Estabilidade - Estrutura Metalica PDF
Diunggah oleh
Marlon NevesJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Estabilidade - Estrutura Metalica PDF
Diunggah oleh
Marlon NevesHak Cipta:
Format Tersedia
[ Estabilidade - Escrita ] [ 1 ]
B - ESTABILIDADE
PROJECTO DE EXECUO
C. M. VI ANA DO ALENTEJO
PAVILHO METLICO
Empreitada de Estruturas Metlicas
Processo de Execuo
Junho 2008
[ Estabilidade - Escrita ] [ 2 ]
ndice
I MEMRIA DESCRITIVA
II CONDIES TCNICAS
[ Estabilidade - Escrita ] [ 3 ]
I - MEMRIA DESCRITIVA
[ Estabilidade - Escrita ] [ 4 ]
ndice
1. Introduo 5
2. Breve Descrio 5
3. Bases de clculo 6
Fundaes 7
Materiais estruturais 8
Obra metlica 8
Obra de beto 8
Quantificao de aces 9
Aces permanentes 9
Aces variveis 10
Combinaes de aces 13
Mtodos de clculo e de dimensionamento 15
Generalidades 15
Estados limites ltimos e de utilizao 15
Coeficientes parciais de segurana para as resistncias 15
Elementos estruturais 16
Dimensionamento estrutural 16
Madres da platibanda 19
Prticos metlicos 20
Resistncia ao fogo 22
Obra metlica 22
Obra de beto 22
4. Omisses 22
5. Documentao 22
6. Disposies construtivas 23
7.Consideraes finais 24
[ Estabilidade - Escrita ] [ 5 ]
Pavilho metlico
1. Introduo
Refere-se a presente memria descritiva ao projecto de execuo de estruturas metlicas de
dois pavilhes metlicos, que Cmara Municipal de Viana do Alentejo, pretende realizar, sito
em Viana do Alentejo.
2. Breve Descrio
As plantas estruturais foram concebidas de forma a satisfazer as exigncias arquitectnicas
impostas, devendo contudo ser verificada a compatibilidade desta especialidade com qualquer
possvel alterao ao projecto de arquitectura, antes da sua execuo.
O pavilho A em termos de dimenses apresenta 15.00 metros de vo por 36.00 metros de
comprimento.
O pavilho B em termos de dimenses apresenta 15.00 metros de vo por 69.34/32.70 metros
de comprimento.
A estrutura metlica foi pensada para receber uma laje de piso e uma cobertura apoiada em
vigas metlicas galvanizadas que se apoiam na face superior das vigas metlicas de perfil HEA
apoiadas em pilares metlicos com 6.00 metros de altura afastados de 5.00 metros nas
empenas de apoio e 5.00/6.00 metros nos apoios laterais.
O projecto apresentado visa contemplar de um modo equilibrado os seguintes parmetros:
1. Simplificao tcnico construtiva
2. Simplificao de montagem
3. Envolvimento aparente dos elementos estruturais e ligaes.
Assim a soluo adoptada constituda pelos seguintes componentes:
Revestimento superior constitudo por: chapa autoportante, de perfil trapezidal, em chapa
perfilada pr-lacada de espessura no inferior a 0.80mm.
Revestimento lateral da platibanda em chapa de acordo com o estipulado pela
arquitectura/estabilidade.
[ Estabilidade - Escrita ] [ 6 ]
Vigas N de bordadura, que percorrem todo o permetro da cobertura e so constitudas por
perfil U 100x2,5mm. Estas vigas resistem s aces do vento sobre a platibanda.
Vigas principais, em perfil de ao laminado a quente, que transmitem aos pilares as cargas
provenientes da chapa de cobertura e vigas de bordadura. As vigas so do tipo HEA 160 e
IPE 160.
Vigas para apoio do piso, em perfil de ao laminado a quente, que transmitem aos pilares as
cargas provenientes da laje mista composta por chapa colaborante da Haironville H59S
e=0.75mm e beto C20/25 com armadura de reforo junto alma dos perfis metlicos. As
vigas so do tipo IPE 240.
Pilares, em perfil de ao laminado a quente, ligados s fundaes atravs de chumbadouros
embebidos em sapatas de beto armado, transmitindo os esforos e momentos
provenientes das vigas. Os pilares so do tipo IPE 240.
Madres de revestimento lateral da platibanda em perfil "U" com 100mm de altura e 2,5mm de
espessura.
As ligaes entre os elementos estruturais sero realizadas por aparafusamento, facilitando as
operaes de montagem.
3. Bases de clculo
A cobertura ser convenientemente contraventada de modo que se possa comportar como um
diafragma tendo assim capacidade de transmitir os esforos horizontais para os prticos
tranversais, ou para os prticos longitudinais, prticos estes que sero tambm
convenientemente contraventados de modo a poder absorver estes esforos.
Os pilares so fornecidos com um negativo na base que aparafusa chapa de amarrao a
deixar na fundao aquando da betonagem. Estas chapas devem ser deixadas correctamente
niveladas e perfeitamente alinhadas.
A transmisso das cargas na base dos pilares ao solo ser efectuada atravs de sapatas
octogonais rgidas, ligadas entre si por intermdio de lintis de fundao
[ Estabilidade - Escrita ] [ 7 ]
A Junta de dilatao devido diferena de temperatura, que implica uma extenso do ao de
acordo com T = , realizada atravs de libertaes nas barras atravs de furos
ovalizados.
Fundaes
As fundaes que se apresentam foram dimensionadas com base com base em elementos
fornecidos pelo dono de obra. Caso se verifique que a dimenso das sapatas no corresponde
s necessidades devero ser redimensionadas.
Prev-se um solo de qualidade razovel para resistir s aces de fundao. Pelo que, o
dimensionamento das mesmas foi efectuado considerando:
Tenso admissvel do solo: 250 kPa;
Densidade aparente do solo: 20 KN/m
3
;
ngulo de atrito interno: 35
Estas caractersticas devem ser confirmadas pelo tcnico responsvel durante a abertura dos
primeiros caboucos para a execuo das respectivas fundaes.
O dimensionamento das fundaes foi feito com base num valor de tenso admissvel em
servio de 250kPa, o que permitiu o recurso a fundaes directas.
A determinao das dimenses em planta foi efectuada com base em critrios de economia e
racionalidade construtiva, agrupando na medida do possvel aquelas com esforos
semelhantes.
As alturas das sapatas foram definidas de modo a assegurarem um comportamento rgido
destas, sendo a escolha das armaduras calculada com base em modelos de escoras e tirantes
tpicos.
Como exemplo, tem-se os modelos de clculo:
[ Estabilidade - Escrita ] [ 8 ]
Materiais estruturais
Preconizou-se a utilizao dos seguintes materiais:
Obra metlica
Todos os perfis laminados a quente incluindo chapas, normalizados em S 275 JR ( EN 10025 +
A1 1994) sendo mdulo de Young /mdulo de Elasticidade Longitudinal E=210 000N/mm
2
,
mdulo de Poisson/mdulo de Elasticidade transversal 3 . 0 = e coeficiente de dilatao
trmica linear C E / 6 12 = .
Soldaduras por penetrao total (K) ou em cordo de ngulo envolvendo completamente os
perfis.
Parafusaria classe 8.8 (EN 20898-1 e -2) (yb=640 N/mm
2
e ub=800N/mm
2
)
Porcas de qualidade 8 (DIN 934) Anilhas planas de ao de dureza 200HV.
Perfis enformados a frio, normalizados em Fe E280 GD+Z (EN 10147) sendo mdulo de Young
/mdulo de Elasticidade Longitudinal E=210 000N/mm
2
, mdulo de Poisson/ mdulo de
Elasticidade transversal 3 . 0 = e coeficiente de dilatao trmica linear C E / 6 12 = .
Obra de beto
Beto C30/37: lajes do piso trreo, adicionada com fibras metlicas tipo Dramix taxa de
25kg/m
3
;
[ Estabilidade - Escrita ] [ 9 ]
Beto de limpeza em fundaes com 150kg/m
3
;
Beto C20/25: fundaes e muros de cave;
Beto C20/25: pilares e paredes da estrutura em elevao;
Beto C20/25: lajes vigadas e lajes funjiformes da estrutura em elevao, adicionada com
fibras de polipropileno aplicadas taxa de 600g/m
3
;
Ao A400NR (em todos os elementos);
Cofragem classe A.1 (LNEC) em fundaes, quando no for possvel a betonagem contra o
terreno;
Cofragem classe A.2 (LNEC) na estrutura oculta para rebocar;
Cofragem classe A.3 (LNEC) na estrutura aparente.
Quantificao de aces
So consideradas as aces que o Regulamento de Segurana e Aces para Estruturas de
Edifcios e Pontes (R.S.A.) prescreve, sendo a localizao do edifcio na Zona A no que se
refere aco do vento, e no que se refere ao tipo das construes, pode-se considerar o
terreno de Rugosidade Tipo II. Assim e de acordo com o Regulamento, o valor caracterstico da
presso dinmica do vento, Wk, considerada igual a 0.90 kN/m.
Considera-se que a cobertura no tem, no edifcio, qualquer funo no que se refere ao
suporte de cargas, o qual, a existir, ter sempre de ser encarado tendo em conta os
deslocamentos horizontais e verticais que a estrutura pode sofrer e que so indicados nos
resultados do clculo automtico.
Assim as aces so:
Aces permanentes
Os pesos prprios dos elementos de construo foram obtidos considerando as dimenses
nominais dos mesmos, os pesos volmicos dos materiais e as disposies previstas no EC1.
Assim, admitiu-se que:
Peso especfico do beto armado: 25,0 kN/m
3
;
Peso especfico do ao: 78,5 kN/m
3
;
Peso revestimento nos pavimentos: 1,00 kN/m
2
;
Peso revestimento nas escadas e varandas: 1,00 kN/m
2
;
Peso revestimento na laje de cobertura: 1,00 kN/m
2
;
Peso paredes interiores:
i. Com espessura 0.15 m 1,80 kN/m
2
;
[ Estabilidade - Escrita ] [ 10 ]
Peso paredes exteriores:
i. Com espessura 0.30 m 3,00 kN/m
2
;
Peso prprio da chapa de revestimento: 0,20 kN/m
2
;
Aces variveis
Vo ser consideradas como aces variveis as aces devidas sobrecarga, vento, Neve e
Sismo.
Sobrecarga (Q) na cobertura ( 0=0; 1=0; 2=0), no pavimento ( 0=0.7; 1=0.6; 2=0.4)
Na determinao das sobrecargas em coberturas considerou-se que a concentrao de
pessoas no o elemento preponderante, tendo-se adoptado os seguintes valores:
Sobrecarga nos pavimentos:
3,00 kN/m
2
;
Sobrecarga nas escadas e acessos:
3,00 kN/m
2
;
Sobrecarga nos terraos no acessveis:
1,00 kN/m
2
;
Sobrecarga na cobertura:
0,30 kN/m
2
;
e /ou 1.0 kN
Presso do vento (W) ( 0=0,6; 1=0,2; 2=0)
Considerou-se a aco do vento actuando na perpendicular aos paramentos verticais e
cobertura uma vez que esta situao a mais desfavorvel na actuao desta fora. O valor
caracterstico da presso dinmica do vento igual a 0.90 kN/m
2
, funo da zona da
rugosidade do solo, do tipo de ocupao e dos coeficientes de presso exterior e interior. Os
valores dos coeficientes de presso foram calculados tendo em conta as relaes geomtricas
do edifcio, a inclinao da vertente da cobertura, a direco do vento e consoante se trate de
edifcio fechado ou aberto.
= 6
Considerou-se: vento frontal (V1) e lateral (V2).
Soluo:
a) Presso dinmica do vento
- Presso dinmica q:
q = 0.90 KN/m
2
[ Estabilidade - Escrita ] [ 11 ]
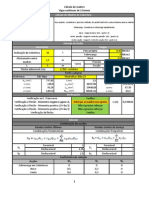
b) Coeficientes de presso e forma, externos, para as paredes laterais e frontais
a= 36.00m
b= 15.00m
h=6m
h/b=0,40 1/2
3/2<a/b=2,4 4
=0: A=+0,7; B=-0,25; C=-0,6; D=-0,6
=90: A=-0,5; B=-0,5; C=+0,7; D=-0,1
, de acordo com o Quadro-I.I, do R.S.A.
c) Coeficientes de presso e forma, externos, para a cobertura
h1= 1,5m
b= 36.0m
h=6.0m
h1/b=0,1
=0: E,F=-0.9; G,H=-0,8; I,J=-0,5
=90: E,G,I=-0,8; F,H,J=-0,6
, de acordo com o Quadro I-IV, do R.S.A.
d) Presso interna
Para efeito de clculo, desprezamos a possibilidade de abertura dominante em qualquer face e
que geralmente o mais usado para pavilho desde que as aberturas no sejam exageradas,
logo:
Cpi =+0.2 ou Cpi =-0.3 (adoptado o mais nocivo)
[ Estabilidade - Escrita ] [ 12 ]
e) Coeficientes de presso para dimensionamento de madres de platibanda, telhas e
ancoragens
Fachadas: aces locais -1,0
, de acordo com o Quadro I-I, do R.S.A.
Cobertura: aces locais: L1=-1,6; L2=-1,8
, de acordo com o Quadro I-IV, do R.S.A.
f) Coeficientes de presso para estrutura principal (prticos)
Para o dimensionamento da estrutura principal, adopta-se a combinao entre as presses
externas e internas mais crtica.
Obs.: Para o clculo de um prtico isolado, multiplica-se esses coeficientes pela presso
dinmica q e pela distncia entre os prticos d.
Carga: Coeficiente x q x d [KN/m]
Para o contraventamento, adopta-se os valores das presses actuando perpendicularmente
aos prticos, ou seja, neste caso, = 0.
Neve (S) ( 0=0,6; 1=0,3; 2=0)
SWk = 0.0KN/m
2
= 0.80
Sismo (E) ( 0=0,6; 1=0,3; 2=0)
Foram tidas em conta as cargas de solicitao ssmica, em referncia zona de montagem da
nave, de acordo com o Eurocode 8.
Variaes de temperatura e retraco ( 0=0,6; 1=0,5; 2=0,3)
Variaes uniformes de temperatura
15C (estruturas de beto armado no protegidas)
Variaes uniformes de temperatura +35C e -25C (estruturas metlicas no protegidas)
Variaes uniformes de temperatura
10C (estruturas metlicas protegidas)
Variaes diferenciais de temperatura +17,8C/+2,1C
Retraco do Beto: considerou-se que, para determinao dos esforos actuantes, os efeitos
finais da retraco so equivalentes aos de um abaixamento lento e uniforme de temperatura
de 15C.
[ Estabilidade - Escrita ] [ 13 ]
No entanto no se toma em considerao ao adoptar-se disposies construtivas adequadas,
tais como juntas de dilatao e o tipo de estrutura.
Combinaes de aces
As combinaes de aces so feitas de acordo com o que o EC1 prescreve.
Aos E.L.U. DE RESISTNCIA - determinao dos esforos de clculo actuantes
- Combinaes fundamentais (em geral):
Sd =
=
n
i 1
Gi SGik + q [SQ1k +
=
n
j 2
0j SQj k]
ou
Sd =
=
n
i 1
SGik + q x SEk +
=
n
j 2
2j SQj k quando a aco fundamental for o sismo.
Quadro resumo de combinaes (aos E.L.U.)
Combinao SG SQ,cob SQ,pav SW SS SE
1 1.35 1.50 1.05 0.90 0.90 0.00
2 1.35 1.50 1.05 0.00 0.90 0.00
3 1.35 0.00 1.50 0.90 0.90 0.00
4 1.35 0.00 1.50 0.00 0.90 0.00
5 1.35 0.00 1.05 1.50 0.90 0.00
6 1.00 0.00 0.00 1.50 0.00 0.00
7 1.35 0.00 1.05 0.90 1.50 0.00
8 1.35 0.00 1.05 0.00 1.50 0.00
9 1.00 0.00 0.40 0.00 1.50 0.00
[ Estabilidade - Escrita ] [ 14 ]
Aos E.L.UTILIZAO
- De muito curta durao - combinao rara (ou caracterstica)
Utilizada para deslocamentos horizontais e fundaes
Sd =
=
n
i 1
SGim + SQ1k +
=
n
j 2
0j SQjk
- De curta durao - combinao frequente
Utilizada para deformao por flexo
Sd =
=
n
i 1
SGim + 1 x SQ1k +
=
n
j 2
0j SQjk
- De longa durao - combinao quase permanente
Utilizada para no afectar o aspecto e as condies de utilizao (pavimentos)
Sd =
=
n
i 1
SGim +
=
n
j 1
2j SQjk
Quadro resumo de combinaes (aos E.L.S.)
Combinao SG SQ,cob SQ,pav SW SS SE
1 1.00 0.00 0.60 0.20 0.30 0.00
2 1.00 0.00 0.60 0.00 0.30 0.00
3 1.00 0.00 0.40 0.00 0.00 0.00
5 1.00 0.00 0.60 1.00 0.30 0.00
6 1.00 0.00 0.00 1.00 0.00 0.00
7 1.00 0.00 0.60 0.20 1.00 0.00
8 1.00 0.00 0.60 0.00 1.00 0.00
Em que:
SGik esforo resultante de uma aco permanente, tomada com o seu valor caracterstico;
SQ1k esforo resultante da aco varivel considerada como aco de base da combinao,
tomada com o seu valor caracterstico;
SQjk esforo resultante de uma aco varivel distinta da aco de base, tomada com o seu
valor caracterstico;
[ Estabilidade - Escrita ] [ 15 ]
gi coeficiente parcial de segurana relativo s aces permanentes;
q coeficiente parcial de segurana relativo s aces variveis;
oj, 1j, 2j coeficientes correspondentes aco varivel de ordem j.
g = 1.35 ou 1.00 (conforme mais desfavorvel)
q = 1.50 ou 1.00
Mtodos de clculo e de dimensionamento
Generalidades
O Clculo foi efectuado usando modelo de comportamento adequado (complementados, se
necessrio, por ensaios) envolvendo todas as variveis relevantes. Os modelos so
suficientemente precisos para permitir prever o comportamento estrutural, tendo em ateno a
qualidade esperada da execuo e a fiabilidade das informaes em que se baseia o projecto
em causa.
Os possveis desvios em relao s direces ou posies admitidas para as aces e casos
de carga relevantes foram tomadas em considerao.
Nenhum estado limite relevante ser excedido.
Estados limites ltimos e de utilizao
No estado limite de rotura, ou de deformao excessiva de uma seco, de um elemento ou de
uma ligao (excluindo a fadiga), deve verificar-se: Sd Rd
No estado limite de estabilidade devido a efeitos de segunda ordem, deve verificar-se que a
instabilidade no ocorre a no ser quando as aces excedem o seu valor de clculo de todas
as propriedades estruturais.
Nos casos correntes
mx
= L/200 para coberturas e
mx
= L/200 para pisos, sendo
mx
=
flecha mxima no estado final relativamente recta que une os pontos.
Limites recomendados para os deslocamentos horizontais em prticos
150 h
sem
aparelhos de elevao e
300 h
outros.
Em pavimentos em que as pessoas se desloquem de forma cadenciada a frequncia de
excitao toma o valor de 5Hz. Deve verificar-se que mm 10 para combinaes frequentes
de aces de maneira a controlar a frequncia.
Coeficientes parciais de segurana para as resistncias
Resistncias relacionadas com a tenso de cedncia:
0 m
=
1 m
=1,00
Resistncias relacionadas com a tenso de rotura traco:
2 m
=1,25
[ Estabilidade - Escrita ] [ 16 ]
Elementos estruturais
As vigas so consideradas simplesmente apoiadas nos pilares por um sistema de
aparafusamento, e recebem uma carga contnua resultante da cobertura.
Os perfis adoptados para as vigas so do tipo HEA, laminados a quente.
Os pilares metlicos a executar tm 6.00/7.50m no que diz respeito altura, e esto
encastrados na base. Os perfis considerados so do tipo IPE, laminados a quente.
Dimensionamento estrutural
O dimensionamento dos elementos estruturais foram efectuados tendo por base os esforos e
deslocamentos resultantes da envolvente de solicitaes provenientes das combinaes de
[ Estabilidade - Escrita ] [ 17 ]
aces verticais e horizontais. A verificao dos estados limites ltimos e dos estados limites
de utilizao foi realizada de acordo com as prescries do EC 3.
Para a elaborao dos modelos de clculo que permitiram modelar o comportamento estrutural
deste edifcio recorreu-se ao programa de clculo automtico de elementos finitos.
O programa utiliza o mtodo dos elementos finitos para a discretizao da estrutura, sendo o
clculo esttico realizado pela resoluo do seguinte sistema de equaes lineares:
KU = R
Sendo:
K - matriz de rigidez;
U - vector dos deslocamentos;
R - vector das cargas;
A anlise dinmica feita atravs da resoluo do seguinte sistema de equaes de equilbrio
dinmico, que relaciona o movimento do solo com a resposta da estrutura:
M + C + Ku = Mg
Sendo:
M - matriz de massas;
C - matriz do amortecimento;
K - matriz de rigidez;
g - acelerao do solo;
, e u - acelerao, velocidade e deslocamento da estrutura, respectivamente;
O referido programa resolve o sistema de equaes utilizando o mtodo da sobreposio dos
modos para um espectro de resposta aproximado.
A curva de acelerao do solo introduzida sob a forma de uma tabela que relaciona a
acelerao espectral com o perodo.
A excitao do solo pode ocorrer em trs direces: duas no plano horizontal e perpendiculares
entre si, e a terceira na vertical desse plano.
[ Estabilidade - Escrita ] [ 18 ]
A determinao dos esforos e dos deslocamentos mximos feita calculando as respostas
modais associadas s direces principais de excitao e a resposta total, correspondente
soma das respostas associadas s trs direces, por combinao quadrtica.
A anlise estrutural foi realizada recorrendo-se a modelos globais elstico lineares constitudos
por elementos finitos de barra com 6 GL por n e por elementos finitos de laje de 4 ns com 6
GL por n, modelados tridimensionalmente.
Em termos de condies de apoio consideraram-se os pilares rotulados.
Para a determinao dos esforos relativos ao sismo, foi realizada uma anlise dinmica,
tendo-se, de forma a modelar o mais fidedignamente a estrutura, considerado as suas massas
distribudas ao longo dos vrios tipos de elementos finitos utilizados na modelao.
A anlise dinmica tridimensional , com os meios de clculo actualmente disponveis, a que
melhor consegue modelar a realidade do comportamento estrutural face s diferentes aces
regulamentares.
Atendendo ao facto desta estrutura se poder considerar uma estrutura em prtico adoptou-se
um coeficiente de comportamento para a determinao de esforos ssmicos de 2.50. Refira-se
que a considerao deste coeficiente se destina a corrigir os efeitos da aco dos sismos
obtidos por uma anlise linear de modo a transform-los nos valores que se obteriam numa
anlise no linear. O coeficiente de comportamento, de acordo com a regulamentao
Portuguesa, funo do tipo de estrutura, sua ductilidade e esforos e deformaes a que
aquela est sujeita.
A partir da anlise destes modelos, obtiveram-se os esforos com que se realizou este Projecto
de Execuo.
Os elementos estruturais como pilares, lajes e vigas foram dimensionados recorrendo-se aos
processos tradicionais e comummente utilizados.
Da anlise tridimensional feita conclui-se que a aco do vento significativamente mais
desfavorvel que a aco do sismo.
Para aferio do modelo e da prpria soluo estrutural analisou-se a sua resposta no s s
solicitaes estticas mas tambm s dinmicas.
[ Estabilidade - Escrita ] [ 19 ]
Madres da platibanda
O dimensionamento das madres da fachada foi feito para um afastamento entre madres de
1.25m, atravs de um modelo de clculo simples de viga contnua.
As aces consideradas correspondem ao peso prprio das madres, ao peso prprio da
cobertura, e aco local do vento exercida na fachada. O quadro seguinte resume as aces
utilizadas no clculo.
Aces Valores (kN/m
2
)
p.p. madres + chapas + parafusaria 0.10 KN/m
p.p. cobertura ( chapas ) + 5% sobreposio + 5% para
elementos de fixao.
0.20 KN/m
2
Sobrecarga de utilizao 0.30 KN/m
2
ou 1 KN
Vento e Neve 0.90 KN/m
2
e 0.00KN/m
2
Os valores da aco do vento resultam do produto Wk (0.9) pela soma do coeficiente de
presso exterior (-1.5) e do coeficiente de presso interior (+0.2). Este valor foi multiplicado
pelo afastamento entre madres.
Sendo a aco condicionante o vento para a cobertura e para a fachada obteve-se a
combinao:
Vento: 1.5 x Qw
MEd,max = P x l
2
/ 12 < Mcy,Rd
Weff,y > MEd,mx x 1.1 / y
VEd,mx = P x L
Av >VEd,mx x 1.1 x 3
0.5
/ y
O perfil escolhido foi o U de abas compostas com 100 mm de altura 2.5 mm de espessura e 50
mm de aba. (ver peas desenhadas).
A flecha para as CP + QS
1 x P x L
4
/ (184,6 x EI) < L/200
[ Estabilidade - Escrita ] [ 20 ]
Prticos metlicos
Verificao ao Estado Limite ltimo
Foram verificadas a resistncia das seces transversais, a resistncia dos elementos, a
resistncia das ligaes, a estabilidade da estrutura e o equilbrio esttico.
A resistncia das seces transversais foi feita verificando a traco, compresso, flexo
simples, flexo composta, flexo desviada e esforo transverso garantido que os esforos
actuantes eram inferiores aos esforos resistentes da seco. Foi tambm verificada a
resistncia encurvadura dos elementos comprimidos, a encurvadura por flexo
(varejamento), a resistncia encurvadura lateral dos elementos sujeitos a uma combinao
de esforos de flexo e traco e de flexo e compresso.
Para a verificao dos elementos estruturais ao estado limite ltimo foi criada uma folha de
clculo que, para cada um dos tipos de perfis utilizados, calculava a resistncia das seces
transversais brutas aos esforos simples e a resistncia das seces transversais
encurvadura por compresso e flexo recorrendo para tal s formulaes do EC3. Os valores
dos esforos obtidos das anlises estticas e dinmicas efectuadas, eram ento comparados
com as resistncias das seces transversais, garantindo que os esforos actuantes eram
inferiores aos esforos resistentes fazendo-se ainda a verificao flexo composta desviada,
encurvadura por flexo-traco e por flexo-compresso.
Resistncia ao esforos axiais de traco -
0
. .
M
y
Rd t sd t
f A
N N
=
Resistncia flexo -
0
.
M
y pl
Rd c Ed
f W
M M
=
Resistncia ao esforo Transverso -
0
3
M
y
v Rd Ed
f
A V V
=
Flexo composta Desviada - 1
1
. .
,
2
. .
,
zrd V N
Ed z
yrd V N
Ed y
M
M
M
M
Resistncia encurvadura por Compresso simples -
0
.
M
y
Rd b Ed
f A
N N
=
Resistncia encurvadura por flexo simples -
0
.
M
y pl
LT Rd b Ed
f W
M M
=
[ Estabilidade - Escrita ] [ 21 ]
Verificao da resistncia encurvadura por flexo com compresso
1
50 . 1
00 . 1
0 1
,
.
1
,
.
M
y
z
Ed
M
y z pl
Ed z
M
y y pl
LT
Ed y
f A
N
f W
M
f W
M
Verificao da resistncia encurvadura por flexo com traco:
0
. .
M
y pl
LT Ed com com Sd eff
f W
W M
= ,
el com
W W = e
A
N
W
M
Ed t
com
Ed
com
.
8 . 0 =
Verificao aos Estados Limites de Utilizao
Os estados limites de utilizao foram verificados garantindo que os deslocamentos obtidos
das combinaes raras de aces eram inferiores a L/200 (cobertura) e L/300 (laje) nos
elementos horizontais e nos elementos verticais inferiores a h/150 ou h/300 conforme a
situao.
Em pavimentos em que as pessoas se desloquem de forma cadenciada a frequncia de
excitao toma o valor de 5Hz. Deve verificar-se que
mm 10
para combinaes frequentes
de aces de maneira a controlar a frequncia.
Verificou-se que a combinao rara de aces tendo como aco de base o vento a soprar na
direco 90 era a combinao mais condicionante para as vrias estruturas.
Ligaes
As ligaes foram calculadas para resistirem aos esforos actuantes obtidos nas anlises
efectuadas para as combinaes de aces utilizadas nos Estados Limites ltimos.
As ligaes soldadas so todas realizadas em oficina com soldaduras de penetrao total. As
ligaes aparafusadas das colunas s vigas e entre vigas dos prticos principais so ligaes
com parafusos, as restantes ligaes tambm so aparafusadas.
Fundaes
As fundaes so directas tendo-se admitido uma tenso admissvel do solo adm = 250 kN/m
2
em servio (combinaes raras).
[ Estabilidade - Escrita ] [ 22 ]
O dimensionamento das armaduras das sapatas foi efectuado recorrendo a um modelo simples
de escoras e tirantes. Foi considerado o peso dos lintis de fundao e das sapatas para
contabilizao do esforo axial na base da fundao Os valores da tenso de contacto no solo
obtidos das combinaes de aces consideradas esto dentro dos limites aceitveis para este
tipo de solo (inferiores a 250 kN/m
2
).
Resistncia ao fogo
Obra metlica
No que diz respeito segurana estrutural aco do fogo, a estabilidade ser assegurada
durante 30 minutos adoptando um estado limite para a combinao de aces de acidente em
que o fogo a aco base. Para a estrutura metlica isto ser garantido atravs da aplicao
de rebouco de argamassa com espessura no inferior a 3cm, enquanto nas estruturas em
beto armado foram adoptados recobrimentos que permitem a satisfao deste requisito.
Obra de beto
Sero considerados os recobrimentos e disposies construtivas necessrias de modo a
garantir uma resistncia ao fogo de pelo menos 90minutos a todos os elementos em beto
armado.
4. Omisses
Em tudo o omisso nesta memria dever seguir-se todas as boas regras da construo
metlica e regulamentao existente.
5. Documentao
Na elaborao do projecto agora apresentado foram respeitadas as normas e legislao em
vigor, nomeadamente:
RSA - Regulamento de segurana e aces para estruturas de edifcios e pontes (Decreto lei
n. 235/85 de 31 de Maio);
REAE - Regulamento de ao para edifcios;
NP ENV 1992 - Eurocdigo 2 Projectos de Estruturas de beto;
NP ENV 1993 - Eurocdigo 3 Projectos de estruturas de ao;
[ Estabilidade - Escrita ] [ 23 ]
NP ENV 1994 - Eurocdigo 4 Projectos de Estruturas de mistas ao-beto;
NP EN 10025 + A1(1994) - Produtos laminados a quente em aos de construo no ligados.
Condies tcnicas de fornecimento;
REBAP - Regulamento de estruturas de beto armado e pr-esforado pontes (Decreto lei n.
349/C/83 de 30 de Julho);
NP ENV 206 - Beto Comportamento, produo, colocao e critrios de conformidade.
Tem-se ainda em considerao as recomendaes dos seguintes documentos:
LNEC E 378 - Betes. Guia para utilizao de ligantes hidrulicos;
CEB-FIP MODEL CODE 1990, do Comit Euro_International du Beton;
[prEN 1990: 2001] EN 1990: Basis of Structural Design, Eurocode 0, European Pre-Standard,
CEN, Brussels, 2001.
[prEN 1992-1-1: 1992] ENV 1992-1-1: Design of Concrete Structures, Eurocode 2, European
Pre-Standard, CEN, Brussels, 1992.
[prEN 19931-1: 2003] EN 1993-1-1 Eurocode 3: Design of Steel Structures, Part 1.1:
General Rules, General Rules and Rules for Buildings, European Pre-Standard, CEN,
Brussels, 2003.
[prEN 1993-1-2: 2002] EN 1993-1-2 - Eurocode 3: Design of Steel Structures, Part 1.2:
General Rules, Structural Fire Design, European Norm, CEN, Brussels 2002.
[prEN 1993-1-3: 2002] EN 1993-1-3 - Eurocode 3: Design of Steel Structures, Part 1.3:
General Rules, Supplementary Rules for Cold-formed Thin Gauge Members and Sheeting,
European Standard, CEN, Brussels, 2002.
[prEN 1993-1-8: 2003] EN 1993-1-8 - Eurocode 3: Design of Steel Structures, Part 1.8:
Design of Joints, European Standard, CEN, Brussels, 2003.
[prEN 1993-1-9: 2002] EN 1993-1-9 - Eurocode 3: Design of Steel Structures, Part 1.9:
Fatigue Strength of Steel Structures, European Standard, CEN, Brussels, 2002.
[prEN 1998-1, 2001] EN 1998-1 - Eurocode 8: Design of structures for earthquake resistance.
Part 1: General Rules, Seismic Actions and Rules for Buildings, European Pre-Standard,
CEN, Brussels, 2001.
[prEN 14509, 2002] Self-supporting double skin metal faade insulating sandwich panels
Factory made products -Specification, draft, CEN, Brussels 2002.
6. Disposies construtivas
Foram adoptadas as disposies construtivas prescritas nos captulos X e XI do REBAP
relativas aos vrios elementos estruturais de beto armado.
[ Estabilidade - Escrita ] [ 24 ]
So adoptadas as disposies de execuo e montagem e de garantia de
qualidadecontempladas no REAE (Cap. V e VI) respectivamente e do EC3, relativas aos
vrios elementos estruturais metlicos. Os desenhos de fabrico e de montagem so da
exclusiva responsabilidade do empreiteiro e devem ser apresentados atempadamente
fiscalizao, antes do incio da sua fabricao.
7.Consideraes finais
Caso o Adjudicatrio pretenda propor uma alternativa ao projecto, esta ter de ser aprovada
pelo Dono de Obra e pelos responsveis pelos projectos de arquitectura e Engenharias.
Portugal, 2 de Julho de 2008.
O Tcnico Responsvel pela Execuo do Projecto
[ Estabilidade - Escrita ] [ 25 ]
II CONDIES TCNICAS
[ Estabilidade - Escrita ] [ 26 ]
ndice
Introduo ................................................................................................................................... 27
1. Betes ....................................................................................................................................... 28
1.1 Beto de limpeza .................................................................................................................. 28
1.2 Beto C20/25 ao e cofragem .............................................................................................. 29
1.3 Pavimentos trreos interiores ............................................................................................... 38
1.4 Beto ciclpico ...................................................................................................................... 40
2. Estruturas metlicas ................................................................................................................. 41
2.1 Estruturas Metlicas ............................................................................................................. 41
3. Diversos .................................................................................................................................... 66
3.1 Revestimento superior .......................................................................................................... 66
3.2 Revestimento lateral ............................................................................................................. 67
3.3 Rufos e Caleiras ................................................................................................................... 68
3.4 Tubos de queda .................................................................................................................... 69
3.5 Ralos de pinha ...................................................................................................................... 70
[ Estabilidade - Escrita ] [ 27 ]
Introduo
As condies tcnicas esto elaboradas por fichas e em ntima ligao com os Mapas de
Trabalhos e Quantidades.
Assim o Empreiteiro dever estabelecer o preo para cada artigo dos Mapas de Trabalhos e
Quantidades e ver a correspondente ficha de forma a considerar no estabelecimento desse
preo os trabalhos abrangidos por cada artigo constante das descries feitas nestas fichas.
Paralelamente dever certificar-se "in situ" da amplitude dos trabalhos que as peas
desenhadas e escritas deste processo por si s no sejam esclarecedoras.
Decorrero em simultneo com esta empreitada, as empreitadas de Construo Civil,
instalaes Elctricas, instalaes Mecnicas e alguns fornecimentos. O empreiteiro estar
condicionado na execuo de alguns trabalhos e submeter-se- coordenao da fiscalizao.
[ Estabilidade - Escrita ] [ 28 ]
1. Betes
1.1 Beto de limpeza
1. A dosagem deste beto ser de 180Kg de cimento por m
3
.
2. Os agregados tero dimenses apropriadas aos elementos da obra a que se destinam e
sero submetidos aprovao da Fiscalizao que poder determinar a realizao de
estudos granulomtricos em Laboratrio Oficial.
3. A fabricao do beto ser feita por meios mecnicos e a sua colocao em obra por
vibrao.
4. Este tipo de beto ser empregue na regularizao dos leitos de fundao.
[ Estabilidade - Escrita ] [ 29 ]
1.2 Beto C20/25 ao e cofragem
Este artigo inclui a execuo de um trabalho composto de beto, armaduras e cofragem.
A. Betes B25
Generalidades
1. Todos os betes tero granulometria e quantidade de gua de amassadura que
garantam, a par de consistncia apropriada, as resistncias fixadas.
2. O empreiteiro obriga-se a mandar estudar a granulometria dos betes em Laboratrio
Oficial, depois de aprovados pela Fiscalizao os inertes a usar, supondo-se, para este
efeito que o custo dos ensaios est englobado no preo dos betes.
3. No caso de os materiais inertes propostos pelo empreiteiro e aprovados pela Fiscalizao
mostrarem, no estudo granulomtrico a realizar no possurem caractersticas que
permitam atingir completamente os fins em vista, dever o empreiteiro propor novos
inertes e obtida a sua aprovao pela Fiscalizao, promover a realizao de novos
ensaios granulomtricos em Laboratrio Oficial.
4. Podero ser usados plastificantes ou aceleradores de presa, do tipo que a Fiscalizao
aprovar, a fim de aumentar ou acelerar o endurecimento dos betes, mas sem reduo
nas dosagens previstas nem alterao dos preos estabelecidos para os mesmos betes.
5. os betes das fundaes e de todas as peas em contacto com o terreno, nomeadamente
paredes e pilares at 1,0m acima do piso trreo levaro um aditivo hidrfugo com
dosagem recomendada pelo fabricante.
O tipo de aditivo dever ser submetido aprovao da Fiscalizao.
No preo do beto sero includos os aditivos a utilizar.
6. No decorrer da obra, o empreiteiro promover por sua conta e a Fiscalizao o entender
necessrio, a colheita de betes e a realizao de ensaios em Laboratrio Oficial,
efectuados sobre cubos de 20cm de aresta e com idade de 28 dias, de modo a obter um
valor caracterstico da tenso de rotura igual ou superior ao valor indicado da classe.
[ Estabilidade - Escrita ] [ 30 ]
Preparao
1. Os betes sero fabricados com as dosagens previstas de cimento, areia e brita. Os
materiais inertes podero ser doseados em peso e volumtricamente, mas o cimento ser
sempre em peso, devendo procurar-se fazer amassaduras de saco inteiro. A amassadura,
de preferncia mecnica, ser feita misturando aqueles elementos em seco e juntando-se
depois gua, de forma que a mistura tenha consistncia normalmente plstica,
homognea e de cor uniforme. O tempo de trabalho das betoneiras, em cada amassadura
dever durar pelo menos 2 minutos.
2. A consistncia da massa deve ser quanto possvel a de terra hmida e a quantidade de
gua necessria, ser determinada por ensaios de modo que se consiga uma
trabalhabilidade compatvel com a resistncia desejada e com os processos de aperto
adoptados para o beto.
3. O beto dever ser aplicado logo aps o seu fabrico, para o que se far apenas a
quantidade suficiente para cada betonagem, no devendo em geral utilizar-se o beto que
tenha sido fabricado h mais de uma hora.
4. Enquanto se no fizer a betonagem, dever-se- proteger o beto que estiver no
amassadouro contra a aco do sol, chuva ou ventos.
No dever ser permitido o emprego de beto que tenha sofrido comeo de presa no
amassadouro ou na betoneira, ainda que remolhado.
Beto pr-fabricado
1. Os diversos elementos de beto pr-fabricados a utilizar na obra devero ser executados
com a maior perfeio, de preferncia por firma especializada neste gnero de trabalho
ou pelo prprio empreiteiro, desde que seja reconhecido pela Fiscalizao, que este
dispe do equipamento apropriado e que conhece a tcnica da execuo destes
trabalhos.
2. O beto a utilizar ser de granulometrias finas com dosagem de cerca de 400Kg de
cimento por metro cbito e o cimento ser de colorao clara.
[ Estabilidade - Escrita ] [ 31 ]
3. Exige-se a execuo dos elementos em moldes de construo muito rgida de forma a
conseguir-se e a manter as seces constantes dos desenhos de pormenor.
4. A vibrao ser cuidada para que se obterem elementos com uma boa compacidade,
vibrao esta que de preferncia ser transmitida s cofragens.
5. As tolerncias de dimenses, em relao s dimenses tericas do projecto so de
2mm e no podero apresentar nem sinais de toro ou flechas superiores a 1/300 do
seu comprimento.
6. As superfcies e arestas no devero apresentar sinais de choque, tais como mossas,
riscos, fissuras, arestas quebradas, etc., e o acabamento superficial visto muito liso, tipo
afagado e sem manchas.
7. Nas zonas de ligaes, executadas no local, durante o assentamento das peas, utilizar-
se- pasta de cimento com a mesma colorao do beto pr-fabricado e o trabalho ser
feito com o maior esmero, molhando muito bem as peas a ligar, de forma a no se
verificarem posteriormente sinais de retraco das argamassas.
8. Nos elementos pr-fabricados de beto que constituem remates de guarnecimento de
vos ou molduras, vulgarmente designadas por elementos tipo gracifer, as dimenses e
disposies devero respeitar as indicaes genricas do projecto.
9. O empreiteiro dever apresentar Fiscalizao a forma das peas e todas as disposies
de vos ou molduras, bem como as referentes as ligaes e fixaes e estanquicidade
das juntas.
Betonagem
1. Dispor-se- a betoneira de modo que o transporte seja o mais reduzido possvel, e este
deve efectuar-se de tal modo que evite a desagregao dos elementos de beto, sendo
necessrio tornar a mistura-lo em caso contrrio.
2. O beto ser lanado nos moldes por camadas com espessura de 15cm e apiloado com
vibraes apropriadas, para que fique o mais compacto possvel e no deixe vazios no
interior da massa, junto dos moldes, ou em volta das armaduras.
[ Estabilidade - Escrita ] [ 32 ]
Antes de se lanar uma nova camada deve verificar-se se a anterior est bem apiloada e
se encontra ainda fresca.
3. No caso particular das vigas, a betonagem far-se- avanando desde os topos, levando-a
em toda a altura, procurando-se que frente siga bastante leitada para que no se
produza desagregao e a mesma escorra ao longo dos moldes.
4. No se dever fazer a betonagem a temperaturas inferiores a 0C, a no ser em casos
excepcionais em que devero tomar-se precaues para proteger o beto contra o frio
durante a sua fabricao, transporte, moldagem e perodo de endurecimento, que no
deve ser inferior a 72 horas.
5. Desde que o beto comece a fazer presa e at que tenha atingido um grau de
endurecimento suficiente devem evitar-se as pancadas, choques e vibraes nas
respectivas peas e proteg-lo contra a aco das geadas e contra uma secagem rpida
pelo vento ou pelo sol, conservando-se humedecido por qualquer meio durante oito dias
pelo menos.
6. Sempre que for necessrio dever proceder-se betonagem das peas por uma s vez,
mas, caso se torne necessrio interromper a betonagem, torna-se indispensvel fixar com
antecedncia as juntas de construo a fazer, as quais sero previstas nos locais que
tiverem menor influncia para a resistncia da pea.
7. Durante o tempo de presa do beto no dever permitir-se aplicar cargas ou trnsito s
peas fabricadas.
Cura
1. O endurecimento do beto deve-se a reaces qumicas entre o cimento e a gua. Essas
reaces, em condies favorveis de temperatura e humidade, so rpidas a princpio e
tornam-se mais lentas com o tempo. Portanto, a dureza e tambm a estanquicidade
melhoram com a idade do beto e tanto mais que as condies sejam favorveis a uma
contnua hidratao do cimento. Esta lenta a temperaturas baixas e praticamente nula a
temperaturas prximas da geada.
2. O beto pode conservar-se hmido por vrios processos entre os quais a rega ou o seu
revestimento com uma camada protectora para conservao da humidade.
[ Estabilidade - Escrita ] [ 33 ]
Quando o beto conservado hmido pela rega deve-se tomar cuidado para impedir que
ele seque entre aplicaes de gua. Alternncia entre secura e humidade so prejudiciais
e conduzem ao aparecimento de fendas.
Em superfcies planas como os pavimentos usa-se, com frequncia, para manter o teor de
humidade, serapilheira ou areia molhada.
3. Se as temperaturas demasiado baixas retardam ou anulam a hidratao do cimento, as
altas temperaturas aumentam o perigo de fender o beto devido contraco trmica.
O rpido arrefecimento do beto, no final da cura, tambm deve ser evitado.
Temperaturas bastante elevadas no interior da massa em relao superfcie podem
originar tenses bastante fortes provocando o aparecimento de fendas no beto.
A temperatura dever variar entre 5 e 27C.
4. Devem-se tomar providencias para manter o beto em cura pelo menos durante os cinco
primeiros dias depois de colocado em obra, excepto para betes rpidos (que atingem
elevada resistncia em pouco tempo) em que a cura ser de pelo menos 2 dias.
Quando a temperatura do ar ambiente for abaixo de 5C, todo o beto colocado em obra
deve ter a temperatura entre 21 e 27C. No dever descer dos 21 durante pelo menos
os 3 primeiros dias, de 2 dias nos betes rpidos, ou do tempo necessrio para assegurar
a cura do beto.
Impermeabilizao com emulso asfltica
1. O preo do beto a aplicar em muros de suporte e paredesem contacto com o terreno
inclui os trabalhos e fornecimentos necessrios impermeabilizao dos mesmos.
2. Ser aplicada uma pintura alfltica, hidrfuga, do tipo FLINTKOTE ou equivalente sobre
as superfcies de beto, limpa de sujidades, gesso, cal e gordura, em duas demos
cruzadas, a pincel ou pistola.
[ Estabilidade - Escrita ] [ 34 ]
No deve haver tambm ocos ou gretas que comprometam a eficcia impermeabilizante
da pintura, evitando-se, por outro lado, superfcies polidas que possam produzir falhas de
aderncia.
A segunda demo s deve ser aplicada aps completa secagem da demo anterior.
3. O produto deve penetrar profundamente nos poros do beto, protegendo a superfcie
contra a humidade, corroso qumica da gua, terrenos cidos ou alcalinos.
B. Armaduras
1. As armaduras a empregar nos diferentes elementos de beto armado sero do tipo A 400
NR e tero as seces previstas no projecto, colocadas rigorosamente conforme os
desenhos indicam. As armaduras sero dobradas a frio, com mquinas apropriadas,
devendo seguir-se em tudo o preceituado no R.E.B.A.P..
2. Durante a execuo das betonagens, devero evitar-se o mais possvel a deformao e o
deslocamento das armaduras. Os calos a utilizar para este efeito podero ficar
incorporados quando sejam dos mesmos materiais constituintes e a sua incluso no
interfira na estabilidade dos elementos.
As armaduras podem ser utilizadas por prolongamento recto ou curvo, por laos ou por
dispositivos mecnicos especiais.
Para vares de aderncia normal dever-se- utilizar apenas amarraes com gancho, excepto
se aqueles estiverem sempre sujeitos compresso, caso em que convir usar amarraes
rectas.
Para os vares de alta aderncia devem ser utilizadas amarraes rectas, excepto se os
vares estiverem sempre sujeitos traco, caso em que permite a utilizao de ganchos ou
cotovelos.
As emendas de vares realizar-se-o sempre por sobreposio (arts 84 e 85 do
R.E.B.A.P.) e sero bem amarrados com arame recozido, por forma a garantir suficiente
rigidez e resistncia a deformaes por choque ou vibraes. Nas armaduras de redes
electrosoldadas as sobreposies sero pelo menos trs malhas ou 35cm na direco da
armadura de distribuio.
[ Estabilidade - Escrita ] [ 35 ]
C. Cofragens
1. Os moldes tero de satisfazer o especificado no Regulamento de beto de ligantes
hidrulicos, no regulamento de beto armado e neste Caderno de Encargos.
2. Os moldes para as diferentes partes da obra devero ser montados com solidez e
perfeio de forma a que fiquem rgidos durante a betonagem e possam ser facilmente
desmontados, sem pancadas nem vibraes.
3. Os moldes sero metlicos ou de madeira, em contraplacado ou em tbua. Neste ltimo
caso, sero em pinho, utilizando-se exclusivamente na sua confeco tbuas de largura
constante, aplainada, tiradas de linha e sambladas a meia madeira, para no permitir a
fuga de calda de cimento atravs das juntas e para conferir s superfcies de beto
acabamento perfeitamente regular.
As tbuas devero ter espessura uniforme, com o mnimo de 2,5cm, para evitar a
utilizao de cunhas ou calos e os quadros de suporte no ficaro afastados mais de
0,5m. No caso de emprego de contraplacado de madeira convir que a superfcie seja
tratada por forma a facilitar a desmoldagem e permitir mais reaplicaes; a sua espessura
mnima ser de 2cm.
4. Todas as superfcies dos moldes devero ser pintados ou protegidas, antes da colocao
das armaduras, com produto apropriado, previamente aceite pela Fiscalizao para evitar
aderncias do beto, prejudicial ao seu bom aspecto.
5. Se as superfcies de betonagem no ficarem perfeitas, poder-se- admitir,
excepcionalmente, a sua correco, se no houver perigo para resistncias e se o defeito
for facilmente suprimido por reboco ou por outra forma que a Fiscalizao determinar,
sempre custa do empreiteiro.
6. O Empreiteiro obriga-se a estudar cuidadosamente a estereotomia dos moldes das
superfcies vistas, submetendo os seus estudos apreciao da Fiscalizao, que poder
impor a sua limitao, tanto para satisfazer os requisitos da forma exigida pelo aspecto
geral das obras como por razes de estabilidade. O estudo aqui estipulado conter
indicaes de pormenor relativas disposio das juntas. das emendas, das pregaes e
disposies das tbuas, etc., tendo em vista o desejado por efeito esttico.
[ Estabilidade - Escrita ] [ 36 ]
No caso particular de superfcies em beto aparente, a cofragem deve ser completamente
desempenada, e com uma disposio regrada das juntas entre elementos, por forma a
respeitar definies geomtricas pormenorizadas nos desenhos.
7. O Empreiteiro submeter, ainda, Fiscalizao, o projecto dos moldes a utilizar nas
restantes superfcies, incluindo a verificao da sua estabilidade.
8. A reaplicao dos moldes carece de prvia aprovao da Fiscalizao que, para a dar
poder exigir do empreiteiro reparaes que, a seu juzo, forem tidas por convenientes.
9. Os moldes e as respectivas estruturas de montagem devero garantir a perfeita
reproduo das formas e dimenses representadas no projecto de execuo.
10. Os moldes sero sempre estanques e indeformveis e apresentaro as faces interiores
perfeitamente lisas, limpas e hmidas de modo a assegurar superfcies de beto bem
desempenadas, contnuas e sem rebarbas ou ressaltos.
11. Prevem-se os seguintes moldes:
a) Moldes grosseiros - destinados a superfcies no vistas; podem ser formados por
madeiras no aplainadas mas estanques, admitindo-se a tolerncia de 2cm na implantao
e pequenas irregularidades na superfcie.
b) Moldes normais - de madeira ou metlicos; apresentaro superfcies interiores bem
desempenadas e sem irregularidades localizadas, admitindo-se a tolerncia de 1cm na sua
implantao.
c) Moldes especiais - executados com madeiras aplainadas ou revestidas de contraplacado,
de chapa metlica ou de outro material, de modo a obter um paramento completamente liso
e bem desempenado, com a tolerncia mxima de 0,5cm.
d) Moldes para efeitos decorativos - realizados com tbuas e painis, com uma disposio
regrada das juntas entre elementos por forma a respeitar definies geomtricas
pormenorizadas em desenhos de execuo.
[ Estabilidade - Escrita ] [ 37 ]
D. Descofragem
1. A desmoldagem somente deve ser realizada quando o beto tiver adquirido resistncia
suficiente no s para que seja satisfeita a segurana em relao rotura das peas
desmoldadas, mas ainda para que no se verifiquem deformaes excessivas, tanto a
curto como a longo prazo.
2. As operaes de desmoldagem devem ser conduzidas com os necessrios cuidados, e
nos prazos estabelecidos no art 135 do R.E.B.A.P..
E. Cimbres, cavaletes e andaimes
1. O Empreiteiro submeter a prvia aprovao da Fiscalizao o projecto das estruturas de
sustentao dos moldes de betonagem. obrigao do empreiteiro o fornecimento e
montagem de todas as estruturas auxiliares necessrias ao bom andamento e adequada
execuo da obra, bem como de todas as plataformas e passadios para o pessoal,
satisfazendo em tudo as normas em vigor, nomeadamente no que respeita segurana.
Os encargos inerentes execuo de todas essas estruturas de sustentao dos moldes,
andaimes e estruturas auxiliares, so por conta do empreiteiro, ficando tambm
responsvel pela sua eficincia, manuteno, e pela segurana do pessoal.
2. No caso de serem metlicos, os cavaletes e andaimes sero calculados e executados de
acordo com o especificado no Regulamento de estruturas metlicas para edifcios, e
neste Caderno de Encargos.
3. No caso de serem de madeira, os cavaletes e andaimes sero calculados e executados
tendo em ateno que as peas no devero ser submetidas a tenses superiores s
seguintes:
Flexo...................................................................................................................120Kgf/cm
2
Compresso paralela s fibras.............................................................................. 90Kgf/cm
2
Compresso normal s fibras, quando sobre toda a largura.... ............................ 24Kgf/cm
2
Compresso parcial normal s fibras......................................... ........................... 36Kgf/cm
2
Corte...................................................................................................................... 12Kgf/cm
2
[ Estabilidade - Escrita ] [ 38 ]
1.3 Pavimentos trreos interiores
1. Encontram-se compreendidos neste artigo todos os trabalhos e fornecimentos
necessrios sua boa execuo e aplicao, salientando-se:
1.1. A abertura e a compactao da caixa, e a carga, transporte e compactao dos
produtos de escavao.
1.2. O fornecimento e execuo do enrocamento.
1.3. O fornecimento e execuo do massame propriamente dito.
1.4. A abertura e tapamento de roos para passagem de canalizaes ou tubagens de
qualquer espcie.
1.5. O fornecimento e aplicao da betonilha e de hidrofugantes tipo "Diatomite".
1.6. O afagamento superficial da betonilha.
2. Entre as vrias condies a que deve obedecer o trabalho indicado, salientam-se:
2.1. O trabalho comea pela abertura da caixas, que dever ser batida a mao e
regularizada.
2.2. Seguidamente colocar-se- uma camada de enrocamento de pedra arrumada mo
com uma espessura mdia de 0,15 m.
2.3. A seguir lana-se uma camada de massame, que dever ser apiloada e regularizada,
de modo a ficar com a espessura de 0,12 m depois da realizao desse trabalho.
2.4. A pedra da camada de enrocamento ser limpa, rija e de dimenses no superiores a
0,10 m.
2.5. A betonilha ser assente sobre o massame e a sua espessura no ser inferior a
0,03m.
[ Estabilidade - Escrita ] [ 39 ]
2.6. A betonilha ser de cimento e areia, ao trao 1:3, com associao de 5 % de Diatomite
ou similar, em relao ao peso de cimento.
2.7. A areia a empregar dever ter uma granulometria contnua (gros grossos e gros
finos) e dever ser especialmente lavada.
2.8. Na execuo da betonilha procurar-se- obter a maior compactao da argamassa
batendo-a durante o seu assentamento.
2.9. Acabamento da betonilha com cimento queimado colher ou afagado segundo as
especificaes do projecto.
2.10. Na execuo do massame e betonilha, devem ser previstas juntas de retraco de
modo a constituir painis com as dimenses aproximadas de 5x5m.
2.11. O massame e a betonilha devem ficar desligados dos elementos estruturais que
confinam com eles.
3. Quando for previsto um revestimento tipo mosaico, este substituir o acabamento a
betonilha.
[ Estabilidade - Escrita ] [ 40 ]
1.4 Beto ciclpico
1. Este tipo de beto ser executado com pedras grossas com a dimenso mxima de
0,16m, convenientemente envolvidas por beto magro de 240Kg de cimento, 610 litros de
areia e 1000 litros de brita.
As pedras grossas devero ficar distribudas na massa do beto de modo a que o
intervalo entre duas pedras vizinhas e entre estas e as paredes do cabouco ou superfcie
de cofragem no seja inferior a 0,05m para permitir e facilitar o enchimento desses
intervalos com beto magro.
2. O beto ciclpico dever ser executado em camadas cuja compacidade ser obtida por
meio de apiloamento com maos apropriados ou de vibradores, de acordo com as
indicaes da Fiscalizao.
3. A proporo da mistura a adoptar na execuo do beto ciclpico ser, em volume, de
70% de beto magro para 30% de pedra grossa por cada m3 de beto posto em obra.
[ Estabilidade - Escrita ] [ 41 ]
2. Estruturas metlicas
2.1 Estruturas Metlicas
1. Aos em parafusos
1,1. Objectivo
A presente Especificao Tcnica tem por objectivo fixar as caractersticas mecnicas dos
aos em parafuso.
1.2. Caractersticas mecnicas
1.2.1. Os aos em parafusos devero possuir as caractersticas indicadas no quadro
seguinte:
Corrente
Tenso de rotura minima, Kgf/mm
2
37
Tenso limite convencional de proporcionalidade a 0,2 % minima Kgf/mm
2
21
Extenso aps rotura mnima - % 25
Nmero de dureza Rockwell HBR
1.2.2. As caractersticas mecnicas acima indicadas sero determinadas em ensaios nos
prprios parafusos ou dos provetes deles extrados.
Os ensaios de traco, de dureza Brinell e de dureza Rockwell sero realizados
de acordo com o preceituado nas Normas Portuguesas NP-105, NP-106 e
NP-141, respectivamente.
1.2.3. Os parafusos de ao de caractersticas diferentes das indicadas na presente
especificao s podero ser utilizados desde que tais caractersticas sejam
convenientemente justificadas.
[ Estabilidade - Escrita ] [ 42 ]
1.3. Ligaes rebitadas
Na execuo de ligaes rebitadas respeitar-se-o as seguintes condies:
a) A rebitagem deve ser executada por meios mecnicos, somente podendo efectuar-se a
rebitagem manual em casos especialmente justificados.
b) No incio da cravao os rebites devem estar ao rubro claro; terminada a operao,
devem estar ainda ao rubro sombrio.
c) Os rebites, depois de cravados, devem preencher completamente os furos e apresentar
cabeas bem enformadas e centradas em relao ao corpo dos rebites;
d) Os rebites que ficarem soltos ou defeituosos devem ser substitudos.
1.4. Ligaes aparafusadas correntes
Na execuo de ligaes aparafusadas correntes respeitar-se-o as seguintes condies:
a) O roscado dos parafusos deve sobressair pelo menos um filete das respectivas porcas;
b) O aperto dos parafusos deve ser o suficiente para garantir a eficincia das ligaes,
tendo-se em ateno que um aperto exagerado produz estados de tenso desfavorveis
nos parafusos;
c) Os parafusos sero, em geral, munidos de anilhas, em cuja espessura deve terminar a
parte roscada. S se poder dispensar o uso de anilhas desde que as ligaes sejam
pouco importantes e se verifique que a zona lisa da arreigada do parafuso suficiente
para transmitir chapa os esforos a que o parafuso est sujeito;
d) No caso de as superfcies sobre as quais se faz o aperto dos parafusos no serem
normais ao eixo destes, devem colocar-se anilhas de cunha, de modo que o aperto no
introduza esforos secundrios nos parafusos;
e) Sempre que se verifiquem condies que possam conduzir ao desaperto dos parafusos
em servio, por exemplo vibraes, devem utilizar-se dispositivos que impeam esse
desaperto, tais como anilhas de mola ou contraporcas.
[ Estabilidade - Escrita ] [ 43 ]
1.5. Ligaes aparafusadas pr-esforadas
a) Preparao das superfcies de atrito
A preparao das superfcies de atrito efectuada na fbrica ou no estaleiro, por
decapagem a jacto de areia (quartzo cristalino, seco, tamanho de gro 0,7/1.2 mm,
projectado a 7 bar) ou a granalha de ferro (humatite tratada de arestas vivas com dureza
HVI entre 685 e 785 N) mm2 e pelo menos 75% dos gros, de tamanho compreendido
entre 0,3 e 0,5 mm.
A verificao do estado de preparao ser feita pela Fiscalizao que dever verificar
tambm que os furos foram desbastados com a fresa.
A pedido da Fiscalizao podero ser exigidas ao Adjudicatrio seis amostras destinadas
a verificar o coeficiente de deslizamento e que so preparadas simultneamente com os
elementos correspondentes da obra.
O Fiscal assiste ao aperto dos parafusos, o qual ser efectuado por duas vezes (a 70% e
depois a 100% do momento de aperto) e verifica os momentos aplicados.
As amostras sero ensaiadas traco pelo menos 3 dias depois do aperto.
No estaleiro, as superfcies em contacto so limpas de poeiras e da flor da ferrugem, com
uma escova metlica macia.
O emprego de escovas rotativas proibido. A aco da escova no deve diminuir a
rugosidade.
No necessrio fazer desaparecer a cor da ferrugem. Por outro lado, as superfcies
devem estar isentas de leo, de tinta ou de outras substncias que reduzam o coeficiente
de deslizamento.
b) Armazenamento dos parafusos
Os parafusos so armazenados ao abrigo das intempries.
c) Ligao das peas
[ Estabilidade - Escrita ] [ 44 ]
As superfcies a ligar so secas chama.
Os parafusos devem ser limpos antes de colocados, para eliminar o excesso de
lubrificante.
As peas so mantidas em posio por parafusos de alta resistncia ligeiramente
apertados, de tal maneira que se obtenha a coincidncia dos furos.
d) Colocao de parafusos em obra
Depois da verificao do ajustamento das peas a ligar, ser colocada a totalidade dos
parafusos de alta resistncia da ligao e apertados a 70% do momento do aperto
definitivo (ver quadro I).
O Empreiteiro assegura-se que todos os parafusos esto apertados a 70% marcando-os a
giz, por exemplo.
O aperto dos parafusos ser efectuado com chave de choque ou com chave
dinamomtrica.
O encosto das superfcies em contacto ser verificado visualmente, na periferia e nos
furos de ligao.
Em caso de necessidade, um aperto suplementar ser aplicado aos parafusos nas zonas
onde o encosto parea duvidoso.
e) Estanquicidade das juntas
A ligao ser protegida contra a humidade pela aplicao de uma camada de mnio de
chumbo consistente em toda a periferia das juntas, das porcas, das manilhas e da cabea
dos parafusos, ou de mastique de mnio nas ranhuras onde a gua se possa acumular.
f) Proteco das juntas durante a montagem
A fim de evitar a entrada de gua nas juntas, as operaes referidas nas alneas c), d) e
e) devem ser efectuadas no mesmo dia, se possvel. No caso de intemprie (chuva, por
[ Estabilidade - Escrita ] [ 45 ]
exemplo), se todas as operaes no poderem ser terminadas no mesmo dia, o local de
trabalho dever ser convenientemente protegido.
g) Aperto definitivo dos parafusos
O aperto definitivo (a 100%) de uma unio no ser realizado, enquanto todos os
parafusos da unio no estiver colocada e apertados a 70%.
Os apertos a 70% e a 100% so realizados obrigatriamente com o mesmo tipo de chave,
seja a chave de choque seja a chave dinamomtrica.
Os parafusos sero apertados sempre pela ordem. O aperto comear pelos parafusos
centrais e ser executado no sentido dos ponteiros do relgio. O Empreiteiro assegura-se,
por marca a giz, de que todos os parafusos esto apertados a 100%.
Na medida do possvel, as unies do mesmo tipo sero apertados pela mesma equipe,
com a mesma chave, para um mesmo dimetro de parafuso.
Os parafusos de dimetro diferente sero apertados com o auxilio de uma outra chave.
Quando realizado com uma chave dinamomtrica, efectuado progressivamente, sem
pancadas e sem retrocessos.
h) Regulao das chaves de choque
A regulao das chaves de choque efectuada pelo Empreiteiro, com a presena do
Fiscal, apertando alguns parafusos directamente nas unies das peas.
O Empreiteiro assegura-se do bom funcionamento da chave de choque, efectuando em
cada recomeo de servio (em principio duas vezes por dia) a verificao da regulao,
por ocasio dos primeiros apertos.
A regulao corrigida, se necessrio, por tentativas, e considera-se em condies se
obtm bom resultado sobre uma srie de 30 parafusos.
[ Estabilidade - Escrita ] [ 46 ]
i) O processo de verificao do aperto o seguinte:
Marcao da posio inicial da porca e da cabea do parafuso (referncia em relao a
uma aresta da porca).
Desaperto da porca de 1/12 de colta, mantendo imvel a cabea do parafuso. Aplicao
do momento de aperto (quadro 1) com chave dinamomtrica, correctamente aferida,
mantendo a cabea do parafuso imvel e fazendo o aperto progressivamente, sem
pancadas e sem retrocesso. Verificao da no rotao da cabea do parafuso.
Comparao da posio da paragem da porca com a posio inicial.
O aperto considera-se correcto quando a aresta da porca se imobiliza numa zona
compreendida entre 8 mm antes e 1 mm depois da referncia inicial feita na anilha. No
entanto, se a porca se imobiliza antes da sua posio inicial, dever ser levada a esta
posio por um aperto suplementar.
j) Controlo do aperto
O controlo do aperto dos parafusos efectuado pelo Empreiteiro, aplicando o processo
indicado em i), menos 3 dias aps a sua realizao. O controlo efectuado sobre 5% ou
20% do nmero de parafusos de cada unio, conforme o aperto efectuado com chave
de choque ou chave dinamomtrica.
Quando uma deficincia de aperto de um parafuso detectada, verificam-se os parafusos
vizinhos. No caso de deficincia sistemtica, reapertam-se todos os parafusos da unio,
mantendo fixas as cabeas. Se o reaperto realizado com chave de choque, verifica-se
prviamente a sua aferio.
Se o aperto feito com chave dinamomtrica, dever ser precedido de um pequeno
desaperto da porca.
Quando se procede ao controlo, no caso da porca se imobilizar antes da posio inicial de
referncia, ser conduzida a esta posio por um aperto suplementar.
[ Estabilidade - Escrita ] [ 47 ]
QUADRO I
Valores minimos dos momentos de aperto segundo o R.E.A.E.
Parafusos 8.8 Pasafusos 10.9
Dimetro
(mm)
Aperto
70%
(mkg)
Aperto
100%
(mkg)
Aperto
70%
(mkg)
Aperto
100%
(mkg)
12 4.5 6.5 6.5 9.1
16 1.5 16.5 16.5 23.5
20 22 32 32 45
22 31 44 44 63
24 39 56 55 79
27 58 83 82 117
30 79 112 110 157
2. Soldadura
2.1. Introduo
O objectivo da presente especificao o definir e impr um conjunto de exigncias tcnicas
referentes soldadura, a serem observadas pelo montador quer na pr-fabricao, quer na
montagem.
O carcter impositivo desta especificao no implica, de modo algum, uma diminuio das
responsabilidades do montador.
Ao cliente reserva-se o direito de, em adicional, vir a impr novas exigncias tcnicas e/ou
especificaes, como resultantes seja da evoluo tcnica, seja da anlise de problemas
prticos no decorrer das montagens, seja ainda da necessidade de se aumentar a segurana.
O montador obriga-se a:
facultar acesso e elementos Fiscalizao, seja no referente aos trabalhos na rea de
fabrico e/ou estaleiro, seja no referente aos trabalhos realizados fora das referidas reas.
[ Estabilidade - Escrita ] [ 48 ]
manter informada a Fiscalizao do andamento e progresso dos trabalhos, requisitando a
presena e/ou os servios daquela entidade, sempre que necessrio, com uma
antecedncia mnima de 48 horas.
garantir Fiscalizao todos os meios materiais e humanos necessrios respectiva
actuao (nomeadamente no referente movimentao de pessoas e materiais,
instalao de andaimes, etc).
2.2. Materiais de adio (de acordo com os materiais de base).
Considerando que o material de base sempre o ao ao carbono, os materiais de adio
depositados, seja por elctrodos revestidos, seja por outro qualquer processo de soldadura,
devem ter as seguintes caractersticas:
Carga de ruptura .................................................................................................. 4 Kg/ mm
2
Alongamento................................................................................................................... 22%
ndice de pureza ...................................................................................................... S 0,04%
P 0,04%
2.3. Recepo dos materiais de adio
A Fiscalizao se entender conveniente proceder aos ensaios anlise e verificao quer
dos materiais de adio quer dos elctrodos e varetas, de acordo com as especificaes do
"ASME CODE SECTION II - PART C".
2.4. Processos de soldadura
Os construtores devero considerar que, para cada um dos tipos de materiais base, podero
ser utilizados os seguintes processos de soldadura:
a) ao ao carbono
soldadura por arco elctrico (com elctrodos revestidos)
soldadura por arco TIG
soldadura oxiacetilnica
b) ao ao carbono para baixas temperaturas
soldadura por arco TIG
[ Estabilidade - Escrita ] [ 49 ]
c) ao ao carbono galvanizado
soldadura por arco elctrico (com elctrodos revestidos)
"soudobrasage" (que no prpriamente processo de soldadura), com gs decapante
processo "Gasflux"
Os construtores podero considerar, com prvia autorizao da Fiscalizao, qualquer
processo de soldadura semi-automtica ou "MAG".
2.4.1. Preparao das extremidades para soldar
No imposta qualquer especificao no referente preparao das extremidades das
peas a soldar-chanfros- no sentido de possibilitar ao montador a utilizao do seu
procedimento normal, em situaes idnticas (soldadura).
As extremidades podero ser preparadas quer pela utilizao de meios mecnicos, quer por
oxi-corte.
No caso de se utilizar o oxi-corte dever sempre rebarbar-se e rectificar a superfcie cortada,
removendo-se toda e qualquer escria ou carepa da referida superfcie.
Em todos os materiais cortados com pr-aquecimento (mesma temperatura que para a
soldadura) dever ser eliminada a zona afectada termicamente, removendo-se para o efeito,
um mnimo de 3 mm de material em cada uma das zonas cortadas.
Todas as picadas devero ser do tipo penetrao. A utilizao de outro qualquer tipo de
picada implica que o montador ter de proceder a um controle qualitativo por ultrasons, na
tubagem de suporte da picada, perto da soldadura, de modo a certificar-se da no existncia
de incrustaes.
2.5. Inspeco das Soldaduras
Todas as soldaduras devem ser sujeitas a um controle que, conforme referido no "ASME
CODE SECTION V E VIII", passar:
pelo exame visual dos chanfros, das folgas, etc.
[ Estabilidade - Escrita ] [ 50 ]
pelo controle da sequncia das soldaduras, (sequncia esta, incluindo a numerao das
costuras, a ser convenientemente estabelecida entre o montador e a entidade inspectora).
pela verificao dos pr-aquecimentos e, se os houver, da qualidade dos tratamentos
trmicos.
Do mesmo modo, e aps a soldadura, cada conjunto dever ser sujeita a um exame visual,
verificao da compacidade.
O exame visual das soldaduras dever revelar:
um reforo soldado regular, de largura constante, com uma espessura normal entre 1 a 3
mm, mas nunca superior a 4 mm.
a no existncia de fendas, fissuras ou poros.
que a penetrao no apresenta descontinuidades locais excedendo 30 mm e, em
profundidade, irregularidades excedendo 3 mm.
que cada uma das descontinuidades no excede 0,5 mm em profundidade, nem o seu
comprimento total excede 40 mm num comprimento de soldadura de 300 mm.
que o nmero de poros superficiais inferior a 5% (se o nmero de poros superficiais for
superior a esta percentagem, a soldadura deve ser sempre sujeita a um exame
radiogrfico).
2.6. Especificaes - Tipo dos processos de soldadura
Resumem-se de seguida as especificaes recomendadas pelo Instituto de Soldadura e
Qualidade para os diferentes processos de soldadura abrangidos pela presente
especificao.
2.6.1. Especificaes do Processo de Soldadura de Aos ao Carbono Grupo P-1 com Passe
de Raz efectuado com o Processo de Soldadura a Arco TIG e os seguintes com o
Processo de Soldadura a Arco com Elctrodos Revestidos.
[ Estabilidade - Escrita ] [ 51 ]
a) Processo : a soldadura ser feita pelo processo de soldadura a arco TIG, na primeira
passagem, e pelo processo de soldadura a arco com elctrodos revestidos nas
passagens seguintes.
b) Metais de Base: os metais de base devero estar de acordo com as especificaes da
AMERICAN SOCIETY FOR MECHANICAL ENGINEERS (ASME) -"BOILER AND
PRESSURE VESSEL CODE" - Section IX- "Welding Qualifications", os quais so
encontrados na tabela Q.W- 422, referente aos materiais do grupo P-1.
c) Metais de Adio: os metais de adio devero estar de acordo com as especificaes
AWS-SFA 5.1.-69 e SFA 5.2.-69 (ASME CODE SECTION II -PART C).
As varetas para soldadura TIG devero estar de acordo com o grupo F-6 da tabela
Q.W-432, e a anlise quimica do metal fundido de acordo com o grupo A-1 , da tabela
Q.W-442 (ASME CODE SECTION IX).
Os elctrodos destinados soldadura a arco com elctrodos revestidos devero estar de
acordo com o grupo F-4 da tabela Q.W-432 e a anlise quimica de acordo com o grupo
A-1 da tabela Q.W (ASME CODE SECTION IX).
d) Posio : a qualificao do processo de soldadura ser feita na posio 6 G. A
qualificao nesta posio qualificar o processo para todas as posies.
e) Cobre-junta : na qualificao do processo de soldadura no dever ser utilizado
cobre-junta.
f) Gs de Proteco : o gs de proteco dever ser o Argon a 89,995%.O dbito dever
variar entre 12 e 16 1/min.
g) Processo de soldadura : a junta dever ser feita em multipasses e com arco simples. A
qualificao do processo dever ser feita segundo ASME CODE SECTION IX.
h) Espessura do metal de base : a gama de espessuras qualificadas, sendo funo da
espessura de exame, dever estar de acordo com a tabela Q.W-451.
[ Estabilidade - Escrita ] [ 52 ]
i) Caractersticas elctricas : para o processo de soldadura a arco TIG, a corrente
utilizada dever ser contnua, polaridade directa, i.o.,o polo negativo ligado tocha e o
polo positivo ao metal de base.
Para o processo de soldadura a arco com elctrodos revestidos, a corrente dever ser
contnua, polaridade inversa.
n de
passagem
n de
passagem
0 do elct.
amperes
voltagem
1 R.660 2 mm 50-80 A 15 - 20 V
2 e seg E.7018 2.15 mm 120-150 A 19 - 22 V
NOTA: O elctrodo refractrio a usar no processo TIG e de Tu e Tu Teoriado.
j) Junta do provete de exame: a junta do provete de exame dever ser a indicada.
k) Aspecto de Soldadura : a soldadura dever ser executada de forma a apresentar-se
isenta de bordos queimados .
l) Limpeza : toda a escria dever ser retirada aps a execuo de cada passe e antes da
execuo do passe seguinte.
m) Defeitos : no sero admissveis fissuras ou poros superficiais, os quais devero ser
eliminados antes da execuo dos passes seguintes.
[ Estabilidade - Escrita ] [ 53 ]
n) Estufagem dos Elctrodos : os elctrodos base devero ser introduzidos em estufas
temperatura de 350C, durante duas horas, antes da sua utilizao, ou a 200C durante
oito horas.
2.6.2. Especificaes do processo de soldadura manual elctrico, com elctrodos
revestidos, de aos ao carbono grupo P-1
a) Processo : a soldadura ser efectuada pelo processo de soldadura elctrica a arco com
elctrodos revestidos.
b) Metais de Base : os metais de base devero estar de acordo com a especificao para
materiais colocados no grupo 1 da tabela Q.W-422, do ASME CODE SECTION IX.
c) Metais de Adio : os metais de adio devero estar de acordo com as especificaes
AWS-SFA 5.1.-69 (ASME CODE SECTION II-PART C).
O passe de raiz ser executado com elctrodos AXS-E 6010/6011 e os seguintes com
elctrodos AXS-E 7018 ou AWS-E 7016.
d) Posio : a qualificao do processo de soldadura ser feita na posio 5 G, segundo o
ASME CODE SECTION IX.
e) Cobre-junta : na qualificao do processo de soldadura no dever ser utilizada
cobre-junta.
f) Processo de Soldadura: a junta soldada dever ser feita em multipasses, com arco
simples.
g) Espessura do metal base : a gama de espessuras qualificadas sendo funo de
espessura de exame, dever estar de acordo com a tabela Q.W-451.
h) Caractersticas Elctricas : a corrente a utilizar dever ser superior, polaridade inversa,
i.o., o polo positivo ligado ao elctrodo e polo negativo ligado pea.
i) Aspecto de soldadura : a soldadura dever ser executada de forma a apresentar-se
isenta de bordos queimados.
[ Estabilidade - Escrita ] [ 54 ]
j) Limpeza : toda a escria dever ser retirada aps a execuo de cada passe e antes da
execuo do passe seguinte.
k) Defeitos : no sero admissveis fissuras ou poros superficiais, os quais devero ser
eliminados antes da execuo dos passes seguintes.
l) Estufamento dos Elctrodos : os elctrodos bsicos devero ser introduzidos em
estufas temperatura de 350C, durante duas horas, antes da sua utilizao, ou a 200C,
durante oito horas.
2.6.3. Parecer sobre a soldadura de aos ao carbono galvanizado
A tcnica de soldadura a arco com elctrodos revestidos de ao ou carbono galvanizado no
difere sensivelmente da tcnica utilizada para a do ao ao carbono no revestido.
Em geral, podem ser aplicados os mesmos mtodos e os mesmos princpios.
Limitar-nos-emos a acentuar as variantes prprias do emprego do ao ao carbono
galvanizado. A soldadura do ao ao carbono galvanizado sempre acompanhada de uma
volatizao de zinco na zona da soldadura.
Esta volatizao pode originar um certo nmero de porosidades, cuja importncia funo do
tipo de junta, e por outro lado da espessura de zinco. recomendvel, portanto, e antes de
tudo, soldar com pequenos passes e fracas intensidades, a fim de vaporizar fracas
quantidades de zinco.
Em soldadura topo-a-topo, a folga dever ser um pouco maior para o ao ao carbono
galvanizado que para o ao ao carbono revestido, para facilitar a penetrao. Com o mesmo
fim, necessrio diminuir de 10 a 20% as velocidades de soldadura e animar o elctrodo de
um movimento de vaivm (passo de peregrino).
A soldadura de ngulo de uma execuo mais delicada, devido presena do zinco sobre
as faces em contacto com o banho de fuso.
As precaues aconselhadas em junta topo-a-topo devero ser aumentadas. A velocidade de
avano deve ser ainda mais reduzida e recomendada uma certa folga entre as superfcies.
[ Estabilidade - Escrita ] [ 55 ]
O metal de adio dever ser ao macio e, para o caso presente, elctrodos do tipo AWS-E
7018 ou E-7016 O arco deve ser muito curto.
Os dimetros aconselhados so para os dois primeiros passes 2,5 mm e para os seguintes
3,15 mm. interdito utilizar maiores dimetros.
Deve ser sempre efectuada a reconstituio da camada de zinco que poder ser feita quer
por metalizao, quer por pintura.
3. Pinturas
3.1. Generalidades
Esta especificao cobre as exigncias tcnicas, os mtodos a adoptar e os materiais usados
na limpeza, proteco de superfcies e pintura.
O Empreiteiro dever satisfazer a todas as condies requeridas para assegurar a proteco
mais apropriada e efectiva das instalaes e respectivos equipamentos e, a este respeito,
considerar os requisitos aqui especificados como mnimos. Sempre que o Empreiteiro tiver
conhecimento de alternativas que sejam mais apropriadas, ou quando os desenvolvimentos
tcnicos mais recentes ultrapassarem as imposies tcnicas das Seces 4 e 5, dever
submeter essas alternativas ao Cliente para apreciao. Ter-se- sempre em conta a
disponibilidade dos materiais necessrios proteco das superfcies no mercado nacional.
Independentemente dos sistemas de pintura e proteco final que venha a ser acordado, o
Empreiteiro no deixar de ter a total responsabilidade pelos trabalhos por si efectuados.
Devero ser aplicadas todas as prticas recomendadas mais recentes e as ltimas edies
das Normas e Cdigos.
3.2. Condies gerais e imposies tcnicas
O trabalho dever ser efectuado de forma a constituir uma proteco de superfcie eficiente e
duradoira das instalaes.
Todo o trabalho ser efectuado sob Fiscalizao do Cliente.
[ Estabilidade - Escrita ] [ 56 ]
O Empreiteiro submeter para aprovao ao Cliente as suas especificaes de pintura e
proteco Anti-Corrosiva. O Empreiteiro tomar particular ateno, e familiarizar-se- com as
condies atmosfricas e de operao locais ao seleccionar os mtodos e materiais a usar
na proteco das superfcies.
Nenhuma limpeza ou aplicao de camada ser feita quando as condies locais tenham
possibilidade de afectar estas operaes.
O Empreiteiro ser responsvel por providenciar todos os materiais e equipamentos de
proteco necessrios a evitar a contaminao dos revestimentos e a minimizar atrasos
devidos s condies locais.
Qualquer trabalho que no satisfaa totalmente a Especificao e/ou se verificar que
defeituoso ser reparado pelo Empreiteiro por sua conta e risco.
3.2.1. Armazenamento e manuseamento
Os materiais de pintura sero armazenados pelo Empreiteiro em estrito acordo com as
instrues do fabricante. Os materiais de pintura usados antes de expirar a validade de
armazenamento. Todos os regulamentos de segurana, devero ser respeitados,
especialmente no que respeita ao perigo de incndio. Todo o material em ao, quer seja
protegido com primrio nas oficinas e entregue no local para armazenagem, quer seja limpo e
protegido com primrio no local antes da montagem, dever ser colocado em cavaletes
apropriados, peas de madeira ou outro material apropriado, de forma a assegurar-se que
fique pelo menos 300 mm acima do nvel do solo.
3.2.2. Equipamento de Empreiteiro
O Empreiteiro providenciar para que sejam observadas todas as normas de segurana para
proteco dos seus trabalhadores e restante pessoal de estaleiro.
O equipamento necessrio, tal como ventiladores, mscaras de proteco, redes etc., ser
fornecida pelo Empreiteiro. Todo o equipamento dever obedecer aos respectivos cdigos de
segurana e regulamentos e assegurar que seja produzido trabalho eficiente e alta qualidade.
O Empreiteiro ser responsvel pela recolha e eliminao de todas as taras, latas, trapos
sujos e outros desperdcios que tenham sido por si utilizados.
[ Estabilidade - Escrita ] [ 57 ]
3.2.3. Material de pintura
Os materiais de pintura sero entregues nas taras originais no violados, com o nome de
marca do fabricante e designao da cr, instrues de armazenamento e manuseamento. O
conjunto de material de pintura para um sistema particular de pintura especificada ser
fornecido por um s fabricante que garantir a compatibilidade e qualidade dos materiais de
pintura. Ser submetida ao Cliente uma lista dos materiais de pintura a aplicar. Para sistemas
de pintura com mltiplas camadas cada uma dever ter uma cr diferente.
3.2.4. Preparao dos materiais de pintura
As tintas devero ser j misturadas de origem sempre que possvel. Sistemas de camadas
duplas ou mltiplas podero ser misturadas no local e os agentes diluidores, se aplicveis,
sero adicionados tendo em ateno as instrues do Fabricante.
A mistura e homogeneizao dos materiais de pintura devero ser feitas por colher
accionada mecnicamente ou por agitador electro-mecnico. Aps a mistura de tintas, ser a
mistura transferida para uma tara limpa para assegurar que no restem pigmentos em
repouso no fundo da mesma.
O equipamento individual dos pintores dever ser de boa qualidade e a sua manuteno
dever ser devidamente assegurada. A limpeza do equipamento dever ser regularmente
efectuada em cada intervalo de trabalho.
3.2.5. Aplicaes
Os mtodos de aplicao de tintas mais comuns so: trincha, por rolo e pela utilizao do
equipamento de pulverizao por presso de ar. A seleco do mtodo de aplicao depende
da superfcie a ser pintada. O processo de aplicao no poder alterar a qualidade da tinta.
As instrues do Fabricante devero regular a escolha do mtodo de aplicao das tintas.
Em geral, antes da aplicao das diferentes camadas de tinta, a limpeza das superfcies ser
sujeita Fiscalizao.
Nenhum material ou camada poder ser aplicado em superfcies contendo gorduras, areias,
leos ou produtos de corroso de qualquer tipo. Todas as superfcies devero estar secas
antes da pintura ou da limpeza por jacto de areia. Todas as superfcies contaminadas
[ Estabilidade - Escrita ] [ 58 ]
devero ser limpas com gua potvel e escovilho de cerdas ou com solvente ou detergente
apropriado determinado pelo tipo de contaminao.
Todas as superfcies limpas devero ser recobertas dentro de quatro horas aps a limpeza.
Os furos brocados devero ser esmerilados para ficar sem rugosidades e as aparas
removidas. Todas as soldaduras expostas e acessveis devero ser esmeriladas, limpas de
escrias e pingos de solda removidas antes de serem tratadas com jacto de areia ou de
proceder pintura. O ao embebido em beto no ser pintado a no ser que haja outra
determinao em contrrio. As superfcies de unio por parafusos devero receber duas
camadas de primrio. As zonas com pintura danificada devero ser devidamente limpas. Os
pontos de ferrugem e qualquer outra matria prejudicial devero ser removidos. A aplicao
pontual de primrio dever ser feita de modo que a camada aplicada se sobreponha pelo
menos 25 mm alm das reas danificadas.
A aplicao pontual de primrio compreender cada uma das camadas anteriores e
comear directamente sobre a superfcie devidamente preparada. Quando fr permitido o
envelhecimento da pintura de uma camada antes da aplicao do acabamento, dever
lixar-se levemente e lavar com gua potvel utilizando uma escova de cerdas antes da nova
aplicao. Todas as porcas e parafusos usados na montagem sero desengordurados e
pintados a primrio antes da fixao sempre que possvel.
Nenhum ao poder ser pintado quando a superfcie de ao a tratar exceda a temperatura de
400C. Nenhum recobrimento ou pintura poder ser efectuada quando a temperatura
ambiente fr inferior a 5C ou a humidade relativa superior a 80%, ou ainda quando a
temperatura das camadas inferiores estiverem a menos de 5C da temperatura do ponto de
orvalho.
Todas as superfcies com camadas inferiores devero ser aprovadas antes da aplicao da
camada seguinte.
Quando houver que aplicar 2 camadas do mesmo material, cada camada ter uma cr
francamente diferente. Com o fim de se obter uniformidade da cr podero ser aplicadas
duas camadas de acabamento da mesma cr.
O Empreiteiro ser responsvel por todos os danos que possam, ocorrer por proteco
inadequada e reparar e/ou substituir as partes danificadas por sua conta e risco.
[ Estabilidade - Escrita ] [ 59 ]
Quando o Empreiteiro tiver que pintar superfcies que receberam primrio ou foram pintadas
por outrem, no ser isento da sua total responsabilidade pela pintura completa.
Antes da pintura final da instalao / equipamento, o Empreiteiro reparar qualquer dano na
pintura que possa ter ocorrido durante o transporte e/ou montagem.
O Empreiteiro garantir a proteco contra a corroso por um perodo de cinco (5) anos a
partir da inspeco final e aceitao pelo Cliente a no ser que algo seja especificado em
contrrio.
3.2.6. - Precaues de Segurana
O Empreiteiro armazenar as tintas e todo o outro material de pintura numa rea bem
ventilada e protegida de chamas, fascas, luz solar directa e calor excessivo.
Todas as pinturas sero feitas sob rigorosos regulamentos de "No Fumar" e as reas
respectivas sero claramente delimitadas com guardas e placas de aviso.
Todas as escadas e andaimes necessrios para acesso devero ser construidas rigidamente
e capazes de suportar quatro vezes o peso de todos os materiais equipamento e pessoal
necessrio execuo dos trabalhos.
A pintura por pulverizao no permitida em reas de trabalho onde se estejam a fazer
soldaduras e/ou nas proximidades das reas em que haja chama nua ou calor excessivo ou
alta temperatura.
Aps a sua utilizao o Empreiteiro ser o responsvel pela remoo do local de pintura e
estaleiro de todos os materiais tais como, taras usadas, trapos, latas de tinta, trinchas e todo
o tipo de desperdcios de sua utilizao.
3.3. Preparao das superfcies
3.3.1. Decapagem por jacto abrasivo
Todas as soldaduras devero estar isentas de escrias, incluses de escrias e poros. As
reas adjacentes devero estar isentas de pingos de solda que devero ser removidas por
[ Estabilidade - Escrita ] [ 60 ]
esmerilamento ou por raspagem. Todos os depsitos de leo e massa sero removidos antes
da decapagem usando os solventes apropriados.
No caso de furos dever ter-se em especial ateno a remoo das rebarbas e gorduras.
A decapagem por jacto abrasivo dever ser efectuada usando equipamento apropriado ao fim
em vista.
Quando possvel, a decapagem a jacto dever ser feita numa oficina adequada ao fim em
vista. Quando a decapagem for feita no estaleiro e ao ar livre, no poder ser feita em
condies de tempo adversas.
O ar a utilizar no jacto dever ser isento de leo. Nas linhas de ar devero utilizar-se filtros de
humidade apropriados por forma a assegurar que o ar seja seco. Sero efectuados testes
para verificao destas condies.
A limpeza a jacto poder ser feita usando areia, p abrasivo vegetal, grenalha de ao ou
arame cortado.
O uso de areia dever ter em conta as exigncias das autoridades sanitrias locais.
Independentemente do material usado no jacto, este dever estar isento de matrias
estranhas tais como argila, humus, cloretos e betumes, e o tamanho da partcula ser de 250
a 2,000 mcron.
Em todos os casos as partculas de abrasivo e poeiras devero ser removidas da superfcie
limpa.
As superfcies devero estar isentas de leo, massa, ferrugem ou outros depsitos antes de
serem pintadas. Quando aplicvel poder ser feita a limpeza por vcuo. Todas as superfcies
limpas a jacto com a excepo do recobrimento de juntas e superfcies que devero ficar sem
pintura para soldadura no estaleiro, devero ser recobertas com o primrio dentro de quatro
horas aps a decapagem. Em nenhum caso podero ficar por pintar de um dia para o outro
as superfcies decapadas. Devero ser tomados todos os cuidados necessrios proteco
adequada de partes maquinadas ou por qualquer outra parte que no requeira decapagem e
pintura.
A decapagem em estaleiro s ser permitida em locais aprovados pelo Cliente.
[ Estabilidade - Escrita ] [ 61 ]
3.3.2. Limpeza com escova de arame
Antes da limpeza com escova de arame todas as soldaduras devero estar isentas de
escrias, incluses de escrias e poros.
As reas adjacentes devero estar limpas de pingos de solda que devero ser removidos por
solventes apropriados antes da utilizao da escova de arame. No caso de furos dever
ter-se em especial ateno as rebarbas e gorduras.
Aps o desengorduramento, todas as superfcies em ao devero ser raspadas e passadas
escova de arame para remover todas as crostas, ferrugem e matrias prejudiciais.
O Empreiteiro poder utilizar escovas de arame manuais, desde que o nvel de acabamento
exigido seja atingido. Sempre que necessrio, ser usado escovamento mecnico.
Finalmente as superfcies sero sopradas para limpeza usando ar comprimido seco e isento
de leo para remover poeiras e matrias soltas.
3.4. Exigncias Especiais
3.4.1. Estruturas metlicas. Preparao de superfcies
O esquema de pintura ser:
Limpeza Sa 2,5
1 x Primrio epoxy de zinco 50
A estrutura metlica exposta leva o seguinte acabamento:
2 x poliuretano de 2 componentes (2 x 40 )
A pintura final a dar estrutura metlica ser a cr de acordo com projecto de arquitectura.
[ Estabilidade - Escrita ] [ 62 ]
4. Tolerncia de fabricao e montagem de estruturas
4.1. Objectivo
A presente Especificao Tcnica tem como objectivo definir as tolerncias de fabricao e
recepo e montagem de materiais para a construo de estruturas metlicas.
4.2. Tolerncia de Perfis Laminados
As tolerncias admitidas esto explicitadas no seguinte quadro:
[ Estabilidade - Escrita ] [ 63 ]
Figura
Dimenso
nominal (mm)
Designao
Tolerancia
(mm)
80 < h < 120
120 < h < 180
180 < h < 400
400 < h < 500
500 < h < 600
Altura h
A altura medida no sentido da
alma
2
+ 3 - 2
3
4
5
80 < h < 120
120 < h < 180
180 < h < 360
360 < h < 600
Largura b
2
+ 3 - 2
3
4
80 < h < 120
120 < h < 270
270 < h < 600
Espessura da alma
0,5
0,75
1
80 < h < 120
120 < h < 270
270 < h < 600
Espessura das abas e
1
1,5
2
80 < h < 120
120 < h < 600
Defeito de esquadria t
t < 1
t < 1,5% de b
Comprimento L
L corresponde ao maior
comprimento utilizvel do perfil,
supondo as extermidades
cortadas em esquadria. Nos
casos de tolerncia reduzidas.
Os
dois comprimentos L e L
mximos
Empeno normal
h < 100
100 < h <200
200 < h < 400
400 < h
Encurvatura da alma f
f < 0,5
f < 1
f < 1,5
f < 2
h < 120
120 < h <270
Defeito de simetria
S =
b1 - b2
2
s < 1,5
s < 2,5
s < 3,5
h < 80
80 < h < 180
180 < h < 360
h < 360
Defeito do empeno q.
A flecha q medida no
comprimento L no plano da lama
e no plano da aba.
q < 0,40% L
q < 0,30% L
q < 0,15% L
q < 0,10% L
Tolerncias
correntes
50
+100
0
0
-100
reduzidas
25
10
5
[ Estabilidade - Escrita ] [64]
4.3. Tolerncias para Corte
4.3.1. As medies das peas sero feitas com fita mtrica metlica de exactido no menor
que 0,1 mm em cada metro.
4.3.2. As tolerncias nos comprimentos das peas sero as definidas na tabela seguinte:
Comprimento em m/m Tolerncia em m/m
at 1.000 2
de1.001 a 3.000 3
de 3.001 a 6.000 4
de 6.001 a 10.000 5
de 10.001 a 15.000 6
de 15.001 a 25.000 8
mais de 25.000 10
4.4. Tolerncia na Verticalidade das Colunas
A tolerncia na verticalidade das colunas ser o menor dos seguintes valores ou 20 m/m
4.5. Diversos
Nesta designao encontram-se englobados todos os trabalhos referentes empreitada e a
que se no fizeram referencias especiais.
A sua execuo dever ser esmerada e de acordo com as peas desenhadas e as normas
de boa tcnica.
* Unico - Tudo o que no presente Caderno de Encargos esteja omisso ser regulado pelas
boas regras de construo e da legislao em vigor.
5. Estrutura metlica "E.M."
5.1. Descrio do capitulo
Encontram-se compreendidos no preo destes artigos todos os trabalhos e fornecimentos
necessrios sua boa execuo e aplicao salientando-se de entre eles os que abaixo se
indicam:
O fornecimento e assentamento dos perfis e chapa.
[ Estabilidade - Escrita ] [65]
O acabamento com metalizao e pintura.
Os cortes e remates necessrios.
5.2. Condies tcnicas
Entre as vrias Condies Tcnicas a que deve obedecer ao trabalho indicado,
mencionam-se como merecendo especial referncia os que abaixo se indicam:
a) A estrutura de ferro ser realizada pelos perfis do projecto e chapa metlica, em acordo
com os desenhos de pormenor.
b) As unies entre perfis e chapas sero soldadas por soldadura de eficincia comprovada
e seguindo as boas tcnicas que estes trabalhos impe.
c) Todos os elementos de ferro sero tratados conforme especificado no item 3.4.
d) Ser encargo do Empreiteiro apresentar os resultados de ensaios e verificaes
realizados pelo ISQ (Instituto de Soldadura e Qualidade) ou Rinave sobre a qualidade
dos tratamentos e soldaduras empregues na estrutura, caso seja fabricada em territrio
Portugus.
Dever o Empreiteiro apresentar 3 relatrios, um em fase de montagem, outro em fase de
metalizao e um outro em fase de obra.
[ Estabilidade - Escrita ] [66]
3. Diversos
3.1 Revestimento superior
Est includo neste artigo o fornecimento e montagem de camada de cobertura constituda por:
camada de cobertura em perfil trapezoidal com espessura no inferior a 0,80mm e altura no
inferior a 90mm cor RAL de acordo com elementos de arquitectura, apoiada em vigas
metlicas galvanizadas, contnuas, constitudas por perfis tipo U 200 com 2.50mm de
espessura em chapa perfilada.
[ Estabilidade - Escrita ] [67]
3.2 Revestimento lateral
Revestimento lateral em alvenaria e chapa galvanizada e lacada em perfil trapezoidal com
espessura no inferior a 0,6mm e altura no inferior a 30mm.
No preo deste artigo, dever o empreiteiro atender existncia da platibanda de acordo com
as peas desenhadas.
[ Estabilidade - Escrita ] [68]
3.3 Rufos e Caleiras
Neste artigo esto includos todos os trabalhos necessrios execuo e fornecimento de
todas as caleiras e rufos de acordo com as peas desenhadas.
Caleira simples com 1.25mm de espessura.
Rufo de acabamento em chapa de ao quinada e lacada cor RAL de acordo com elementos
de arquitectura.
[ Estabilidade - Escrita ] [69]
3.4 Tubos de queda
Inclui-se neste artigo o fornecimento e a colocao dos tubos de queda para guas pluviais.
Estes tubos sero em PVC e com os dimetros indicados nas peas desenhadas referente a
esta especialidade.
Inclui-se todos os acessrios necessrios, abraadeiras, ligaes curvas, etc.
[ Estabilidade - Escrita ] [70]
3.5 Ralos de pinha
Os tubos de queda destinados exclusivamente conduo de guas pluviais, tero nas suas
extremidades superiores ralos de pinha, com dimenso adequada aos tubos onde se inserem e
solidez que garanta a sua eficcia e durabilidade.
A rea til dos ralos de pinha dever ser igual ou superior a 1.5 vezes a rea da seco dos
respectivos tubos de queda.
O adjudicatrio dever apresentar especificaes tcnicas, bem como documentos de
homologao, para uma correcta apreciao tcnica da proposta e aprovao por parte da
Fiscalizao.
Portugal, Coimbra, 29 de Abril de 2008
[ Estabilidade - Escrita ] [71]
Fe
3+
Sociedade Portuguesa de Projectos, Lda
rua cidade poitiers 171 a/b | 3000 108 Coimbra Portugal | 00 351 239 49 61 74 | 00 351 239 49 61 74
vlemos.lemos@gmail.com
Anda mungkin juga menyukai
- Exemplo CADERNO de ENCARGOSDokumen62 halamanExemplo CADERNO de ENCARGOSRui Prates100% (1)
- Exercícios Sobre Compósitos by FabricioDokumen8 halamanExercícios Sobre Compósitos by FabricioFabrício SouzaBelum ada peringkat
- Livro de ComprasDokumen1 halamanLivro de ComprasMarlon NevesBelum ada peringkat
- Laje 2-01Dokumen1 halamanLaje 2-01Marlon NevesBelum ada peringkat
- Livro de ComprasDokumen1 halamanLivro de ComprasMarlon NevesBelum ada peringkat
- Vicaima-Casquinha Branca 1Dokumen1 halamanVicaima-Casquinha Branca 1Marlon NevesBelum ada peringkat
- Aquastop 70 - 14 - (PT)Dokumen2 halamanAquastop 70 - 14 - (PT)Marlon NevesBelum ada peringkat
- Colectanea Segurador2012 NetDokumen386 halamanColectanea Segurador2012 NetMarlon NevesBelum ada peringkat
- FOC Transparencia - Relatorio Unidade Tecnica Sem Apendice VDokumen90 halamanFOC Transparencia - Relatorio Unidade Tecnica Sem Apendice VMarlon NevesBelum ada peringkat
- Referencia Basica PDFDokumen1 halamanReferencia Basica PDFMarlon NevesBelum ada peringkat
- Pré Dimensionamento Estrutura MetalicaDokumen19 halamanPré Dimensionamento Estrutura MetalicaFelipe IsoppoBelum ada peringkat
- Dec Sot BT PTDokumen1 halamanDec Sot BT PTMarlon NevesBelum ada peringkat
- Betão e Controle de QualidadeDokumen418 halamanBetão e Controle de QualidadeNuno BatistaBelum ada peringkat
- Paineis Sandwich de Cobertura ArcelorMittal Construção Portugal - Dez - 2011Dokumen20 halamanPaineis Sandwich de Cobertura ArcelorMittal Construção Portugal - Dez - 2011neveselisaBelum ada peringkat
- Auto Nº 1Dokumen5 halamanAuto Nº 1Marlon NevesBelum ada peringkat
- PT Obra Julia TeixeiraDokumen1 halamanPT Obra Julia TeixeiraMarlon NevesBelum ada peringkat
- Cálculo Das Madres de Cobertura 4.1xDokumen5 halamanCálculo Das Madres de Cobertura 4.1xRSPRamiroBelum ada peringkat
- Código LaboralDokumen64 halamanCódigo Laboraloeliasmoderno100% (2)
- Rectific - Portaria 41 2011 Seg - Resp.civil GabinetesDokumen68 halamanRectific - Portaria 41 2011 Seg - Resp.civil GabinetesMarlon NevesBelum ada peringkat
- DL1-2007 11 Mai PDFDokumen47 halamanDL1-2007 11 Mai PDFMarlon NevesBelum ada peringkat
- Regulamento EstradaDokumen24 halamanRegulamento EstradaMarlon NevesBelum ada peringkat
- MD Térmica FinalDokumen21 halamanMD Térmica FinalMarlon NevesBelum ada peringkat
- DA 34 NetDokumen40 halamanDA 34 Netblasfak15Belum ada peringkat
- Cálculo Das Madres de Cobertura 4.1xDokumen5 halamanCálculo Das Madres de Cobertura 4.1xRSPRamiroBelum ada peringkat
- Lei 26 Viii 2013 NCBFDokumen34 halamanLei 26 Viii 2013 NCBFMarlon NevesBelum ada peringkat
- Apostila de Fundações - Módulo 6Dokumen19 halamanApostila de Fundações - Módulo 6Marlon NevesBelum ada peringkat
- RELATÓRIO (IMPortuário)Dokumen7 halamanRELATÓRIO (IMPortuário)Marlon NevesBelum ada peringkat
- Cálculo Das Madres de Cobertura 4.1xDokumen5 halamanCálculo Das Madres de Cobertura 4.1xRSPRamiroBelum ada peringkat
- Pré Dimensionamento Estrutura MetalicaDokumen19 halamanPré Dimensionamento Estrutura MetalicaFelipe IsoppoBelum ada peringkat
- Impermeabilizacao ForroDokumen16 halamanImpermeabilizacao ForroMarlon NevesBelum ada peringkat
- Avaliação de Custos Mão de ObraDokumen42 halamanAvaliação de Custos Mão de ObraMarlon NevesBelum ada peringkat
- NTC 811503 - Cruzetas de Concreto ArmadoDokumen17 halamanNTC 811503 - Cruzetas de Concreto ArmadoZe JuliaoBelum ada peringkat
- Concreto ProjetadoDokumen45 halamanConcreto ProjetadoMateus UriasBelum ada peringkat
- Resumo - Aula 1 - Aglomerantes (Cimento)Dokumen12 halamanResumo - Aula 1 - Aglomerantes (Cimento)Susana OliveiraBelum ada peringkat
- Lista de ExerciciosDokumen9 halamanLista de ExerciciosRaphael DE Martin GonçalvesBelum ada peringkat
- Orcamento Tanque SodmacDokumen4 halamanOrcamento Tanque SodmacHeloise Gomes FerreiraBelum ada peringkat
- Métodos de Estabilização Do Solo para Fins de PavimentaçãoDokumen25 halamanMétodos de Estabilização Do Solo para Fins de PavimentaçãoTico AngeloBelum ada peringkat
- TCC II Paulo FinalizadoDokumen17 halamanTCC II Paulo FinalizadoPaulo Jeske jrBelum ada peringkat
- Apostila Concreto Armado Libanio ReduzidaDokumen125 halamanApostila Concreto Armado Libanio ReduzidaAdrian ValentinaBelum ada peringkat
- Procedimento Bloqueio ElétricoDokumen20 halamanProcedimento Bloqueio ElétricoGuilherme Scudeller PenaBelum ada peringkat
- Caderno Modelo Ago 2021 (Viapol Especificacao)Dokumen127 halamanCaderno Modelo Ago 2021 (Viapol Especificacao)MelMorenaVarjãoBelum ada peringkat
- Cimentos Odontol-Gicos (Modo de CompatibilidadeDokumen39 halamanCimentos Odontol-Gicos (Modo de CompatibilidadeelsecoelhoBelum ada peringkat
- REG-30 Dados Ensaios Argamassa Colante IndustrializadaDokumen5 halamanREG-30 Dados Ensaios Argamassa Colante IndustrializadaEdson Ferreira do NascimentoBelum ada peringkat
- Alvenaria Estrutural MONOgrafiaDokumen15 halamanAlvenaria Estrutural MONOgrafiaOrton CalimaBelum ada peringkat
- Emaco P22Dokumen2 halamanEmaco P22Klarc CamachoBelum ada peringkat
- Dimensionamento MicroestacasDokumen102 halamanDimensionamento MicroestacasAndersonBelum ada peringkat
- Ligantes 2010 PDFDokumen122 halamanLigantes 2010 PDFNunoBelum ada peringkat
- Fundação Carmelitana Mário Palmério Faculdade de Ciências Humanas E Sociais Curso de Engenharia CivilDokumen46 halamanFundação Carmelitana Mário Palmério Faculdade de Ciências Humanas E Sociais Curso de Engenharia CivilJoão VictorBelum ada peringkat
- Atividade Avaliativa ThiagoDokumen7 halamanAtividade Avaliativa ThiagoThiago RibeiroBelum ada peringkat
- Tabela SINAPI Marà o 2008Dokumen145 halamanTabela SINAPI Marà o 2008Paulo FrançaBelum ada peringkat
- Aulas 1.2 - Pavimentacao-Materiais - 21 - 08Dokumen71 halamanAulas 1.2 - Pavimentacao-Materiais - 21 - 08Larissa Oliveira100% (1)
- Aula CarbonataçãoDokumen10 halamanAula CarbonataçãoIntegra FeiraBelum ada peringkat
- Cimentos OdontológicosDokumen4 halamanCimentos OdontológicosChina 2021Belum ada peringkat
- Construção de PavimentosDokumen64 halamanConstrução de PavimentosLuanna PegorettiBelum ada peringkat
- Imagens - Correias - Especificaçâo BasicaDokumen32 halamanImagens - Correias - Especificaçâo BasicaAlex SilvaBelum ada peringkat
- Adição de Areia em Substituição Parcial Ao Cimento em Concreto PermeávelDokumen13 halamanAdição de Areia em Substituição Parcial Ao Cimento em Concreto PermeávelcamilaabelhaBelum ada peringkat
- Vidro e CimentoDokumen50 halamanVidro e CimentoCassia Porto Clemente100% (1)
- Construção Bloco Com Solo CimentoDokumen3 halamanConstrução Bloco Com Solo CimentoJéssica Lins LimaBelum ada peringkat
- FT Plasteel Ceramico Pintavel AzulDokumen6 halamanFT Plasteel Ceramico Pintavel AzulRaimundo MirandaBelum ada peringkat