Anda mungkin juga menyukai
- Foamglas Data Sheet EngDokumen2 halamanFoamglas Data Sheet EngAnonymous yQ7SQrBelum ada peringkat
- MSDS Eng FoamglasDokumen4 halamanMSDS Eng FoamglasAnonymous yQ7SQrBelum ada peringkat
- Caged, With Inner Ring, No End Washers, Sealed, Yoke-Type (Na22 Series)Dokumen1 halamanCaged, With Inner Ring, No End Washers, Sealed, Yoke-Type (Na22 Series)Anonymous yQ7SQrBelum ada peringkat
- GSL Actuator Sizing Calculation PDFDokumen1 halamanGSL Actuator Sizing Calculation PDFAnonymous yQ7SQrBelum ada peringkat
- UG-37 F FactorDokumen7 halamanUG-37 F FactorjamesBelum ada peringkat
- EMCO Floating Suctions enDokumen2 halamanEMCO Floating Suctions enAnonymous yQ7SQrBelum ada peringkat
- Comparison of Recent Us Seismic CodesDokumen8 halamanComparison of Recent Us Seismic CodesAnonymous yQ7SQrBelum ada peringkat
- GSL Actuator Sizing CalculationDokumen0 halamanGSL Actuator Sizing CalculationAnonymous yQ7SQrBelum ada peringkat
- Lincoln Stainless Welding GuideDokumen40 halamanLincoln Stainless Welding GuideAnonymous yQ7SQr100% (1)
- Sandvick Stainless Welding Products (S 236 Eng 2006)Dokumen27 halamanSandvick Stainless Welding Products (S 236 Eng 2006)Anonymous yQ7SQrBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Congenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementDokumen87 halamanCongenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementJZBelum ada peringkat
- Delonghi Esam Series Service Info ItalyDokumen10 halamanDelonghi Esam Series Service Info ItalyBrko BrkoskiBelum ada peringkat
- Produktkatalog SmitsvonkDokumen20 halamanProduktkatalog Smitsvonkomar alnasserBelum ada peringkat
- Food ResourcesDokumen20 halamanFood ResourceshiranBelum ada peringkat
- National Anthems of Selected Countries: Country: United States of America Country: CanadaDokumen6 halamanNational Anthems of Selected Countries: Country: United States of America Country: CanadaHappyBelum ada peringkat
- Fds-Ofite Edta 0,1MDokumen7 halamanFds-Ofite Edta 0,1MVeinte Años Sin VosBelum ada peringkat
- SLA in PEGA How To Configue Service Level Agreement - HKRDokumen7 halamanSLA in PEGA How To Configue Service Level Agreement - HKRsridhar varmaBelum ada peringkat
- Cable To Metal Surface, Cathodic - CAHAAW3Dokumen2 halamanCable To Metal Surface, Cathodic - CAHAAW3lhanx2Belum ada peringkat
- Nanolithography - Processing Methods PDFDokumen10 halamanNanolithography - Processing Methods PDFNilesh BhardwajBelum ada peringkat
- YIC Chapter 1 (2) MKTDokumen63 halamanYIC Chapter 1 (2) MKTMebre WelduBelum ada peringkat
- UntitledDokumen216 halamanUntitledMONICA SIERRA VICENTEBelum ada peringkat
- PresentationDokumen27 halamanPresentationMenuka WatankachhiBelum ada peringkat
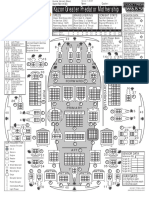
- Kazon Greater Predator MothershipDokumen1 halamanKazon Greater Predator MothershipknavealphaBelum ada peringkat
- SASS Prelims 2017 4E5N ADokumen9 halamanSASS Prelims 2017 4E5N ADamien SeowBelum ada peringkat
- Bolt Grade Markings and Strength ChartDokumen2 halamanBolt Grade Markings and Strength ChartGregory GaschteffBelum ada peringkat
- What's New in CAESAR II: Piping and Equipment CodesDokumen1 halamanWhat's New in CAESAR II: Piping and Equipment CodeslnacerBelum ada peringkat
- Fertilization Guide For CoconutsDokumen2 halamanFertilization Guide For CoconutsTrade goalBelum ada peringkat
- The RBG Blueprint For Black Power Study Cell GuidebookDokumen8 halamanThe RBG Blueprint For Black Power Study Cell GuidebookAra SparkmanBelum ada peringkat
- Obligatoire: Connectez-Vous Pour ContinuerDokumen2 halamanObligatoire: Connectez-Vous Pour ContinuerRaja Shekhar ChinnaBelum ada peringkat
- Workbook Group TheoryDokumen62 halamanWorkbook Group TheoryLi NguyenBelum ada peringkat
- Reported SpeechDokumen6 halamanReported SpeechRizal rindawunaBelum ada peringkat
- 1 - 2020-CAP Surveys CatalogDokumen356 halaman1 - 2020-CAP Surveys CatalogCristiane AokiBelum ada peringkat
- Lieh TzuDokumen203 halamanLieh TzuBrent Cullen100% (2)
- Hidrl1 PDFDokumen7 halamanHidrl1 PDFRajesh Kumar100% (1)
- Export Management EconomicsDokumen30 halamanExport Management EconomicsYash SampatBelum ada peringkat
- FIRST SUMMATIVE EXAMINATION IN ORAL COMMUNICATION IN CONTEXT EditedDokumen3 halamanFIRST SUMMATIVE EXAMINATION IN ORAL COMMUNICATION IN CONTEXT EditedRodylie C. CalimlimBelum ada peringkat
- 2014 - A - Levels Actual Grade A Essay by Harvey LeeDokumen3 halaman2014 - A - Levels Actual Grade A Essay by Harvey Leecherylhzy100% (1)
- Where We Are in Place and Time "We Are Part of The Universe and Feel Compelled To Explore It."Dokumen1 halamanWhere We Are in Place and Time "We Are Part of The Universe and Feel Compelled To Explore It."Safia-umm Suhaim- FareedBelum ada peringkat
- Desktop 9 QA Prep Guide PDFDokumen15 halamanDesktop 9 QA Prep Guide PDFPikine LebelgeBelum ada peringkat
- Government College of Nursing Jodhpur: Practice Teaching On-Probability Sampling TechniqueDokumen11 halamanGovernment College of Nursing Jodhpur: Practice Teaching On-Probability Sampling TechniquepriyankaBelum ada peringkat