IR3080
Diunggah oleh
lucian.voinicaHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
IR3080
Diunggah oleh
lucian.voinicaHak Cipta:
Format Tersedia
Printed in U.S.A.
Document Number:
102-000-00
IR-3080
IRON ROUGHNECK
OPERATION
AND
MAINTENANCE
MANUAL
EPL-1560
TABLE OF CONTENTS
IR-3080 IRON ROUGHNECK
Document Number
2 102-000-00
TABLE OF CONTENTS
IR-3080 IRON ROUGHNECK
Document Number
102-000-00 3
Operation and Maintenance Manual
Model IR-3080
Iron Roughneck
NOTICE
The information contained in this document is subject to change without notice.
NATIONAL-OILWELL, L.P. SHALL NOT BE LIABLE FOR TECHNICAL OR EDITORIAL
ERRORS OR OMISSIONS CONTAINED HEREIN, NOR FOR INCIDENTAL OR
CONSEQUENTIAL DAMAGES RESULTING FROM THE FURNISHING,
PERFORMANCE, OR USE OF THIS MATERIAL.
This document contains proprietary information, which is protected by copyright. All
rights are reserved. No part of this document may be photocopied, reproduced or
translated to another language without the prior written consent of National-Oilwell, L.P.
Product names mentioned herein may be trademarks and/or registered trademarks of
their respective companies.
2004 NATIONAL-OILWELL, L.P.
All rights reserved. Printed in the U.S.A.
Model IR-3080 Iron Roughneck
EPL-1560
(March 2004)
TABLE OF CONTENTS
IR-3080 IRON ROUGHNECK
Document Number
4 102-000-00
THIS PAGE INTENTIONALLY LEFT BLANK
TABLE OF CONTENTS
IR-3080 IRON ROUGHNECK
Document Number
102-000-00 5
IR-3080 IRON ROUGHNECK
Section Document Number
1. TABLE OF CONTENTS..................................................................................... 102-000-00
MANUAL SYMBOLS AND CONVENTIONS
ABBREVIATIONS AND DEFINITIONS
PATENTS
2. TECHNICAL SPECIFICATIONS.................................................................... 152-000-00
GENERAL SPECIFICATION
UTILITY REQUIREMENTS
3. INTRODUCTION AND GENERAL DESCRIPTION................................ 202-000-00
GENERAL DESCRIPTION
4. GENERAL OPERATING PROCEDURES.................................................. 352-000-00
NORMAL OPERATION
PREPARATION / CONFIGURATION FOR MAKEUP AND BREAKOUT
SETTING ROTATION STOP RINGS (WELL CENTER & MOUSE HOLE)
SETTING EXTEND / RETRACT LIMIT SWITCH J-BOX
MAKING AND BREAKING CONNECTIONS
JAW PRESSURE ADJUSTMENT
TORQUE ADJUSTMENTS
5. MAINTENANCE..................................................................................................... 302-000-00
GENERAL PRECAUTIONS AND SAFETY PRACTICES
Basic Safety Precautions
Safety Warnings and Precautions
Hydraulic System Safety
Hydraulic Fluids
PREVENTIVE MAINTENANCE
Electrical Checks / Maintenance
Electrical Faults
Hydraulic Hose Fittings and Tubing Inspection
Functional Testing
Maintenance Schedules
Maintenance Inspection Procedures
TABLE OF CONTENTS
IR-3080 IRON ROUGHNECK
Document Number
6 102-000-00
IR-3080 IRON ROUGHNECK
Section Document Number
5. MAINTENANCE (continued)........................................................................... 302-000-00
GENERAL ASSEMBLY MAINTENANCE
Iron Roughneck General Maintenance
GENERAL STORAGE GUIDELINES
Long Term Storage of Iron Roughneck Equipment
Initial Storage Procedures
Storage Removal Procedures
Preparing Equipment for Operation After Storage
6. ASSEMBLY DESCRIPTION AND MAINTENANCE
WRENCH ASSEMBLY........................................................................................ 402-000-00
Wrench Assembly Description
Wrench Assembly Maintenance
Changing Jaw Dies in Top Wrench and Bottom Wrench
Changing Top Jaw Dies
Changing Bottom Jaw Dies
Lubrication and Maintenance
SPINNER ASSEMBLY........................................................................................ 402-100-00
Spinner Assembly Description
Spinner Assembly
Spinner Support Assembly
Spinner Assembly Maintenance
Lubrication and Maintenance
AUTOMATED ARM ASSEMBLY ...................................................................... 402-200-00 (p)
Automated Arm Assembly Description
Automated Arm Assembly Maintenance
Lubrication and Maintenance
REMOTE CONTROL CONSOLE ASSEMBLY............................................... 402-300-00
Remote Console Assembly Description
Remote Console Maintenance
HYDRAULIC ENCLOSURE ASSEMBLY......................................................... 402-400-00 (p)
Hydraulic Enclosure Assembly Description
Hydraulic Enclosure Maintenance
TORQUE SETTING PANEL ASSEMBLY........................................................ 402-500-00 (p)
Torque Setting Panel Assembly Description
Torque Setting Panel Assembly Maintenance
TABLE OF CONTENTS
IR-3080 IRON ROUGHNECK
Document Number
102-000-00 7
IR-3080 IRON ROUGHNECK
Section Document Number
7. TROUBLE SHOOTING....................................................................................... 602-000-00
GENERAL SYSTEM PROBLEMS
Mechanical Troubleshooting
Hydraulic System Troubleshooting
Electrical System Troubleshooting
8. INSTALLATION..................................................................................................... 702-000-00
SET-UP INSTALLATION
MECHANICAL INSPECTION
9. PARTS LIST
PARTS LIST INDEX............................................................................................. 103-000-00
Technical Drawings
INSTALLATION SPARES KIT ........................................................................... 104-000-00
Installation Kits
RECOMMENDED SPARE PARTS LIST.......................................................... 105-000-00
Recommended Spares
10. PRODUCT INFORMATION
HYDRAULIC POWER UNIT.............................................................................. 2302061003
ELECTRICAL CONTROLS.............................................................................0001-0365-67
Contacting National Oilwell .......................................................................................................
TABLE OF CONTENTS
IR-3080 IRON ROUGHNECK
Document Number
8 102-000-00
THIS PAGE INTENTIONALLY LEFT BLANK
TABLE OF CONTENTS
IR-3080 IRON ROUGHNECK
Document Number
102-000-00 9
MANUAL SYMBOLS AND CONVENTIONS
Throughout this manual, the technician will find various types of annotations, which
require the special attention of the technician.
DANGER - WARNING -CAUTION
The safety alert symbol is used to draw attention to a personal safety issue. (See
Figure 1)
Figure 1. Safety Alert Symbol
DANGER*
Denotes an extreme intrinsic hazard exists which would result
in the Probability of death or irreparable injury if proper
precautions are not taken
WARNING*
Denotes a hazard exists which can result in injury or death if
proper precautions are not taken
CAUTION*
Denotes a reminder of safety practices or directs attentions to
unsafe practices, which could result in personal injury if
proper precautions are not taken.
*This is recommended by SAE J115.
Carefully observe the following terms used throughout this manual. These terms mark
special messages throughout this manual to alert the operator to specific information
relating to the Iron Roughneck, model IR-3080.
! NOTICE !
These terms are used to draw attention to items of interest to the operator or maintainer of the Iron
Roughneck, components or attachments.
TABLE OF CONTENTS
IR-3080 IRON ROUGHNECK
Document Number
10 102-000-00
ABBREVIATIONS AND DEFINITIONS
Amp Amperes
BOP Blowout Preventer
CW Clockwise
CCW Counter Clockwise
DW Drawworks
E-Stop Emergency Stop
ELS Equipment Limit Switch
Ft/lbs Foot/Pounds
Gpm gallons per minute
HE Hydraulic Enclosure
Hz Hertz
HVAC Heat, Ventilation & Air Conditioning
IR Iron Roughneck
ERLS Extend / Retract Limit Switch J-Box
LED Light Emitting Diode
MP Mud Pump
M/U Make Up
OD Outside Diameter
P&ID Piping & Instrument Diagram
Psi pounds per square inch
RCC Remote Control Console
Rpm Revolutions per minute
Sec Seconds
TSP Torque Setting Panel
TD Topdrive
V Volts
Operator The person assigned the responsibility of physically operating and
maintaining the equipment
PATENTS
There are several patents associated with the IR-3080. These include:
Automated Arm Assembly Patent Pending Number 12038.0009.PZUS00.
Jaw Dies Patent Pending Number 60/410,215.
Spinner Roller Patent Number 6,253,845 B1.
Document Number
152-000-00
IR-3080
IRON ROUGHNECK
Technical Specifications
TECHNICAL SPECIFICATIONS
IR-3080 IRON ROUGHNECK
Document Number
2 152-000-00
THIS PAGE INTENTIONALLY LEFT BLANK
TECHNICAL SPECIFICATIONS
IR-3080 IRON ROUGHNECK
Document Number
152-000-00 3
GENERAL SPECIFICATIONS
General Specifications for IR-3080 Components
Measurement Description
Weight (lbs.) 7,600
Spinner Drill Pipe/Collar Capacity 3.5 8.5
Spin Speed (5 pipe dia.) 80 rpm
Spin Torque 2,250 ft / lbs
Wrench Drill Pipe/Collar Capacity 3.5 8.5
Makeup Torque (maximum) 60,000 ft /lbs
Breakout Torque (maximum) 80,000 ft / lbs
Connection Height (maximum) 68
Connection Height (minimum) 30
Horizontal Travel 55.4
Vertical Travel 38
UTILITY REQUIREMENTS
Utility Requirements for IR-3080
Utility Measurement
Hydraulic System Pressure 3000 psi
Hydraulic System Flow rate 30 40 gpm
Electrical Control Requirements 24VDC (w/customer supplied HPU)
TECHNICAL SPECIFICATIONS
IR-3080 IRON ROUGHNECK
Document Number
4 152-000-00
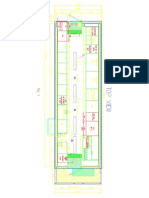
GENERAL ARRANGEMENT SPECIFICATIONS
RN300019
ALL DIMENSIONS ARE IN INCHES
UNLESS OTHERWISE SPECIFIED.
Document Number
202-000-00
IR-3080
IRON ROUGHNECK
Introduction
and
General Description
Figure 1. IR-3080 Iron Roughneck, General View
Remote Control
Console
Spinner
Assembly
Column
Assembly
Arm
Assembly
Torque Set Panel
Torque Wrench
Assembly
Hydraulic Enclosure
Rotational Lock
ERLS J-Box
Far Side (Not Shown)
RN 300014
INTRODUCTION
AND GENERAL DESCRIPTION
IR-3080 IRON ROUGHNECK
Document Number
3 202-000-00
GENERAL DESCRIPTION
This Operation and Maintenance Manual describes the day-to-day care and operation of
the IR-3080 Iron Roughneck. It is essential that the equipment operators have the
required knowledge, education and training before using the system.
The IR-3080 Roughneck is a lightweight, compact, modular roughneck, which is
mounted on the rig floor and uses a hydraulic powered Automated Arm Assembly
(patent pending) to extend the roughneck, toward the mouse hole or well center, or
retract the roughneck back to the standby / park position. A column assembly allows
the roughneck to move in a vertical direction, as well as allowing it to rotate to align with
either the mouse hole or well center. A Extend / Retract Limit Switch J-box mounted on
the column is used to select either the mouse hole or the well center as the destination
for the Iron Roughneck. This switch determines the reach distance by the Automated
Arm assembly. A locking pin in the column allows the operator to manually rotate the
IR-3080 roughneck to face either the mouse hole or well center.
The IR-3080 Roughneck is capable of performing makeup and breakout operations
using any of a number of different size drill pipe/drill collars ranging from 3.5" to 8.5"
nominal drill pipe/drill collars size with one set of V-dies. The IR-3080 Roughneck
systems makeup and breakout tools are hydraulic pressure operated. The spinner
assembly, which utilizes a floating suspension system, allows the spinner assembly to
follow drill pipe/drill collars movement as threaded connections are spun in or out. The
torque wrench assembly, which utilizes a combination top wench and bottom wrench
assemblies, apply the clamp force and rotational force to hold and rotate the drill
pipe/drill collars to allow makeup or breakout the connections.
The IR-3080 uses an operator-controlled, electrically powered Remote Control Console
(RCC) located several feet away from the roughneck. A Hydraulic Enclosure (HE),
mounted on the frame of the IR-3080, is available for use during setting of torque and
clamp pressure or during maintenance periods when the RCC is not available. The HE
is located on the IR-3080. A Torque Setting Panel is mounted on top of the HE. The
Torque Setting Panel is used to adjust the torque setting for the Torque Wrench
assembly.
INTRODUCTION
AND GENERAL DESCRIPTION
IR-3080 IRON ROUGHNECK
Document Number
202-000-00 4
????????????????
??????????
???????
?????
???
???????
????
???????? ??????
?????? ??????
???
?????
???
?
?????
????
?
????
????
?
?????????????
???
???
???
???????
??????
??????
?
?????
?
? ? ? ?
???
??
??
???
????????????
?? Remote Control
Console
Arm
Assembly
Spinner
Assembly
Torque Wrench
Assembly
Torque Setting
Panel
Hydraulic Enclosure
ERLS J-Box
RN 300018
Figure 2. IR-3080 Major Assemblies (Typical)
Iron Roughneck Major Assemblies
Component Description
Torque Wrench Assembly
The Torque Wrench is a combination assembly of a
top wrench and bottom wrench. The top wrench
rotates relative to the bottom wrench by a single
hydraulic cylinder. Each wrench has two hydraulic
cylinders directly connected to jaw clamping dies.
When two sections of pipe are being made-up or
broken out, this applies torque to the upper section of
pipe.
INTRODUCTION
AND GENERAL DESCRIPTION
IR-3080 IRON ROUGHNECK
Document Number
5 202-000-00
Component Description
Spinner Assembly
The Spinner Assembly is an integrated hydraulic
powered roller assembly for rotating pipe connections.
The Spinner assembly utilizes upper and lower rollers
that are hydraulic motor driven. The spinner assembly
is spring suspended for self-adjustment on the pipe,
which allows the spinner assembly to follow drill
pipe/drill collars movement as threaded connections
are spun in or out.
Automated Arm Assembly
The Automated Arm assembly is a folding arm that is
used for horizontal movement to extend and retract the
roughnecks Spinner/Wrench assemblies. The
Automated arm allows horizontal movement to the two
adjustable locations (mousehole and well center) from
the standby park position. A hydraulic lift cylinder on
the Automated Arm column allows vertical movement
of the Automated Arm Assembly.
Controls
?? REMOTE CONTROL CONSOLE is used to
remotely control the Iron Roughneck.
?? HYDRAULIC ENCLOSURE contains the electro-
hydraulic control valves. The electrohydraulic
control system can be remotely controlled from the
remote console, or locally controlled at the electro-
hydraulic control manifold
?? TORQUE SETTING PANEL is used to adjust make-
up torque limits. A local emergency shutdown is
also located on the Torque Setting Panel.
?? ERLS J-Box is used to select mousehole or well
center as the destination of the roughneck.
Hydraulic Power Unit *
The Hydraulic Power Unit supplies hydraulic power at
3000 psi to the Roughneck.
*If equipped.
Document Number
352-000-00
IR-3080
IRON ROUGHNECK
General Operating
Procedures
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
2 352-000-00
NORMAL OPERATING PROCEDURES
DANGER
The IR-3080 is not to be used as a backup or substitute
for the top drive. The IR-3080 is designed for a specific
purpose. Using it for other than its intended purpose
may cause personnel injury or damage to equipment.
The following paragraphs describe normal operating procedures for the IR-3080. An ERLS
(Extend / Retract Limit Switch) J-box (see Figure 3) mounted on the structural section of
the Iron Roughneck controls extend and retract travel limits. Selecting either MOUSEHOLE
or WELL CENTER position affects the horizontal distance traveled by the Automated Arm.
Once the position (MOUSEHOLE or WELL CENTER) is selected on the Remote Control
Console (RCC), the operator must remove a locking pin at the base of the IR-3080 (see
Figure 3), and manually rotate the IR-3080 Automated Arm to the left or right, as
appropriate, to align with either the Mousehole or the Well Center. The Operator can then
extend the Arm to the chosen position. Refer to the figure and table and below for
additional details.
Remote Console Panel Controls Table
IR-3080 Control RESPONSE
E-STOP
Pushing in shuts down hydraulic system. Pulling it out allows
hydraulic system to restart.
MAKEUP/BREAKOUT Rotary
Selector Control
Allows operator to manually control the operation of the
Torque Wrenches.
WRENCH UP / DOWN Rotary
Selector Switch
Sends Torque Wrench up or down to level desired.
SPINNER OFF / GRIP / SPIN
Rotary Selector Switch
OFF position causes spinner to open up and disengage from
tubular. GRIP causes spinner to close onto tubular. SPIN
causes spinner to spin tubular in direction desired, according
to chosen selection of SPINNER ROTATION switch (IN/OUT).
BOTTOM JAW OPEN/CLOSE
Rotary Selector Switch
Controls opening and closing of Bottom Jaw of Torque
Wrench.
IR MOVE OUT / IN Rotary
Selector Switch
Three-position, return-to-center switch. Causes Iron
Roughneck to move in a horizontal direction either toward or
away from tubular, as desired. The distance travelled
depends on the position chosen by the switch on the Remote
Control Console.
SPINNER ROTATION OUT/IN
Rotary Selector Switch
Selects direction of rotation of spinner. Spinner will spin in or
out when SPINNER switch is placed in SPIN position.
MAKEUP COMPLETE Lamp
Lights green if makeup operation is complete (according to
torque required Make-Up drill pipe/collar).
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
352-000-00 5
SETTING ROTATION STOP RINGS
1. Choose either well center or mousehole as the destination for the Iron
Roughneck, as appropriate, using the Well Center/Mouse Hole selector switch
located on the Iron Roughneck Remote Control Console (RCC).
2. Loosen nut on the rotation ring at the base of IR-3080 and insert locking pin
through stop ring and base. Push IR-3080 into alignment with either the
mousehole or well center, as required.
3. Extend and position Iron Roughneck over Well Center or Mouse Hole; once the
roughneck is in proper position, tighten rotation ring lock nut (see Figure 3).
4. If Iron roughneck travels long or short see Setting the Extend/Retract Limit Switch
(ERLS) J-Box.
RN300009
Insert Locking Pin
Loosen Nut
Extend and position Roughneck over Well Center
then re-tighten nut on rotation ring
1
3
2
Rotation Stop Ring
Figure 3. Rotation Stop Ring
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
6 352-000-00
SETTING EXTEND / RETRACT LIMIT SWITCH J-BOX
Unless stated otherwise, all adjustments mentioned below are found on the Extend /
Retract Limit Switch (ERLS) J-Box
EXTEND / RETRACT
LIMIT SWITCH
J-BOX
(ERLS)
MOUSE HOLE
LIMIT SWITCH
TRIP BLADE
WELL CENTER
LIMIT SWITCH
RETRACT
LIMIT SWITCH
FINE
ADJUSTMENT
SCREW
SHUTDOWN POWER
BEFORE WORKING INSIDE
THE EXTEND / RETRACT LIMIT SWITCH J-BOX
(ERLS)
RN300011
Figure 4. Extend /Retract Limit Switch (ERLS) J-Box
CAUTION
Shutdown power before working inside of extend /
retract limit switch (ERLS) J-Box. Failure to observe this
precaution can cause serious injury and / or damage to
the equipment.
1. Position Roughneck precisely over Well Center; shutdown power.
2. Open ERLS J-Box; four thumbscrews on cover.
3. Loosen screws on limit switch and fine adjustment brackets.
4. Slide switch until plunger contacts trip blade and retracts approximately 1/8", tighten
screws on brackets, and replace cover.
5. Rotate selector switch on Remote Control Console (RCC) to WELL CENTER.
6. Power up Roughneck, extend and retract Roughneck with Remote Control Console
7. If Roughneck is traveling short of Well Center, Move the switch farther from the trip
blade (towards back of machine) using the fine adjustment screws.
8. If Roughneck is traveling beyond Well Center, move the switch closer to the trip
blade (towards front of machine) using the fine adjustment screws.
9. Repeat process for Mouse Hole after selector switch is rotated to MOUSEHOLE.
10. Tighten screws on ERLS J-Box.
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
8 352-000-00
RN300005
Drill Floor
Figure 5. IR Retract Standby/Park Position
Drill Floor
RN300006
Figure 6. IR Extend Position
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
352-000-00 9
THIS PAGE INTENTIONALLY LEFT BLANK
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
352-000-00 11
MAKING CONNECTIONS (continued)
Normal Makeup Procedure
Unless stated otherwise, all controls mentioned below are those found on the Remote
Control Console (RCC) see Figure 7.
1. Choose either well center or mousehole as the destination for the Iron Roughneck,
as appropriate, using the Well Center/Mouse Hole selector switch located on the
Iron Roughneck Remote Control Console (RCC).
2. Starting with the IR-3080 in the Makeup Initial Position (see Figure 5), with the
Torque Wrench jaws open, several feet from the drill pipe/drill collar, select the IR
MOVE IN / OUT switch and choose position OUT. Completely extend IR to the
chosen out position (extend position) see Figure 6.
! NOTICE !
The IR MOVE IN/OUT function (extend/retract) will not work if Bottom wrench, Top wrench or
Spinner is closed.
3. If necessary, adjust the vertical height of the IR by operating the WRENCH UP or
DOWN control. Place the center of the top and bottom jaws at the correct pipe joint
connection position.
4. Rotate the "BOTTOM JAW" rotary selector switch to CLOSE position. Bottom jaw of
the Torque Wrench closes.
CAUTION
Ensure BOTTOM JAW of the torque wrench is engaged
to the drill pipe/drill collars before rotating the spinner or
the Top Jaw of the torque wrench. Failure to observe
this precaution can cause serious injury and / or damage
to the equipment.
5. Rotate the SPINNER ROTATION rotary selector switch to position IN. Spinner will
spin pipe in a makeup direction.
6. Turn the SPINNER Rotary Selector Switch to position SPIN. Spinner rollers will grip,
and the spinner is ready to start spin.
7. When pipe is spun in, rotate SPINNER switch to OFF position. Spinner will stop
rotation and spinner rollers will release.
! NOTICE !
Makeup sequences will be controlled by rotation of Makeup / Breakout Selector switch in a
CLOCKWISE direction.
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
12 352-000-00
8. Rotate Makeup/Breakout Selector switch clockwise from position 0 to position 1.
Top wrench will rotate to a starting position for makeup. (Green Indicator should
be on)
9. Rotate Makeup/Breakout Selector switch clockwise to position 2. Top jaw will close.
10. Rotate Makeup/Breakout Selector switch clockwise to position 3. Top wrench will
rotate right ("make up"). Rotation will stop when set torque is reached or when
wrench reaches end of stroke. Red MAKEUP REPEAT light will come on if torque is
not reached by end of Top Wrench stroke. If wrench reaches end of stroke before
set torque is reached, repeat steps 8-11. If torque is reached, green MAKEUP
COMPLETE light remains green.
11. Rotate Makeup / Breakout selector switch to position 0. Top wrench will open in
start position.
! ATTENTION !
If MAKEUP COMPLETE light (green light) remains illuminated, no further makeup is required.
If MAKEUP REPEAT light (red light) illuminates, repeat steps 8-11.
12. Rotate BOTTOM JAW switch to OPEN position. Bottom jaw will open.
13. Rotate IR MOVE selector switch to IN position. IR will move away from drill pipe/drill
collar to parking position. Place IR-3080 in position for next use, or turn off system,
as required.
! NOTICE !
The IR MOVE OUT function (extend) will not work if Bottom wrench, Top wrench or Spinner is
closed.
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
352-000-00 15
BREAKING CONNECTIONS (continued)
Normal Breakout Procedure
Unless stated otherwise, all controls mentioned below are those found on the Remote
Control Console (RCC) see Figure 8.
1. Choose either well center or mousehole as the destination for the Iron Roughneck,
as appropriate, using the Well Center/Mouse Hole selector switch located on the
Iron Roughneck Remote Control Console (RCC).
2. Starting with the IR-3080 in the Makeup Initial Position (see Figure 5), with the
Torque Wrench jaws open, several feet from the drill pipe/drill collars, select the IR
MOVE IN / OUT switch and choose position OUT. Completely extend IR to the
chosen out position (extend position) see Figure 6.
! NOTICE !
Hold IR MOVE IN /OUT (extend/retract) switch till IR stops. Do not prematurely release the
switch. Allow the IR to travel to its designated proper stopping position.
3. If necessary, adjust the height of the IR by operating the WRENCH UP or DOWN
control to place the top and bottom jaws at the pipe joint position.
4. Rotate "BOTTOM JAW" switch to CLOSE position. Bottom jaw of the Torque
Wrench closes.
CAUTION
Ensure BOTTOM JAW of the torque wrench is engaged
to the drill pipe/drill collars before rotating the spinner or
the Top Jaw of the torque wrench. Failure to observe
this precaution can cause serious injury and / or damage
to the equipment.
! NOTICE !
Breakout sequences will be controlled by rotation of Makeup / Breakout Selector switch in a
COUNTER CLOCKWISE direction.
5. Rotate Makeup/Breakout Selector switch counter-clockwise from position 0 to
position 3. Top jaw will close.
6. Rotate Makeup/Breakout Selector switch to position 2. Top wrench will rotate left
breakout. Rotation will stop when wrench reaches end of stroke.
7. Rotate Makeup/Breakout Selector switch button to position 1. Top jaw will open.
8. Rotate Makeup/Breakout Selector switch to position 0, Top wrench will turn right to
start position.
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
16 352-000-00
9. Rotate the SPINNER ROTATION rotary selector switch to position OUT. Spinner
will spin pipe in a breakout direction.
10. Turn the SPINNER Rotary Selector Switch to position SPIN. Spinner rollers will grip,
and the rollers will start spinning the pipe. If spinner cannot spin pipe, open spinner
grip and repeat steps 5-8.
11. When pipe is spun out, rotate SPINNER Rotary Selector switch to OFF position.
Spinner will stop rotation and spinner rollers will release.
12. Rotate BOTTOM JAW switch to OPEN position. Bottom jaw will open.
13. Rotate IR MOVE Selector switch to IN. IR will move to parking position. Place IR-
3080 in position for next use, or turn off system, as required.
! NOTICE !
The IR MOVE IN function (retract) will not work if Bottom wrench, Top wrench or Spinner is
closed.
EMERGENCY STOP PROCEDURES
If problems occur during operation, the operator can press the E-STOP button on the RCC.
This will shut off hydraulic power to the system.
START AFTER EMERGENCY STOP
After emergency shutoff, the operator should reset all controls to the normal Start position
and check for any hydraulic or electrical problems before pulling out the E-STOP button
and restarting the operation.
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
352-000-00 17
JAW PRESSURE ADJUSTMENT
The pressure for the Top Jaw and the Lower Jaw must be set before adjusting torque or
performing makeup or breakout functions. The Jaw pressure desired will vary according to
the size of the tubular being handled.
WARNING
Ensure the correct jaw pressure is chosen for the size of
tubular being handled. Excessive jaw pressure can
damage a tubular.
WARNING
Exercise extreme caution when performing adjustments
on the hydraulic system. Fluid escaping under pressure
can easily cause serious injury or death to personnel
and / or damage to the equipment
1. Ensure the Hydraulic Power Unit is running correctly and the full pressure of 3000
psi is available according to the System Gauge on the Torque Setting Panel.
2. In the Hydraulic Enclosure, choose either the TOP JAW Valve or the BOTTOM JAW
Valve, as desired.
Torque
Control
Valve
Relief Valve Ball Valve
Bottom Jaw
Valve
Top Jaw
Valve
RN300008
Figure 9. Hydraulic Enclosure Assembly
3. If maximum jaw pressure is desired, close the Ball Valve mounted in the Hydraulic
Enclosure. This bypasses the Downstream Relief Valve and allows the full 3000 psi
pressure to flow to the chosen jaw.
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
18 352-000-00
4. If regulated jaw pressure is desired, open the Ball Valve. This allows the
Downstream Relief Valve to function.
5. While observing the Jaw Pressure Gauge on the Torque Setting Panel, turn the
adjustment stem on the Downstream Relief Valve until the Jaw Pressure Gauge
reads the desired pressure.
Jaw pressure for the Top and Bottom Jaws is now set.
GENERAL OPERATING
PROCEDURES
R-3080 IRON ROUGHNECK
Document Number
352-000-00 19
TORQUE ADJUSTMENTS
The torque must be set before performing makeup or breakout of drill pipe/drill collars.
1. Ensure the Hydraulic Power Unit is running correctly and the full pressure of 3000
psi is available according to the System Gauge on the Torque Setting Panel.
2. Adjust Torque Setting Control Valve (see Figure 10) for Makeup Torque (Counter
Clockwise for decrease torque setting and Clockwise for increase torque setting).
Torque
Setting
Control
System
Pressure
Gauge
Torque
Gauge
RN300007
Figure 10. Torque Setting Panel
3. To Set Makeup torque, pull the Torque Control Valve out and hold, while turning the
Torque Setting Control knob. Monitor the Torque Setting Gauge until the desired
torque is achieved.
4. Release the Torque Control Valve and lock the Torque Setting Control using the
locking nut found just behind the knob on Torque Setting control.
5. Check the torque setting by shifting the Torque Control Valve (pull the Torque
Control Valve out and hold). The Torque Setting Gauge will indicate current torque
setting.
Make-Up Torque is now set for the Top Wrench.
Document Number
302-000-00
IR-3080
IRON ROUGHNECK
Maintenance
Document Number
402-000-00
IR-3080
IRON ROUGHNECK
Wrench Assembly
WRENCH ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
2 402-000-00
BOTTOM
WRENCH
TOP
WRENCH
RN300015
TORQUE
CYLINDER
Figure 1. Wrench Assembly
WRENCH ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
402-000-00 3
WRENCH ASSEMBLY DESCRIPTION
The Wrench Assembly is the component used to apply makeup or breakout torque to
the pipe (drill pipe/drill collars) being handled. The wrench assembly is controlled at the
Remote Control Console by using the four-position Makeup/Breakout selector switch.
The Wrench Assembly consists of top and bottom wrench assemblies. The bottom
wrench assembly, which supports the top wrench assembly, is mounted to the
automated arm assembly. The top wrench and the bottom wrench use two opposing
hydraulic cylinders to force die heads against the tool joint of the pipe (drill pipe/drill
collars), holding the pipe in place.
The bottom and top jaw cylinders use two separate pressurized fluid supply lines to
control clamping.
Wrench Assembly Specifications and Parameters
Wrench Assembly Specifications
Length 36
Width 58
Height 27
Weight 3300 lbs
Wrench Operational Parameters
Size Range of drill pip/drill collars handled 3-1/2 to 8-1/2
Maximum torque (makeup) 60,000 ft - lbs
Maximum torque (breakout) 80,000 ft - lbs
WRENCH ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
4 402-000-00
WRENCH ASSEMBLY MAINTENANCE
Replacing Dies in Top and Bottom Wrench Assemblies
Changing Top Jaw Dies:
1. Set the Top Wrench jaws to close by rotating makeup/breakout knob CCW to
position 3.
2. Shutdown power with E-Stop switch. Turn off and lockout power to the Iron
Roughneck before proceeding with replacement of dies in the Top Wrench
assembly.
3. Remove retaining pins and upper lock plates and keep lower lock plate in place (see
note); slide jaw dies out. Remove one jaw die on each side, allowing other jaw die
on same side to also be removed (see figure 2).
Note: During disassembly and reassembly of jaw dies removal of lower lock plate is
not necessary.
4. Install new dies and re-pin lock plates.
5. Remove lockouts and turn on power to the Iron Roughneck.
6. Rotate Makeup/Breakout selector knob CC back to position 0.
Jaw Die
WD4
RN300021
Wide Die Holder
Lock Plate
Lock Plate Pin
Retaining Pin
Figure 2. Changing Jaw Dies
WRENCH ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
402-000-00 5
Replacing Dies in Top and Bottom Wrench Assemblies (continued)
Changing Bottom Jaw Dies:
1. Set the Bottom Wrench jaws to close by rotating Bottom Jaw rotary selector switch
to CLOSE position
2. Shutdown power with E-Stop switch. Turn off and lockout power to the Iron
Roughneck before proceeding with replacement of dies in the Bottom Wrench
assembly.
3. Remove retaining pins and upper lock plates and keep lower lock plate in place (see
note); slide jaw dies out. Remove one jaw die on each side, allowing other jaw die
on same side to also be removed (see figure 2).
Note: During disassembly and reassembly of jaw dies removal of lower lock plate is
not necessary.
4. Install new dies and re-pin lock plates.
5. Remove lockouts and turn on power to the Iron Roughneck.
6. Rotate bottom jaw switch back to OPEN position
CAUTION
All equipment should be shut down, isolated and tagged
OUT OF SERVICE before any maintenance procedure
is performed. Any unexpected start-up of equipment
during procedure can cause serious injury or death to
personnel and / or damage to the equipment.
WRENCH ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
6 402-000-00
Cylinder
Cylinder
Stop
TW Body
Weldment
Bottom Wrench
Assembly
RN300020
Rod Pin
Cylinder
Stop Pin
Jaw Dies
(WD4)
View without
TW top plate
Lock Plates Die Holder
Top Jaw
Manifold
Bearing
Torque Cylinder
Assembly
TOP WRENCH
ASSEMBLY
Figure 3. Top Wrench Assembly
WRENCH ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
402-000-00 7
BOTTOM WRENCH
ASSEMBLY
Front
Wear Block
View with
BW top plate
Rear
Wear Block
Die Holder
View without
BW top plate
Lock Plates
Cylinder
Stop Pin
Rod Pin
Bottom Jaw
Manifold
Jaw Dies
(WD4)
RN300022
Cylinder
Cylinder
Stop
BW
Body
Weldment
Torque Cylinder
Assembly
Front
Wear Block
Top Wrench
Assembly
Figure 4. Bottom Wrench Assembly
WRENCH ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
8 402-000-00
WRENCH ASSEMBLY MAINTENANCE (continued)
Lubrication and Maintenance
For Lubricant and Fluid specifications, refer to the Recommended Lubricants and
Fluids section in this manual.
Daily:
1. Visually inspect Jaw Dies.
! NOTICE !
Inspect jaw dies frequently and replace if worn or damaged.
2. Flush out any drill mud, which may accumulate around the jaw dies or under the jaw
cylinders, and in between the top jaw and bottom jaw assemblies.
3. Use wire brush as needed to keep jaw dies clean of metal shavings.
4. Check all hose and fitting for hydraulic oil leakage.
CAUTION Keep hands clear of Jaw Dies while dies are extending.
Monthly:
1. Brush surfaces under jaw cylinders with grease.
2. Inspect for loose, missing, or unsecured fasteners and take correction action to
tighten and secure parts.
3. Inspect all hoses, fittings thoroughly for any evidence of chaffing or hydraulic oil
leakage. Replace if necessary.
Semi-Annual (Every 6 Months)
1. Inspect all hydraulic cylinders thoroughly for hydraulic oil leakage or damage. Repair
or replace if necessary.
CAUTION
Maintain the original security devises, such as; safety
wire, cotter pins lock nuts, retaining rings, loctite, ect. To
prevent parts from vibrating loose and falling.
CAUTION
All equipment should be shut down, isolated and tagged
OUT OF SERVICE before any maintenance procedure
is performed. Any unexpected start-up of equipment
during procedure can cause serious injury or death to
personnel and / or damage to the equipment.
Document Number
402-100-00
IR-3080
IRON ROUGHNECK
Spinner Assembly
SPINNER ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
2 402-100-00
Drive Roller
Hydraulic
Motor
RN300016
Hydraulic
Cylinder
FIGURE 1. SPINNER ASSEMBLY
WRENCH ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
402-100-00 3
SPINNER ASSEMBLY DESCRIPTION
Spinner Assembly
The Spinner is mounted above the Wrench Assembly (see figure 1) and is used to spin
a drill pipe/drill collar connection IN prior to makeup torquing, and spin a drill pipe/drill
collar connection OUT after breakout torquing.
The pipe spinner has four sets of two drive rollers each. Two hydraulic motors drive
each set. This system can reach and centralize any diameter drill pipe/drill collar
between 3-1/2" to 8-1/2" size. The clamping is done with one hydraulic cylinder.
Spinner Support Assembly
The Spinner Support Assembly (see Figure 2), which supports the Spinner Assembly is
socket mounted to the Wrench Frame Assembly. The Spinner Support assembly, which
utilizes a floating suspension system, allows the spinner assembly to follow drill pipe/drill
collars movement as threaded connections are spun in or out.
Pipe Spinner Specifications and Parameters
Pipe Spinner Assembly Specifications
Length 49"
Width 45"
Height 24"
Weight 1250 lbs
Hydraulic Pressure Line 1/2" ID
Hydraulic Return Line 1/2" ID
Pipe Spinner Operational Parameters
Size Range of drill pipe/drill collars handled 3-1/2" to 8-1/2"
Maximum Spinner rpm 80 rpm
Maximum Spinner Torque 2250 ft - lbs
SPINNER ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
4 402-100-00
Balance Spring
Wrench Frame
Interlock
Pin Hole
Head Support
RN300023
Spring Assembly
Lower Pin
Spinner Assembly
Spring Suspesion
Assembly Spring Assembly
Upper Pin
Figure 2. Spinner and Support Assembly
WRENCH ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
402-100-00 5
SPINNER ASSEMBLY MAINTENANCE
Lubrication and Maintenance
For Lubricant and Fluid specifications, refer to the Recommended Lubricants and
Fluids section in this manual.
Daily:
1. Visually inspect Drive Rollers.
! NOTICE !
Inspect Drive Rollers frequently and replace if worn or damaged.
2. Flush out any drill mud, which may accumulate around the drive rollers or between
the inside of the spinner weldment and under the spinner hydraulic cylinder.
3. Use wire brush as needed to keep drive rollers clean of metal shavings.
4. Check all hose and fitting for hydraulic oil leakage.
CAUTION
Keep hands clear of Drive Rollers while Drive Rollers are
rotating.
Weekly:
1. Inspect hydraulic motors for hydraulic oil leakage.
2. Apply grease to each grease fittings between the drive rollers (4 places) with 1-3
pumps of a hand-operated grease gun.
Monthly:
1. Inspect for loose, missing, or unsecured fasteners and take correction action to
tighten and secure parts.
2. Inspect all hoses, fittings thoroughly for any evidence of chaffing or hydraulic oil
leakage. Replace if necessary.
3. Inspect drive rollers for wear or damage. Replace if necessary.
SPINNER ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
6 402-100-00
Semi-Annual (Every 6 Months)
1. Inspect hydraulic motors thoroughly for hydraulic oil leakage or damage. Repair or
replace if necessary.
2. Inspect hydraulic cylinders thoroughly for hydraulic oil leakage or damage. Repair or
replace if necessary.
CAUTION
Maintain the original security devises, such as; safety
wire, cotter pins lock nuts, retaining rings, loctite, ect. To
prevent parts from vibrating loose and falling.
CAUTION
All equipment should be shut down, isolated and tagged
OUT OF SERVICE before any maintenance procedure
is performed. Any unexpected start-up of equipment
during procedure can cause serious injury or death to
personnel and / or damage to the equipment.
Document Number
402-300-00
IR-3080
IRON ROUGHNECK
Remote Control Console
Assembly
REMOTE CONTROL CONSOLE
ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
402-000-00 3
REMOTE CONTROL CONSOLE ASSEMBLY DESCRIPTION
The Hydraulic system is electrically controlled from the Remote Control Console (RCC).
The RCC uses pushbuttons and rotary switches to control solenoid valves. The
operator can perform make up and break out of drill pipe/drill collar connections using
the RCC. The RCC is either freestanding on the drill floor or located in or close to the
Driller's Cabin, and positioned to where the jaws of the IR can be observed while
operating the Iron Roughneck. Refer to the "General Operating Procedures" section in
this manual for comprehensive operating instructions regarding the RCC. Refer to the
"Installation and Set-up" section in this manual for comprehensive installation and set-
up instructions.
A 24 VDC, 10 AMP, power supply source is connected to the RCC, and the plug and
cable assembly connects the RCC to the Iron Roughneck solenoid J-Box. Refer to
"Electric Controls" in the Product Information section of this manual for comprehensive
electrical information regarding the RCC.
REMOTE CONSOLE PANEL MAINTENANCE
Remote Control Console Start-up Check
1. If the IR Remote Control Console (RCC) has been taken out of active service (i.e. shut
down and de-energized) the following start-up procedure shall be used and performed
by a qualified electrician.
2. Megger test the power cable if the console has been disconnected, or upon first
installation.
3. Ensure that the correct voltage and frequency is supplied from the UPS distribution
board before the main switch is turned on in the console. This should be 24 VDC.
4. Make sure that no emergency stops (red mushroom buttons) are activated. If the
emergency stops have been activated, deactivate the emergency stops by turning one-
quarter turn counter clockwise and pulling out. There is one located on the RCC.
Others may be located elsewhere in the system depending on the exact setup for a
particular rig.
5. Test the function of the emergency stop circuits for the IR. If the emergency stops work
correctly, deactivate, as described in step 3 above, and go to step 6.
6. Ensure that all circuits are operational before starting any other testing. If not all circuits
are operational, only qualified control system personnel should operate the IR.
Refer to "Long Term Storage of Iron Roughneck Equipment" in the Maintenance section of this
manual for information regarding storage and storage removal procedures of Iron Roughneck
electrical equipment.
Document Number
402-200-00
National Oilwell
IR-3080
IRON ROUGHNECK
Automated Arm
Assembly
AUTOMATED ARM
ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
2 402-200-00
(p) Document is pending and was not completed when manuals were printed.
Document Number
402-400-00
National Oilwell
IR-3080
IRON ROUGHNECK
Hydraulic Enclosure
Assembly
HYDRAULIC ENCLOSURE
ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
2 402-400-00
(p) Document is pending and was not completed when manuals were printed.
Document Number
402-500-00
National Oilwell
IR-3080
IRON ROUGHNECK
Torque Setting Panel
Assembly
TORQUE SETTING PANEL
ASSEMBLY
IR-3080 IRON ROUGHNECK
Document Number
2 402-500-00
(p) Document is pending and was not completed when manuals were printed.
Document Number
602-000-00
IR-3080
IRON ROUGHNECK
Troubleshooting
TROUBLESHOOTING
IR-3080 IRON ROUGHNECK
Document Number
2 602-000-00
GENERAL SYSTEM PROBLEMS
The following table contains troubleshooting tips for several common problems,
including problems with the hydraulic system providing hydraulic pressure to the Iron
Roughneck. This list is not all-inclusive but must be used in conjunction with
knowledgeable personnel, proper tools, appropriate vendor documentation and common
sense.
System Troubleshooting Table
TROUBLE POSSIBLE SOLUTION
Check the coupling between the hydraulic power unit and the roughneck to
ensure that the two units are properly connected.
Check for the correct direction of pump rotation.
Check the fluid level in the reservoir.
Check to see if the oil level sight gage is plugged.
Check the oil level reading to see if it shows when the tank is empty.
Remove the pump pressure line to determine if the pump is delivering any
fluid.
See if the suction strainer is plugged or restricted in any way.
Determine whether the suction line might be leaking.
See if the reservoir breather or air vents are restricted.
When fluid is lost in one branch of a circuit, as indicated by hot lines in one
area, check for a cylinder rod disconnected from its piston. Removing the
lines from the cylinder and directing compressed air through a cylinder port
can make a simple check. Blocking lines to the cylinder may re-establish full
operating pressure. This positively indicates a bypass through the cylinder.
Check pilot pressure. See if the pilot pressure is adequate and the supply is
stable.
Determine whether the solenoid pushpin shifts the pilot spool the correct
distance. Is the end worn? If so, replace the pushpin.
Check the electrical signal to the solenoid with a test light. Check to see if the
voltage is too low or the line loss is excessive.
Check the supply to the pilot orifice for clogging or restriction.
See if the main spool is physically jammed.
Determine whether the piping has been wedged into the body in order to
eliminate a leak and caused distortion of the moving parts.
Directional Control
Valve Fails to
Operate
Make sure the pilot drain is not clogged or restricted.
TROUBLESHOOTING
R-3080 IRON ROUGHNECK
Document Number
602-000-00 3
TROUBLE POSSIBLE SOLUTION
Check that the pilot tank port is connected to a main tank port in which the
pressures are high enough to neutralize the pilot input pressure.
Check the solenoids for improper interlocking, such that a signal is
erroneously provided to both units simultaneously.
Check if the mounting pad is warped from external heating.
See if the fluid medium is excessively hot.
Extremes of temperature in certain geographical locations may cause
condensation in the fluid power reservoir.
Overloaded Motor
The pressure or volume may have been adjusted beyond the drive
capabilities. Reduce the pressure or volume to compatible levels.
Determine if there is excessive internal circuit leakage by checking for hot
spots and making any needed repairs.
Determine if there is excessive internal circuit leakage by checking for hot
spots and making any needed repairs.
Slow Operation,
Marginal
Performance
Check for excessive output of the pump. This can cause pump wear.
Check for an internal leak that may cause a hot pipe or localized heat on a
component.
The wrong choice of seals may cause the elastomers in the seals to dissolve
and bind the circuit elements.
Protective coverings in contact with certain fluids can cause sludge deposits
on filters, in orifices, and around seal areas.
Electrolytic action can be expected with some metals such as zinc or
cadmium.
Synthetic Fluid
Problems
Heavy sludge formations may result from improper mixtures.
Positioning System
does not work
properly
Verify the positioning system is setup correctly.
TROUBLESHOOTING
IR-3080 IRON ROUGHNECK
Document Number
4 602-000-00
Mechanical Troubleshooting
If Automated Arm assembly fails to rotate to either Well Center or Mouse Hole positions,
check to ensure pin is removed from base.
Hydraulic System Troubleshooting
If all hydraulic power on IR-3080 is lost, check HPU.
If hydraulic power to one section of IR-3080 is lost, check hydraulic pressure coming
into HE using Torque Setting Panel.
If pressure check shows sufficient pressure coming into HE, check hydraulic line
between HE and affected section.
If pressure check shows insufficient pressure coming into HE, check HPU in accordance
with HPU manual.
Electrical System Troubleshooting
If Remote Console Panel loses electrical power, check for 24VDC in wiring coming into
RCC from HPU. If wiring is good, troubleshoot electrical system of HPU in accordance
with HPU manual.
If ERLS J-Box loses electrical power, but RCC does not, check wiring between ERLS J-
Box and RCC.
Document Number
702-000-00
IR-3080
IRON ROUGHNECK
Installation & Set-up
INSTALLATION and SET-UP
IR-3080 IRON ROUGHNECK
Document Number
2 702-000-00
THIS PAGE INTENTIONALLY LEFT BLANK
Document Number
103-000-00
IR-3080
IRON ROUGHNECK
PARTS LIST
PARTS LIST
IR-3080 IRON ROUGHNECK
Document Number
2 103-000-00
THIS PAGE INTENTIONALLY LEFT BLANK
PARTS LIST
IR-3080 IRON ROUGHNECK
Document Number
103-000-00 3
PARTS LIST INDEX
(EPL-1560)
THE FOLLOWING LIST IS THE PRIMARY ASSEMBLY DRAWINGS USED FOR THE PRODUCTION
OF THE IR-3080 ROUGHNECK ASSEMBLY (UNITS 2-7). PLEASE REFERENCE THE FOLLOWING
NUMBERS: ENGINEERING REFERENCE NO.: IR3080AR5501
DRAWING NO. DWG. REV.
SECTION 1: TOP LEVEL DRAWINGS
IR-3080 ASSEMBLY IR3080AR5501 B
LIFTING SKID ASSEMBLY LS01 B
HYDRAULIC CONTROL IR-3080 HC02 D
SECTION 2: STRUCTURAL ASSEMBLY
ARM ASSEMBLY AR01 D
ARM, RIGHT TOP ASSEMBLY AR01-01 4
ARM, LOWER LEFT ASSEMBLY AR01-02 7
ARM ASSEMBLY AR01-03A -
ARM ASSEMBLY AR01-03B A
ARM ASSEMBLY AR01-03C A
GUIDE ASSEMBLY AR01-10 12
BASE ASSEMBLY AR01-11 4
SECTION 3: SPINNER ASSEMBLY
SPINNER & SUPPORT ASSEMBLY SA01 B
SPINNER ASSEMBLY SP01 F
ROLLER ASSEMBLY SP01-03 E
SPRING BRACKET ASSEMBLY SP01-09 A
SECTION 4: WRENCH ASSEMBLY
WRENCH ASSEMBLY WA02 B
TOP WRENCH ASSEMBLY TW02 G
BOTTOM WRENCH ASSEMBLY BW02 H
TORQUE WRENCH ASSEMBLY BW02-13 E
PARTS LIST
IR-3080 IRON ROUGHNECK
Document Number
4 103-000-00
PARTS LIST INDEX
(EPL-1560)
DRAWING NO. DWG. REV.
SECTION 5: INSTALLATION SPARES
IR-3080 INSTALLATION SPARES KIT 104-000-00 -
IR-3080 HYDRAULIC POWER UNIT START-UP KIT 2302061-016 -
SECTION 6: RECOMMENDED SPARE PARTS LIST
RECOMMENDED SPARE PARTS LIST 105-000-00 -
NATIONAL OILWELL
IR-3080 IRON ROUGHNECK
SECTION 1
TOP LEVEL
DRAWINGS
NATIONAL OILWELL
IR-3080 IRON ROUGHNECK
SECTION 2
STRUCTURAL ASSEMBLY
NATIONAL OILWELL
IR-3080 IRON ROUGHNECK
SECTION 3
SPINNER ASSEMBLY
36 5/8"
B B
21
2
1
22
4
3
17
22 1 SP01-06 CYLINDER CLEVIS
21 1 sp01-04 CYLINDER
20 1 7804875 ELBOW, AEROQUIP 2062-6-8S
19 1 g7800108 ADAPTER, AEROQUIP 202702-6-8S
18 1 7804123 ELBOW, AEROQUIP 2062-6-6S
17 1 7800776 ADAPTER, AEROQUIP 202702-6-6S
16 2 700021617 SCREW, HEX HD CAP 3/8-16 X 3 GR5 ZINC PL
15 2 6300062 NUT, HEX 3/8-16UNC CAD PLTD
14 2 7619041 WASHER, REG SPG LOCK 3/8" CD PL
13 2 7621024 WASHER, FLAT 3/8" N TYPE A 0.812 OD CD PL
12 4 218319/005 RETAINING SAFETY SNAP PIN
11 1 SP01-10-01 PIN ARM/ ARM
10 2 SP01-10-03 CLAMP, COLAR
9 2 SP01-52 BUSHING FLANGE, ORKOT
8 2 SP01-51 BUSHING ORKOT
7 2 SP01-50 BUSHING FLANGE ORKOT
6 2 SP01-08 PIN CYLINDER/ARM
5 2 SP01-07 PIN ROLLER/ARM
4 1 HC01-05AAS MANIFOLD 5 ASSEMBLY, SPINNER
3 2 SP01-03 SPINNER ROLLER ASSEMBLY
2 1 SP01-02 RIGHT ARM SPINNER
1 1 SP01-01 LEFT ARM SPINNER
ITEM NO. QTY. PART NO. DESCRIPTION / MATERIAL / SPECIFICATION WT. EA.
31"
C
SECTI ON B-B
11
10
7
8
6
12
22
4
14 15
9
10
16 13
6
2
3
3
4
6
7
8
1
17
5
36 5/8"
8 3/4"
8 3/4"
26 1/2"
3
7/8"
15/16"
1/16"
DETAI L C
SCALE 2X
7
8
1
2
11
20
19
18
12
DATE
SIZE REV
SCALE EST WT SHEET
TITLE
DRAWING No.
DATE
DATE
DATE
CHECKED BY
P.E. APPROVAL
DIMENSIONS ARE IN INCHES
FILLET RADII
CONCENTRICITY
SQUARENESS
PARALLELISM
RFS EXCEPT WHEN M MODIFIED
DIMENSIONAL TOL.
ANGLE .50 DEGREE
SURFACE RMS
FRACTIONS
X.XXX
X.XX
X.X
BREAK SHARP CORNERS
NEXT ASS'Y
SUPERSEDES
SUPERSEDEDBY
SIMILAR TO
PROPRIETARY INFORMATION
DESIGNED BY
DRAWN BY
MATERIAL SPEC
D
THIS DOCUMENT CONTAINS NATIONAL-OILWELL
PROPRIETARY AND CONFIDENTIAL INFORMATION.
IT IS LOANED FOR LIMITED PURPOSES ONLY AND
REMAINS THE PROPERTY OF NATIONAL-OILWELL.
IT MAY NOT BE REPRODUCED IN WHOLE OR PART
OR DISCLOSED TO THIRD PARTIES WITHOUT THE
PRIOR WRITTEN CONSENT OF NATIONAL-OILWELL.
THE DOCUMENT IS TO BE RETURNED TO NATIONAL-
OILWELL UPON REQUEST AND IN ALL EVENTS
UPON COMPLETION OF THE USE FOR WHICH IT
WAS LOANED.
1 2 3 4 5 6 7 8
A
B
C
D
8 7 6 5 4 3 1
D
C
B
A
UNLESS OTHERWISE SPECIFIED
F
SP01
1 OF 1 900LBS N/A
SPINNER ASSEMBLY
1/32
1/16
.015
.03
.1
125
7/7/03
7/10/03
7/10/03
KA
BW
J B
LTR DESCRIPTION OF CHANGE MADE CHKD DATE APPD
D REDRAWN IN SOLIDWORKS, UPDATEDBOM NT. KA 4/27/04 BW
E ADDEDDETAIL VIEW C, MODIFIEDITEM10 &11 NT. KA 6/01/04 BW
ADDEDITEM#22 &23
F UPDATEDPINS &BUSHINGS NT. KA 7/25/04 BW
LTR DESCRIPTION OF CHANGE MADE CHKD DATE APPD
D REDRAWN IN SOLIDWORKS, UPDATEDBOM NT. KA 4/27/04 BW
E ADDEDDETAIL VIEW C, MODIFIEDITEM10 &11 NT. KA 6/01/04 BW
ADDEDITEM#22 &23
F UPDATEDPINS &BUSHINGS NT. KA 7/25/04 BW
15 1/2"
23 3/16"
A
A
8 1/2"
.28
B
SECTI ON A-A
5
5
1
8 7
12
11
11
9
6 13 14
14 12 6300081 NUT, HEX 1/2"-13UNC CD PL .04
13 24 7634040 WASHER, NORDLOCK NL1/2 1/2" ZINC PL .38
12 1 SP01-03-11 FORGED EYE BOLT 1/2 X 3 1/4 .44
11 8 7800202 ELBOW, AEROQUIP 2062-10-8S .05
10 4 568224/020 0-RING 2.012 OD. X 1.734 ID .00
9 2 SP01-03-06 GREASE FITTING 1/4-28 UNF STRAIGHT .00
8 16 700631208 SCREW, SOC HD CAP 1/2-13UNC X 3 CD PL .20
7 16 7612018S WASHER, HI-COLAR SPG LOCK 1/2 SST .00
6 12 700032611 SCREW, HEX HD CAP 1/2"-13 X 6-1/2" LG CD PL .41
5 4 HM001 HYDRO MOTOR .00
4 4 SP01-03-05 SEAL SPACER FOR ROLLER .00
3 2 SP01-03-03 ROLLER BODY 0
2 4 SP01-03-02 ROLLER
1 1 sp01-03-01 ROLLER BRACKET, SPINNER
ITEM NO. QTY. PART NO. DESCRIPTION / MATERIAL / SPECIFICATION WT. EA.
DETAI L B
SCALE 3X
5 10
4
3 5
2
12
1
2
3
9
6 13 13 14
11
4 10
8 7
DATE
SIZE REV
SCALE EST WT SHEET
TITLE
DRAWING No.
DATE
DATE
DATE
CHECKED BY
P.E. APPROVAL
DIMENSIONS ARE IN INCHES
FILLET RADII
CONCENTRICITY
SQUARENESS
PARALLELISM
RFS EXCEPT WHEN M MODIFIED
DIMENSIONAL TOL.
ANGLE .50 DEGREE
SURFACE RMS
FRACTIONS
X.XXX
X.XX
X.X
BREAK SHARP CORNERS
NEXT ASS'Y
SUPERSEDES
SUPERSEDEDBY
SIMILAR TO
PROPRIETARY INFORMATION
DESIGNED BY
DRAWN BY
D
THIS DOCUMENT CONTAINS NATIONAL-OILWELL
PROPRIETARY AND CONFIDENTIAL INFORMATION.
IT IS LOANED FOR LIMITED PURPOSES ONLY AND
REMAINS THE PROPERTY OF NATIONAL-OILWELL.
IT MAY NOT BE REPRODUCED IN WHOLE OR PART
OR DISCLOSED TO THIRD PARTIES WITHOUT THE
PRIOR WRITTEN CONSENT OF NATIONAL-OILWELL.
THE DOCUMENT IS TO BE RETURNED TO NATIONAL-
OILWELL UPON REQUEST AND IN ALL EVENTS
UPON COMPLETION OF THE USE FOR WHICH IT
WAS LOANED.
1 2 3 4 5 6 7 8
A
B
C
D
8 7 6 5 4 3 1
D
C
B
A
UNLESS OTHERWISE SPECIFIED
E
SP01-03
1 OF 1 243.3 LBS N/A
SPINNER ROLLER ASSEMBLY
KA.
1/32
1/16
.015
.03
.1
125
6/11/03
7/3/03
7/3/03 BW
J B
LTR DESCRIPTIONOF CHANGE MADE CHKD DATE APPD
D ADDEDITEM#12 &13 NT. KA 6/01/04 BW
E CHANGEDTO NORDLOCK WASHERS NT. KA 7/25/04 BW
LTR DESCRIPTIONOF CHANGE MADE CHKD DATE APPD
D ADDEDITEM#12 &13 NT. KA 6/01/04 BW
E CHANGEDTO NORDLOCK WASHERS NT. KA 7/25/04 BW
NATIONAL OILWELL
IR-3080 IRON ROUGHNECK
SECTION 4
WRENCH ASSEMBLY
21 11/16"
56 7/8"
12 1/2"
27 1/8"
3
2
1
11 1 7800071 ELBOW, AEROQUIP 2023-8-8S
10 2 7804213 ELBOW, AEROQUIP 2062-12-8S .64
9 1 BW02-13-01-07 PIN, 1.75 DIA .00
8 4 7619033 WASHER, REG SPG LOCK 1/4" CD PL 0
7 4 2405190 SCREW, DR HD HEX HD CAP 1/4"-20 X 3/4" LG GR5 CD PL
6 2 BW02-13-03 LOCKING PLATE
5 2 sp01-03-06 GREASE FITTING 1/4-28 UNF STRAIGHT
4 1 BW02-13-01-06 PIN, 2.00 DIA.
3 1 BW02-13 TORQUE CYLINDER ASSEMBLY
2 1 TW02 TOP WRENCH ASSEMBLY (IR3080)
1 1 BW02 BOTTOM WRENCH ASSY (IR3080)
ITEM NO. QTY. PART NO. DESCRIPTION / MATERIAL / SPECIFICATION WT. EA.
5 6 7 8 9
6 7 8 4 5
1 1/2"
10 1/8"
10 1/8"
21 1/2"
10
10
11
DATE
SIZE REV
SCALE EST WT SHEET
TITLE
DRAWING No.
DATE
DATE
DATE
CHECKED BY
P.E. APPROVAL
DIMENSIONS ARE IN INCHES
FILLET RADII
CONCENTRICITY
SQUARENESS
PARALLELISM
RFS EXCEPT WHEN M MODIFIED
DIMENSIONAL TOL.
ANGLE .50 DEGREE
SURFACE RMS
FRACTIONS
X.XXX
X.XX
X.X
BREAK SHARP CORNERS
NEXT ASS'Y
SUPERSEDES
SUPERSEDEDBY
SIMILAR TO
PROPRIETARY INFORMATION
DESIGNED BY
DRAWN BY
MATERIAL SPEC
D
THIS DOCUMENT CONTAINS NATIONAL-OILWELL
PROPRIETARY AND CONFIDENTIAL INFORMATION.
IT IS LOANED FOR LIMITED PURPOSES ONLY AND
REMAINS THE PROPERTY OF NATIONAL-OILWELL.
IT MAY NOT BE REPRODUCED IN WHOLE OR PART
OR DISCLOSED TO THIRD PARTIES WITHOUT THE
PRIOR WRITTEN CONSENT OF NATIONAL-OILWELL.
THE DOCUMENT IS TO BE RETURNED TO NATIONAL-
OILWELL UPON REQUEST AND IN ALL EVENTS
UPON COMPLETION OF THE USE FOR WHICH IT
WAS LOANED.
1 2 3 4 5 6 7 8
A
B
C
D
8 7 6 5 4 3 1
D
C
B
A
UNLESS OTHERWISE SPECIFIED
B
BW.
KA.
WA02
1 OF 1 2900LBS N/A
WRENCH ASSEMBLY IR3080
NT.
11/15/03
1/32
1/16
.015
.03
.1
125
NT.
11/15/03
11/15/03
11/15/03
LTR DESCRIPTION OF CHANGE MADE CHKD DATE APPD
A UPDATED VIEWS NT. KA 5/12/04 BW
B UPDATED VIEWS, ADDED ITEM #4 THRU 11 NT. KA 8/15/04 BW
LTR DESCRIPTION OF CHANGE MADE CHKD DATE APPD
A UPDATED VIEWS NT. KA 5/12/04 BW
B UPDATED VIEWS, ADDED ITEM #4 THRU 11 NT. KA 8/15/04 BW
G-SWITCH
SEE NOTE*
3
3 1 7025102 SCREW, HEX SOC FLAT PT SET 1/4-20 X3/8 .01
2 1 BW02-13-01-02 TORQUE CYLINDER CLEVIS .00
1 1 BW02-13-01 TORQUE CYLINDER BODY .00
ITEM NO. QTY. PART NO. DESCRIPTION / MATERIAL / SPECIFICATION WT. EA.
27 5/16"
FULLY RETRACT
1 3/4"
2"
-MODEL#:
-BORE DIA: 5"
-ROD DIA: 2-1/2"
-PORT SIZE: SAE-12, POSITION #2
-ROD MATERIAL: 17-4 SS
-MOUNTING STYLE: FIXED CLEVIS
-STROKE: 11"
-DISTANCE CEN TER TO CENTER
WHEN FULLY RETRACT: 27-1/4"
-MAX WORKING PRESSURE: 3000PSI
-FORCE AT MAX WORKING PRESSURE
+EXTEND: 58900 LBS
+RETRACT: 44200 LBS
-VOLUME OF OIL CONSUMED, EXTENSION STROKE: .94 GALLON
-VOLUME OF OIL CONSUMED, RETRACTION STROKE: .7 GALLON
-APROXIMATE WEIGHT: 150LBS
*G-SWITCH P/N:
7844092 - SWITCH, LIMIT TOPWORX-SUNSOURCE 77-14539-B20
2.250
1.125
2X 1/4-20 UNC - 2B 1/2"
1.000
1.750
18 1/8"
3 15/16"
2 1/4"
3"
2 3/8"
1/2"
15/16"
3"
4 7/16"
1 7/8"-12 UNF
1.125
2.250
1.125
2X 1/4-20 UNC - 2B 1/2"
2.000
+.002
+.004
5 1/2"
R2"
2 15/16"
2
1
2 1/2" 5"
3/4"
(FOR SET SCREW)
1/4-20 UNC - 2B 1/2"
1 1/4"
1 7/8-12 UNF
DATE
SIZE REV
SCALE EST WT SHEET
TITLE
DRAWING No.
DATE
DATE
DATE
CHECKED BY
P.E. APPROVAL
DIMENSIONS ARE IN INCHES
FILLET RADII
CONCENTRICITY
SQUARENESS
PARALLELISM
RFS EXCEPT WHEN M MODIFIED
DIMENSIONAL TOL.
ANGLE .50 DEGREE
SURFACE RMS
FRACTIONS
X.XXX
X.XX
X.X
BREAK SHARP CORNERS
NEXT ASS'Y
SUPERSEDES
SUPERSEDEDBY
SIMILAR TO
APPLICABLE SPECS
LAYOUT No.
PROPRIETARY INFORMATION
DESIGNED BY
DRAWN BY
MATERIAL SPEC
D
THIS DOCUMENT CONTAINS PROPRIETARY AND
CONFIDENTIAL INFORMATION WHICH BELONGS
TO NATIONAL OILWELL. IT IS LOANED FOR LIMITED
PURPOSES ONLY AND REMAINS THE PROPERTY
OF NATIONAL OILWELL. REPRODUCTION, IN WHOLE OR
IN PART, OR USE OF THIS DESIGN OR DISTRIBUTION
OF THIS INFORMATION TO OTHERS IS NOT PERMITTED
WITHOUT THE EXPRESS WRITTEN CONSENT OF
NATIONAL OILWELL. THIS DOCUMENT IS TO BE
RETURNED TO NATIONAL OILWELL UPON REQUEST
AND IN ANY EVENT UPON COMPLETION OF THE USE
FOR WHICH IT WAS LOANED.
1 2 3 4 5 6 7 8
A
B
C
D
8 7 6 5 4 3
DWG No. SHT
1
D
C
B
A
UNLESS OTHERWISE SPECIFIED
E
9/3/03
9/3/03 J B
BW
BW02-13
1 OF 1
BW02-13 1
155 LBS 1:3
TORQUE CYLINDER ASSEMBLY
IR3080
KA
9/3/03
1/32
1/64
.015
.03
.1
250
LTR DESCRIPTIONOF CHANGE MADE CHKD DATE APPD
C REDRAWNINSOLIDWORKS, MODIFIEDPINS NT KA 2/16/04 BW
D REORGANIZEDMODEL, MODIFIEDPIN NT KA 4/25/04 BW
E ADDEDG-SWITCH NT KA 8/10/04 BW
MOVEDHARDWARE TO UPPER LEVEL
LTR DESCRIPTIONOF CHANGE MADE CHKD DATE APPD
C REDRAWNINSOLIDWORKS, MODIFIEDPINS NT KA 2/16/04 BW
D REORGANIZEDMODEL, MODIFIEDPIN NT KA 4/25/04 BW
E ADDEDG-SWITCH NT KA 8/10/04 BW
MOVEDHARDWARE TO UPPER LEVEL
NATIONAL OILWELL
IR-3080 IRON ROUGHNECK
SECTION 5
INSTALLATION SPARES
Document Number
104-000-00
IR-3080
IRON ROUGHNECK
INSTALLATION
SPARES KIT
PARTS LIST
IR-3080 IRON ROUGHNECK
Document Number
2 104-000-00
THIS PAGE INTENTIONALLY LEFT BLANK
PARTS LIST
IR-3080 IRON ROUGHNECK
Document Number
104-000-00 3
INSTALLATION SPARES INDEX
MODEL: IR-3080 IRON ROUGHNECK
DRAWING NO. DWG. REV.
IR-3080 INSTALLATION SPARES KIT 104-000-00 --
HYDRAULIC POWER UNIT START-UP KIT 2302061-016 --
2/04/04
DOCUMENT OR DRAWING NO. PAGE
1 OF 1
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
104-000-00
INSTALLATION SPARES KIT
IR 3080 IRON ROUGHNECK
B.M.D. 2/04/04
ITEM NO. PART NO. QTY DESCRIPTION
1 AR01-11-03 8 SHIM 1/2
2 AR01-11-04 8 SHIM 3/8
3 AR01-11-05 8 SHIM 1/4
4 ARO1-11-06 8 SHIM 1/8
5 AR01-11-07 8 SHIM 1/16
6 HC01-11 1 FILTER CARTRIDGE
7
8
9
10
Ron McKinney 1/27/04
DOCUMENT OR DRAWING NO. PAGE
1 OF 1
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
2302061-016
KIT, START-UP
IR 3080 HYDRAULIC POWER UNIT
Larry DeSmit 1/27/04
ITEM NO. PART NO. QTY DESCRIPTION
1 7804882 2 ELEMENT, BREATHER FILTER
2 2302070-019 2 ELEMENT, SUCTION FILTER ATZ-300
3 2302070-018 2 ELEMENT, HIGH PRESSURE FILTER
4 2302070-017 4 ELEMENT, RETURN TANK TOP FILTER
5
6
7
8
9
10
NATIONAL OILWELL
IR-3080 IRON ROUGHNECK
SECTION 6
RECOMMENDED
SPARES LIST
Document Number
105-000-00
IR-3080
IRON ROUGHNECK
RECOMMENDED
SPARE PARTS LIST
RECOMMENDED
SPARE PARTS LIST
IR-3080 IRON ROUGHNECK
Document Number
105-000-00
CUSTOMER:
RIG NAME:
SERIAL NUMBER:
REFERENCE NO:
NOI ORDER NO.:
NATIONAL OILWELL
P.O. BOX 4638
HOUSTON, TEXAS 77210-4638
PROPRIETARY INFORMATION: THIS DOCUMENT CONTAINS NATIONAL-OILWELL PROPRIETARY INFORMATION. IT IS LOANED FOR LIMITED PURPOSES ONLY, AND REMAINS
PROPERTY OF NATIONAL-OILWELL. IT MAY NOT BE REPRODUCED IN WHOLE OR PART, OR DISCLOSED TO THIRD PARTIES WITHOUT THE PRIOR WRITTEN CONSENT OF
NATIONAL-OILWELL. THE DOCUMENT IS TO BE RETURNED TO NATIONAL-OILWELL UPON REQUEST, AND IN ALL EVENTS, UPON COMPLETION OF THE USE FOR WHICH IT
WAS LOANED.
2/2/04
``
DOCUMENT OR DRAWING NO. PAGE
1 OF 2
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
105-000-00
RECOMMENDED SPARES LIST
IR 3080 IRON ROUGHNECK
B.M.D. 2/2/04
DEFINITIONS
I. CLASS OF PART
CLASS A: MAINTENANCE ITEMS - EXPENDABLE ITEMS REQUIRING PERIODIC
SERVICE OR REPLACEMENT.
CLASS B: REPAIR ITEMS - WEARING PARTS WHICH NORMALLY HAVE AN
EXTENDED, BUT NOT INDEFINITE LIFE.
CLASS C: MAJOR REPAIR ITEMS - PARTS ORDINARILY REPLACED ONLY
DURING MAJOR OVERHAUL.
II. ACCESSIBILITY TO SPARE PARTS
AREA 1: EQUIPMENT OPERATING WITHIN EASY ACCESS TO A NATIONAL-
OILWELL STORE OR CUSTOMERS OWN REGIONAL WAREHOUSE AND
EXPENDABLE PARTS ANTICIPATED FOR OPERATION OF ONE YEAR.
AREA 2: EQUIPMENT OPERATING IN REMOTE AREAS.
GROUP I: SPARES FOR ONE UNIT PER YEAR.
GROUP II: SPARES TO SUPPORT UP TO TWO UNITS OPERATING IN THE AREA
PER YEAR.
RECOMMENDATIONS
I. AS A GENERAL RULE FOR EQUIPMENT OPERATING IN AN ACCESSIBILITY AREA 1,
WE RECOMMEND:
1 LOT OF SPARES FOR EACH UNIT.
II. AS A GENERAL RULE FOR EQUIPMENT OPERATING IN AN ACCESSIBILITY AREA 2,
WE RECOMMEND:
1 LOT OF GROUP I SPARES FOR EACH UNIT PER YEAR,
OR
1 LOT OF GROUP II SPARES FOR APPROXIMATELY EACH 2 UNITS
OPERATING IN THE AREA.
III. FOR ONLY TWO TO THREE YEARS OPERATION, MULTIPLYCLASS A SPARES
ONLY BY 2
2/2/04
``
DOCUMENT OR DRAWING NO. PAGE
2 OF 2
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
105-000-00
RECOMMENDED SPARES LIST
IR 3080 IRON ROUGHNECK
B.M.D. 2/2/04
PART NO. DESCRIPTION
ASSEMBLIES
PER
IRON ROUGHNECK
AR01-RSP ARM ASSEMBLY 1
AR01-01 ARM, RIGHT TOP ASSEMBLY 1
AR01-02 ARM, LOWER LEFT ASSEMBLY 1
AR01-03A ARM, ASSEMBLY 1
AR01-03B ARM, ASSEMBLY 1
AR01-03C ARM, ASSEMBLY 1
AR01-10-RSP GUIDE ASSEMBLY 1
AR01-11-RSP BASE ASSEMBLY 1
BW02-RSP BOTTOM WRENCH ASSEMBLY 1
BW02-13-RSP TORQUE CYLINDER ASSEMBLY 1
LS01-RSP LIFTING SKID ASSEMBLY 1
SA01-RSP SPINNER & SUPPORT ASSEMBLY 1
SP01-RSP SPINNER ASSEMBLY 1
SP01-03-RSP ROLLER ASSEMBLY 1
SP01-09-RSP SPRING BRACKET ASSEMBLY 2
TW02-RSP TOP WRENCH ASSEMBLY 1
23202061-019 HPU 75HP ASSEMBLY 1
0001-0365-67-RSP ELECTRICAL CONTROLS KIT 1
2/2/04
DOCUMENT OR DRAWING NO. PAGE
1 OF 1
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
AR01-RSP
ARM ASSEMBLY
BMD 2/2/04
ACCESSIBILITY
AREA
PART NO. DESCRIPTION CLASS
*
WEIGHT
IN LBS
AREA
1
AREA 2
GROUP
I II
AR01-03-04 PIN, ARM
C 0 2 4
AR01-03-05 PIN, ARM C 0 2 4
AR01-09-03 PIN, ARM
C 0 2 4
AR01-17 PIN C 0 1 2
AR01-18 PIN C 0 1 2
AR01-19 PIN C 0 1 2
AR01-20 PIN C 0 1 2
AR01-06 BEARING, SLEWING C 0 1 2
AR01-08 CYLINDER, LIFT C 0 0 2
AR01-08-01 ROD GLAND w/SEALS, CYLINDER B 1 1 2
AR01-08-02 PISTON SEAL/TUBE KIT, CYLINDER B 1 1 2
AR01-14 CYLINDER, EXTEND/RETRACT B 1 1 2
AR01-14-01 ROD GLAND w/SEALS B 1 1 2
AR01-14-02 PISTON SEAL/TUBE KIT, CYLINDER B 1 1 2
7805052 ZERK, GREASE 1/8 UNF SST B 4 8 16
2/2/04
DOCUMENT OR DRAWING NO. PAGE
1 OF 1
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
AR01-01-RSP
ARM, RIGHT TOP ASSEMBLY
BMD 2/2/04
ACCESSIBILITY
AREA
PART NO. DESCRIPTION CLASS* WEIGHT
IN LBS
AREA
1
AREA 2
GROUP
I II
AR01-01-01A BUSHING, FLANGED C 8 8 8
AR01-01-01A-01 BUSHING, FLANGED C 4 4 4
2/2/04
DOCUMENT OR DRAWING NO. PAGE
1 OF 1
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
AR01-02-RSP
ARM, LOWER LEFT ASSEMBLY
BMD 2/2/04
ACCESSIBILITY
AREA
PART NO. DESCRIPTION CLASS* WEIGHT
IN LBS
AREA
1
AREA 2
GROUP
I II
AR01-01-01A BUSHING, FLANGED C 8 8 8
AR01-01-01A-01 BUSHING, FLANGED C 4 4 4
2/2/04
DOCUMENT OR DRAWING NO. PAGE
1 OF 1
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
AR01-03A-RSP
ARM ASSEMBLY
BMD 2/2/04
ACCESSIBILITY
AREA
PART NO. DESCRIPTION CLASS* WEIGHT
IN LBS
AREA
1
AREA 2
GROUP
I II
AR01-01-01A BUSHING, FLANGED C 4 4 4
2/2/04
DOCUMENT OR DRAWING NO. PAGE
1 OF 1
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
AR01-03B-RSP
ARM ASSEMBLY
BMD 2/2/04
ACCESSIBILITY
AREA
PART NO. DESCRIPTION CLASS* WEIGHT
IN LBS
AREA
1
AREA 2
GROUP
I II
AR01-01-01A BUSHING, FLANGED C 4 4 4
2/2/04
DOCUMENT OR DRAWING NO. PAGE
1 OF 1
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
AR01-03C-RSP
ARM ASSEMBLY
BMD 2/2/04
ACCESSIBILITY
AREA
PART NO. DESCRIPTION CLASS* WEIGHT
IN LBS
AREA
1
AREA 2
GROUP
I II
AR01-01-01A BUSHING, FLANGED C 4 4 4
NATIONAL OILWELL
IR-3080 IRON ROUGHNECK
HYDRAULIC
POWER UNIT
MAINTENANCE MANUAL
HYDRAULIC POWER UNIT
HYDRAULIC POWER UNIT
FOR
THE IR 3080 IRON ROUGHNECK
Ron McKinney 1/27/04
DOCUMENT OR DRAWING NO. PAGE
1 OF 1
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
2302061-016
KIT, START-UP
IR 3080 HYDRAULIC POWER UNIT
Larry DeSmit 1/27/04
ITEM NO. PART NO. QTY DESCRIPTION
1 7804882 2 ELEMENT, BREATHER FILTER
2 2302070-019 2 ELEMENT, SUCTION FILTER ATZ-300
3 2302070-018 2 ELEMENT, HIGH PRESSURE FILTER
4 2302070-017 4 ELEMENT, RETURN TANK TOP FILTER
5
6
7
8
9
10
RON McKINNEY 1/27/04
DOCUMENT OR DRAWING NO. PAGE
1 OF 2
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
2302061-019
LIST, RECOMMENDED SPARES
IR 3080 HYDRAULIC POWER UNIT
LARRY De SMIT 1/27/04
DEFINITIONS
I. CLASS OF PART
CLASS A: MAINTENANCE ITEMS - EXPENDABLE ITEMS REQUIRING PERIODIC
SERVICE OR REPLACEMENT.
CLASS B: REPAIR ITEMS - WEARING PARTS WHICH NORMALLY HAVE AN
EXTENDED, BUT NOT INDEFINITE LIFE.
CLASS C: MAJOR REPAIR ITEMS - PARTS ORDINARILY REPLACED ONLY DURING
MAJOR OVERHAUL.
II. ACCESSIBILITY TO SPARE PARTS
AREA 1: EQUIPMENT OPERATING WITHIN EASY ACCESS TO A NATIONAL-
OILWELL STORE OR CUSTOMERS OWN REGIONAL WAREHOUSE AND
EXPENDABLE PARTS ANTICIPATED FOR OPERATION OF ONE YEAR.
AREA 2: EQUIPMENT OPERATING IN REMOTE AREAS.
GROUP I: SPARES FOR ONE UNIT PER YEAR.
GROUP II: SPARES TO SUPPORT UP TO TWO UNITS OPERATING IN THE AREA
PER YEAR.
RECOMMENDATIONS
I. AS A GENERAL RULE FOR EQUIPMENT OPERATING IN AN ACCESSIBILITY AREA 1,
WE RECOMMEND:
1 LOT OF SPARES FOR EACH UNIT.
II. AS A GENERAL RULE FOR EQUIPMENT OPERATING IN AN ACCESSIBILITY AREA 2,
WE RECOMMEND:
1 LOT OF GROUP I SPARES FOR EACH UNIT PER YEAR,
OR
1 LOT OF GROUP II SPARES FOR APPROXIMATELY EACH 2 UNITS
OPERATING IN THE AREA.
III. FOR ONLY TWO TO THREE YEARS OPERATION, MULTIPLYCLASS A SPARES ONLY BY
2
RON McKINNEY 1/27/04
DOCUMENT OR DRAWING NO. PAGE
2 OF 2
SUBJECT REVISED DATE
REV.
PREPARED BY DATE CHECKED BY DATE
2302061-019
LIST, RECOMMENDED SPARES
IR 3080 HYDRAULIC POWER UNIT
LARRY De SMIT 1/27/04
ACCESSIBILITY
AREA
PART NO. DESCRIPTION CLASS
*
WEIGHT
IN LBS
AREA
1
AREA 2
GROUP
I II
7804882 ELEMENT, BREATHER FILTER A 2 2 4
2302070-019 ELEMENT, SUCTION FILTER ATZ-300 A 2 2 4
2302070-018 ELEMENT, HIGH PRESSURE FILTER A 2 2 6
2302070-017 ELEMENT, RETURN TANK TOP FILTER A 4 6 12
L724113135 PUMP, PISTON TYPE AXIAL
C 1
2302070-001 VALVE, RELIEF 1.5" CD 62 FLANGE MOUNT
C 1
4510-0051-00 SWITCH, FLOAT BARKSDALE
C 1
7811704 LEVEL, SIGHT LUBE DEVICE G640-12-A1
C 1
2302070-005 VALVE, THERMOSTATIC FPE -12 SAE ELEMENT
C 1
2302070-012 COUPLING, MAGNALOY 500 U
C 1
4510-0050-00 GUAGE, PRESSURE 63 MM 5000 PSI
B 1 2
4512-0100-03 FITTING, STAUFF -4 SAE TEST
C 1
7805665 FITTING, STAUFF DGA-20-1/4 , TEST
C 1
4514-0400-24 FITTING, STAUFF TEST PORT SAE-6
C 1
0000-9642-64 CONN-PLUG, 7M, #12 AWG, EX TYPE
B 1
0000-9642-65 CONN-RECP, 7F, #12AWG, EX TYPE
B 1
8
4
7
/
3
2
"
R
E
F
38 1/2"
36" REF
12" REF
A A
6
C
L
C
O
O
L
E
R
20' 2302035061 HOSE, AEROQUIP -8 26
20' 2302035062 HOSE, AEROQUIP -12 25
20' 610009416 HOSE, AEROQUIP -16 24
15' 610009420 HOSE, AEROQUIP -20 23
2' 4512-0200-11 HOSE, SUCTION 22
2' 7828288 CABLE, 7 COND/ 14AWG, ARMORED & SHEATHED 21
10' 1104-0064-01 CABLE, 4 COND/ 2AWG, V, 125D EG C, ARMORED & SHEATHED, ECANE 04C2BN 20
10' 0000-9636-40 CABLE, 4 COND/ 14AWG, ARMORED & SHEATHED, LSI OPERATING CO. , LLC 4C14BN 19
1 0000-9642-64 CONN-PLUG, 7M, #12AWG, EX TYPE 18
1 0000-9642-65 CONN-RECP, 7F, #12AWG, EX TYPE 17
1 4504-0136-00 PLUG, CROUSE HINDS 16
2 4504-0001-04 BREATHER DRAIN, CROUSE HINDS 15
3 4504-0151-03 REDUCER, CROUSE-HINDS 14
1 4504-0151-04 REDUCER, CROUSE-HINDS 13
3 7806848 GLAND, CABLE HAWKE 12
1 4504-0200-00 GLAND, CABLE 11
1 4504-0200-02 REDUCER, CROUSE-HINDS 10
1 2302061014 TAG, PORT IDENTIFICATION SUPPLY & RETURN COMPACT HPU ROUGH NECK 9
1 2302061017 ASSEMBLY, HEAT EXCHANGER HPU 75HP 8
1 2302061011 ASSEMBLY, HEADER SUPPLY & RETURN 7
1 2302061012 ASSEMBLY,FILTER HIGH PRESSURE 75HP COMPACT UNIT 6
1 2302070011 POWER SUPPLY & FILTER 5
1 2302070010 STARTER PACKAGE 4
1 2302061007 ASSEMBLY, ELECTRIC MOTOR 75 HP (LEFT HAND) 3
1 2302061005 ASSEMBLY, RESERVOIR HPU 75HP 2
1 2302061004 FRAME, COMPACT HPU IRON ROUGHNECK 1
QTY. PART NO. DESCRIPTION / MATERIAL / SPECIFICATION ITEM NO.
60" REF
1
2
3
/
8
"
R
E
F
3
3
1
/
8
"
R
E
F
4
6
1
/
2
"
R
E
F
5
7
1
/
4
"
R
E
F
8
3
2
1
3
8
1
/
2
"
R
E
F
62 1/2" REF
10 5/8"
REF
14 15
15 14
16
7
9
SECTION A-A
10 11 15 13 12 14 12 14 12
4 5
DATE
SIZE REV
SCALE EST WT SHEET
TITLE
DRAWING No.
DATE
DATE
DATE
CHECKED BY
P.E. APPROVAL
DIMENSIONS ARE IN INCHES
FILLET RADII
CONCENTRICITY
SQUARENESS
PARALLELISM
RFS EXCEPT WHEN M MODIFIED
DIMENSIONAL TOL.
ANGLE .50 DEGREE
SURFACE RMS
FRACTIONS
X.XXX
X.XX
X.X
BREAK SHARP CORNERS
NEXT ASS'Y
SUPERSEDES
SUPERSEDED BY
SIMILAR TO
APPLICABLE SPECS
LAYOUT No.
PROPRIETARY INFORMATION
DESIGNED BY
DRAWN BY
MATERIAL SPEC
D
THIS DOCUMENT CONTAINS PROPRIETARY AND
CONFIDENTIAL INFORMATION WHICH BELONGS
TO NATIONAL OILWELL. IT IS LOANED FOR LIMITED
PURPOSES ONLY AND REMAINS THE PROPERTY
OF NATIONAL OILWELL. REPRODUCTION, IN WHOLE OR
IN PART, OR USE OF THIS DESIGN OR DISTRIBUTION
OF THIS INFORMATION TO OTHERS IS NOT PERMITTED
WITHOUT THE EXPRESS WRITTEN CONSENT OF
NATIONAL OILWELL. THIS DOCUMENT IS TO BE
RETURNED TO NATIONAL OILWELL UPON REQUEST
AND IN ANY EVENT UPON COMPLETION OF THE USE
FOR WHICH IT WAS LOANED.
1 2 3 4 5 6 7 8
A
B
C
D
8 7 6 5 4 3
DWG No. SHT
1
D
C
B
A
UNLESS OTHERWISE SPECIFIED
14 JAN 04
14 JAN 04 L M DeSMIT
L M DeSMIT
2302061003
1 OF 1
2302061003 1
4,820 LBS 1:8
ASSEMBLY, COMPACT HPU 75HP
IRON ROUGHNECK
M TYRA
L M DeSMIT 05 JAN 04
05 JAN 04
LTR DESCRIPTIONOF CHANGE MADE CHKD DATE APPD
18 1/8" REF
12
13
1 4 22 21
14
32
23
36
37
29
28
29
14
30
3
16 8 9 11
6
7
27
15
5
0
"
R
E
F
26
26
21
5
34
31
2
35
33
10
24
25
17
20
INSIDE RESERVOIR
VIEW
19
18
38
38
2 6826012G ELBOW, STD M.I. 90 DEG 1 1/2 THD 38
1 4504-0151-03 REDUCER, CROUSE-HINDS 37
1 7806848 GLAND, CABLE HAWKE 36
1 4510-0051-00 TEMP / LEVEL SWITCH 165F 35
1 6700460304 PIPE, 1/2" x 33", SCH 80 ,SS 34
1 6812002-SS COUPLING, PIPE 1/4" SST 33
1 25021081 CROUSE HINDS 32
1 2302070014 FITTING, BULKHEAD WEATHERHEAD 31
1 7805687 ELBOW, PARKER 30
2 2302035057 FITTING, AEROQUIP HOSE 29
1 7819669 TEE, AEROQUIP 28
1 7805321 FITTING, PARKER 27
2 6701229 PIPE, 1-1/2 SCH 40 304 S/S CD SMLS X 9 1/2" LG. 26
1 7815354 PLUG, PARKER 25
1 7828566 CONNECTOR, PARKER 24
1 7815458 PLUG, PARKER 23
1 7815449 PLUG, PARKER 22
1 7804425 ELBOW, AEROQUIP 21
1 7802396 ADAPTER, AEROQUIP 20
1 7813085 NUT, AEROQUIP 19
1 7805708 FERRULE, AEROQUIP 18
1 7805691 ELBOW, PARKER 17
1 7800717 ELBOW, AEROQUIP 16
1 6817066S NIPPLE, STD PIPE 3/4" X CLOSE GALV 15
2 2302070003 FILTER, RETURN HYDAC 14
1 2302070007 FITTING, SUCTION FORMRITE 13
1 780584540 FLANGE, AEROQUIP 12
1 7828433 CAP, AEROQUIP 11
1 2302004012 FILTER, SUCTION STRAINER/SO FAIREY 10
1 7804095 ELBOW, AEROQUIP 9
1 83900606 VALVE, BALL 3/4" STOCKHAM 8
8 700015730 SCREW, HEX HD CAP 5/16-18 X 1 SST 7
8 7616037 WASHER, REG SPG LOCK 5/16 304 SST 6
1 7400843 TUBING, HYD. 3/4" X .06 WALL X 24" LG. 304 SST ANNEALED 5
1 7811704 LEVEL, SIGHT LUBE DEVICE 4
1 7805834 FILTER, BREATHER FAIREY ARLON 3
1 2111934 ADAPTER, AEROQUIP 2041-20-20S MODIFIED 1 1/2" - 16 UN-2B 2
1 2302061006 RESERVOIR, COMPACT HPU IRON ROUGHNECK 1
QTY. PART NO. DESCRIPTION / MATERIAL / SPECIFICATION ITEM NO.
DATE
SIZE REV
SCALE EST WT SHEET
TITLE
DRAWING No.
DATE
DATE
DATE
CHECKED BY
P.E. APPROVAL
DIMENSIONS ARE IN INCHES
FILLET RADII
CONCENTRICITY
SQUARENESS
PARALLELISM
RFS EXCEPT WHEN M MODIFIED
DIMENSIONAL TOL.
ANGLE .50 DEGREE
SURFACE RMS
FRACTIONS
X.XXX
X.XX
X.X
BREAK SHARP CORNERS
NEXT ASS' Y
SUPERSEDES
SUPERSEDED BY
SIMILAR TO
APPLICABLE SPECS
LAYOUT No.
PROPRIETARY INFORMATION
DESIGNED BY
DRAWN BY
MATERIAL SPEC
D
THIS DOCUMENT CONTAINS PROPRIETARY AND
CONFIDENTIAL INFORMATION WHICH BELONGS
TO NATIONAL OILWELL. IT IS LOANED FOR LIMITED
PURPOSES ONLY AND REMAINS THE PROPERTY
OF NATIONAL OILWELL. REPRODUCTION, IN WHOLE OR
IN PART, OR USE OF THIS DESIGN OR DISTRIBUTION
OF THIS INFORMATION TO OTHERS IS NOT PERMITTED
WITHOUT THE EXPRESS WRITTEN CONSENT OF
NATIONAL OILWELL. THIS DOCUMENT IS TO BE
RETURNED TO NATIONAL OILWELL UPON REQUEST
AND IN ANY EVENT UPON COMPLETION OF THE USE
FOR WHICH IT WAS LOANED.
1 2 3 4 5 6 7 8
A
B
C
D
8 7 6 5 4 3
DWG No. SHT
1
D
C
B
A
UNLESS OTHERWISE SPECIFIED
20 JAN 04
20 JAN 04 LDS
M TYRA
2302061005
1 OF 1
2302061005 1
435 LBS 1:8
ASSEMBLY, RESERVOIR
COMPACT HPU 75HP
ADA
L M DESMIT 19 JAN 04
19 JAN 04
2302061003
1/32
1/64
.015
.03
.1
250
LTR DESCRIPTIONOF CHANGE MADE CHKD DATE APPD
15
16
18 19 20
14 9 8
14
21
9
7
1
3
4
12 10
11
13
17
16 24 26 25 27
6
5
2
23 22
1 7805830-19 FITTING, AEROQUIP 27
1 4514-0400-03 ADAPTER, AEROQUIP 26
1 4514-0400-29 ADAPTER, PARKER 25
1 2302035042 TEE, PARKER 24
1 4504-0200-00 GLAND, CABLE 23
1 4504-0200-01 REDUCER, CROUSE-HINDS 22
1 7805907-15 FITTING, AEROQUIP 21
1 2302035058 FITTING, AEROQUIP HOSE 20
1 780590718 FITTING, AEROQUIP HOSE 19
1 7804230 ELBOW, AEROQUIP 18
1 4512-0100-03 TEST PORT #4 SAE 17
2 2302035057 FITTING, AEROQUIP HOSE 16
1 7800189 ADAPTER, AEROQUIP 15
2 7804231 ELBOW, AEROQUIP 14
1 4510-0050-00 GAUGE, 63MM DIA ASHCROFT 13
1 4514-0400-24 TEST PORT #6 SAE 12
1 7804309 ELBOW, AEROQUIP 11
1 7805665 FITTING, STAUFF 10
2 4514-0400-21 FLANGE FITTING, CODE62 SAE 9
1 2302070001 VALVE, RELIEF VICKERS 8
1 2302070002 VALVE, CHECK VICKERS 7
1 780584532 FLANGE, AEROQUIP 449-74446-32 6
1 2302070006 FITTING, SUCTION FORMRITE 5
1 L724113135 PUMP, OILGEAR 4
1 2302070009 ADAPTER, PUMP TO MOTOR VESCOR 3
1 2302070012 COUPLING, MAGNALOY 2
1 2302070015 MOTOR, 75 HP @ 1800 RPM EXP. 1
QTY. PART NO. DESCRIPTION / MATERIAL / SPECIFICATION ITEM NO.
DATE
SIZE REV
SCALE EST WT SHEET
TITLE
DRAWING No.
DATE
DATE
DATE
CHECKED BY
P.E. APPROVAL
DIMENSIONS ARE IN INCHES
FILLET RADII
CONCENTRICITY
SQUARENESS
PARALLELISM
RFS EXCEPT WHEN M MODIFIED
DIMENSIONAL TOL.
ANGLE .50 DEGREE
SURFACE RMS
FRACTIONS
X.XXX
X.XX
X.X
BREAK SHARP CORNERS
NEXT ASS'Y
SUPERSEDES
SUPERSEDED BY
SIMILAR TO
APPLICABLE SPECS
LAYOUT No.
PROPRIETARY INFORMATION
DESIGNED BY
DRAWN BY
MATERIAL SPEC
D
THIS DOCUMENT CONTAINS PROPRIETARY AND
CONFIDENTIAL INFORMATION WHICH BELONGS
TO NATIONAL OILWELL. IT IS LOANED FOR LIMITED
PURPOSES ONLY AND REMAINS THE PROPERTY
OF NATIONAL OILWELL. REPRODUCTION, IN WHOLE OR
IN PART, OR USE OF THIS DESIGN OR DISTRIBUTION
OF THIS INFORMATION TO OTHERS IS NOT PERMITTED
WITHOUT THE EXPRESS WRITTEN CONSENT OF
NATIONAL OILWELL. THIS DOCUMENT IS TO BE
RETURNED TO NATIONAL OILWELL UPON REQUEST
AND IN ANY EVENT UPON COMPLETION OF THE USE
FOR WHICH IT WAS LOANED.
1 2 3 4 5 6 7 8
A
B
C
D
8 7 6 5 4 3
DWG No. SHT
1
D
C
B
A
UNLESS OTHERWISE SPECIFIED
14 JAN 04
14 JAN 04 L M DESMIT
L M DESMIT
2302061007
1 OF 1
2302061007 1
1:4
ASSEMBLY, PUMP/MOTOR
IRON ROUGHNECK
M TYRA
L M DESMIT 14 JAN 04
14 JAN 04
2302061003
LTR DESCRIPTIONOF CHANGE MADE CHKD DATE APPD
1
1
.
8
4
R
E
F
2 7805907-15 FITTING, AEROQUIP 3
2 7804502 ELBOW, PARKER 2
1 2302070004 FILTER, HI-PRESS. HYDAC 1
QTY. PART NO. DESCRIPTION / MATERIAL / SPECIFICATION ITEM NO.
2
.
3
6
R
E
F
4.53 REF
(4) 3/8" TAPS
9.67 REF
1
2 2
3
3
14 JAN 04
14 JAN 04 L M DeSMIT
DATE
SIZE REV
SCALE EST WT SHEET
TITLE
DRAWING No.
DATE
DATE
DATE
CHECKED BY
P.E. APPROVAL
DIMENSIONS ARE IN INCHES
FILLET RADII
CONCENTRICITY
SQUARENESS
PARALLELISM
RFS EXCEPT WHEN M MODIFIED
DIMENSIONAL TOL.
ANGLE .50 DEGREE
SURFACE RMS
FRACTIONS
X.XXX
X.XX
X.X
BREAK SHARP CORNERS
NEXT ASS'Y
SUPERSEDES
SUPERSEDED BY
SIMILAR TO
APPLICABLE SPECS
LAYOUT No.
PROPRIETARY INFORMATION
DESIGNED BY
DRAWN BY
MATERIAL SPEC
1 2 3 4
A
B
C
D
4 1
D
C
D
W
G
N
o
.
S
H
T
A
C
3 2
UNLESS OTHERWISE SPECIFIED
L M DeSMIT
2302061012
2
3
0
2
0
6
1
0
1
2
1
1 OF 1
ASSEMBLY,FILTER HIGH PRESSURE
75HP COMPACT UNIT
1:2
M TYRA
L M DeSMIT 14 JAN 04
14 JAN 04
2302061003
THIS DOCUMENT CONTAINS PROPRIETARY AND
CONFIDENTIAL INFORMATION WHICH BELONGS
TO NATIONAL OILWELL. IT IS LOANED FOR LIMITED
PURPOSES ONLY AND REMAINS THE PROPERTY
OF NATIONAL OILWELL. REPRODUCTION, IN WHOLE OR
IN PART, OR USE OF THIS DESIGN OR DISTRIBUTION
OF THIS INFORMATION TO OTHERS IS NOT PERMITTED
WITHOUT THE EXPRESS WRITTEN CONSENT OF
NATIONAL OILWELL. THIS DOCUMENT IS TO BE
RETURNED TO NATIONAL OILWELL UPON REQUEST
AND IN ANY EVENT UPON COMPLETION OF THE USE
FOR WHICH IT WAS LOANED.
L TR D E S C R IPTI ON OF CHANGE MAD E C H KD D ATE APPD
4
5
6
7
8
10
11
4
12
13
9
1 7805308-11 FITTING, AEROQUIP HOSE 13
1 7805691 ELBOW, PARKER 12
1 7805907-15 FITTING, AEROQUIP 11
1 780590718 FITTING, AEROQUIP HOSE 10
1 7804832 ELBOW, AEROQUIP 9
1 7819832 TEE, AEROQUIP 8
1 7804425 ELBOW, AEROQUIP 7
1 7800789 ADAPTER, AEROQUIP 6
1 2302035058 FITTING, AEROQUIP HOSE 5
2 7800278 ADAPTER, AEROQUIP 4
1 7800188 ADAPTER, AEROQUIP 3
1 7800324 ADAPTER, AEROQUIP 2
1 7800251 ADAPTER, AEROQUIP 1
QTY. PART NO. DESCRIPTION / MATERIAL / SPECIFICATION ITEM NO.
1
2
3
EXISTING HEADER PLATE
REF 2302061004
14 JAN 04
14 JAN 04 L M DeSMIT
DATE
SIZE REV
SCALE EST WT SHEET
TITLE
DRAWING No.
DATE
DATE
DATE
CHECKED BY
P.E. APPROVAL
DIMENSIONS ARE IN INCHES
FILLET RADII
CONCENTRICITY
SQUARENESS
PARALLELISM
RFS EXCEPT WHEN M MODIFIED
DIMENSIONAL TOL.
ANGLE .50 DEGREE
SURFACE RMS
FRACTIONS
X.XXX
X.XX
X.X
BREAK SHARP CORNERS
NEXT ASS'Y
SUPERSEDES
SUPERSEDED BY
SIMILAR TO
APPLICABLE SPECS
LAYOUT No.
PROPRIETARY INFORMATION
DESIGNED BY
DRAWN BY
MATERIAL SPEC
1 2 3 4
A
B
C
D
4 1
D
C
D
W
G
N
o
.
S
H
T
A
C
3 2
UNLESS OTHERWISE SPECIFIED
L M DeSMIT
2302061011
2
3
0
2
0
6
1
0
1
1
1
1 OF 1
ASSEMBY, HEADER
SUPPLY & RETURN HPU 75HP
1:2
M TYRA
L M DeSMIT 14 JAN 04
14 JAN 04
2302061003
1/32
THIS DOCUMENT CONTAINS PROPRIETARY AND
CONFIDENTIAL INFORMATION WHICH BELONGS
TO NATIONAL OILWELL. IT IS LOANED FOR LIMITED
PURPOSES ONLY AND REMAINS THE PROPERTY
OF NATIONAL OILWELL. REPRODUCTION, IN WHOLE OR
IN PART, OR USE OF THIS DESIGN OR DISTRIBUTION
OF THIS INFORMATION TO OTHERS IS NOT PERMITTED
WITHOUT THE EXPRESS WRITTEN CONSENT OF
NATIONAL OILWELL. THIS DOCUMENT IS TO BE
RETURNED TO NATIONAL OILWELL UPON REQUEST
AND IN ANY EVENT UPON COMPLETION OF THE USE
FOR WHICH IT WAS LOANED.
L TR D E S C R IPTI ON OF CHANGE MAD E C H KD D ATE APPD
1
11
7 6
7
10
3
8
22
5
12
13
14 16
22
15
22
19
20
2
21
23 24
7
25
22 26
4
22
27
1 7815430 PLUG, 1/4" BSPP 27
1 7817401 REDUCER, PARKER 26
1 2302035042 TEE, PARKER 12 R6X-S 25
1 2302004026 VALVE, CHECK #12 SAE 5 PSI CRACKING PARKER 24
1 7800129 ADAPTER, AEROQUIP 23
5 7805830-19 FITTING, AEROQUIP 22
1 7819909 TEE, AEROQUIP 21
1 7805907-15 FITTING, AEROQUIP 20
1 7804899 ELBOW, PARKER 19
1 7805830-11 FITTING, AEROQUIP 18
1 7804875 ELBOW, AEROQUIP 17
1 4512-0100-03 TEST PORT #4 SAE 16
1 7815410 PLUG, BRENNAN 15
1 2302042017 VALVE, RELIEF SUN 14
1 7800261 ADAPTER, PARKER 13
1 7817188 REDUCER, AEROQUIP 12
1 2302035051 FITTING, AEROQUIP HOSE 11
1 2302070023 UNION, PARKER 10
1 2302061018 SUPPORT, HEAT EXCHANGER HPU 75HP 9
1 7805687 ELBOW, PARKER 8
3 4514-0400-03 ADAPTER, AEROQUIP 7
1 2302070005 VALVE, THERMOSTATIC FPE 6
1 7800618 ADAPTER, AEROQUIP 5
1 2302035056 FITTING, AEROQUIP HOSE 4
1 7804437 ELBOW, PARKER 3
1 7802394 CONNECTOR, WEATHERHEAD 2
1 2302070022 COOLER, HYDRAULIC FAN DRIVEN OILAIR 1
QTY. PART NO. DESCRIPTION / MATERIAL / SPECIFICATION ITEM NO.
.44 REF
TYP
30.75 REF
8.00 REF 9.63 REF
8.00 REF
1
4
.
2
5
R
E
F
9
16
18
17
15 JAN 04
15 JAN 04 L M DeSMIT
DATE
SIZE REV
SCALE EST WT SHEET
TITLE
DRAWING No.
DATE
DATE
DATE
CHECKED BY
P.E. APPROVAL
DIMENSIONS ARE IN INCHES
FILLET RADII
CONCENTRICITY
SQUARENESS
PARALLELISM
RFS EXCEPT WHEN M MODIFIED
DIMENSIONAL TOL.
ANGLE .50 DEGREE
SURFACE RMS
FRACTIONS
X.XXX
X.XX
X.X
BREAK SHARP CORNERS
NEXT ASS'Y
SUPERSEDES
SUPERSEDED BY
SIMILAR TO
APPLICABLE SPECS
LAYOUT No.
PROPRIETARY INFORMATION
DESIGNED BY
DRAWN BY
MATERIAL SPEC
1 2 3 4
A
B
C
D
4 1
D
C
D
W
G
N
o
.
S
H
T
A
C
3 2
UNLESS OTHERWISE SPECIFIED
L M DeSMIT
2302061017
2
3
0
2
0
6
1
0
1
7
1
1 OF 1
ASSEMBLY, HEAT EXCHANGER
COMPACT HPU 75HP
1:4
M TYRA
L M DeSMIT 15 JAN 04
15 JAN 04
2302061003
THIS DOCUMENT CONTAINS PROPRIETARY AND
CONFIDENTIAL INFORMATION WHICH BELONGS
TO NATIONAL OILWELL. IT IS LOANED FOR LIMITED
PURPOSES ONLY AND REMAINS THE PROPERTY
OF NATIONAL OILWELL. REPRODUCTION, IN WHOLE OR
IN PART, OR USE OF THIS DESIGN OR DISTRIBUTION
OF THIS INFORMATION TO OTHERS IS NOT PERMITTED
WITHOUT THE EXPRESS WRITTEN CONSENT OF
NATIONAL OILWELL. THIS DOCUMENT IS TO BE
RETURNED TO NATIONAL OILWELL UPON REQUEST
AND IN ANY EVENT UPON COMPLETION OF THE USE
FOR WHICH IT WAS LOANED.
L TR D E S C R IPTI ON OF CHANGE MAD E C H KD D ATE APPD
SECTION GENERAL
DESCRIPTION LITERATURE DESCRIPTION LIT. NO
GENERAL INFO FLUID RECOMMENDATIONS BULLETIN 90000
CONTAMINATION EVALUATION GUIDE BULLETIN 90004
STORAGE RECOMMENDATIONS BULLETIN 90006
FILTRATION RECOMMENDATION BULLETIN 90007
FLUID SUPPLIER RECOMMENDATION BULLETIN 90008
PIPING INFORMATION FOR HYD. SYSTEMS BULLETIN 90011
HYDRAULIC SYSTEM SERVICE SUGGESTIONS BULLETIN 910000
ENGINEERING 1
Telephone: (414) 327-1700
Fax: (414) 327-0532
Reissued: Nov., 2001
DS-47970-C
OILGEAR
2300 So. 51st. Street
Milwaukee, WI USA 53219
Installation Drawing
PUMP, VARIABLE DELIVERY
PVM A-FRAME
011, 014 & 022
"B1"
5
1
9
3
4
3
-
1
0
4
s
h
.
1
Rear Ported
ENGINEERING 2
Telephone: (414) 327-1700
Fax: (414) 327-0532
Reissued: Nov., 2001
DS-47970-C
OILGEAR
2300 So. 51st. Street
Milwaukee, WI USA 53219
Installation Drawing
PUMP, VARIABLE DELIVERY
PVM A-FRAME
011, 014 & 022
"B1"
5
1
9
3
4
3
-
1
0
4
s
h
.
2
Side Ported
ENGINEERING 3
Telephone: (414) 327-1700
Fax: (414) 327-0532
Reissued: Nov., 2001
DS-47970-C
OILGEAR
2300 So. 51st. Street
Milwaukee, WI USA 53219
Installation Drawing
PUMP, VARIABLE DELIVERY
PVM A-FRAME
011, 014 & 022
"B1"
5
1
9
3
4
3
-
1
0
4
s
h
.
3
Side Ported With Thru-Shaft
ENGINEERING 4
Telephone: (414) 327-1700
Fax: (414) 327-0532
Reissued: Nov., 2001
DS-47970-C
OILGEAR
2300 So. 51st. Street
Milwaukee, WI USA 53219
Installation Drawing
PUMP, VARIABLE DELIVERY
PVM A-FRAME
011, 014 & 022
"B1"
5
1
9
3
4
3
-
1
0
4
s
h
.
4
Shaft & Control Options
PUMP, VARIABLE DELIVERY
PVM 064, 076, 098 &130
"C" FRAME
Telephone: (414) 327-1700
Fax: (414) 327-0532
Reissued: March, 2002
DS-47972-A
OILGEAR
2300 So. 51st. Street
Milwaukee, WI USA 53219
1
Installation Drawing
ENGINEERING
5
1
9
3
4
3
-
3
0
1
s
h
.
1
Rear Ported
NOTE: DIMENSIONS SHOWN IN ( ) ARE IN MILLIMETERS
Telephone: (414) 327-1700
Fax: (414) 327-0532
Reissued: March, 2002
DS-47972-A
PUMP, VARIABLE DELIVERY
PVM 064, 076, 098 & 130
"C" FRAME
OILGEAR
2300 So. 51st. Street
Milwaukee, WI USA 53219
2
5
1
9
3
4
3
-
3
0
1
s
h
.
2
Inatallation Drawing
ENGINEERING
Side Ported
NOTE: DIMENSIONS SHOWN IN ( ) ARE IN MILLIMETERS
PUMP, VARIABLE DELIVERY
PVM 064, 076, 098 &130
"C" FRAME
Telephone: (414) 327-1700
Fax: (414) 327-0532
Reissued: March, 2002
DS-47972-A
OILGEAR
2300 So. 51st. Street
Milwaukee, WI USA 53219
3
Installation Drawing
ENGINEERING
5
1
9
3
4
3
-
3
0
1
s
h
.
3
Side Ported w/Thru-Shaft
NOTE: DIMENSIONS SHOWN IN ( ) ARE IN MILLIMETERS
Telephone: (414) 327-1700
Fax: (414) 327-0532
Reissued: March, 2002
DS-47972-A
PUMP, VARIABLE DELIVERY
PVM 064, 076, 098 & 130
"C" FRAME
OILGEAR
2300 So. 51st. Street
Milwaukee, WI USA 53219
4
Installation Drawing
ENGINEERING
5
1
9
3
4
3
-
3
0
1
s
h
.
4
Shaft & Control Options
NOTE: DIMENSIONS SHOWN IN ( ) ARE IN MILLIMETERS
PUMP, VARIABLE DELIVERY
PVM 064, 076, 098 &130
"C" FRAME
Telephone: (414) 327-1700
Fax: (414) 327-0532
Reissued: March, 2002
DS-47972-A
OILGEAR
2300 So. 51st. Street
Milwaukee, WI USA 53219
5
Installation Drawing
ENGINEERING
5
1
9
3
4
3
-
3
0
1
s
h
.
5
Assembly Data
NOTE: DIMENSIONS SHOWN IN ( ) ARE IN MILLIMETERS
BULLETIN 947070
OILGEAR TYPE PVM OPEN LOOP PUMPS
SERVICE INSTRUCTIONS
PURPOSE OF INSTRUCTIONS
These instructions are written to simplify your work when installing, operating and maintaining these Oilgear Type "PVM" Pumps.
Your acquaintance with the constructions, principle of operation and characteristics of these units will help you attain satisfactory
performance, reduce down-time and increase the units life. Some units have been modified from those described in this bulletin and
other changes may be made without notice.
Figure 1. Typical Oilgear PVM Open Loop Pumps (00020 and 00018).
Issued June, 2001
THE OILGEAR COMPANY
2300 So. 51st. Street
Milwaukee, WI 53219 BULLETIN 947070
Fluid Recommendations ......................................................................................... Bulletin 90000
Contamination Evaluation Guide ............................................................................ Bulletin 90004
Filtration Recommendations ................................................................................... Bulletin 90007
Piping Information .................................................................................................. Bulletin 90011
REFERENCE MATERIAL
A. MOUNTING
PUMP WITHOUT RESERVOIR. The pump may be mounted in
any position. For convenience, the recommended mounting po-
sition is with the driveshaft on a horizontal plane. Secure the unit
to a rigid mounting surface. See section B on Piping Infor-
mation.
PUMP WITH RESERVOIR. These units are usually fully piped
and equipped although it may be necessary to connect super-
charge circuit when used. Mount reservoir on a level foundation
with reservoir bottom at least six (6) inches above the floor level
to facilitate fluid changes.
B. PIPING AND FITTINGS
See referenced Piping Information bulletin and individual cir-
cuit diagram before connecting pump to system. Inlet velocity
must not exceed 5 fps (1,5 mps). Inlet should be unrestricted and
have a minimum of fittings. An inlet strainer is not recommended.
I. PREPARATION AND INSTALLATION
Page 2 Bulletin 947070 2001THE OILGEAR COMPANY - ALL RIGHTS RESERVED
B. PIPING AND FITTINGS
HORIZONTAL MOUNTING. Arrange line from the highest
case drain or alternate case drain so the case remains full of
fluid (non-siphoning). Case pressure should be less than 25 psi
(1,7 bar). For higher case pressures and special shaft seals re-
quired, contact our factory. Each drain line must be a separate
line, unrestricted, full sized and connected directly to the reser-
voir below the lowest fluid level. Provisions for opening this
line without draining (siphoning) reservoir should be made.
VERTICAL MOUNTING. See referenced Installation of Verti-
cally Mounted Axial Piston Pumps, Bulletin 90014.
WARNING
Running the pump in Neutral position (zero delivery) for
long periods of time without supercharge can damage the
pump.
Systems and pump must be protected against overloads by sepa-
rate high-pressure relief valves. Install bleed valve(s) at highest
point(s) in system.
C. POWER
Power is required in proportion to volume and pressure used.
Motor size recommendations for specific applications can be
obtained from The Oilgear Company. Standard low starting torque
motors are suitable for most applications.
CAUTION
Never start or stop unit under load unless system is approved
by Oilgear. It may be necessary to provide delivery bypass in
some circuits.
D. DRIVE
See rotation direction plate on units housing. Clockwise units
should not be driven counter-clockwise. See Section X, Con-
versions for changing clockwise units to counterclockwise or
vice versa. Use direct drive coupling. Size and install coupling
per manufactures instructions.
CAUTION
Do not drive coupling onto pump driveshaft. If it is too tight,
it may be necessary to heat coupling (see manufactures in-
structions).
Misalignment of pump shaft to drivers shaft should not exceed
0.005 inches (0,13 mm) Total Indicator Readout (TIR) in any
plane.
E. FILTRATION
To assure long life from your hydraulic system, keep fluid clean
at all times. See reference bulletin on Filtration Recommenda-
tions and on Contamination Evaluation. Oilgear recommends
use of a filter in the pressure return line. Replace filter element(s)
when filter condition indicator reaches change area at normal
temperature. Drain and thoroughly clean filter case. Use replace-
ment element(s) of same beta 10 ratio (normally a ratio of 4 with
hydraulic oils).
F. FLUID COOLING
When pump is operated continuously at rated pressure or fre-
quently at peak load, auxiliary cooling of fluid may be neces-
sary. Fluid temperature should not exceed limits specified in ref-
erenced Oilgear bulletin on Fluid Recommendations.
G. AIR BREATHER
On most installations, an air breather is mounted on top of the
fluid reservoir. It is important for the breather to be of adequate
size to allow airflow in and out of the reservoir as fluid level
changes. Keep breather case filled to the fluid level mark. About
once every six months remove the cover, wash screen in solvent,
clean and refill case to level mark on the screen. See manufactures
recommendations.
H. FLUID, FILLING AND STARTING RECOM-
MENDATIONS
Refer to instruction plate on the unit, reservoir, machine and/or
referenced Fluid Recommendations bulletin. Fire resistant flu-
ids and phosphate ester fluids can be used in accordance with
fluid manufactures recommendations.
Pump all fluid into reservoir through a clean (beta 10 ratio 4 or
more) filter. Fill reservoir to, but not above, high level mark
on sight gage. Remove case drain line and fill pump case with
hydraulic fluid.
Turn driveshaft a few times by hand with a spanner wrench to be
sure parts are free.
With pump under no load, or with pump control at neutral,
turn drive unit on and off several times before allowing pump to
attain full speed. Running the pump and operating the control
can usually fill the system. Watch the fluid level in the reservoir
and stop pump if the level reaches low level mark. Add fluid
and start again. With differential (cylinder) systems, fluid must
not be above high level when the ram is retracted or below the
low Level when extended. Bleed air from the system by loos-
ening connections or opening petcocks at the highest point in the
system. Close connections or petcocks tightly when solid stream
of fluid appears.
Size Unit 011, 014 & 022
Approx. Torque to turn 1.7 - 2.1
driveshaft - ft. lbs.
Nm. 2,3 - 2,8
Table 1. Torque To Turn Shaft
Page 3 Bulletin 947070
II. CONSTRUCTION
Refer to Figures 2, 7 and 8. A driveshaft (21) runs through the
centerline of pump housing (1) and valve plate (45) with pump
cylinder barrel (38) splined to it. A bearing (26) supports the
front of the driveshaft and a (bushing type) bearing (67) sup-
ports the rear of the driveshaft. The pump cylinder barrel is car-
ried in a hydrodynamic (journal type) cylinder bearing (35). A
port plate (43), containing crescent shaped ports, is located on a
valve plate (45) that has matching crescent shaped ports. Pump-
ing piston/shoe assemblies (39) in the cylinder barrel are held
against a swashblock (29) by a shoe retainer plate (40). The shoe
retainer is held in position by the fulcrum ball (41). The fulcrum
ball is forced outward by a shoe retainer plate spring (42). The
spring acts against the pump cylinder barrel forcing it against the
port plate while also forcing the piston shoes against the
swashblock. The semi-cylindrical shaped swashblock limits the
piston stroke and can be swiveled in an arc shaped saddle-bear-
ing (30). The swashblock is swiveled by a control piston (19).
Figure 2. Cut-a-way (cross-section) of typical PVM Pump (01010).
Bulletin 947070
Page 4
A PUMP DRIVEN CLOCKWISE (RIGHT HAND) IS DESCRIBED. DIA-
GRAMS ARE SHOWN FROM TOP (PLAN) VIEW.
A. STARTING (See Figure 3)
The control piston spring (20) positions the control pin (31) and pump
swashblock (29) so the pump will deliver maximum volume to raise pres-
sure in the system.
B. RAISING PRESSURE
Pump delivery (and resultant pressure) is fed to both sides of the control
piston (19). Flow to the unloading side of the control piston is direct. Flow
to the loading (bias) side of the control piston is through the control se-
quence valve (54). [Note: - flow through the pilot operated control relief
valve (55) is blocked]. The areas on either end of the control piston are the
III. PRINCIPLE OF OPERATION
Figure 3. Pump Starting & Raising Pressure (5V-12134-L, Sheet 2).
same and the pressure acting on either end
of the control piston are the same. The
resultant hydraulic forces on the ends of
the control piston cancel each other out
(the control piston is balanced). Therefore,
the force of the control piston spring (20)
controls the control piston position.
Rotating the driveshaft (21) clockwise
turns the splined cylinder barrel (38) that
contains the pumping piston assemblies
(39). When the cylinder is rotated, the pis-
tons move in and out of their bores as their
shoes ride against the angled pump
swashblock (29).
As the cylinder rotates, the individual pis-
ton bores are connected, alternately, to
upper (Port A) and lower (Port B) cres-
cent shaped ports in the valve plate (45).
While connected to the lower side (suc-
tion) Port B, each piston moves outward,
drawing fluid from Port B into the piston
bore until its outermost stroke is reached.
At that point, the piston bore passes from
the lower crescent port to the upper cres-
cent port.
While rotating across the upper crescent
port, each piston moves across the angled
swashblock face and is forced inward.
Each piston displaces (delivers) fluid
through the upper crescent to Port A until
its innermost stroke is reached. At that
point, the piston bore passes from the up-
per to the lower crescent again and the op-
erating cycle is repeated.
A study of the diagram will show that the
degree of swashblock angle determines the
length of piston stroke (difference between
outermost and innermost position) thereby
determining the amount of delivery from
the pump. Reducing the swashblock angle
will reduce the pump delivery.
C. PRESSURE COMPENSATING (Pump Unloading)
As previously noted, pump delivery flow ( and resultant pressure) passes
through the control sequence valve (54). Flow (and pressure) is also ported
through orifices in the center of the pilot operated control relief valve (55)
to the adjustable pilot relief valve (in upper portion of the body).
See Figure 4. When system pressure exceeds the pilot valve setting the
pilot cone plunger opens. Pressure on the topside of the main relief plunger
is relieved. A pressure imbalance now exists (across the main spool); the
pressure on the lower side of the main relief plunger raises the main spool
and allows flow (and pressure) through the relief valve. Exhaust flow from
the main relief plunger is ported to the stem end of the control sequence
valve. The orifice in the end of the control sequence valve spool results in
a pressure drop and the spool is forced against the opposing spring. Flow
Figure 4. Pump Compensating (Unloading) (5V-12134- Sh.3).
III. PRINCIPLE OF OPERATION (cont'd)
from the relief valve is now allowed past
the sequence valve, into the pump case and
drain. At the same time, the control se-
quence valve blocks flow from the pump
high-pressure line to the pilot operated
control relief valve (high-pressure flow
must now go through the stability orifice
OP2). Flow from the bias side of the
control piston is allowed to bleed through
the control relief valve and control se-
quence valve into the case and drain. Note
that pressure is still ported to the unload-
ing side of the control piston (19). The
control piston is no longer balanced and
the pressure on the unloading side of the
control piston forces the control piston to
compress the control piston spring.
The control piston now moves the con-
trol pin (31) and shifts the swashblock
(29) to a position towards neutral (no de-
livery) where the pump (is unloaded) de-
livers just enough volume to maintain
(make-up for component slip losses or
leakage) system pressure as regulated by
the adjustable pilot operated control re-
lief valve (55).
D. HOLDING PRESSURE (See
Figure 3).
If the system pressure drops below preset
compensating pressure (in the event of
increased leakage of system components
and/or opening of system valves etc.), the
control relief valve conical plunger seats
(stopping flow to drain). Pressure on both
ends of the main relief plunger is now bal-
anced, the main relief plunger closes, the
spring shifts the position of the control se-
quence valve to allow additional flow to
the bias side of the control piston. The
control piston spring positions the control
piston (and control pin/swashblock) for in-
creased delivery until the control relief
valve preset pressure is reached again.
Page 5
Page 6 Bulletin 947070
UNIT THEORETICAL RATED MAXIMUM FLOW RATE MINIMUM INLET MAXI- POWER
MAXIMUM CONTINUOUS PRESSURE at 1800 rpm, rated PRESSURE MUM INPUT
DISPLACEMENT PRESSURE continuous pressure psia (bar
abs
) SPEED at rated
& 14,7 psia (bar
abs
) continuous
inlet condition pressure &
1800 rpm
in 3/rev ml/rev psi bar psi bar gpm l/min 1800 rpm 2400 rpm 3600 rpm rpm hp kw
011 0.66 10,8 3750 258,6 4250 293,1 4.2 15,9 5.5 (0,38) 8.2 (0,57) 17.2 (1,19) 3600 12.8 9,5
014 0.86 14,1 3750 258,6 4250 293,1 5.9 22,4 4.6 (0,32) 7.8 (0,54) 17.4 (1,20) 3600 16.4 12,1
022 1.35 22,1 3750 258,6 4250 293,1 9.5 36,0 9.5 (0,66) 11.1 (0,77) 22.5 (1,55) 3600 26.1 19,5
IV. SPECIFICATIONS
See Referenced material and individual application circuit for exceptions.
Table 2. Nominal Performance Data with 150-300 SSU viscosity fluids
See Installation drawings for more detailed dimensions and port configurations
UNIT WIDTH LENGTH HEIGHT WEIGHT FACE
in. mm. in. mm. in. mm. lb. kg. MOUNT
011 SAE "A"
014 7.03 178,5 7.95 201,9 6.48 164,6 36 16,3 2 Bolt
022
Table 3 Nominal Dimensions and Weights
Page 7
Bulletin 947070
V. MALFUNCTIONS AND CAUSES
A. UNRESPONSIVE OR SLUGGISH CONTROL
1. Swashblock saddle bearing (30) worn or damaged.
2. Control piston (19) or sequence spool (54) binding in bore.
3. Control piston spring (20) broken, sequence valve spool
spring (53) binding or otherwise damaged.
B. INSUFFICIENT PUMP VOLUME
1. Delivery limited by stroke limiter screw (70),
2. Delivery limited by faulty control piston (19), or control
relief valve (55) operation.
3. Obstructed suction circuit or insufficient supercharge vol-
ume.
4. Insufficient drive motor speed.
5. Worn or grooved cylinder barrels (38), port plate (43) and/
or valve plate (45) matching surfaces.
6. Worn or broken saddle bearing (30).
7. Worn or damaged piston and shoe assemblies (39) or pis-
ton bores in cylinder (38).
8. Worn or damaged piston shoe or swashblock (29).
C. IRREGULAR OR UNSTEADY OPERATION
1. Faulty control piston (19), sequence valve (54) or control
valve (55) operation.
2. Fluid level in reservoir is low or supercharge is insuffi-
cient.
3. Air entering hydraulic system.
4. Worn axial piston pump.
5. Faulty output circuit components (cylinders, motors, valves
etc.).
D. LOSS OF PRESSURE
1. Worn piston pump.
2. Worn or grooved cylinder barrel (38), port plate (43) and/
or valve plate (45) matching surfaces.
3. Worn piston and shoe assemblies (39) or piston bores in
cylinder (38).
4. Faulty output circuit components.
5. Worn or broken saddle bearing (30).
E. EXCESSIVE or HIGH PEAK PRESSURE
1. Faulty control piston (19), sequence valve (54) or control
valve (55) operation.
2 Faulty output circuit components (pay particular attention to
system relief valves).
3. Worn or broken saddle bearing (30).
F. EXCESSIVE NOISE
1. Pump incorrectly being stopped or started under load.
2. Low fluid level in reservoir or insufficient supercharge re-
sulting in cavitation.
3. Air entering hydraulic system.
4. Fluid too cold or viscosity too low.
5. Suction line problem i.e.; obstructions in line, line too long,
line diameter too small or too many bends and/or loops in
line.
6. Broken or worn piston and shoe assemblies (39).
7. Pump rotating in wrong direction.
G. EXCESSIVE HEATING
1. Operating pump above rated or peak pressure.
2. Low fluid level in reservoir or insufficient supercharges.
3. Air entering hydraulic system.
4. Worn piston pump.
5. Worn or grooved cylinder barrel (38), port plate (43) and/or
valve plate (45).
6. Faulty output circuit components (continuous blowing relief
valves or slip through valves, cylinder, etc.).
7. Insufficient cooling provision or clogged coolers.
VI. TESTING AND ADJUSTING
WARNING Shut pump off and release pressure from sys-
tem before disassembling components. Failure to comply with
these instructions could result in personal injury or death. Block-
ing pressure line between pump and system (or pump) high-
pressure relief valve will result in damage and could result in
personal injury.
Table 4. Nominal Case Slip vs. High Pressure at 1800 rpm (viscosity of 160 SSU).
Pump Size Case Slip at Full Stroke and Indicated Pressure at 1800 rpm
500 psi 1000 psi 2000 psi 3000 psi 3750 psi
cipm 25 45 85 135 180
lpm 0,41 0,74 1,39 2,21 2,95
cipm 35 50 105 160 220
lpm 0,54 0,82 1,72 2,62 3,61
cipm 40 60 110 170 240
lpm 0,66 0,98 1,80 2,79 3,94
011
014
022
Page 8 Bulletin 947070
A. PISTON PUMP
To check for worn piston pump, measurement of the leakage can
be made from the case drain while pump is under pressure. After
the unit is warm, either install a flow meter in the drain line or
have the flow from the drain line directed into a large container
or reservoir. The pump case must remain full of fluid during this
test.
CAUTION:
Do not run a pump on stroke against a blocked output un-
less it is protected by a high pressure relief valve and then
run no longer than necessary to check slip. Limit discharge
to prevent dropping reservoir fluid below low level.
With an accurate high-pressure gage in the pressure line, start
the pump and stall (or block) output device to raise system pres-
sure to maximum (as set by system relief valve). Read the flow
meter or time the case drain flow used to fill a known size con-
tainer and calculate the flow rate in terms of cubic inches per
minute (cipm). The leakage should conform to Table 4 (page 7).
Additional leakage indicates wear, but does not become critical
until it impairs performance.
VII. DISASSEMBLY
A. PREPARATION
When disassembling or assembling unit, we recommend choos-
ing an area where no traces of dust, sand or other abrasive par-
ticles, which could damage the unit, are in the air. We also rec-
ommend not working near welding, sandblasting, grinding
benches and the like. Place all parts on a CLEAN surface. To
clean parts, which have been disassembled, it is important to use
CLEAN solvents. All tools and gages should be clean prior to
working with these units and new CLEAN threadless rags used
to handle and dry parts.
WARNING: NEVER attempt to remove or install any com-
ponent or assembly while unit or system is running. Always
stop the pump, shut-off power and release pressure from the
system before servicing or testing. Be sure provisions have
been made so case drain line can be disconnected from the
unit without causing the line to drain (siphon) the reservoir.
Disconnect case drain from upper most case drain port and drain
pump case through the other (lower) drain port. If plugs are in-
accessible, it may be necessary to remove pump from mounting
(and drive motor) before draining it.
Refer to figures 7 and 8. Depending upon what part or parts are
to be inspected, it may not be necessary to completely take apart
all assemblies.
WARNING- Assistance from others and use of a hoist and/
or proper lifting techniques are strongly recommended to
prevent personal injury.
It will be advantageous to tag similar parts (particularly screws
plugs and orings) during disassembly to be certain they dont
become confused with similar parts and to assure they will be
returned to original location. Do not remove (locator) roll pins
unless they are deformed or other wise in need of replacement.
B. VALVE PLATE GROUP
If pump is a THRU-SHAFT unit with another pump or other
device coupled to the rear of the pump, it will be necessary to
remove that unit and oring (59). If thru-shaft convertible cover
(63) is used, remove socket head cap screws (64) and oring
(62).
Block unit on bench with of driveshaft horizontal. Remove valve
plate assembly (45) by removing four socket head cap screws
(50 & 56) and valve plate assembly. When used, shaft coupling
(57) with retaining rings (58) will come with valve plate assem-
bly. The port plate (43) is located on the valve plate assembly by
dowel pin (44). Remove the port plate from the valve plate as-
sembly. Extreme care must be taken not to damage the faces
of the port plate and the matching faces of both the valve
plate and cylinder barrel.
The control sequence valve can be removed if necessary by re-
moving sequence valve spool plug (51) with oring (52), with-
drawing sequence valve spool spring (53) and sequence valve
spool (54). The relief valve control cartridge assembly (55) can
also be unscrewed from the valve plate if necessary.
Rear shaft bearing (67 or 77) is pressed into valve plate. The
rear shaft bearing can be removed if necessary.
C. ROTATING GROUP
Extreme care must be taken not to damage cylinder wear surface
(that matches against the port plate), the bearing diameters or
the piston shoes. Remove orings (13 & 14) from the pump hous-
ing (1). Do not remove roll pins (12) unless damaged.
Remove the rotating group by slowly turning the driveshaft (21)
while pulling the cylinder barrel (38) from the housing. Mark
(number) each pump piston shoe assembly (39) and its respec-
tive bore in cylinder barrel and shoe retainer plate (40). See
Figure 5. Lift out shoe retainer plate (40) with pistons and re-
move fulcrum ball (41) and shoe retainer plate spring (42).
Figure 5 Rotating Group Disassembly (5V-12134-L, sheet 4).
Remove cylinder bearing retainer ring (37) and pull the hydro-
dynamic cylinder bearing (35) and roll pin (36), if necessary,
from the housing. Note the position of the roll pin inside the
case.
SHOE RETAINER (40)
PISTON/SHOE ASSEMBLY (39)
FULCRUM BALL (41)
SHOE RETAINER SPRING (42)
CYLINDER BARREL (38)
Page 9 Bulletin 947070
D. DRIVESHAFT GROUP
Remove driveshaft key (22 or 23) if used and driveshaft bearing
retainer ring (28). Grasp outboard end of driveshaft (21) and
pull out from pump housing. Remove shaft retaining ring (27)
and front driveshaft bearing (26). Remove shaft seal retainer
(25) and driveshaft seal (24) from housing only if necessary (if
seal is removed it can not be reused it must be replaced). If
used, do not remove screw (61) and thru-shaft coupling spacer
(60) unless necessary.
E. SWASHBLOCK GROUP
Remove socket head cap screws (34), housing cover (33) and
oring (32). Reach into the housing through the opening and pull
out the swashblock (29) along with control pin (31). The saddle
bearing (30) is seated in the housing by an integral pintle that
engages a hole in the housing. Pull saddle bearing (30) back
(parallel to driveshaft axis) until pintle disengages from the hous-
ing and then pull the saddle bearing out in the same manner that
the swashblock was removed.
F. CONTROL GROUP
Do not remove flow reversing plugs (8). For flow reversal
procedure, see X. CONVERSIONS. If used, note which side
of the control cylinder the stroke limiter screw (70) is on.
Control piston spring (20) may be under compression. There-
fore, slowly turn control end plugs (17) with orings (18) slowly
out of the control piston cylinder in the unit housing. If used,
remove maximum volume stop assembly (70 thru 76 &18). Be-
fore removing the control piston (19) and the control piston spring
(20) note which side of the control cylinder they were in.
Remove the control piston spring (20) and the control piston
(19) from the control cylinder bore.
VII. INSPECTION
A. GENERAL
Clean all parts thoroughly. Inspect all seals and orings for hard-
ening, cracking or deterioration and replace if necessary. Check
all locating pins for damage and springs for cracking or signs of
fatigue.
WARNING- always wear safety goggles when using solvents
or compressed air. Failure to wear safety goggles could re-
sult in serious personal injury.
B. VALVE PLATE GROUP
Inspect the valve plate (45) and hardened port plate (43) sur-
faces, that mate with each other, and the rear of the cylinder
barrel (38) for excessive wear. Remove minor defects by lightly
stoning the surface with a hard stone that is flat to within 0.001
(0,03 mm). Be sure to stone lightly. Any excessive stoning will
remove the hardened surfaces. If wear or damage of these com-
ponents is extensive, replace the component.
Check the fit of the control sequence valve spool (51) in the port
plate. It should move smoothly in the bore. Check the sequence
valve spool spring (53) for cracks or signs of fatigue. It, too
should be able to move (compress and decompress) smoothly in
the bore. Inspect and flush out the relief valve control cartridge
assembly (55). Be sure plunger operates smoothly and orifice in
bottom of plunger is clean and clear.
Check the rear shaft bearing (67 or 77) in the valve plate for
signs of excessive wear. This bearing (67 or 77) can be pressed
out and replaced.
C. ROTATING GROUP
Inspect cylinder barrel (38), piston bores and the face that mates
with port plate (43) for wear. Remove minor defects on the face
by lightly stoning or lapping the surface. If defects can not be
removed by this method, replace the cylinder barrel.
Inspect hydrodynamic cylinder bearing (35) for damage and re-
place if necessary. Check all piston and shoe assemblies (38) to
be sure they ride properly on the swashblock (29).
See Figure 6. Check each shoe face for nicks and/or scratches.
Check the shoe for smooth pivot action on the piston. If one or
more piston/shoe assembly needs to be replaced, replacement of
all piston/shoe assemblies is necessary. When installing new pis-
ton/shoe assemblies or rotating group, make sure pistons are free
in their respective bores.
Figure 6. Piston and Shoe Inspection (5V-12134-L, sheet 4).
D. DRIVESHAFT GROUP
Check driveshaft seal (24) for deterioration or cracks. Seal can
not be reused if removed from housing. Replace (press out) only
if necessary. Check front driveshaft bearing (26) for binding or
roughness. See section B and check rear shaft bearing (67 or
77). Check driveshaft and its splines for wear. Replace any part
necessary.
E. SWASHBLOCK GROUP
Inspect the swashblock (29) face for wear and/or scoring. If de-
fects are minor, stone the hardened swashblock lightly. Be sure
to stone lightly. If damage is extensive replace the swashblock.
Compare saddle bearing (30) thickness in worn area to thick-
ness in an unworn area. Replace saddle bearing if difference is
more than 0.010 inches (0,254 mm). Check mating surface of
swashblock for cracks or excessive wear. There is a small hole
in the pintle of the saddle bearing (where saddle bearing plugs
into pump housing). This hole ports fluid through the swashblock
to the face of the saddle bearing (providing lubrication). Check
this hole and orifice OP1 (5) to be sure they are open. Swashblock
movement in saddle bearing must be smooth. Replace
swashblock and/or saddle bearing if necessary.
F. CONTROL GROUP
Inspect seals and orings for hardening, cracking or deteriora-
tion and replace if necessary. Check control piston spring (20)
for cracks or signs of wear, be sure it does not bind in the control
piston (19). Be sure the control piston does not show signs of
excessive wear and that it slides smoothly in the control cylin-
der bore. Check OP2 (68) to be sure orifice is not blocked.
Page 10 Bulletin 947070
IX. ASSEMBLY
A. PREPARATION
Refer to figures 7 and 8. The procedure for assembling the unit is
basically the reverse order of disassembly procedures. During
assembly, install new gaskets, seals and orings apply a thin film
of CLEAN grease or hydraulic fluids to sealing components to
ease assembly. If a new rotating group is used, lubricate thor-
oughly with CLEAN hydraulic fluid. Apply fluid generously to
all wear surfaces.
B. CONTROL GROUP
If used, install maximum volume stop assembly [stroke limiter
screw (70) with orings (72) and back-up ring (71) in place],
maximum volume stop body (73) with oring (18), stroke limiter
bonnet (74) with oring (75) and jam nut (76)] from the side they
were removed from. From the other side of the control piston
cylinder bore, insert the control piston (19) with spring bore fac-
ing out. Slide the control piston spring (20) into the bore and
then insert and screw the control end plug (17) with oring (18)
in tightly.
C. SWASHBLOCK GROUP
If removed, press new driveshaft seal (24) into pump housing.
Working through the bore for the housing cover (33), insert the
saddle bearing (30) in the pump housing so the integral pintle
engages the hole in the housing. Place the control pin (31) in the
swashblock (29) in a position to engage the slot in the control
piston. Again, reaching through the bore for the housing cover,
insert the pin into the control piston slot and push the swashblock
(29) against the saddle bearing being sure the raised surface of
the swashblock is received by the indented surface of the saddle
bearing. Visually, be sure the holes (to receive the driveshaft)
align up with the center of the hole in the pump housing for the
driveshaft. Place housing cover (33) with oring (32) in place
and secure with socket head cap screws (34).
D. DRIVESHAFT GROUP
Place seal retainer (25) in its bore. Press front driveshaft bearing
(26) onto driveshaft (21) and lock in place with shaft retainer
ring (27). Insert the driveshaft assembly (21) through the shaft
seal, into the case, through the hole in the saddle bearing and
swashblock until the front driveshaft bearing bottoms in its bore.
Lock in place with bearing retainer ring (28).
E. ROTATING GROUP
With roll pin (36) in place, slide the hydrodynamic cylinder bear-
ing (35), returning the roll pin into the position noted upon disas-
sembly, into the pump housing. Lock in place with cylinder bear-
ing retainer ring (37). Note: - ends of retaining ring must be in
groove machined in housing (1).
See Figure 5. Place the cylinder barrel (38), wear surface down,
on a clean cloth. Place the shoe retainer spring (42) in the center
of the barrel with the fulcrum ball (41) on top of it. Insert the
piston and shoe assemblies (numbered on disassembly) into their
corresponding (numbered) holes of the shoe retainer plate (40).
As a unit, fit the pistons into their corresponding (numbered)
bores in the cylinder barrel. DO NOT FORCE. If aligned prop-
erly, the pistons will fit smoothly.
WARNING-The assembled rotating groups for some sizes of
pumps may be heavy, assistance from others and proper lift-
ing techniques is strongly recommended to prevent personal
injury. The rotating group can now be carefully installed over
the tail of the driveshaft and into the pump housing (1). While
installing the rotating group, support the weight of the cylinder
barrel, as cylinder spline is passed over the tail shaft, to avoid
scratching or damage. Push cylinder barrel forward on the
driveshaft, until the cylinder spline reaches the driveshaft spline;
rotate the cylinder barrel slightly to engage the shaft splines.
Continue to slide the cylinder barrel forward until it encounters
the hydrodynamic cylinder bearing (35). Lifting the tail end of
the driveshaft slightly helps cylinder barrel and hydrodynamic
cylinder bearing engagement. Continue pushing cylinder barrel
forward until the piston and shoe assemblies (39) contact the
swashblock (29). On units with thru type driveshafts, place the
rear shaft-coupling etc. on the rear of the driveshaft. If removed,
install roll pins (12) in pump housing (1). Install orings (13 &
14) in pump housing.
The pump housing assembly is now ready to receive the valve
plate group.
F. VALVE PLATE GROUP
Extreme care must be taken not to damage the faces of the
valve plate and matching faces of both the valve plate and
cylinder barrel.
If rear shaft bearing (66 or 77) was removed, press bearing into
the valve plate until it protrudes from the face of the valve plate
the amount shown in Table 5.
PROTRU- PUMP SIZE
SION 011 014
022
For Thru
Shaft Valve
Plates
in. 0.075
+.01
mm. 1,905
+,25
For Non
Thru Shaft
Valve Plates
in. 0.20
+.03
mm. 5,08
+,76
Table 5. Rear Shaft Bearing Protrusion
Screw the relief valve control cartridge (55) into the valve plate.
Slide (narrow end first) control sequence spool (54) into its bore
in the valve plate. Place sequence valve spool spring (53) into
the counter bore of the control sequence valve and secure by
screwing the sequence valve spool plug (51) with oring (52)
into place.
Page 11 Bulletin 947070
When used, install rear shaft coupling (57) with retainer rings
(58) in place on driveshaft before installing valve plate group
assembly to pump housing (1).
Using dowel pin (44) to locate, place port plate (43) on the face
of valve plate (45). On units with non-thru type driveshafts, the
rear shaft bearing fits through the port plate and will center the
port plate on the face of the valve plate. On units with thru type
driveshafts, the rear shaft bearing (77 or 67) fits in a groove of
the port plate and will center it on the face of the valve plate.
Assistance from others and proper lifting techniques is
strongly recommended for the following procedure to pre-
vent personal injury. Be sure orings (13) and (14) are in place.
The valve plate (45) group can now be carefully installed over
the tail of driveshaft (21) and slide up to mate with the pump
housing (1). Roll pins (12) should engage matching bores in the
valve plate assembly. Finger tighten socket head cap screws (50
and or 56) and then alternately tighten down.
For convertible thru-shaft units, place thru-shaft coupling spacer
(60) on end of shaft and secure with screw (61). Install oring
(62) in thru-shaft convertible cover (63) and tighten to backside
of valve plate with screw (64). For thru-shaft coupled units, in-
stall oring (59) and secure rear unit to valve plate group with
screws (78) and lock washers (79).
X. CONVERSIONS
A. LEFT HAND TO RIGHT HAND DRIVE OR
VICE VERSA
To convert a pump built for right hand (clockwise) driven rota-
tion to a pump for left hand (counter clockwise) drive, or vice-
versa, the following four steps will be necessary.
1. The position of the two flow reversing plug assemblies (8,
9, 10 & 11) and the two SAE plugs (6) with orings (7) will
have to be interchanged. See illustrations (parts of Figure 8)
for proper positions for either left hand or right hand rota-
tion.
2. Reverse the orientation of the control piston (19) and con-
trol piston spring. See illustrations (parts of Figure 8) for
proper positions for either left or right hand rotation. Also
note that if an optional maximum volume stop assembly (70,
71, 72, 73, 74,75, 76 & 18) is used, it will have to be switched
with control end plug assembly (17 & 18).
3. The valve plate assembly (45) will have to be removed and
the port plate (43) replaced with a port plate manufactured
for the new rotation direction.
4. The type designation on the units nameplate (65) will have
to be changed accordingly.
SEE SECTION I. PREPARATION and INSTALLATION
Page 12 Bulletin 947070
XI. PARTS LIST
Parts used in this assembly are per Oilgear Specifications. Use Oilgear parts to ensure compatibility with assembly requirements. When
ordering replacement parts, be sure to include pump type designation and serial number stamped on nameplate, bulletin and item
number. To assure seal and packing compatibility, specify type of hydraulic fluid used.
ITEM
NO. DESCRIPTION
1. Housing, Pump
2. Plug, SK
3. Plug, SAE
4. Seal, Oring
5. Plug, Orifice
6. Plug, SAE
7. Seal, Oring
8. Plug, Flow Reversing
9. Seal , Oring
10. Seal, Oring
11. Ring, Back-up
12. Pin, Roll
13. Seal, Oring
14. Seal, Oring
15. Plug, SAE
16. Seal, Oring
17. Plug, Control End
18. Seal, Oring
19. Piston, Control
20. Spring, Control Piston
21. Driveshaft
22 or 23. Key, Driveshaft
24. Seal, Driveshaft
25. Retainer, Seal
26. Bearing, Front Driveshaft
27. Ring, Shaft Retainer
28. Ring, Bearing Retainer
29. Swashblock
30. Bearing, Saddle
31. Pin, Control
32. Seal, Oring
33. Cover, Housing
34. Screw, SHC
35. Bearing, Hydrodynamic Cylinder
36. Pin, Roll
37. Ring , Cylinder Bearing Retainer
38. Barrel, Cylinder
39. Assembly, Piston & Shoe
40. Plate, Shoe Retainer
41. Ball, Fulcrum
42. Spring, Shoe Retainer Plate
43. Plate, Port
44. Pin, Dowel
45. Plate, Valve
46. Plug, SAE
47. Seal, Oring
48. Plug, SAE
49. Seal, ORing
50. Screw, SHC
51. Plug, Control Sequence Valve Spool
52. Seal, Oring
53. Spring, Control Sequence Valve
54. Spool, Control Sequence Valve
55. Assembly, Relief Valve Control Cartridge
56. Screw, SHC
57. Coupling, Thru-shaft
58. Ring, Retainer
59. Seal, Oring
60. Spacer, Thru-shaft Coupling
61. Screw, SHC
62. Seal, Oring
63. Cover, Thru-shaft Convertible
64. Screw, SHC
65. Plate, Name
66. Screw, Drive
67. Bearing, Rear Shaft
68. Plug, Orifice
69. Plug, NPTF
70. Screw, Stroke Limiter
71. Ring, Backup
72. Seal, Oring
73. Body, Max. Volume Stop
74. Bonnet, Stoke Limiter
75. Seal, Oring
76. Nut, Jam
77. Bearing, Rear Shaft
78. Screw, SHC
79. Washer, Lock
ITEM
NO. DESCRIPTION
ITEM PUMP SIZE
NO. 011, 014 & 022
4 902-90
7 904-90
9 904-90
10 008-90
11 008
13 242-70
14 010-90
15 908-90
18 920-90
32 151-70
ORING & BACK-UP RING SIZES
ARP 568 Uniform Size Number with Durometer
47 902-90
48 904-90
49 904-90
52 904-90
59 042-70
62 028-70
71 014
72 014-90
75 912-90
ITEM PUMP SIZE
NO. 011, 014 & 022
Page 13 Bulletin 947070
Figure 7. Exploded Parts Drawing (519272-101 sht. 1 of 6).
Parts list on page 12
Page 14 Bulletin 947070
Figure 8. Cross Section and Plan View Parts Drawing (519272-101 sh. 2 of 6).
Parts list on page 12
NOTES
Page 15
XII. AFTER SALES SERVICES
Oilgear builds products that last. However, it is the nature of this
type of machinery to require proper maintenance regardless of
the care that goes into its manufacture. Oilgear has several ser-
vice programs to help you.
STAY-ON-STREAM SERVICE:
By signing up for Oilgears Stay-On-Stream program you can
prepare for problems before they happen. Certain field tests
such as fluid testing, slip testing and electronic profile record-
ing comparisons can be performed by our field service people
or your own trained personnel. These tests can indicate prob-
lems before they become down-time difficulties.
SERVICE SCHOOLS:
Oilgear holds schools to train your maintenance personal. A
general hydraulic or electronic school is conducted in our Mil-
waukee plant on a regular basis. Custom schools, specifically
addressing your particular hydraulic and electrohydraulic equip-
ment can be conducted in your plant.
SPARE PARTS AVAILABILITY:
Prepare for future needs by stocking Oilgear original factory
parts. Having the correct parts and necessary skills in-plant
enables you to minimize down-time. Oilgear has developed parts
kits to cover likely future needs. Oilgear field service techni-
cians also stand ready to assist your maintenance people in
trouble-shooting and repairing equipment.
OILGEAR EXCHANGE SERVICE
Standard replacement pumps and motors are available to users
of Oilgear equipment where comparable units will be returned
in exchange. When standard replacements must be modified to
replace units which are special, shipment will depend on avail-
ability of parts, assembly and test time necessary.
To obtain this service, place an order for an exchange unit and
provide the serial number and type designation. The replace-
ment unit will be shipped F.O.B. our factory. Milwaukee, Wis-
consin. User retains the replacement and returns the worn unit
prepaid to The Oilgear Company for reconditioning and test.
When the unit is reconditioned and stocked, the user is billed
the cost of reconditioning or a flat rate exchange price if one has
been applied to that particular type of unit.
Litho in USA BULLETIN 947070
THE OILGEAR COMPANY
2300 So. 51st. Street
Milwaukee, WI 53219
Bulletin 47070-A
PVM Open Loop Pumps
Bulletin_47070-A_7 10/14/03 10:43 AM Page 2
Table of Contents
Performance Assurance page 3
Features and Benefits page 4-5
Specifications page 6
Dimensions and Weights page 7
Controls
Pressure Compensator page 8
Standard Load Sense w/Pressure
Compensator Override page 8
Adjustable Load Sense w/Pressure
Compensator Override page 9
Remote Pressure Compensator page 9
Performance Curves
Efficiency, Delivery, Horsepower, Etc. page 10-11
Sound page 12-13
Inlet Suction/Supercharge page 14-17
Multiple Pumps
Pump Combinations page 18
Ordering Information page 19
Copyright 2003 The Oilgear Company All Rights Reserved
T
a
b
l
e
o
f
C
o
n
t
e
n
t
s
2
Bulletin_47070-A_7 10/14/03 10:43 AM Page 3
EveryOilgear product is shipped to you
with our Performance Assurance a corporate
commitment to stay with your installation until
our equipment performs as specified.
Hydraulic equipment and systems have been
Oilgears primary business since 1921. For
decades, we have developed hydraulic techniques
to meet the unique needs and unusual fluid power
problems of machinery builders and users
worldwide, matching fluid power systems to a
tremendous range of applications and industries.
Our exclusive Performance Assurance program is
built upon that strong foundation.
PERFORMANCE ASSURANCE
STANDARD WITH EVERY OILGEAR PUMP
As a customer, you also benefit from access to
Oilgears impressive technical support network.
Youll find factory trained and field-experienced
application engineers on staff at every Oilgear
facility. They are backed by headquarters staff
who can access the records and knowledge learned
from decades of solving the most difficult
hydraulic challenges.
When your design or purchase is complete, our
service is just beginning. If you ever need us, our
Oilgear engineers will be there, ready to help you
with the education, field service, parts and repairs
to assure that your installation runs smoothly
and keeps right on running.
P
e
r
f
o
r
m
a
n
c
e
A
s
s
u
r
a
n
c
e
3
Bulletin_47070-A_7 10/14/03 10:43 AM Page 4
Multiple controls available.
A fast shift valve assists
pump in coming back
on stroke
All units are shipped with
meter-out pressure
compensated, load
sensing control
Delivers high
performance
in a compact package
SAE Splined or Keyed shaft
For convenient coupling
to your specific rotary
power source, heavy-duty
shafts allow high through
torque capability
One piece polymerous bearing
Allows running on
low viscosity or other
special fluids
Permits constant control
reaction with low
hysteresis
Allows high performance
in high cyclic
applications
Eliminates troublesome
yoke bearings
Provides long life
Cylinder mounted in
polymerous hydrodynamic
journal bearings
Allows operation with
low viscosity or other
special fluids
Provides infinite
bearing life
Enables compact design
Patented pressure lubricated
swashblock
Delivers high
performance for high
pressure high cycle
operation
Provides long life
Rugged cylinder design
Hardened nodular iron
construction for improved
performance and
contamination resistance
Hardened steel shoes with
specially designed face for
increased fluid retention,
running on hardened
swashblock surface
Running surfaces
hardened
Provides a higher
degree of contamination
resistance
Allows higher pressure
operation
Enables operation with
low viscosity or other
special fluids
Provides long life
Hardened cylinder surfaces
Greater resistance to
contamination
Provides longer life
Allows operation with
low viscosity or other
special fluids
Rotation Convertibility
Right hand driven pumps
are easily converted to
left hand driven pumps
or vice versa
Constant port locations
(suction, pressure)
regardless of pump
rotation
Valve plate selection
Rear or top and bottom
port connections
available
Quiet port plate design
Minimizes noise
at typical electric
and drive motor
speeds
Low sound levels
(see Sound Curves)
Allows easy
inspection
and maintenance
Through-shaft availability
(after removal of rear cover)
Full through-shaft torque
capability for most units
(see Multiple Pump
Combinations, Page 18)
allows multiple pump
installation from single
driveshaft
Close-coupled dual
design further provides
a compact package
Has provisions for
mounting other SAE
size pumps, equipment etc.
Can be used to drive
auxiliary devices (see
Multiple Pump Combina-
tions, Page 18)
PVM Open Loop Pumps
F
e
a
t
u
r
e
s
a
n
d
B
e
n
e
f
i
t
s
1
3
4
5
2
6
8
7
10
11
12
9
4
Bulletin_47070-A_7 10/14/03 10:43 AM Page 5
Plus the following not shown in the cross section photo
(16)Can be easily mounted in any position
Easy to install
Dual case drain available for mounting
flexibility
(17)Built in purge port
Aids in purging trapped air from pump
during start-up
(18)Designed without gaskets
All mating surfaces and passages designed
with oring seals to prevent leakage
F
e
a
t
u
r
e
s
a
n
d
B
e
n
e
f
i
t
s
(
c
o
n
t
d
)
5
(13) Isolated front shaft bearing
Enables operation with low viscosity or
other special fluids
Allows side loading
(14) Multiple capacities in each compact
frame size
Permits selection of volume capacity that
most closely match your needs while
providing maximum control range
Unitized one-piece nodular iron housing
reduces number of potential leak paths
(15) Totally enclosed
Impervious to high pressure washdown
Can be operated in hazardous environments
with totally enclosed drive motors
Bulletin_47070-A_7 10/14/03 10:43 AM Page 6
Nominal Performance Data with 150-300SSU viscosity fluids
FLOW RATE
at 1800 rpm, POWER
rated continuous INPUT
THEORETICAL RATED pres. & 14,7 at rated
FRAME UNIT MAXIMUM CONTINUOUS MAXIMUM psia (bar
abs
) MINIMUM INLET PRESSURE MAXIMUM cont. pres.
SIZE SIZE DISPLACEMENT PRESSURE PRESSURE inlet condition psia (bar
abs
) SPEED & 1800 rpm
in
3
/rev. ml/rev. psi bar psi bar gpm l/min 1200rpm 1500rpm 1800rpm rpm. hp kw
011 0.66 10,8 3750 258,6 4250 293,1 4.3 16,3 5.0 (,34) 5.3 (,37) 5.6 (,39) 3600 12.8 9,5
A 014 0.86 14,1 3750 258,6 4250 293,1 5.8 22,0 5.0 (,34) 5.0 (,34) 5.0 (,34) 3600 16.4 12,1
022 1.35 22,1 3750 258,6 4250 293,1 9.5 36,0 6.6 (,46) 7.6 (,52) 8.6 (,60) 3600 26.1 19,5
076 4.67 76,5 3750 258,6 4250 293,1 32.4 122,6 6.1 (,42) 6.3 (,43) 8.2 (,57) 2450 85.7 63,9
C 098 6.00 98,3 3750 258,6 4250 293,1 41.2 156,0 6.8 (,47) 7.2 (,50) 8.3 (,57) 2450 109.2 81,4
130 7.94 130,2 3750 258,6 4250 293,1 57.8 218,8 6.7 (,46) 7.1 (,49) 8.7 (,60) 2450 150.8 112,5
S
p
e
c
i
f
i
c
a
t
i
o
n
s
SPECIFICATIONS
6
Bulletin_47070-A_7 10/14/03 10:43 AM Page 7
Nominal Dimensions
FRAME LENGTH WIDTH HEIGHT WEIGHT
SIZE in. mm. in. mm. in. mm. lbs. kg
A/A 16.2 410,5 7.3 185,4 6.48 164,6 77 35,0
C/A 20.3 516,4 10.5 266,7 10.2 259,6 185 84,1
C/C 24.3 617,0 10.5 266,7 10.2 259,6 282 128,2
Nominal Dimensions
FRAME LENGTH WIDTH HEIGHT WEIGHT
SIZE UNIT SIZE in. mm. in. mm. in. mm. lbs. kg FACE MOUNT
A 011, 014 & 022 7.95 201,9 7.3 185,4 6.48 164,6 37.5 17,0 SAE "A" 2 Bolt
C 076, 098 & 130 11.9 302,3 10.5 266,7 10.2 259,6 136 61,7 SAE "C" 2/4 Bolt
SINGLE PUMP
DUAL PUMP
D
i
m
e
n
s
i
o
n
s
a
n
d
W
e
i
g
h
t
s
7
Bulletin_47070-A_7 10/14/03 10:43 AM Page 8
Pressure Compensator
Ensures maximum pump flow until unit reaches preset control
pressure setting and then regulates output flow to match the
requirements of the system while maintaining preset output
pressure. Pressure can be adjusted from 350 psi (24,1 bar)
working pressure up to the rated pressure rating of the pump.
P
u
m
p
C
o
n
t
r
o
l
s
*
Pump Controls*
PRESSURE*
Standard Load Sense
W/ Pressure Compensator
A constant output flow is maintained for a given (customer
supplied) flow control valve setting regardless of changes in
drive speed and/or working pressure. The load sense
differential is 180 psi and is not adjustable.
P-1NN P-1NN/F
8
* Be sure system and pumps are protected, with a high-pressure relief valve, against overloads.
For detailed circuits of a particular size pump and control combination, contact your Oilgear Representative.
PUMP CONTROLS* Any, single or multiple, combination of
remote or load sense controls can be combined with the
built-in pressure compensator control if desired.
Bulletin_47070-A_8 10/23/03 9:09 AM Page 9
P
u
m
p
C
o
n
t
r
o
l
s
*
Adjustable Load Sense w/Pressure
Compensator Override
Adjustable load sense w/pressure compensator P-1NN/J.
A constant output flow is maintained for a given
(customer supplied) flow control valve setting regardless
of changes in drive speed and/or working pressure. The
load sense differential is adjustable from 180 to 700 psi.
P-1NN/J
9
Remote Controls for Pressure
Compensator Functions
A customer supplied remote control valve can be easily
added to any of the PVM Pumps allowing pressure
adjustment control to be convenient to the operator while
the pump may be located convenient to the operated
device.
* Be sure system and pumps are protected, with a high-pressure relief valve, against overloads.
For detailed circuits of a particular size pump and control combination, contact your Oilgear Representative.
Bulletin_47070-A_7 10/14/03 10:43 AM Page 10
P
e
r
f
o
r
m
a
n
c
e
C
u
r
v
e
s
10
PVM-011
Performance curves are based on a viscosity of 160 SSU.
PVM-014
PVM-022
Bulletin_47070-A_7 10/14/03 10:43 AM Page 11
P
e
r
f
o
r
m
a
n
c
e
C
u
r
v
e
s
11
PVM-076
Performance curves are based on a viscosity of 160 SSU.
PVM-098
PVM-130
Bulletin_47070-A_8 10/23/03 9:14 AM Page 12
S
o
u
n
d
C
u
r
v
e
s
12
* Be sure system and pumps are protected against over loads with a high pressure relief valve.
PVM-011 PVM-014
PVM-022
Sound curves are based on a viscosity of 500 SSU.
Bulletin_47070-A_7 10/14/03 10:43 AM Page 13
S
o
u
n
d
C
u
r
v
e
s
13
Sound curves are based on a viscosity of 500 SSU.
PVM-076 PVM-098
PVM-130
Bulletin_47070-A_7 10/14/03 10:43 AM Page 14
I
n
l
e
t
/
S
u
c
t
i
o
n
C
u
r
v
e
s
14
PVM-011
INLET SUCTION/SUPERCHARGE
Inlet/supercharge curves are based on a viscosity of 500 SSU.
PVM-011
Bulletin_47070-A_7 10/14/03 10:43 AM Page 15
I
n
l
e
t
/
S
u
c
t
i
o
n
C
u
r
v
e
s
15
PVM-014
PVM-014
Bulletin_47070-A_7 10/14/03 10:43 AM Page 16
I
n
l
e
t
/
S
u
c
t
i
o
n
C
u
r
v
e
s
16
PVM-022
PVM-022
Bulletin_47070-A_7 10/14/03 10:43 AM Page 17
I
n
l
e
t
/
S
u
c
t
i
o
n
C
u
r
v
e
s
17
PVM-076 PVM-098
PVM-130
Bulletin_47070-A_7 10/14/03 10:43 AM Page 18
M
u
l
t
i
p
l
e
P
u
m
p
C
o
m
b
i
n
a
t
i
o
n
s
18
MULTIPLE PUMP COMBINATIONS
Two or more Oilgear PVM axial piston variable delivery pumps can be integrally coupled
together and driven from a single shaft. In most cases (see Specifications) both pumps can be
used at full rated output. Pump deliveries can be combined for large volume circuits or
deliveries can be used individually. See the following table and calculations for Allowable
Thru-shaft Torque.
How to calculate torque for each pump
T (in. lbs.) = Pressure (psi) x Displacement (cu. in./rev.)
*
5.625
Add the respective torques for each unit:
T1 = front pump torque required
T2 = second pump torque required
Tn = Additional pump or torque for any other driven device
T1 + T2 + Tn Sum must be less than T max. shown in table
* Assumes 90% mechanical efficiency.
Pump Frame Size
Tmax (in. lbs.)
Thru-shaft Capability
A 1100
C 5252
Bulletin_47070-A_7 10/14/03 10:43 AM Page 19
H
o
w
t
o
O
r
d
e
r
19
BLOCK NUMBER
1 2 3 - 4 - 5 6 7 - 8 9
EXPLANATION
VARIABLE PUMP
P V M - 011 - A2 U B - L DA
EXAMPLE
BLOCK NUMBER
10 - 11 - 12 13 14 15 - 16 - 17 - 18
EXPLANATION
VARIABLE PUMP
B - P - 1 NN /J SN - CN - 05 - XXX
EXAMPLE
1 = UNIT
P = Pump
2 = TYPE
V = Variable
3 = DESIGN TYPE
M = Pump Series
4 = UNIT SIZE
011 = 0.66 cipr
014 = 0.86 cipr
022 = 1.35 cipr
076 = 4.67 cipr
098 = 6.00 cipr
130 = 7.94 cipr
5 = DESIGN SERIES
B1 = A Frame
A2 = C Frame
6 = SAE DESIGN SERIES
U
7 = SEALS
B = Nitrile (standard)
P = EPDM Seals w/PTFE shaft seal
V = Viton
8 = ROTATION
L = Left-hand (CCW)
R = Right-hand (CW)
9 = VALVE PLATE TYPE
DA = Thru-shaft, side ported w/SAE ports
(A or C frame)
DF = Thru-shaft, side ported, w/flange
ports (C frame only)
GA = Side ported w/SAE ports
(A or C frame)
GF = Side ported, w/flange ports
(C frame only)
SA = Rear ported w/SAE ports
(A or C frame)
SF = Rear ported w/flange ports
(C frame only)
10 = SHAFT END
See Table 1
11 = PRESSURE CONTROL
P = Pressure Compensator
12 = CONTROL MODIFIER 1
1 = Single PC Setting
13 = CONTROL MODIFIER 2
NN = None
14 = CONTROL MODIFIER 3
Blank = PC Only
/F = Unadjustable LS
/J = Adjustable LS
15 = STROKE LIMITER OPTION
NN = None
SN = Adjustable Maximum
16 = AUXILIARY ADAPTERS (for thru-shaft)
Blank = None (for all RP/SP units)
CN = SAE C Adapter & Coupling
(C frame only)
CP = Cover Plate
AN = SAE A Adapter & Coupling
AA = SAE A A-Adapter & Coupling
BN = SAE B Adapter & Coupling
(C frame only)
17 = GEAR PUMPS
Blank = None
05 = 0.488 cipr
07 = 0.67 cipr
10 = 0.976 cipr
14 = 1.403 cipr
20 = 2.015 cipr
18 = SPECIAL PUMP MODIFIER
(Assigned by factory when necessary)
A Frame C Frame
B .875 Dia Keyed 1.500 Dia Keyed
C 13T, 16/32 Spline 17T, 12/24 Spline
S 9T, 16/132 Spline 14T, 12/24 Spline
Y .750 Dia Keyed 1.250 Dia Keyed
Continued from above
Table 1 Shaft End
HOW TO ORDER
Bulletin_47070-A_8 10/23/03 9:21 AM Page 20
AUSTRALIA
Oilgear Towler Australia Pty. Ltd.
BRAZIL
Oilgeardo Brazil Hydraulica Ltd.
CANADA
The Oilgear Company
FRANCE
Oilgear Towler S.A.
GERMANY
Oilgear Towler GmbH
INDIA
Oilgear Towler Polyhydron Pvt. Ltd.
Towler Automation Pvt. Ltd.
ITALY
Oilgear Towler S.r.l.
JAPAN
The Oilgear Japan Company
KOREA
Oilgear Towler Korea Co. Ltd.
MEXICO
Oilgear Mexicana S.A. de C.V.
SPAIN
Oilgear Towler S.A.
TAIWAN
Oilgear Towler Taiwan Co. Ltd.
UNITED KINGDOM
Oilgear Towler Ltd.
UNITED STATES OF AMERICA
The Oilgear Company
World Headquarters
The Oilgear Company
2300 South 51st Street Milwaukee, WI USA 53219
phone: 414/327-1700 fax: 414/327-0532
www.oilgear.com
For more information about your application or the products
in this brochure, please contact your nearest Oilgear facility.
Bulletin 47070-A
Revised October, 2003
Printed in USA
Bulletin_47070-A_8 10/23/03 9:23 AM Page 1
NATIONAL OILWELL
IR-3080 IRON ROUGHNECK
ELECTRICAL
CONTROLS
11-2000
SALES OFFICES
ANCHORAGE, AK
PHONE: 907/522-3727
BAKERSFIELD, CA
PHONE: 805/589-5750
CASPER, WY
PHONE: 307/235-2751
DALLAS, TX
PHONE: 214/265-8840
DENVER, CO
PHONE: 303/298-8112
HOUSTON, TX
PHONE: 713/960-5100
LONG BEACH, CA
PHONE: 310/998-4900
LOS ANGELES, CA
PHONE: 310/802-2638
MIDLAND, TX
PHONE: 915/684-5576
NEW ORLEANS, LA
PHONE: 504/586-1301
ODESSA, TX
PHONE: 915/332-9472
OKLAHOMA CITY, OK
PHONE: 405/632-7600
RIO VISTA, CA
PHONE: 707/374-2580
TULSA, OK
PHONE: 918/492-5580
VENTURA, CA
PHONE: 805/653-6670
WICHITA, KS
PHONE: 316/262-4557
WILLISTON, ND
PHONE : 701/572-3781
UNITED STATES STORES
ANCHORAGE, AK
PHONE: 907/522-3727
ANDREWS, TX
PHONE: 915/523-2954
BAKER, MT
PHONE: 406/778-3378
BAKERSFIELD, CA
PHONE: 805/589-5750
BIG LAKE, TX
PHONE: 915/884-2556
BIG PINEY, WY
PHONE: 307/276-3916
BIG SPRING, TX
PHONE: 915/267-2539
BILLINGS, MT
PHONE: 406/252-7771
BRADFORD, PA
PHONE: 814/368-4127
BROOKHAVEN, MS
PHONE: 601/833-6511
BRYAN, TX
PHONE: 409/778-1585
CAMERON, LA
PHONE: 318/775-7078
CASPER, WY
PHONE: 307/235-2751
CHARLESTON, WV
PHONE: 304/342-5193
CHEYENNE WELLS, CO
PHONE: 719/767-8801
CLAY CITY, IL
PHONE: 618/676-1653
CORPUS CHRISTI, TX
PHONE: 512/883-0871
CORTEZ, CO
PHONE: 970/565-8428
CROSSVILLE, IL
PHONE: 618/966-2165
DENVER CITY, TX
PHONE: 806/592-2161
DICKINSON, ND
PHONE: 701/227-0861
ELK CITY, OK
PHONE: 405/225-7150
ELLINWOOD, KS
PHONE: 316/564-2320
EVANSTON, WY
PHONE: 307/789-2034
FT LUPTON, CO
PHONE: 303/857-6242
FT. SMITH, AR
PHONE: 501/646-1672
FREER, TX
PHONE: 512/394-6115
GILLETTE, WY
PHONE: 307/682-9337
GREAT BEND, KS
PHONE: 316/793-8433
HARTSHORNE, OK
PHONE: 918/297-2578
HARVEY, LA
PHONE: 504/366-6426
HENDERSON, KY
PHONE: 502/826-5774
HOBBS, NM
PHONE: 505/393-3138
HOMINY, OK
PHONE: 918/885-2108
HOUMA, LA
PHONE: 504/872-6876
HOUSTON, TX
PHONE: 713/675-6661
KALKASKA, MI
PHONE: 616/258-8712
KENAI, AK
PHONE: 907/283-6080
KENEDY, TX
PHONE: 210/583-3355
KILGORE, TX
PHONE: 903/984-3043
LAREDO, TX
PHONE: 210/722-0581
LAUREL, MS
PHONE: 601/425-8671
LIBERAL, KS
PHONE: 316/642-2518
LINDSAY, OK
PHONE: 405/756-3147
LONG BEACH, CA
PHONE: 310/988-4900
MCALLEN, TX
PHONE: 210/686-4329
MCCOOK, NB
PHONE: 308/345-2210
MOBILE, AL
PHONE: 334/479-0100
MOHALL, ND
PHONE: 701/756-6834
MONAHANS, TX
PHONE: 915/943-4351
MORGAN CITY, LA
PHONE: 504/384-0810
MT. CARMEL, IL
PHONE: 618/262-4148
MT. PLEASANT, MI
PHONE: 517/773-9948
NESS CITY, KS
PHONE: 913/798-3607
NEW IBERIA, LA
PHONE: 318/364-7251
ODESSA, TX
PHONE: 915/337-3541
HOUSTON CORPORATE HEADQUARTERS
10000 Richmond Avenue
Houston, TX 77042
P.O. Box 4888
Houston, TX 77210-4888
PHONE: 713/346-7500
HOUSTON PRODUCTS & TECHNOLOGY
5225 Hollister Street
Houston, TX 77040
P.O. Box 4638
Houston, TX 77210-4638
PHONE: 713/935-8100
EXECUTIVE OFFICES MANUFACTURING PLANTS
HOUSTON PLANT
11919 FM 529 Road
Houston, TX 77041
PHONE: 713/849-8000
MCALESTER WORKS
501 N George Nigh Exp
(Hwy 69 Bypass North)
McAlester, OK 74501
PHONE: 918/423-8000
11-2000
UNITED STATES STORES
OKLAHOMA CITY, OK
PHONE: 405/632-7600
PAINTSVILLE, KY
PHONE: 606/789-3791
PAMPA, TX
PHONE: 806/669-7321
PEARSALL, TX
PHONE: 210/334-8961
PENNSBORO, WV
PHONE: 304/659-2993
PLAINVILLE, KS
PHONE: 913/434-4624
POWELL, WY
PHONE: 307/754-2294
PUNXSUTAWNEY, PA
PHONE: 814/938-3060
RATLIFF CITY, OK
PHONE: 405/856-3264
RIVERTON, WY
PHONE: 307/856-6533
ROCK SPRINGS, WY
PHONE: 307/362-3745
SABINE PASS, TX
PHONE: 409/971-2449
SHIDLER, OK
PHONE: 918/793-2781
SHREVEPORT, LA
PHONE: 318/221-5214
SNYDER, TX
PHONE: 915/573-2663
SUNDOWN, TX
PHONE: 806/229-3701
VENICE, LA
PHONE: 504/534-9671
VENTURA, CA
PHONE: 805/653-6666
VERNAL, UT
PHONE: 801/789-1104
VICTORIA, TX
PHONE: 512/575-2345
WATFORD CITY, ND
PHONE: 701/842-2902
WILLISTON, ND
PHONE: 701/572-3781
WOODLAND, CA
PHONE: 916/662-1034
INTERNATIONAL DISTRIBUTORS
NATIONAL-OILWELL CANADA LTD.
CANADA
MAIN SALES OFFICE:
2300 BOW VALLEY SQUARE III
255 - 5TH AVENUE S.W.
CALGARY, ALBERTA
CANADA T2P 3G6
PHONE: (403) 294-4500
FAX: (403) 262-9166
NATIONAL-OILWELL
DE VENEZUELA, C.A.
HEADQUARTERS:
APARTADO 1146, 4001-A
CALLE 158 CON AVENIDA 68
AMPLIACION ZONA INDUSTRIAL
MARACAIBO, EDO. ZULIA,
VENEZUELA
PHONE: (011-58-61) 361850
FAX: (011-58-61) 362561
NATIONAL-OILWELL, INT'L
UNITED STATES
MAIN SALES OFFICE:
1530 W SAM HOUSTON PKWY N
HOUSTON, TX 77043
P.O. BOX 4638
HOUSTON, TX 77210-4638
PHONE: 713/935-8000
FAX: 713/935-8351
NATIONAL-OILWELL (U.K.) LTD.
MACHINERY CENTRE:
BADENTOY ROAD
BADENTOY INDUSTRIAL PARK
PORTLETHEN, ABERDEEN
SCOTLAND ABI 4YA
PHONE: (011-44-1224) 783-060
FAX: (011-44-1224) 783-266
NATIONAL-OILWELL PTE. LTD.
SOUTHEAST ASIA SALES OFFICE:
MACHINERY AND SERVICE CENTRE
30 TUAS BASIN LINK
SINGAPORE 638786
PHONE: (011-65) 861-1566
FAX: (011-65) 861-0796
NATIONAL-OILWELL (UAE) LTD.
MIDDLE EAST SALES OFFICE:
SALES AND SERVICE CENTRE
P.O. BOX 61490
RA/08-TA06
JEBEL ALI, UAE
PHONE: 971 4 8838776
FAX: 971 4 8838795
Anda mungkin juga menyukai
- Iron Roughneck ST-80CDokumen145 halamanIron Roughneck ST-80CFlorin Stoica75% (8)
- 3.1 Iron RoughneckDokumen99 halaman3.1 Iron Roughneckdanielra8567% (3)
- Continental Emsco F-800 F-1000 Fluid End ModuleDokumen2 halamanContinental Emsco F-800 F-1000 Fluid End ModuleJohnny Sanchez0% (1)
- 10862028-Man 01 Final, User Manual PDFDokumen517 halaman10862028-Man 01 Final, User Manual PDFesteban monterrosa lopez100% (1)
- HHF-1000-partsDokumen37 halamanHHF-1000-partsJorge Vásquez Carreño100% (2)
- Roughneck RoughneckdetailsDokumen28 halamanRoughneck Roughneckdetailsrohit.g85100% (1)
- Titan C ManualDokumen26 halamanTitan C Manualduncmcleod100% (3)
- 2.JC50DB-06 Drawworks Parts ListDokumen17 halaman2.JC50DB-06 Drawworks Parts ListAbo FatmaBelum ada peringkat
- Kelly Spinner KS 6600Dokumen50 halamanKelly Spinner KS 6600rezandriansyah100% (4)
- JC-70DB7 Drawworks Parts BookDokumen27 halamanJC-70DB7 Drawworks Parts BookMANOLOTEDIAZMURILLO100% (1)
- Varco Tds 11sa顶驱新图2014年Dokumen261 halamanVarco Tds 11sa顶驱新图2014年Baber824Belum ada peringkat
- Hydrill 13'' - 5000 PsiDokumen42 halamanHydrill 13'' - 5000 PsiAli Ali75% (4)
- Mud Pump Interview TechnicalDokumen4 halamanMud Pump Interview TechnicalPremkamal .Olanchery.RavishankarBelum ada peringkat
- List Sparepart MI-SWACO Shale ShakerDokumen23 halamanList Sparepart MI-SWACO Shale ShakerahnafBelum ada peringkat
- JC-70D Drawworks Instruction ManualDokumen59 halamanJC-70D Drawworks Instruction Manualratiinspection100% (6)
- Varco TDS 10Dokumen254 halamanVarco TDS 10Florin Stoica100% (3)
- TM 0000 Rig Up Manual en Rev00Dokumen132 halamanTM 0000 Rig Up Manual en Rev00Noureddine AdjBelum ada peringkat
- Eweco Mud Pumps PDFDokumen28 halamanEweco Mud Pumps PDFbadawai sallam100% (2)
- PZ Service ManualDokumen40 halamanPZ Service Manualjulioramca100% (5)
- DP TD-500-HT DR523 0051 EN Rev00 PDFDokumen99 halamanDP TD-500-HT DR523 0051 EN Rev00 PDFAbderrahmane Abdo100% (1)
- Can Rig LWCV Actuator ManualDokumen58 halamanCan Rig LWCV Actuator ManualAhmed Magd100% (2)
- National General Service ManualDokumen155 halamanNational General Service Manualmarwa mahmoud100% (4)
- Nov - Ar 3200Dokumen28 halamanNov - Ar 3200GUSTAVO HEINERICI SCHMIDT100% (1)
- Titan CG RelfDokumen1 halamanTitan CG RelfRuano Andreola StumpfBelum ada peringkat
- LethourneauDokumen18 halamanLethourneauingcalderon100% (1)
- Top Drive Drilling System Parts ListDokumen105 halamanTop Drive Drilling System Parts ListAjay Singh RathaurBelum ada peringkat
- Maintenance Manual - Varco ST-80 RoughneckDokumen42 halamanMaintenance Manual - Varco ST-80 RoughneckCarlos Alberto Perdomo100% (2)
- National FB-1600 Parts List PDFDokumen14 halamanNational FB-1600 Parts List PDFMauricio GarciaBelum ada peringkat
- Bba Lewco 1612Dokumen17 halamanBba Lewco 1612maicol50% (2)
- Deublin Mechanical WashpipeDokumen64 halamanDeublin Mechanical Washpipeadrian villa60% (5)
- Oem Oilwell A 1700 PT A 1400 PTDokumen7 halamanOem Oilwell A 1700 PT A 1400 PTSasan Abbasi100% (1)
- Oilfield Mud Pump Parts ListDokumen6 halamanOilfield Mud Pump Parts Listsophiesaurabh0% (1)
- Um199015 eDokumen158 halamanUm199015 eingcalderon100% (1)
- SEC5 (1) WashpipeDokumen22 halamanSEC5 (1) WashpipeCarlos Alberto PerdomoBelum ada peringkat
- Continental Emsco F 1000 Mud Pump PDFDokumen13 halamanContinental Emsco F 1000 Mud Pump PDFAdhie Waelacxh100% (2)
- Iron RoughneckDokumen200 halamanIron RoughneckChris K100% (1)
- Weco Wing Union Part ListDokumen18 halamanWeco Wing Union Part ListAli100% (1)
- Southwest Oilfield Products, Inc.: Mud Pump Expendable Parts ListDokumen10 halamanSouthwest Oilfield Products, Inc.: Mud Pump Expendable Parts ListCarlos Alberto Perdomo100% (1)
- Hydromatic Brake New Catalog HB-1-10Dokumen46 halamanHydromatic Brake New Catalog HB-1-10Lucas Maldonado100% (6)
- Operating Book For Mud Pump 2Dokumen57 halamanOperating Book For Mud Pump 2Kaleem Ullah100% (3)
- F 1600 Mud Pump PDFDokumen2 halamanF 1600 Mud Pump PDFJohn0% (2)
- Forged Crankshaft Triplex Mud Pump Spec SheetDokumen14 halamanForged Crankshaft Triplex Mud Pump Spec SheetRICHARD100% (1)
- Swaco Disc Choke Console Manual 9090080 (E) PDFDokumen166 halamanSwaco Disc Choke Console Manual 9090080 (E) PDFguoss10673100% (1)
- BOP Replacement Parts CatalogDokumen60 halamanBOP Replacement Parts Catalogdesavinicius100% (1)
- TDS-4S TDS-4H: Varco P/NDokumen21 halamanTDS-4S TDS-4H: Varco P/NEduardo BragaBelum ada peringkat
- Manual NovDokumen833 halamanManual NovRodolfo Mendez100% (2)
- 900eci 3 OperationsguideDokumen98 halaman900eci 3 OperationsguideJack Yang100% (1)
- Spare Parts Catalogue: DrawworksDokumen167 halamanSpare Parts Catalogue: DrawworksHector BarriosBelum ada peringkat
- 2 - Tesco Top Drive Safety ManualDokumen18 halaman2 - Tesco Top Drive Safety ManualhamirajBelum ada peringkat
- Washpipe Packing AssembliesDokumen10 halamanWashpipe Packing AssembliesJohn Holding100% (1)
- HC 26V Sm00478 PDFDokumen47 halamanHC 26V Sm00478 PDFetuk2Belum ada peringkat
- Rotary Table American BlockDokumen1 halamanRotary Table American BlockAyman AkrabBelum ada peringkat
- Planos Top Drive TDS11 Ideal PDFDokumen890 halamanPlanos Top Drive TDS11 Ideal PDFpablo100% (3)
- Iron Roughneck ST-100 Service ManualDokumen126 halamanIron Roughneck ST-100 Service ManualJonathan Lantang83% (6)
- Ir3080ar5505 HpuDokumen454 halamanIr3080ar5505 HpuCsr GamboaBelum ada peringkat
- Aerco BMK Manual IomDokumen184 halamanAerco BMK Manual IomAnabel HernándezBelum ada peringkat
- 03.2114.010.71e TRT800A-OLED OI Rev4.00 210427 WEBDokumen56 halaman03.2114.010.71e TRT800A-OLED OI Rev4.00 210427 WEBAerotec SvlBelum ada peringkat
- GP335 SHDokumen200 halamanGP335 SHJ.RamboBelum ada peringkat
- 110 MW Steam Turbine Manual PDFDokumen133 halaman110 MW Steam Turbine Manual PDFvamsikl100% (1)
- C - Specifications - Turbo: 1995 Volvo 850Dokumen4 halamanC - Specifications - Turbo: 1995 Volvo 850Pamela CunhaBelum ada peringkat
- SF - Ioan Gura de Aur - Omilii La Facere - Vol. IDokumen444 halamanSF - Ioan Gura de Aur - Omilii La Facere - Vol. IMarkTM100% (12)
- Maintain and Operate Unitized PumpDokumen29 halamanMaintain and Operate Unitized Pumplucian.voinicaBelum ada peringkat
- DNV Daily Summary 27 Sept 2010Dokumen3 halamanDNV Daily Summary 27 Sept 2010lucian.voinicaBelum ada peringkat
- DNV Daily Summary 27 Sept 2010Dokumen3 halamanDNV Daily Summary 27 Sept 2010lucian.voinicaBelum ada peringkat
- Fig. 1 SCR Container and SCR Power HouseDokumen1 halamanFig. 1 SCR Container and SCR Power Houselucian.voinicaBelum ada peringkat
- DNV Daily Summary 27 Sept 2010Dokumen3 halamanDNV Daily Summary 27 Sept 2010lucian.voinicaBelum ada peringkat
- Fig. 3 Drillers Console 274283 2Dokumen1 halamanFig. 3 Drillers Console 274283 2lucian.voinicaBelum ada peringkat
- Schema Linii Suplimentare DebaritareDokumen1 halamanSchema Linii Suplimentare Debaritarelucian.voinicaBelum ada peringkat
- Frumoasele EpociiDokumen48 halamanFrumoasele EpociiGeorgianaRamonaBelum ada peringkat
- CENELEC and IEC Degree of ProtectionDokumen3 halamanCENELEC and IEC Degree of Protectionlucian.voinicaBelum ada peringkat
- Carburetor Adjustment GuideDokumen16 halamanCarburetor Adjustment GuidePriyantha Galgepitiya100% (5)
- F1792-97 (Reapproved 2016) E1Dokumen4 halamanF1792-97 (Reapproved 2016) E1robert nick eusebio teheranBelum ada peringkat
- Fire Alarm System DBRDokumen19 halamanFire Alarm System DBRKirty VardhanBelum ada peringkat
- Cargo Oil Pump TurbineDokumen16 halamanCargo Oil Pump TurbineNikolay KirovBelum ada peringkat
- Pumps Steeltech ENGDokumen9 halamanPumps Steeltech ENGAhmad MahmmadBelum ada peringkat
- Traction Control System ComponentsDokumen35 halamanTraction Control System ComponentsazizshalihinBelum ada peringkat
- Condensing Pressure Regulators: WVFX and WvsDokumen12 halamanCondensing Pressure Regulators: WVFX and WvsRonnyBelum ada peringkat
- Problem Set AutomationDokumen25 halamanProblem Set AutomationLester Musca100% (4)
- Choks SWDokumen54 halamanChoks SWGustavo Castillo83% (6)
- UM6WG1 Marine Gear HousingDokumen12 halamanUM6WG1 Marine Gear HousingBurik8Belum ada peringkat
- Omar Al-Saif: Slugging in Large Diameter Pipelines: Field Measurements, Experiments and SimulationDokumen405 halamanOmar Al-Saif: Slugging in Large Diameter Pipelines: Field Measurements, Experiments and SimulationDiarista Thoma SaputraBelum ada peringkat
- Abstract - Pneumatic Auto Feed Sheet Cutting MachineDokumen4 halamanAbstract - Pneumatic Auto Feed Sheet Cutting MachineJagathVishnuBelum ada peringkat
- E-Series BrochureDokumen12 halamanE-Series BrochureDanielBelum ada peringkat
- Aseptomag Valve Technology - Order Code: Aseptic Double Chamber Bottom-Seat Valve DKBSDokumen4 halamanAseptomag Valve Technology - Order Code: Aseptic Double Chamber Bottom-Seat Valve DKBSMahendra WedastamaBelum ada peringkat
- Klinger R100 Reflex Level GaugeDokumen1 halamanKlinger R100 Reflex Level GaugeArtemy KhotenovBelum ada peringkat
- Thermal Oxidation Stability of Aviation Turbine Fuels: Standard Test Method ForDokumen21 halamanThermal Oxidation Stability of Aviation Turbine Fuels: Standard Test Method ForDaniel HernandezBelum ada peringkat
- Terex 1056 C PDFDokumen172 halamanTerex 1056 C PDFjavier calao100% (1)
- Agss Plant IomDokumen31 halamanAgss Plant Iomwaleed.murad@gmail.comBelum ada peringkat
- BFP SopDokumen2 halamanBFP SopRahul KurmiBelum ada peringkat
- CG 2015132 00 - 20167 Hydraulic Control ValveDokumen4 halamanCG 2015132 00 - 20167 Hydraulic Control ValveAri PutraBelum ada peringkat
- 079 - Flexlube - CYL. LUB - SYSTEM v2Dokumen29 halaman079 - Flexlube - CYL. LUB - SYSTEM v2Антон СорокаBelum ada peringkat
- Mpmy PM PRC 0002 - 1.0 Equipment and Tag Numbering ProcedureDokumen21 halamanMpmy PM PRC 0002 - 1.0 Equipment and Tag Numbering ProcedureAnonymous 1ykzuaxWgYBelum ada peringkat
- YMA BrochureDokumen9 halamanYMA Brochurenairam2003Belum ada peringkat
- Tesco 250 EMI 400 Top DriveDokumen12 halamanTesco 250 EMI 400 Top DriveBrandon Nowlin100% (1)
- Service Instructions: Oilgear Type "HF" Horsepower Limiter W/Load Sensor Controls For "PVWH" and "PVW" PumpsDokumen4 halamanService Instructions: Oilgear Type "HF" Horsepower Limiter W/Load Sensor Controls For "PVWH" and "PVW" PumpsRolando RodriguezBelum ada peringkat
- Herramienta Cat ET CaterpillarDokumen44 halamanHerramienta Cat ET Caterpillarramiro rodriguez100% (2)
- Air Starting System Slide Set 3Dokumen11 halamanAir Starting System Slide Set 3Jigar PatelBelum ada peringkat
- Actuator - 655R IOMDokumen14 halamanActuator - 655R IOMvkeie0206Belum ada peringkat
- TechForum PDFDokumen67 halamanTechForum PDFPrestoneKBelum ada peringkat
- ANSI Z358.1 Safety CheckDokumen2 halamanANSI Z358.1 Safety CheckNorman MoralesBelum ada peringkat