Anda mungkin juga menyukai
- Universal GatewayDokumen38 halamanUniversal GatewaySunil ChouhanBelum ada peringkat
- PH TheoryDokumen38 halamanPH Theorygimenes_rBelum ada peringkat
- ArticleDokumen4 halamanArticleSunil ChouhanBelum ada peringkat
- PH Analyser Manual PH-13-SDokumen22 halamanPH Analyser Manual PH-13-SSunil Chouhan100% (1)
- Class 12 - Indian History1 Unit01 NCERT Text Book Hindi EditionDokumen27 halamanClass 12 - Indian History1 Unit01 NCERT Text Book Hindi EditionRavi ShuklaBelum ada peringkat
- Durag Series150Dokumen4 halamanDurag Series150Sunil Chouhan100% (1)
- GA55 90GA75 90VSD - enDokumen16 halamanGA55 90GA75 90VSD - enSunil ChouhanBelum ada peringkat
- PROFIBUS Design and Installation EssentialsDokumen0 halamanPROFIBUS Design and Installation EssentialscatalinccBelum ada peringkat
- Basic Electronic & Transistor Circuits PDFDokumen54 halamanBasic Electronic & Transistor Circuits PDFSandeep GoyalBelum ada peringkat
- Computer BasicsDokumen4 halamanComputer BasicsDhiraj RajputBelum ada peringkat
- Sports cups & trophies from around the worldDokumen2 halamanSports cups & trophies from around the worldSunil ChouhanBelum ada peringkat
- Radiation BasicsDokumen2 halamanRadiation BasicsSunil ChouhanBelum ada peringkat
- Benchmarking: Understanding The Basics: The Coastal Business JournalDokumen6 halamanBenchmarking: Understanding The Basics: The Coastal Business JournalSunil ChouhanBelum ada peringkat
- UPSC Civil Services Exam SyllabusDokumen231 halamanUPSC Civil Services Exam Syllabusvssridhar99100% (1)
- AN ABCs of ADCDokumen64 halamanAN ABCs of ADCkiran445Belum ada peringkat
- Rajasthan Folk DancesDokumen7 halamanRajasthan Folk DancesSunil ChouhanBelum ada peringkat
- Cable ModemsDokumen33 halamanCable ModemsSunil ChouhanBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5783)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Oracle Database Performance: Vmware Cloud On AwsDokumen14 halamanOracle Database Performance: Vmware Cloud On Awscatelor419Belum ada peringkat
- Dan John Case Study - Scaling with Facebook AdsDokumen5 halamanDan John Case Study - Scaling with Facebook AdsZeynep ÖzenBelum ada peringkat
- Borang Permohonan Pinjaman Pendidikan FMM Tunku Tan Sri Mohamed Study Loan Application FormDokumen10 halamanBorang Permohonan Pinjaman Pendidikan FMM Tunku Tan Sri Mohamed Study Loan Application FormJom StadiBelum ada peringkat
- Seminar On Biodegradable PolymersDokumen19 halamanSeminar On Biodegradable Polymerskeyur33% (3)
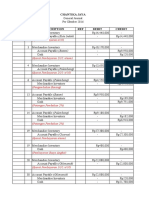
- PT Amar Sejahtera General LedgerDokumen6 halamanPT Amar Sejahtera General LedgerRiska GintingBelum ada peringkat
- Thesis 2Dokumen98 halamanThesis 2Chala WayesaBelum ada peringkat
- Digital Signature Certificate Subscription FormDokumen7 halamanDigital Signature Certificate Subscription FormAneesh VelluvalappilBelum ada peringkat
- The Cucumber Book Behaviour-Driven Development For Testers and DevelopersDokumen28 halamanThe Cucumber Book Behaviour-Driven Development For Testers and DevelopersGursharan AulakhBelum ada peringkat
- Danh sách đ tài Đ c nglunvăn ề ề ươ ậ HK1/19-20Dokumen47 halamanDanh sách đ tài Đ c nglunvăn ề ề ươ ậ HK1/19-20LONG Trương MinhBelum ada peringkat
- An Internship Report on Customer Service of Prabhu BankDokumen48 halamanAn Internship Report on Customer Service of Prabhu BankKaran PandeyBelum ada peringkat
- Vestige Frequently Asked QuestionsDokumen2 halamanVestige Frequently Asked Questionsmadhu77Belum ada peringkat
- The Mechanisms of Alloxan-And Streptozotocin-Induced DiabetesDokumen11 halamanThe Mechanisms of Alloxan-And Streptozotocin-Induced DiabetesOktaviani Fitria Susanti SusantiBelum ada peringkat
- Parliamentary Procedure in The Conduct of Business MeetingDokumen14 halamanParliamentary Procedure in The Conduct of Business MeetingEstephanie SalvadorBelum ada peringkat
- Drilling and Demolition: Hilti. Outperform. OutlastDokumen48 halamanDrilling and Demolition: Hilti. Outperform. OutlastVinicius CoimbraBelum ada peringkat
- Eaton: Medium Duty Piston PumpDokumen25 halamanEaton: Medium Duty Piston PumprazvanBelum ada peringkat
- PNMT (Pasolink) Operation ManualDokumen52 halamanPNMT (Pasolink) Operation ManualAsrar Zaffar50% (2)
- Amado Vs Salvador DigestDokumen4 halamanAmado Vs Salvador DigestEM RGBelum ada peringkat
- Blackman Et Al 2013Dokumen18 halamanBlackman Et Al 2013ananth999Belum ada peringkat
- Admissions To MUNDokumen2 halamanAdmissions To MUNImran KamalBelum ada peringkat
- Module 1 The Nature of Strategic Management2Dokumen8 halamanModule 1 The Nature of Strategic Management2Julienne LobchoyBelum ada peringkat
- Win Server 2008 Manual Installation PDFDokumen20 halamanWin Server 2008 Manual Installation PDFFery AlapolaBelum ada peringkat
- GETT Breen Records - RedactedDokumen1.141 halamanGETT Breen Records - RedactedRobert LeeBelum ada peringkat
- Hydro Skimming Margins Vs Cracking MarginsDokumen78 halamanHydro Skimming Margins Vs Cracking MarginsWon Jang100% (1)
- Datasheet LG-ICR18650D1 PDFDokumen9 halamanDatasheet LG-ICR18650D1 PDFPedro Militao CoboBelum ada peringkat
- Contrafund 31-07-2020Dokumen12 halamanContrafund 31-07-2020b1OSphereBelum ada peringkat
- Top 70 CCNA Interview QuestionsDokumen10 halamanTop 70 CCNA Interview QuestionsRekha SharmaBelum ada peringkat
- ACCT601 Australian Auditing and Assurance Services 201660Dokumen15 halamanACCT601 Australian Auditing and Assurance Services 201660Rafayel MarufBelum ada peringkat
- QRHDokumen12 halamanQRHNwe OoBelum ada peringkat
- Smartviewer 4.9.6: User ManualDokumen71 halamanSmartviewer 4.9.6: User ManualPaginas Web AdministrablesBelum ada peringkat
- Negligence PRIMA FACIE CASEDokumen107 halamanNegligence PRIMA FACIE CASEHarry KastenbaumBelum ada peringkat