Anda mungkin juga menyukai
- Dynamics of MachineryDokumen15 halamanDynamics of MachinerySabareeswaran MurugesanBelum ada peringkat
- Machining DynamicsDokumen55 halamanMachining DynamicsSabareeswaran MurugesanBelum ada peringkat
- ANSYS Autodyn Users ManualDokumen502 halamanANSYS Autodyn Users Manualcimen.ozgur7416100% (3)
- Visual RealismDokumen131 halamanVisual RealismSabareeswaran MurugesanBelum ada peringkat
- Introduction About Finite Element AnalysisDokumen19 halamanIntroduction About Finite Element AnalysisSabareeswaran MurugesanBelum ada peringkat
- Ci EnginesDokumen32 halamanCi EnginesammuvarshBelum ada peringkat
- Dom Qbank IIIDokumen5 halamanDom Qbank IIISabareeswaran MurugesanBelum ada peringkat
- F M RecordDokumen49 halamanF M RecordSabareeswaran MurugesanBelum ada peringkat
- Ignition SystemsDokumen10 halamanIgnition Systemselvergonzalez1Belum ada peringkat
- Conference BroDokumen2 halamanConference BroSabareeswaran MurugesanBelum ada peringkat
- Atmosphere - Bob RohliDokumen21 halamanAtmosphere - Bob RohliSabareeswaran MurugesanBelum ada peringkat
- Energy Lecture 10 SolarPowerDokumen44 halamanEnergy Lecture 10 SolarPowerSabareeswaran MurugesanBelum ada peringkat
- Mastering CAD CAMDokumen845 halamanMastering CAD CAMPoornananda ChallaBelum ada peringkat
- 1.manufaturing Technology Lab IIDokumen32 halaman1.manufaturing Technology Lab IIVenkatesh VenkatBelum ada peringkat
- DiscoveryDokumen1 halamanDiscoverySabareeswaran MurugesanBelum ada peringkat
- Lab RequirementsDokumen14 halamanLab RequirementsSabareeswaran MurugesanBelum ada peringkat
- FixtureDokumen20 halamanFixturesrinivaskurmapu9101Belum ada peringkat
- Springer Guide How To Interpret The Results Using Crosscheck / Ithenticate?Dokumen11 halamanSpringer Guide How To Interpret The Results Using Crosscheck / Ithenticate?Sabareeswaran MurugesanBelum ada peringkat
- Subject Wise Analysis of Previous GATE PapersDokumen1 halamanSubject Wise Analysis of Previous GATE PapersSabareeswaran MurugesanBelum ada peringkat
- Nokia Asha 501 Vs Nokia Asha 305 Vs Samsung Rex 60 C3312R Vs Samsung Galaxy Star S5282 - Compare Mobiles - FlipkartDokumen3 halamanNokia Asha 501 Vs Nokia Asha 305 Vs Samsung Rex 60 C3312R Vs Samsung Galaxy Star S5282 - Compare Mobiles - FlipkartSabareeswaran MurugesanBelum ada peringkat
- Micromax Bolt A59 Vs Micromax Bolt A61 Vs Nokia Asha 501 Vs Nokia Asha 305 - Compare Mobiles - FlipkartDokumen3 halamanMicromax Bolt A59 Vs Micromax Bolt A61 Vs Nokia Asha 501 Vs Nokia Asha 305 - Compare Mobiles - FlipkartSabareeswaran MurugesanBelum ada peringkat
- Indian Institution of Production EngineersDokumen2 halamanIndian Institution of Production EngineersSabareeswaran MurugesanBelum ada peringkat
- ME Project FormatDokumen11 halamanME Project FormattsrprabhuBelum ada peringkat
- Engineering Mechanics Question and Answers For GATE IAS PDFDokumen37 halamanEngineering Mechanics Question and Answers For GATE IAS PDFshiv kr dubey100% (1)
- Engineering ProgramsDokumen93 halamanEngineering ProgramsrocksenthilBelum ada peringkat
- Industrial Engineering by S K MondalDokumen318 halamanIndustrial Engineering by S K MondalNikhil Batham100% (7)
- Psu Reference Books MechanicalDokumen1 halamanPsu Reference Books Mechanicalammu0312Belum ada peringkat
- GATE Mathematics Questions All Branch by S K MondalDokumen192 halamanGATE Mathematics Questions All Branch by S K Mondalmyidprince96% (23)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- How To Mathematics Organize Patterns in The World?Dokumen3 halamanHow To Mathematics Organize Patterns in The World?johnmartin sabiliBelum ada peringkat
- Pure Substances Mixtures and SolutionsDokumen18 halamanPure Substances Mixtures and SolutionsJoanna Angela LeeBelum ada peringkat
- The Law of OneDokumen745 halamanThe Law of OneSuprakash100% (18)
- CH 3 Concept of ViscosityDokumen11 halamanCH 3 Concept of ViscosityJenny ChenBelum ada peringkat
- Mark S. Gockenbach - Mathematica Tutorial - To Accompany Partial Differential Equations - Analytical and Numerical Methods (2010) (p120)Dokumen120 halamanMark S. Gockenbach - Mathematica Tutorial - To Accompany Partial Differential Equations - Analytical and Numerical Methods (2010) (p120)Galeotto Marzio100% (1)
- Evaluation of Structural Efficiency of Steel Diagrid Systems For Multi-Storey BuildingsDokumen4 halamanEvaluation of Structural Efficiency of Steel Diagrid Systems For Multi-Storey BuildingsPrateek ModyBelum ada peringkat
- Antimicrobial Properties of Silver NanoparticlesDokumen37 halamanAntimicrobial Properties of Silver NanoparticlesbasavarajitnalBelum ada peringkat
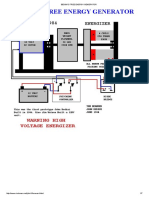
- Bedini's Free Energy Generator PDFDokumen7 halamanBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- Parameter Estimation of Single Diode PV Module Based On GWO AlgorithmDokumen12 halamanParameter Estimation of Single Diode PV Module Based On GWO AlgorithmFelicia Itusaca CcariBelum ada peringkat
- Learning Plan in Grade 8 and Grade 7Dokumen14 halamanLearning Plan in Grade 8 and Grade 7marilyncomia73100% (3)
- Principles of CT and CT TechnologyDokumen15 halamanPrinciples of CT and CT TechnologyLida Velasquez SierraBelum ada peringkat
- Love My LifeDokumen5 halamanLove My LifeLinda Veronica0% (1)
- Chemical Purification Methods ListDokumen8 halamanChemical Purification Methods ListMd.Mehdi MasudBelum ada peringkat
- 08 Energy 03 Complementary Strain Energy PDFDokumen2 halaman08 Energy 03 Complementary Strain Energy PDFjack_hero_56Belum ada peringkat
- Flight Equations of Motion for 6 DOF Aircraft ModelDokumen24 halamanFlight Equations of Motion for 6 DOF Aircraft ModelNeetu SharmaBelum ada peringkat
- API 510 Pressure Vessel Inspector Certification Preparation CourseDokumen4 halamanAPI 510 Pressure Vessel Inspector Certification Preparation CoursejbsantoBelum ada peringkat
- CH20005-Chemical Reaction Engineering:) C C CRDokumen2 halamanCH20005-Chemical Reaction Engineering:) C C CRSunny KashyapBelum ada peringkat
- Slide Micro Teaching 5.3Dokumen18 halamanSlide Micro Teaching 5.3Mastura MohamadBelum ada peringkat
- Radar PlottingDokumen23 halamanRadar Plottingthugsdei100% (2)
- 03 Modern Photoelectric Effect LabDokumen3 halaman03 Modern Photoelectric Effect LabJuan David ParraBelum ada peringkat
- Bleeding of ConcreteDokumen3 halamanBleeding of ConcreteABelum ada peringkat
- Numerical Programming I (For CSE) : Final ExamDokumen7 halamanNumerical Programming I (For CSE) : Final ExamhisuinBelum ada peringkat
- Cooling Tower Pumping and Piping: LegendDokumen46 halamanCooling Tower Pumping and Piping: LegendDenise Koh Chin HuiBelum ada peringkat
- Cluster ExpansionDokumen4 halamanCluster ExpansionflytrapsolBelum ada peringkat
- MasteringPhysics Pearson-Intro To Mastering and Math ReviewDokumen57 halamanMasteringPhysics Pearson-Intro To Mastering and Math ReviewShristi Singh80% (10)
- 4363 111 Machine Design IDokumen6 halaman4363 111 Machine Design Iyogesh_b_k100% (2)
- The Planets Comparative Superlative - 87358Dokumen2 halamanThe Planets Comparative Superlative - 87358Maria AdamBelum ada peringkat
- CFD and Experimental Study of Wetting of Structured Packing ElementsDokumen139 halamanCFD and Experimental Study of Wetting of Structured Packing ElementsahmedsalemyBelum ada peringkat
- Maxwell Stress Tensor ExplainedDokumen6 halamanMaxwell Stress Tensor ExplainedSyeda Tehreem IqbalBelum ada peringkat
- Worksheet On Quantum NumbersDokumen2 halamanWorksheet On Quantum NumbersJannah Mae IsioBelum ada peringkat