Anda mungkin juga menyukai
- Exercício Prova 1 SCHPDokumen4 halamanExercício Prova 1 SCHPLucas Gonçalves100% (1)
- Pneumat 2481Dokumen114 halamanPneumat 2481Ruan DoreaBelum ada peringkat
- Modelagem matemática de sistemas fluídicosDokumen246 halamanModelagem matemática de sistemas fluídicosLucas GonçalvesBelum ada peringkat
- Exemplos de PneumaticaDokumen116 halamanExemplos de Pneumaticasneikiller100% (2)
- Tubulações Frigoríficas 12-04-2011Dokumen10 halamanTubulações Frigoríficas 12-04-2011Lucas GonçalvesBelum ada peringkat
- T1 BárbaraDokumen43 halamanT1 BárbaraLucas GonçalvesBelum ada peringkat
- Livro Ivan Guerra MachadoDokumen491 halamanLivro Ivan Guerra MachadoTao HasseBelum ada peringkat
- Fluídos Frigoríficos 12-04-2011Dokumen6 halamanFluídos Frigoríficos 12-04-2011Lucas GonçalvesBelum ada peringkat
- BizutrabfacDokumen19 halamanBizutrabfacLucas GonçalvesBelum ada peringkat
- Anotações Sobre Gestão Do TempoDokumen2 halamanAnotações Sobre Gestão Do TempoLucas GonçalvesBelum ada peringkat
- Documenacao EjDokumen3 halamanDocumenacao EjLucas GonçalvesBelum ada peringkat
- Questionário de Mec Materiais PDFDokumen7 halamanQuestionário de Mec Materiais PDFIgor MedeirosBelum ada peringkat
- Resistência dos Materiais UNIMEPDokumen80 halamanResistência dos Materiais UNIMEPSandro Silva100% (1)
- Bioquimica BucalDokumen15 halamanBioquimica BucalWédila Andrade100% (1)
- As Etapas Da FotossínteseDokumen12 halamanAs Etapas Da FotossínteseMerieli AraújoBelum ada peringkat
- Book Epi Cedae - 2018 - Versão Final PDFDokumen210 halamanBook Epi Cedae - 2018 - Versão Final PDFThaysa Souza Mello100% (2)
- Apostila de Química Orgânica sobre AçúcaresDokumen16 halamanApostila de Química Orgânica sobre Açúcaresanon_226130384Belum ada peringkat
- Bula Hemitartarato de Zolpidem 10874 1475Dokumen2 halamanBula Hemitartarato de Zolpidem 10874 1475Junior ZenithBelum ada peringkat
- Trabalhos em SubestaçãoDokumen79 halamanTrabalhos em SubestaçãoEgas Cordeiro Do NascimentoBelum ada peringkat
- Prova Completa 19112011Dokumen28 halamanProva Completa 19112011Gustavo Melo AndradeBelum ada peringkat
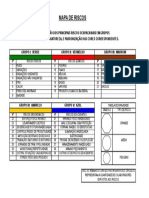
- Apêndice - Mapa de RiscosDokumen1 halamanApêndice - Mapa de RiscosSuelly PinheiroBelum ada peringkat
- Treinamentos de ferramentas e resolução de problemasDokumen48 halamanTreinamentos de ferramentas e resolução de problemasHenrique Fonseca100% (1)
- Document55e7080f7b9a8 PDFDokumen55 halamanDocument55e7080f7b9a8 PDFSuelen DanielBelum ada peringkat
- Ensaio de tração em barra metálicaDokumen10 halamanEnsaio de tração em barra metálicaMarco SilvaBelum ada peringkat
- Cálculo de DosesDokumen36 halamanCálculo de DosesAna Paula RochaBelum ada peringkat
- Pomada Caseira de ErvasDokumen3 halamanPomada Caseira de ErvasDiego NovačekBelum ada peringkat
- Aula 10 - Elastômeros AtualDokumen104 halamanAula 10 - Elastômeros AtualBruno BudimBelum ada peringkat
- Análise de Cinza Total e seus Constituintes MineraisDokumen40 halamanAnálise de Cinza Total e seus Constituintes Mineraisrmbarros3793Belum ada peringkat
- Texto - Continuação - Manual NR29Dokumen5 halamanTexto - Continuação - Manual NR29Homero HDLBelum ada peringkat
- Porque Limpar Os Filtros Do Ar Condicionado SplitDokumen4 halamanPorque Limpar Os Filtros Do Ar Condicionado SplitPedro CamposBelum ada peringkat
- Exercícios de Revisão Termoquímica 2º ANODokumen2 halamanExercícios de Revisão Termoquímica 2º ANOPaulo MancinoBelum ada peringkat
- Ficha de Segurança Química Óleo LubrificanteDokumen5 halamanFicha de Segurança Química Óleo LubrificantekamiloBelum ada peringkat
- Determinacao Do Indice de RefracaoDokumen8 halamanDeterminacao Do Indice de RefracaoMatheus Augusto CandidoBelum ada peringkat
- Vdocuments - MX - Fispq Solda Exotermica Unisolda PDFDokumen5 halamanVdocuments - MX - Fispq Solda Exotermica Unisolda PDFtstcarlosBelum ada peringkat
- IG - 10-15 Instrução Do ExercitoDokumen16 halamanIG - 10-15 Instrução Do ExercitoDAVIDSONBelum ada peringkat
- Resistência dos materiais - Lista 01Dokumen8 halamanResistência dos materiais - Lista 01jadocb1Belum ada peringkat
- Manual do Proprietário Rossi Ideal Parque AltoDokumen67 halamanManual do Proprietário Rossi Ideal Parque Altocavalleri89Belum ada peringkat
- Moagem de cana: história, processos e automaçãoDokumen23 halamanMoagem de cana: história, processos e automaçãoVanderson RiBelum ada peringkat
- Trefilação de aramesDokumen17 halamanTrefilação de aramesIsadora CotaBelum ada peringkat
- Relatório de Mineralogia-Saída de Campo AmetistaDokumen8 halamanRelatório de Mineralogia-Saída de Campo AmetistaMateus SzarblewskiBelum ada peringkat