 Flow Conditioner Performance Test For The CPA 50E Flow ConditionerDokumen9 halamanAPI 14.3 Flow Conditioner Performance Test For The CPA 50E Flow ConditionerMahmoud El KhateebBelum ada peringkat
- DEP 30.10.02.13 Non-Metallic Materials - Selection and ApplicationDokumen53 halamanDEP 30.10.02.13 Non-Metallic Materials - Selection and ApplicationSergey Kichenko100% (1)
- SPE-10709 Physics Based Well Design - Beyond The Learning CurveDokumen5 halamanSPE-10709 Physics Based Well Design - Beyond The Learning Curvedrilling moneytreeBelum ada peringkat
- Work Instruction On Tube ExpansionDokumen40 halamanWork Instruction On Tube Expansionjayaarnav100% (1)
- Avinash MechwellDokumen33 halamanAvinash Mechwell1977julBelum ada peringkat
- Velocity String Helps To Revive A Standing Gas Well in Saudi ArabiaDokumen14 halamanVelocity String Helps To Revive A Standing Gas Well in Saudi Arabiaerdal aydin100% (1)
- Pipeline InspectionDokumen19 halamanPipeline InspectionsaeedalemveBelum ada peringkat
- Industrial Construction Estimating ManualDari EverandIndustrial Construction Estimating ManualPenilaian: 1 dari 5 bintang1/5 (1)
- CBIP Paper-Transformer Standardization - NTPCDokumen4 halamanCBIP Paper-Transformer Standardization - NTPCminal_ntpcBelum ada peringkat
- Sprinkler Design Course NotesDokumen68 halamanSprinkler Design Course Notesmcmidas87% (15)
- Optimization of Startups - RTPDokumen11 halamanOptimization of Startups - RTPmoh1234buk100% (1)
- VCCT For Abaqus PDFDokumen14 halamanVCCT For Abaqus PDFFelipe Dornellas SilvaBelum ada peringkat
- Smoke - Control ICB Handout PDFDokumen42 halamanSmoke - Control ICB Handout PDF185412Belum ada peringkat
- Paper On CGD NetworkDokumen5 halamanPaper On CGD NetworkAnant RubadeBelum ada peringkat
- 1314276003newsletter Reduce Boiler Tube Leakages in Your Power StationDokumen7 halaman1314276003newsletter Reduce Boiler Tube Leakages in Your Power StationNorman IskandarBelum ada peringkat
- Design Guidelines Pro II Rev inDokumen8 halamanDesign Guidelines Pro II Rev inNareshBelum ada peringkat
- Liquid Measurement Station DesignDokumen10 halamanLiquid Measurement Station Designsigit.kurniadiBelum ada peringkat
- Pro II Tutorial - Rev 9Dokumen15 halamanPro II Tutorial - Rev 9Manikandan SubramanianBelum ada peringkat
- 29-GS.09.53186-6.1 Material Selection ReportDokumen67 halaman29-GS.09.53186-6.1 Material Selection Reportfedemochilero100% (4)
- Reliability and Installation Effects of Ultrasonic Custody Transfer Gas Flow Meters Under Special ConditionsDokumen13 halamanReliability and Installation Effects of Ultrasonic Custody Transfer Gas Flow Meters Under Special ConditionsGalyna RomanBelum ada peringkat
- "Fiberglass!", "Why Does It Always Have To Be Fiberglass?": Fiberglass Work in Seven Easy StepsDokumen15 halaman"Fiberglass!", "Why Does It Always Have To Be Fiberglass?": Fiberglass Work in Seven Easy StepsEsnayder Nova CastellanosBelum ada peringkat
- Thermodynamics ExercicesDokumen4 halamanThermodynamics ExercicesElias Jose Akle VillarealBelum ada peringkat
- 5.2 Co2 Compression and Pumping PhilosophyDokumen9 halaman5.2 Co2 Compression and Pumping PhilosophyharryBelum ada peringkat
- Vit CFD Modeling Final ReportDokumen16 halamanVit CFD Modeling Final Reportrajeshps07Belum ada peringkat
- Turbines Paper Ray BeebeDokumen9 halamanTurbines Paper Ray Beebealiscribd46Belum ada peringkat
- Best Practices in Energy Efficiency in Cement Sector CFD Final PDFDokumen53 halamanBest Practices in Energy Efficiency in Cement Sector CFD Final PDFPradeepBelum ada peringkat
- Improved Power Plant PerformanceDokumen3 halamanImproved Power Plant Performanceshams100% (1)
- Gas Reticulation Project Group 8Dokumen13 halamanGas Reticulation Project Group 8Mohd Hafiz50% (2)
- Laboratory Projects 1 - Pipeline ConstructionDokumen9 halamanLaboratory Projects 1 - Pipeline ConstructionMaximiano FerrazBelum ada peringkat
- RC Beam Design CCAA - Revised 1.2 JWWDokumen12 halamanRC Beam Design CCAA - Revised 1.2 JWWFerdie TolosaBelum ada peringkat
- Turbine MaintainanceDokumen9 halamanTurbine Maintainanceer_sanjaypatel100% (2)
- Hydroprocessing DepropanizerDokumen12 halamanHydroprocessing DepropanizerSathish KumarBelum ada peringkat
- FYP QuestionsDokumen8 halamanFYP QuestionsSafa HinaiBelum ada peringkat
- Condition Monitoring of Steam Turbines by Performance AnalysisDokumen11 halamanCondition Monitoring of Steam Turbines by Performance AnalysisSikander Girgoukar100% (1)
- Cooling System ArticleDokumen16 halamanCooling System ArticleRiski Nalendra SukmaBelum ada peringkat
- Overview of AGA 7 Revision: On Gu Id El in EsDokumen5 halamanOverview of AGA 7 Revision: On Gu Id El in EsTriHendrawanBelum ada peringkat
- ESA-TECMSP-TN-007384 Rev2 - Process Verification of Altenative Chemical Conv Coating - SurtecDokumen6 halamanESA-TECMSP-TN-007384 Rev2 - Process Verification of Altenative Chemical Conv Coating - Surtecgoooga299Belum ada peringkat
- Service CatlogDokumen36 halamanService Catloggaurav pnrBelum ada peringkat
- Process Optimization-Tiew (IGL Services SDN BHD.)Dokumen9 halamanProcess Optimization-Tiew (IGL Services SDN BHD.)cristianBelum ada peringkat
- 1238 Francis Runners e PDFDokumen10 halaman1238 Francis Runners e PDFFolpoBelum ada peringkat
- Desafios en El Diseño de SeparadoresDokumen4 halamanDesafios en El Diseño de Separadoresmonjardin68Belum ada peringkat
- A Study On The Pressure Variation in A Ducted Heat Exchanger Using CFDDokumen12 halamanA Study On The Pressure Variation in A Ducted Heat Exchanger Using CFDAlejandro SaparratBelum ada peringkat
- Literature Review On Gas TurbineDokumen6 halamanLiterature Review On Gas Turbinefuhukuheseg2100% (1)
- Cesc O&mDokumen8 halamanCesc O&mghosal123Belum ada peringkat
- Gas Turbine Control System ThesisDokumen6 halamanGas Turbine Control System Thesisafcnenabv100% (2)
- Vpi 41Dokumen3 halamanVpi 41MKOZERDEMBelum ada peringkat
- V10at29a002 gt2022 78311Dokumen12 halamanV10at29a002 gt2022 78311Kendra KaiserBelum ada peringkat
- Successful Installation of The First Dual Concentric Completion System On 9 5 8inch Casing ESP ESP Type in ColombiaDokumen18 halamanSuccessful Installation of The First Dual Concentric Completion System On 9 5 8inch Casing ESP ESP Type in ColombiaAbe RmBelum ada peringkat
- 028 StachowitzDokumen13 halaman028 StachowitzGramlotBlacksmithBelum ada peringkat
- Flow Meter BrochureDokumen8 halamanFlow Meter BrochureJavier IglesiasBelum ada peringkat
- Comparison Between GIS & AISDokumen5 halamanComparison Between GIS & AISYaser Barrawaz100% (1)
- Powergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsDokumen13 halamanPowergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsKR PABelum ada peringkat
- Model-Based Method For Testing, Adjusting andDokumen31 halamanModel-Based Method For Testing, Adjusting andIntan Luruh LarasatiBelum ada peringkat
- Simulation Helps Design More Efficient Control ValveDokumen4 halamanSimulation Helps Design More Efficient Control ValveGaurav SinglaBelum ada peringkat
- A Case Study in Flow Assurance of A Pipeline-Riser System Using OlgaDokumen9 halamanA Case Study in Flow Assurance of A Pipeline-Riser System Using OlgaAnonymous 8te2h1Belum ada peringkat
- Articulo InvesDokumen25 halamanArticulo InvesYeferson TrujilloBelum ada peringkat
- DG SetDokumen6 halamanDG SetANKIT KUMAR RAJBelum ada peringkat
- Whitepaper Flowsic600 Dru en Im0081886Dokumen20 halamanWhitepaper Flowsic600 Dru en Im0081886vooikahnBelum ada peringkat
- AHS2011 HECC Design Final PDFDokumen15 halamanAHS2011 HECC Design Final PDFKarl GlorstadBelum ada peringkat
- Internal Corrosion Prediction Using Fluid Dynamics For Pipeline integrity@OMC-2011-122Dokumen10 halamanInternal Corrosion Prediction Using Fluid Dynamics For Pipeline integrity@OMC-2011-122Mahfoud AMMOURBelum ada peringkat
- Design and Testing of Ejectors For High Temperature Fuel Cell Hybrid Systems 1 PDFDokumen8 halamanDesign and Testing of Ejectors For High Temperature Fuel Cell Hybrid Systems 1 PDFHector Flores Marcos100% (1)
- Penajty: Docamedt Design Candu Reactors 52Dokumen18 halamanPenajty: Docamedt Design Candu Reactors 52Muhammad TariqBelum ada peringkat
- Digital Flow Meter For GasDokumen1 halamanDigital Flow Meter For GasMASSFLOWMEASUREMENTSBelum ada peringkat
- Project Title: Performance Improvement of Shell and ResponsibilitiesDokumen1 halamanProject Title: Performance Improvement of Shell and ResponsibilitiesRaj EaswarmoorthiBelum ada peringkat
- ARK Journal Paper-Exp SetupDokumen12 halamanARK Journal Paper-Exp SetupRaj EaswarmoorthiBelum ada peringkat
- L071ME4182DFADokumen81 halamanL071ME4182DFAmegamech23Belum ada peringkat
- Importance Natural VentilationDokumen3 halamanImportance Natural VentilationRaj EaswarmoorthiBelum ada peringkat
- Osti Ia G Interlocks Noncontact v032113Dokumen56 halamanOsti Ia G Interlocks Noncontact v032113EvaldoGualbertoBelum ada peringkat
- ThermochemistryDokumen3 halamanThermochemistryapi-304350501Belum ada peringkat
- Special Items Description ListDokumen3 halamanSpecial Items Description Listamini_mohiBelum ada peringkat
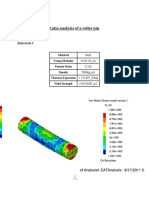
- Catia Analysis of A Roller PinDokumen15 halamanCatia Analysis of A Roller Pinanteneh tesfayeBelum ada peringkat
- Eurocodes - Complete List and IndexDokumen2 halamanEurocodes - Complete List and IndexEurocodesign Civil Structural EngineersBelum ada peringkat
- Notes For - Process Level GaugesDokumen8 halamanNotes For - Process Level GaugesDavid BaughBelum ada peringkat
- BASFDokumen5 halamanBASFchaval01Belum ada peringkat
- Types of Fibre Reinforced PolymersDokumen5 halamanTypes of Fibre Reinforced PolymersNeerajBelum ada peringkat
- 1 - Rab Ambassador (Mep)Dokumen4 halaman1 - Rab Ambassador (Mep)Bram Kc SantosaBelum ada peringkat
- Thioflex 600 Gun Grade TDSDokumen3 halamanThioflex 600 Gun Grade TDSDevendra100% (1)
- Hih 060216Dokumen337 halamanHih 060216Asif IqbalBelum ada peringkat
- Installation Manual EiDokumen13 halamanInstallation Manual Eithanh thien nguyenBelum ada peringkat
- Prediction of Forming Limits and Parameter in TheDokumen17 halamanPrediction of Forming Limits and Parameter in TheĐặng Quốc ĐạiBelum ada peringkat
- NJ Fto-13Dokumen3 halamanNJ Fto-13nick10686Belum ada peringkat
- Unit I Electrical and Electronic Systems: Electrical Wiring Systems 10Dokumen2 halamanUnit I Electrical and Electronic Systems: Electrical Wiring Systems 10Cebo DharuBelum ada peringkat
- CED13 - Building Construction PracticesDokumen5 halamanCED13 - Building Construction PracticesAmanulla KhanBelum ada peringkat
- HW 3 AnswersDokumen11 halamanHW 3 AnswersCoryna Wan Chun WahBelum ada peringkat
- Kovi - Love Irc SP 114 2018pdfDokumen144 halamanKovi - Love Irc SP 114 2018pdfsadam_rangrejBelum ada peringkat
- Nassetti Bedhead Unit Care - Installation ManualDokumen10 halamanNassetti Bedhead Unit Care - Installation ManualRashad Biomedical EngineerBelum ada peringkat
- Course Title: Applied Thermodynamics Course Code: 4051 Course Category: B Periods/Week: 5 Periods/Semester: 70 Credits: 5Dokumen4 halamanCourse Title: Applied Thermodynamics Course Code: 4051 Course Category: B Periods/Week: 5 Periods/Semester: 70 Credits: 5VaisakVenugopalBelum ada peringkat