Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grasshopper TutorialDokumen20 halamanGrasshopper TutorialseedotBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- SW312 PDFDokumen2 halamanSW312 PDFseedotBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Guide To Dimensional Measurement v3.3 PDFDokumen92 halamanGuide To Dimensional Measurement v3.3 PDFPrakash Kancharla100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Advanced 3D Printing With Grasshopper: Clay and FDMDokumen1 halamanAdvanced 3D Printing With Grasshopper: Clay and FDMpisks50% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- E4329 QuickGuideDokumen52 halamanE4329 QuickGuidelumasBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- How To Create A Sin City Style Film Noir Effect in PhotoshopDokumen14 halamanHow To Create A Sin City Style Film Noir Effect in PhotoshopseedotBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- SW3dPS 10282612Dokumen2 halamanSW3dPS 10282612seedotBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Ten Trends To Change Your LifeDokumen28 halamanTen Trends To Change Your LifejechavarBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- How To Create A Sin City Style Film Noir Effect in PhotoshopDokumen14 halamanHow To Create A Sin City Style Film Noir Effect in PhotoshopseedotBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- How To Create A Distorted VHS Effect in PhotoshopDokumen17 halamanHow To Create A Distorted VHS Effect in PhotoshopseedotBelum ada peringkat
- TIME and Frequency: LaboratoryDokumen2 halamanTIME and Frequency: LaboratoryseedotBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- D Section CalipersDokumen34 halamanD Section CalipersseedotBelum ada peringkat
- B Section MicrometersDokumen53 halamanB Section MicrometersseedotBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- 25 PDFDokumen4 halaman25 PDFseedotBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- US Army - Welding Operations - Part IDokumen113 halamanUS Army - Welding Operations - Part IAhmed FarazBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- JBL Brochure Biotope Aquarium Water en PDFDokumen21 halamanJBL Brochure Biotope Aquarium Water en PDFGeorge PotoleaBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Verniz OffsetDokumen11 halamanVerniz OffsetCelso Prado da SilvaBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Ficha Tecnica - BS EN 1982 CuSn7Zn4Pb7-C (CC493K)Dokumen1 halamanFicha Tecnica - BS EN 1982 CuSn7Zn4Pb7-C (CC493K)freddy benavidesBelum ada peringkat
- Geo Material For Self Healing Agents of MortarsDokumen12 halamanGeo Material For Self Healing Agents of MortarsWan T TriantoBelum ada peringkat
- Aromatic HydrocarbonsDokumen2 halamanAromatic HydrocarbonsHalloBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Native Polycyclic Aromatic Hydrocarbons (PAH) in Coals - A Hardly Recognized Source of Environmental ContaminationDokumen13 halamanNative Polycyclic Aromatic Hydrocarbons (PAH) in Coals - A Hardly Recognized Source of Environmental ContaminationewpBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Written Report CarbohydratesDokumen10 halamanWritten Report CarbohydratesRoxanne Jane BirondoBelum ada peringkat
- New Microsoft Office PowerPoint PresentationDokumen26 halamanNew Microsoft Office PowerPoint Presentationpooja shBelum ada peringkat
- Angew Chem Int Ed - 2022 - Bourguignon - Water Induced Self Blown Non Isocyanate Polyurethane FoamsDokumen11 halamanAngew Chem Int Ed - 2022 - Bourguignon - Water Induced Self Blown Non Isocyanate Polyurethane FoamsHouda ElmoulouaBelum ada peringkat
- ColaTeric CETDokumen1 halamanColaTeric CETmndmattBelum ada peringkat
- Process and Material SpecificationDokumen10 halamanProcess and Material Specificationbrains26Belum ada peringkat
- Metal Zeolites For Transalkylation of Toluene and Heavy AromaticsDokumen9 halamanMetal Zeolites For Transalkylation of Toluene and Heavy AromaticsArash AbbasiBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Electron Configurations of The Elements (Data Page) - WikipediaDokumen25 halamanElectron Configurations of The Elements (Data Page) - WikipediaAlex OmungaBelum ada peringkat
- DPS 2011 2 6 127 131Dokumen5 halamanDPS 2011 2 6 127 131anuradha.d.bhat9860Belum ada peringkat
- BioplasticDokumen14 halamanBioplasticRachna Sinha100% (1)
- Viton Material - Dopont PDFDokumen1 halamanViton Material - Dopont PDFKamlesh DalavadiBelum ada peringkat
- TMC - TransformersDokumen30 halamanTMC - TransformersbrmamorBelum ada peringkat
- Mix Design FormatDokumen3 halamanMix Design FormatAkshay MitraBelum ada peringkat
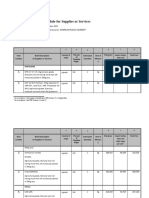
- Price Schedule Pest LantexDokumen11 halamanPrice Schedule Pest LantexMwesigwa DaniBelum ada peringkat
- Cosmetic Ingredients and Their Functions PDFDokumen35 halamanCosmetic Ingredients and Their Functions PDFChris Jerick MenesesBelum ada peringkat
- Kerosene PDFDokumen11 halamanKerosene PDFEng Salah RamadanBelum ada peringkat
- Section5 Chemical Products ServicesDokumen26 halamanSection5 Chemical Products Servicesjpsi6Belum ada peringkat
- IOS-MAT-0207 V3 StandardDokumen84 halamanIOS-MAT-0207 V3 Standardhai nguyenBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Chemistry ProjectDokumen17 halamanChemistry ProjectAmaan RizviBelum ada peringkat
- Instant Download American Immigration A Very Short Introduction Very Short Introductions 1st Edition Ebook PDF PDF FREEDokumen33 halamanInstant Download American Immigration A Very Short Introduction Very Short Introductions 1st Edition Ebook PDF PDF FREEsam.hirt196100% (40)
- SNC1D Exam Review CHEMISTRYDokumen4 halamanSNC1D Exam Review CHEMISTRYSwae LeeBelum ada peringkat
- BP s25 Wwta-DataDokumen20 halamanBP s25 Wwta-DatajnmanivannanBelum ada peringkat
- A255 - Hardenability (Jominy Test)Dokumen26 halamanA255 - Hardenability (Jominy Test)Rocka GamerBelum ada peringkat
- Homeostasis - Chapter 1Dokumen19 halamanHomeostasis - Chapter 1dghosh76Belum ada peringkat
- Asme Section Ii A Sa-29 Sa-29m PDFDokumen26 halamanAsme Section Ii A Sa-29 Sa-29m PDFHyunjong MoonBelum ada peringkat