Anda mungkin juga menyukai
- An Optimization Study On Soot-Blowing of Air Preheaters in Coal-Fired Power Plant BoilersDokumen15 halamanAn Optimization Study On Soot-Blowing of Air Preheaters in Coal-Fired Power Plant BoilersavgpaulBelum ada peringkat
- Refinery Fuel System Control Optimisation ERTC Computing 2004Dokumen27 halamanRefinery Fuel System Control Optimisation ERTC Computing 2004ShankarMukherjeeBelum ada peringkat
- Optimization of Startups - RTPDokumen11 halamanOptimization of Startups - RTPmoh1234buk100% (1)
- Highly Efficient Supercritical Power Plants ExplainedDokumen57 halamanHighly Efficient Supercritical Power Plants Explainedmkchy12100% (4)
- Development of A Dynamic Model and Control System For Load-Following Studies of Supercritical Pulverized Coal Power PlantsDokumen21 halamanDevelopment of A Dynamic Model and Control System For Load-Following Studies of Supercritical Pulverized Coal Power PlantsGaurav MirlekarBelum ada peringkat
- Hierarchical Control Scheme Chain-Grate Stoker Coal CombustionDokumen6 halamanHierarchical Control Scheme Chain-Grate Stoker Coal CombustionVan Luong BuiBelum ada peringkat
- Comparing Advanced Combined Cycle Configurations to Improve EfficiencyDokumen9 halamanComparing Advanced Combined Cycle Configurations to Improve Efficiencyank_mehraBelum ada peringkat
- Energies: An Optimization Study On Soot-Blowing of Air Preheaters in Coal-Fired Power Plant BoilersDokumen15 halamanEnergies: An Optimization Study On Soot-Blowing of Air Preheaters in Coal-Fired Power Plant BoilersArdhi Angga SBelum ada peringkat
- 3rd I-CIPEC Babcock & Wilcox VolundDokumen5 halaman3rd I-CIPEC Babcock & Wilcox VolundMatias MancillaBelum ada peringkat
- Applied Thermal Engineering: J. Blondeau, R. Kock, J. Mertens, A.J. Eley, L. HolubDokumen6 halamanApplied Thermal Engineering: J. Blondeau, R. Kock, J. Mertens, A.J. Eley, L. HolubArdhi Angga SBelum ada peringkat
- Article Optical PyrometryDokumen8 halamanArticle Optical PyrometryCowdrey IlanBelum ada peringkat
- PF Flo PaperDokumen11 halamanPF Flo PapernikhildkhannaBelum ada peringkat
- Organic Rankine Cycle Power PlantDokumen6 halamanOrganic Rankine Cycle Power PlantPower PowerBelum ada peringkat
- Design of Waste Heat BoilerDokumen64 halamanDesign of Waste Heat BoilertelldivyaBelum ada peringkat
- Elements of Electrical Power Systems-Lec02Dokumen14 halamanElements of Electrical Power Systems-Lec02ammr nigaBelum ada peringkat
- FILE - 20201025 - 102401 - PAPER - GHGT14 - 948 - Flexibility - Efficiency - Steam - CCSDokumen10 halamanFILE - 20201025 - 102401 - PAPER - GHGT14 - 948 - Flexibility - Efficiency - Steam - CCSNGUYEN QUANGBelum ada peringkat
- Circulating Fluidized Bed Technology Scaling Up to Utility SizesDokumen9 halamanCirculating Fluidized Bed Technology Scaling Up to Utility SizesErl SuperalBelum ada peringkat
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Dokumen5 halamanOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- Power Plant Familirization - NTPCDokumen489 halamanPower Plant Familirization - NTPCminksy051100% (8)
- Steam Production Optimization in A Petrochemical Industry: AbstractDokumen10 halamanSteam Production Optimization in A Petrochemical Industry: AbstractRida AhmadBelum ada peringkat
- An Expert System Concept For Diagnosis and Monitoring of Gas Turbine Combustion ChambersDokumen6 halamanAn Expert System Concept For Diagnosis and Monitoring of Gas Turbine Combustion ChamberssenthilBelum ada peringkat
- T S - 3 Efficiency Improvement in Auxiliary EquipementDokumen59 halamanT S - 3 Efficiency Improvement in Auxiliary Equipementmoorthymtps_54120305Belum ada peringkat
- 1 s2.0 S1359431114011053 MainDokumen28 halaman1 s2.0 S1359431114011053 MainAnitha Kumari SivathanuBelum ada peringkat
- Esl Ie 81 04 02Dokumen4 halamanEsl Ie 81 04 02majmor-1Belum ada peringkat
- Advanced Sensors and Control Requirements For Multi-Burner Pulverized Coal-Fired BoilersDokumen6 halamanAdvanced Sensors and Control Requirements For Multi-Burner Pulverized Coal-Fired Boilersramasamy123Belum ada peringkat
- 8406 Steam TurbinesDokumen5 halaman8406 Steam Turbinesdavih007Belum ada peringkat
- IIT Bombay Chemical Engineering Mini Project Analysis of Piping Network and Natural Gas ReformerDokumen3 halamanIIT Bombay Chemical Engineering Mini Project Analysis of Piping Network and Natural Gas ReformerFake Account 1Belum ada peringkat
- Operational Flexibility of A CDokumen27 halamanOperational Flexibility of A CKim Howard CastilloBelum ada peringkat
- Metallurgical Coke Oven Operation - Automation AspectsDokumen19 halamanMetallurgical Coke Oven Operation - Automation AspectsUdhayakumar VenkataramanBelum ada peringkat
- 04.section I - Steam, Its Generation & Use, 41 - EdDokumen193 halaman04.section I - Steam, Its Generation & Use, 41 - EdMayur Patel100% (1)
- Pulverized Coal and Igcc Plant Cost and Performance EstimatesDokumen22 halamanPulverized Coal and Igcc Plant Cost and Performance EstimatesVinod DahiyaBelum ada peringkat
- PDFDokumen15 halamanPDFJohansen HasugianBelum ada peringkat
- Neuro-Fuzzy Controller For Gas Turbine in Biomass-Based Electric Power PlantDokumen13 halamanNeuro-Fuzzy Controller For Gas Turbine in Biomass-Based Electric Power Plantmbg2012Belum ada peringkat
- Assement of Bag Filter Vs ESP CPCBDokumen133 halamanAssement of Bag Filter Vs ESP CPCBdehriya100% (1)
- Flue Gas Desulfurization at High Temperatures: A ReviewDokumen24 halamanFlue Gas Desulfurization at High Temperatures: A ReviewHuy NguyễnBelum ada peringkat
- Modelling of Flexible Boiler Operation in Coal FirDokumen8 halamanModelling of Flexible Boiler Operation in Coal FirAl Qohyum FernandoBelum ada peringkat
- Steam Power Plant: Pros & Cons: What This Power Station Presents Advantages DisadvantagesDokumen4 halamanSteam Power Plant: Pros & Cons: What This Power Station Presents Advantages DisadvantagesyanbladeBelum ada peringkat
- Combustion PatternDokumen8 halamanCombustion Patternkiran6865100% (1)
- Siemens Boiler Control OverviewDokumen12 halamanSiemens Boiler Control OverviewAnonymous zMWvcTBelum ada peringkat
- Christer Wik, Heikki Salminen Klaus Hoyer Christoph Mathey, Stefan Vögeli Panagiotis KyrtatosDokumen14 halamanChrister Wik, Heikki Salminen Klaus Hoyer Christoph Mathey, Stefan Vögeli Panagiotis KyrtatosKapil PaganiBelum ada peringkat
- Boiler Und TurbineDokumen24 halamanBoiler Und TurbineRoger GimenesBelum ada peringkat
- Metrology For Improved Power Plant EfficiencyDokumen5 halamanMetrology For Improved Power Plant EfficiencyhamidkatebiBelum ada peringkat
- Application of Measuring Gas Flow in The DowncomerDokumen4 halamanApplication of Measuring Gas Flow in The DowncomerAhmad NilBelum ada peringkat
- Air MoniterDokumen108 halamanAir MoniterManoj UpadhyayBelum ada peringkat
- An Optimal Regulation Model For Steam Piping System of Large-Scale Steel EnterpriseDokumen4 halamanAn Optimal Regulation Model For Steam Piping System of Large-Scale Steel EnterpriseAnonymous PkeI8e84RsBelum ada peringkat
- Appendix 5A: Natural Gas Use in Industrial BoilersDokumen7 halamanAppendix 5A: Natural Gas Use in Industrial BoilersbarmarwanBelum ada peringkat
- Coal MillDokumen6 halamanCoal MillAnonymous NxpnI6jCBelum ada peringkat
- Dynamic Models of Wind Farms For Power System Studies - Status by IEA Wind R&D Annex 21Dokumen8 halamanDynamic Models of Wind Farms For Power System Studies - Status by IEA Wind R&D Annex 21ajitborseBelum ada peringkat
- Evaporative CoolerDokumen6 halamanEvaporative Coolersujiv_sujiv1278Belum ada peringkat
- Measurements and Controls in Boiler PlantsDokumen16 halamanMeasurements and Controls in Boiler PlantsRajneesh VachaspatiBelum ada peringkat
- 2010 Improving Steel Plant Work Environment r2Dokumen14 halaman2010 Improving Steel Plant Work Environment r2Khalil LasferBelum ada peringkat
- Slagging Monitoring and Soot-Blowing - Final AAM-Accepted 19 Feb 2021Dokumen29 halamanSlagging Monitoring and Soot-Blowing - Final AAM-Accepted 19 Feb 2021Tapan GhongadeBelum ada peringkat
- Effect of Ignition Timing On Fuel Consumption and EmissionsDokumen11 halamanEffect of Ignition Timing On Fuel Consumption and Emissionsjlee_296737Belum ada peringkat
- Assignment On Natural GasDokumen7 halamanAssignment On Natural GasDonald Oseghale OkohBelum ada peringkat
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsDari EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsBelum ada peringkat
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesDari EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesBelum ada peringkat
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideDari EverandHydraulics and Pneumatics: A Technician's and Engineer's GuidePenilaian: 4 dari 5 bintang4/5 (8)
- Seating ArrangementDokumen1 halamanSeating ArrangementShrinivas PrabhuBelum ada peringkat
- Diffraction Modified Aug2011Dokumen93 halamanDiffraction Modified Aug2011Shrinivas PrabhuBelum ada peringkat
- Project Report: Vocational Training atDokumen32 halamanProject Report: Vocational Training atShrinivas PrabhuBelum ada peringkat
- Chapter 2Dokumen82 halamanChapter 2Kavitha Selvaraj50% (2)
- General Category-Fee Circular For Ay 2013-14Dokumen1 halamanGeneral Category-Fee Circular For Ay 2013-14Shrinivas PrabhuBelum ada peringkat
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Sangam Vartha IV IssueDokumen8 halamanSangam Vartha IV IssueShrinivas PrabhuBelum ada peringkat
- Manipal BTech Phys Course Plan 2014janDokumen4 halamanManipal BTech Phys Course Plan 2014janShrinivas PrabhuBelum ada peringkat
- Sangam Vartha IV IssueDokumen8 halamanSangam Vartha IV IssueShrinivas PrabhuBelum ada peringkat
- A Technical Guide To Stepper MotorsDokumen6 halamanA Technical Guide To Stepper MotorsShrinivas PrabhuBelum ada peringkat
- Step Motor BasicsDokumen2 halamanStep Motor BasicsShrinivas PrabhuBelum ada peringkat
- Stepper Motor OperationDokumen6 halamanStepper Motor OperationPavan KumarBelum ada peringkat
- MM Soil 280311Dokumen217 halamanMM Soil 280311AnandKuttiyanBelum ada peringkat
- Stepper Motor OperationDokumen6 halamanStepper Motor OperationPavan KumarBelum ada peringkat
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Atomic Physics Modified-RPDokumen73 halamanAtomic Physics Modified-RPShrinivas PrabhuBelum ada peringkat
- Read MeDokumen1 halamanRead MeShrinivas PrabhuBelum ada peringkat
- Step Motor BasicsDokumen2 halamanStep Motor BasicsShrinivas PrabhuBelum ada peringkat
- 7 SegmentasDokumen7 halaman7 SegmentasShrinivas PrabhuBelum ada peringkat
- Control System 1Dokumen34 halamanControl System 1Shrinivas Prabhu100% (4)
- Case Studies Based On NI HardwareDokumen29 halamanCase Studies Based On NI HardwareShrinivas PrabhuBelum ada peringkat
- Control System 1Dokumen34 halamanControl System 1Shrinivas Prabhu100% (4)
- Project #5 Even and Odd Signals: S S L U M (© 2 0 0 1, M H - A)Dokumen3 halamanProject #5 Even and Odd Signals: S S L U M (© 2 0 0 1, M H - A)Shrinivas PrabhuBelum ada peringkat
- 2 DiffractdionDokumen124 halaman2 DiffractdionShrinivas PrabhuBelum ada peringkat
- An Open Clinical Study To Evaluate Safety and Efficacy of Hairzone Solution in The Management of Diffuse Hair LossDokumen4 halamanAn Open Clinical Study To Evaluate Safety and Efficacy of Hairzone Solution in The Management of Diffuse Hair LossShrinivas PrabhuBelum ada peringkat
- Laplace Circuit AnalysisDokumen25 halamanLaplace Circuit AnalysisLighto LastoBelum ada peringkat
- General Category-Fee Circular For Ay 2013-14Dokumen1 halamanGeneral Category-Fee Circular For Ay 2013-14Shrinivas PrabhuBelum ada peringkat
- MartiniDokumen3 halamanMartinivitubioluBelum ada peringkat
- MCQS Computer Terminology Practice QuestionsDokumen129 halamanMCQS Computer Terminology Practice QuestionsCalvin GreenBelum ada peringkat
- CAD1 AssignmentDokumen11 halamanCAD1 AssignmentJohn2jBelum ada peringkat
- Sample Purchase Specification For ClariflocculatorDokumen1 halamanSample Purchase Specification For Clariflocculatorcontactdevansh1174Belum ada peringkat
- Lotus 1-2-3 For WindowsDokumen75 halamanLotus 1-2-3 For Windowskennedy_saleh100% (1)
- Sru Flow DiagramDokumen1 halamanSru Flow Diagrampppppp5Belum ada peringkat
- Grounding and JumperingDokumen16 halamanGrounding and Jumperingferreiramarco56Belum ada peringkat
- 1 s2.0 S0038080612000790 Main PDFDokumen16 halaman1 s2.0 S0038080612000790 Main PDFJuanSebastianGamezBelum ada peringkat
- Calgon Tech SpecDokumen4 halamanCalgon Tech SpecDanStratoBelum ada peringkat
- TV Compatibility with Verbatim HDDsDokumen2 halamanTV Compatibility with Verbatim HDDsmirciulicacatyBelum ada peringkat
- Lithography GuideDokumen29 halamanLithography GuidezanibtahiraBelum ada peringkat
- Cs 180 Notes UCLADokumen3 halamanCs 180 Notes UCLAnattaq12345Belum ada peringkat
- AASHTO T283-22 Standard Method of Test for Resistance of Compacted Asphalt Mixtures to Moisture-Induced DamageDokumen11 halamanAASHTO T283-22 Standard Method of Test for Resistance of Compacted Asphalt Mixtures to Moisture-Induced DamageErnesto Oscar VidelaBelum ada peringkat
- Method StatementDokumen2 halamanMethod StatementKumar Jbs100% (1)
- LDX2101 Spec SheetDokumen2 halamanLDX2101 Spec SheetGaurav NarulaBelum ada peringkat
- Coco Press KitDokumen55 halamanCoco Press KitPaula RiddenBelum ada peringkat
- Analysis, Specification and Estimate On Road WorksDokumen71 halamanAnalysis, Specification and Estimate On Road WorksAnonymous BACdUNvPZ280% (5)
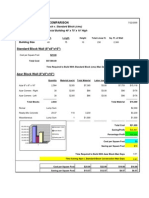
- AZAR Block CostcomparisonDokumen8 halamanAZAR Block CostcomparisontckittuBelum ada peringkat
- Ps 1 SolDokumen3 halamanPs 1 SolPang XsBelum ada peringkat
- Scania 12L - EMS - Operator - Manual - enDokumen60 halamanScania 12L - EMS - Operator - Manual - enАнатолий ЩербаковBelum ada peringkat
- Please Note That This Form Details Exploration and Production Api Titles Available For OrderDokumen8 halamanPlease Note That This Form Details Exploration and Production Api Titles Available For Orderhaotran68Belum ada peringkat
- Permeability: The Key to ProductionDokumen30 halamanPermeability: The Key to ProductionDarshak Sakhreliya100% (1)
- AMS Thread Size ChartDokumen4 halamanAMS Thread Size Chartarunvelu_1250% (2)
- Power Transmission, Distribution and Utilization: Lecture# 13 &14: Underground CablesDokumen29 halamanPower Transmission, Distribution and Utilization: Lecture# 13 &14: Underground CablesPhD EEBelum ada peringkat
- Microcontrolled Electromagnetic Engine: Atul Kumar Singh, Prabhat Ranjan TripathiDokumen4 halamanMicrocontrolled Electromagnetic Engine: Atul Kumar Singh, Prabhat Ranjan TripathiTarun SinghBelum ada peringkat
- SW-TS40T Sub-Miniature Toggle SwitchesDokumen4 halamanSW-TS40T Sub-Miniature Toggle SwitchesVALTERBelum ada peringkat
- Memory Map and Address DecodingDokumen9 halamanMemory Map and Address DecodingGhozi AlBelum ada peringkat
- Huawei EHuawei - Erelay - Solution - OverviewRelay Solution OverviewDokumen31 halamanHuawei EHuawei - Erelay - Solution - OverviewRelay Solution Overviewtariq8283% (6)
- Predicting and understanding rolling contact fatigue in wheels and railsDokumen7 halamanPredicting and understanding rolling contact fatigue in wheels and railsmilikanBelum ada peringkat
- CH (1) : Introduction: 1.1: Database Management SystemsDokumen5 halamanCH (1) : Introduction: 1.1: Database Management SystemsaboalfotohBelum ada peringkat
- Sallyport MBI Bifold BrochureDokumen6 halamanSallyport MBI Bifold BrochureameraldaherBelum ada peringkat
- Operators Manuel International Cub Cadet 72, 104, 105, 124, ZND 125 TractorsDokumen44 halamanOperators Manuel International Cub Cadet 72, 104, 105, 124, ZND 125 Tractorsfundreamer1Belum ada peringkat