Anda mungkin juga menyukai
- CM1 08Dokumen28 halamanCM1 08Emilio De Jesus Velazquez BeltranBelum ada peringkat
- Curso Basico Preparacion de SuperficieDokumen32 halamanCurso Basico Preparacion de Superficiejerrymcfly100% (1)
- Normas Construcciòn de Obras PEMEXDokumen19 halamanNormas Construcciòn de Obras PEMEXSOLRAKBelum ada peringkat
- Ejercicio Tarjetas de Existencia ResueltoDokumen2 halamanEjercicio Tarjetas de Existencia ResueltoJaviera Fernanda Urra SaavedraBelum ada peringkat
- Supervision en SoldadurasDokumen25 halamanSupervision en SoldadurasManuel PC100% (1)
- 02 - Preparacion de SuperficieDokumen39 halaman02 - Preparacion de SuperficieAnonymous HargxqR100% (1)
- Homologacion de AplicadoresDokumen75 halamanHomologacion de AplicadoresJessica TorresBelum ada peringkat
- 01 - Conceptos Basicos de PinturaDokumen33 halaman01 - Conceptos Basicos de PinturaAnonymous HargxqRBelum ada peringkat
- MANUAL DEL VENDEDOR-estructuras Metalicas Hospital de Latacunga PDFDokumen99 halamanMANUAL DEL VENDEDOR-estructuras Metalicas Hospital de Latacunga PDFCarlin BabuchasBelum ada peringkat
- Cuantificacion de PinturaDokumen51 halamanCuantificacion de PinturaLU1228Belum ada peringkat
- Calculo Del Tiempo de ExposicionDokumen2 halamanCalculo Del Tiempo de ExposicionAlexander López CastañedaBelum ada peringkat
- Tipos de ArenadoDokumen2 halamanTipos de ArenadoYvan Nuñez EscobedoBelum ada peringkat
- Manual de Apoyo para TuberosDokumen44 halamanManual de Apoyo para TuberosJUAN CARLOS PACHECO MONTESBelum ada peringkat
- Determinacion de Rendimiento de Recubrimientos IndustrialesDokumen2 halamanDeterminacion de Rendimiento de Recubrimientos IndustrialesKel-ler HerreraBelum ada peringkat
- Platica ICA MonclovaDokumen89 halamanPlatica ICA MonclovaNancyBelum ada peringkat
- PROYECTO de CIENCIAS de Purificador de AireDokumen2 halamanPROYECTO de CIENCIAS de Purificador de Airematiasctm12375% (8)
- Como Elaborar Una Especificación de Recubrimientos PDFDokumen51 halamanComo Elaborar Una Especificación de Recubrimientos PDFAnonymous HargxqRBelum ada peringkat
- Antifreeze y Coolant Peak Climatizado 33Dokumen2 halamanAntifreeze y Coolant Peak Climatizado 33Raul Nuñez67% (6)
- Sistema MatcoteDokumen30 halamanSistema MatcoteAlvaro Alexis Mendoza PradaBelum ada peringkat
- 10 Torque de Apriete para Uniones Roscadas Segun Normas DIN y ASTMDokumen1 halaman10 Torque de Apriete para Uniones Roscadas Segun Normas DIN y ASTMJesus Eduardo Escamilla Estrada100% (1)
- Fabricacion de Tuberias en TallerDokumen15 halamanFabricacion de Tuberias en TallerMayumi Lopez RojasBelum ada peringkat
- Examen de Supervisor 03Dokumen3 halamanExamen de Supervisor 03Alejandro Cas Rmz100% (1)
- Rendimiento en Montaje de Tubería o Cañería. - WeldermexDokumen3 halamanRendimiento en Montaje de Tubería o Cañería. - WeldermexicetesterBelum ada peringkat
- Reparación de Ductos Mediante Instl de Envolvente Metalica SD-PE-GM-015Dokumen15 halamanReparación de Ductos Mediante Instl de Envolvente Metalica SD-PE-GM-015RyCc Uchiha100% (3)
- Actividad Evaluativa Eje 4 CONTRATACIONDokumen10 halamanActividad Evaluativa Eje 4 CONTRATACIONDaicy Yaseri Santos Mosquera100% (1)
- Alcances Del Cat Gen PemexDokumen1.746 halamanAlcances Del Cat Gen Pemexgago_1983Belum ada peringkat
- Clasificación y Normas de Preparación SuperficialDokumen4 halamanClasificación y Normas de Preparación SuperficialMarcelo Andres Donoso Rodriguez100% (1)
- Listado de Ejercicios 530025Dokumen22 halamanListado de Ejercicios 530025Victor Jano GaldamesBelum ada peringkat
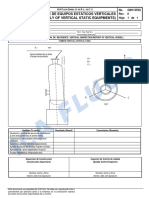
- Montaje de Equipos Estáticos Verticales (Assembly of Vertical Static Equipments)Dokumen1 halamanMontaje de Equipos Estáticos Verticales (Assembly of Vertical Static Equipments)Jorge Cruz GonzalezBelum ada peringkat
- Procesos EspecialesDokumen51 halamanProcesos Especialesjoseymonica2010Belum ada peringkat
- Charlas de 5 Minutos - MinaDokumen55 halamanCharlas de 5 Minutos - MinaMayra Elisa Saravia Barreda100% (1)
- IMCO-PQC-002 - Procedimiento de Control TopograficoDokumen8 halamanIMCO-PQC-002 - Procedimiento de Control TopograficoAnonymous HargxqRBelum ada peringkat
- Procedimiento Protecc. AnticorrosivaDokumen33 halamanProcedimiento Protecc. AnticorrosivaSisco Corp100% (1)
- 5.PI-PR-008 Rev.0 - General de Trazabilidad de SoldadurasDokumen6 halaman5.PI-PR-008 Rev.0 - General de Trazabilidad de Soldadurasarturo avilaBelum ada peringkat
- Proc para Pintura IndustrialDokumen15 halamanProc para Pintura IndustrialLU1228Belum ada peringkat
- 2 ASME VIII Soldadura Trat Ter Impacto Fabr APDokumen109 halaman2 ASME VIII Soldadura Trat Ter Impacto Fabr APmariano masneriBelum ada peringkat
- Api 12 J PDFDokumen6 halamanApi 12 J PDFfranciscoBelum ada peringkat
- Condumex Cables - Grupo AscencioDokumen2 halamanCondumex Cables - Grupo AscencioGustavo Díaz PérezBelum ada peringkat
- Rendimientos T Instalaciones ElectromecánicasDokumen78 halamanRendimientos T Instalaciones Electromecánicasjuan jesus pineda hernandezBelum ada peringkat
- GTC110Dokumen47 halamanGTC110Juan Carlos Alvarez Santoyo67% (3)
- Cotización de Equipos y Herramientas CraftsmanDokumen7 halamanCotización de Equipos y Herramientas CraftsmanjBelum ada peringkat
- Lista de Precios Crouse HindsDokumen60 halamanLista de Precios Crouse HindsjuneorBelum ada peringkat
- Catalogo Precios Unit Comp (13-Oct-2010)Dokumen4 halamanCatalogo Precios Unit Comp (13-Oct-2010)Cyntia DelgadoBelum ada peringkat
- FIR-2300-154D-PRO19-024 Procedimiento de Torque en Juntas BridadasDokumen13 halamanFIR-2300-154D-PRO19-024 Procedimiento de Torque en Juntas BridadasFrancisco ImazBelum ada peringkat
- Tanque de Almacenamiento PDFDokumen279 halamanTanque de Almacenamiento PDFLuis Blas AlvaBelum ada peringkat
- Procedimiento de Pintura A Acero InoxidableDokumen12 halamanProcedimiento de Pintura A Acero InoxidableLAMBERTOBelum ada peringkat
- Material de Aporte para SoldaduraDokumen16 halamanMaterial de Aporte para SoldaduraJuan Carlos CastroBelum ada peringkat
- R5543X152 Igm016 11998640 1177543Dokumen6 halamanR5543X152 Igm016 11998640 1177543rafael arcangel cruz coba0% (1)
- Aip 72Dokumen3 halamanAip 72Rodrigo SBBelum ada peringkat
- PcwiDokumen4 halamanPcwidianiig22Belum ada peringkat
- Procedimiento Trabajos en SitioDokumen8 halamanProcedimiento Trabajos en SitiomaupatasBelum ada peringkat
- Procedimiento de Trabajo para Realizar Hot TapDokumen10 halamanProcedimiento de Trabajo para Realizar Hot TapDarioBelum ada peringkat
- Consumibles SoldaduraDokumen17 halamanConsumibles SoldaduraERNESTO TOLEDOBelum ada peringkat
- Productos Químicos para MantenimientoDokumen33 halamanProductos Químicos para MantenimientoOziel GarciaBelum ada peringkat
- Tabla de Pares de AprieteDokumen2 halamanTabla de Pares de AprieteHector AlvaradoBelum ada peringkat
- WPS Especificación Procedimiento de SoldaduraDokumen4 halamanWPS Especificación Procedimiento de SoldaduraJose CaroBelum ada peringkat
- 02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Dokumen81 halaman02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Eduardo GironBelum ada peringkat
- NTC 811 Prueba de AdhesiónDokumen6 halamanNTC 811 Prueba de AdhesiónDIEGO FERNANDO LOPEZ PEDROZABelum ada peringkat
- FS Granalla Angular G25Dokumen4 halamanFS Granalla Angular G25williamBelum ada peringkat
- Calculo de ConsumiblesDokumen13 halamanCalculo de ConsumiblesLU1228Belum ada peringkat
- Reporte Semanal PemexDokumen8 halamanReporte Semanal PemexcateerpillarBelum ada peringkat
- Tratamiento de Superficies para PintarDokumen3 halamanTratamiento de Superficies para PintarCarlos Oreste VazquezBelum ada peringkat
- Preparacion de Superfies TRANSOCEANDokumen15 halamanPreparacion de Superfies TRANSOCEANRenato GodinezBelum ada peringkat
- Preparacion de La Superficie - ArenadoDokumen6 halamanPreparacion de La Superficie - ArenadoPablo RossiBelum ada peringkat
- Ucr Tema Xi Preparación de Superficie en Acero Modf.Dokumen103 halamanUcr Tema Xi Preparación de Superficie en Acero Modf.Manuel PeñaBelum ada peringkat
- Preparacion SuperficialDokumen27 halamanPreparacion SuperficialMarcela GomezBelum ada peringkat
- Recubrimientos IndDokumen27 halamanRecubrimientos IndCarlos PazBelum ada peringkat
- Parte III Proteccion AnticorrosivaDokumen20 halamanParte III Proteccion AnticorrosivaTeresa CruzBelum ada peringkat
- 5.1.1 Limpieza Mecánica, Lavado, Desengrasado, Granallado, Pintado y SoldaduraDokumen10 halaman5.1.1 Limpieza Mecánica, Lavado, Desengrasado, Granallado, Pintado y SoldaduraBrando HernandezBelum ada peringkat
- Especificaciones Tecnicas 1 Sherwin WillianmsDokumen13 halamanEspecificaciones Tecnicas 1 Sherwin WillianmsAnonymous wuvXb0i100% (2)
- Boquillas de Granallado para Equipos de Arenado Portatiles Por Aire Comprimido CymmaterialesDokumen7 halamanBoquillas de Granallado para Equipos de Arenado Portatiles Por Aire Comprimido CymmaterialesAnonymous HargxqRBelum ada peringkat
- Chlor RidDokumen1 halamanChlor RidAnonymous HargxqRBelum ada peringkat
- Contaminantes No Visibles en Superficies de Acero y No PorosasDokumen24 halamanContaminantes No Visibles en Superficies de Acero y No PorosasAnonymous HargxqRBelum ada peringkat
- Ficha Tecnica para La Produccion de Caucho Tecnicamente Especificado (TSR)Dokumen7 halamanFicha Tecnica para La Produccion de Caucho Tecnicamente Especificado (TSR)luz lopezBelum ada peringkat
- EXPOSICION Tema Laminación de Planchas GruesasDokumen34 halamanEXPOSICION Tema Laminación de Planchas GruesasDiego Bellido LavadoBelum ada peringkat
- OMM CPHS SP 458 710 - s001Dokumen6 halamanOMM CPHS SP 458 710 - s001Anonymous HargxqRBelum ada peringkat
- UltrasonidoDokumen106 halamanUltrasonidoAnonymous HargxqRBelum ada peringkat
- Catalogo Playas-Moquegua 2017Dokumen91 halamanCatalogo Playas-Moquegua 2017dhampir793100% (1)
- Proyectos Traslados. Cambios LayoutDokumen28 halamanProyectos Traslados. Cambios LayoutSaul Beltran PachecoBelum ada peringkat
- Buen Trato y RespetoDokumen14 halamanBuen Trato y RespetoNormand Fernando Luque RamosBelum ada peringkat
- 1er ExamDokumen7 halaman1er Examleonardo Enrique Namay VillanuevaBelum ada peringkat
- Home - SELAR - Servicios Sanitarios Larapinta S.A.Dokumen1 halamanHome - SELAR - Servicios Sanitarios Larapinta S.A.scarface22Belum ada peringkat
- Virus Oncogenicos Asociados Con Cancer en HumanosDokumen10 halamanVirus Oncogenicos Asociados Con Cancer en Humanoslylerk afisoBelum ada peringkat
- Guia Pato1Dokumen35 halamanGuia Pato1dany2515 QuinteroBelum ada peringkat
- Demanda Química de Oxigeno Por Reflujo Cerrado y VolumetriaDokumen4 halamanDemanda Química de Oxigeno Por Reflujo Cerrado y VolumetriaBeatriz Elena TrujilloBelum ada peringkat
- Escuela Superior Politécnica de Chimborazo: Carrera de Bioquímica Y FarmaciaDokumen100 halamanEscuela Superior Politécnica de Chimborazo: Carrera de Bioquímica Y FarmaciaRocio ParraBelum ada peringkat
- Medio Interno QuemadosDokumen5 halamanMedio Interno QuemadosJimmy HopkinsBelum ada peringkat
- Analgésicos No NarcóticosDokumen14 halamanAnalgésicos No NarcóticosJ Alberto GarcésBelum ada peringkat
- Laringitis Cronica PDFDokumen16 halamanLaringitis Cronica PDFjannecitaz100% (1)
- El Médico EducadorDokumen9 halamanEl Médico EducadorGertrudis PérezBelum ada peringkat
- Tesis Parámetros Reproductivos de Importancia Económica Ite-PeruDokumen80 halamanTesis Parámetros Reproductivos de Importancia Económica Ite-PeruCesar Luis Mamani SosaBelum ada peringkat
- Profesionales de Salud Con Firma Registrada para ApostillaDokumen18 halamanProfesionales de Salud Con Firma Registrada para ApostillaLili Just678Belum ada peringkat
- Anexo2 Confort TermicoDokumen1 halamanAnexo2 Confort TermicoJose Luis RojasBelum ada peringkat
- Margulis Modelo Funcional y Niveles de Organizacion SNDokumen19 halamanMargulis Modelo Funcional y Niveles de Organizacion SNNatalia AmaroBelum ada peringkat
- Region PacificaDokumen10 halamanRegion PacificaLuis MendozaBelum ada peringkat
- NTP 639Dokumen6 halamanNTP 639enekumBelum ada peringkat
- Esqueleto de La Mano y MuñecaDokumen21 halamanEsqueleto de La Mano y MuñecaAlejandra QuinteroBelum ada peringkat
- Paleolítico-y-Mesolítico-para-Primer-Grado-de-SecundariaDokumen4 halamanPaleolítico-y-Mesolítico-para-Primer-Grado-de-SecundariaRenzo De la Cruz FarfanBelum ada peringkat
- MATRIZ PARA IDENTIFICAR RIESGOS CiberseguridadDokumen3 halamanMATRIZ PARA IDENTIFICAR RIESGOS CiberseguridadJulian Alfonso Salazar100% (1)
- Ampicilina: Mecanismo de AcciónDokumen8 halamanAmpicilina: Mecanismo de AcciónMilamarRamírezBelum ada peringkat
- Gradiente Hidráulico Movimiento Del Agua en El SubsueloDokumen15 halamanGradiente Hidráulico Movimiento Del Agua en El SubsueloefraingtzyBelum ada peringkat