Anda mungkin juga menyukai
- Boquilla - Hotmelt ModelDokumen1 halamanBoquilla - Hotmelt ModelaleskytronBelum ada peringkat
- Bochas Y Piramides: Diámetro Ancho Alto Peso Aluminioaluminio BronceDokumen2 halamanBochas Y Piramides: Diámetro Ancho Alto Peso Aluminioaluminio BroncealeskytronBelum ada peringkat
- Toshiba Machine PDFDokumen2 halamanToshiba Machine PDFaleskytron100% (2)
- Comparison of Bottle Wall Thickness Distribution PDFDokumen6 halamanComparison of Bottle Wall Thickness Distribution PDFaleskytronBelum ada peringkat
- Insulin, HumanDokumen3 halamanInsulin, HumanaleskytronBelum ada peringkat
- How To Solve Blow Molding Problems PDFDokumen24 halamanHow To Solve Blow Molding Problems PDFaleskytron100% (2)
- Demag en PDFDokumen36 halamanDemag en PDFaleskytronBelum ada peringkat
- T-SIM Thermoforming SimulationDokumen4 halamanT-SIM Thermoforming SimulationaleskytronBelum ada peringkat
- Injection MoldingDokumen15 halamanInjection Moldingvalvan1988Belum ada peringkat
- J Ade PDFDokumen15 halamanJ Ade PDFaleskytronBelum ada peringkat
- Toshiba Machine PDFDokumen2 halamanToshiba Machine PDFaleskytron100% (2)
- MCAMX5 Quick Ref CardDokumen6 halamanMCAMX5 Quick Ref CardtobichBelum ada peringkat
- MCAMX5 Administrator Guide PDFDokumen46 halamanMCAMX5 Administrator Guide PDFaleskytronBelum ada peringkat
- MCAMX5 Administrator Guide PDFDokumen46 halamanMCAMX5 Administrator Guide PDFaleskytronBelum ada peringkat
- MCAMX5 NCI Parameter Ref PDFDokumen460 halamanMCAMX5 NCI Parameter Ref PDFaleskytronBelum ada peringkat
- Version 9 To X: Function MapDokumen31 halamanVersion 9 To X: Function Mapaleskytron100% (1)
- MCAMX6 Toolpath Refinement AdvertisementDokumen2 halamanMCAMX6 Toolpath Refinement AdvertisementPacho SanchezBelum ada peringkat
- MCAMX5 PostDebuggerUG PDFDokumen72 halamanMCAMX5 PostDebuggerUG PDFaleskytronBelum ada peringkat
- Generate 3D Gear Templates with Gearotic Motion SoftwareDokumen85 halamanGenerate 3D Gear Templates with Gearotic Motion SoftwarealeskytronBelum ada peringkat
- Instructions - Rubicks Cube PDFDokumen6 halamanInstructions - Rubicks Cube PDFaleskytronBelum ada peringkat
- ARBURG ALLROUNDER 470S TD 528481 en GB PDFDokumen6 halamanARBURG ALLROUNDER 470S TD 528481 en GB PDFaleskytronBelum ada peringkat
- The Sacred Beetle PDFDokumen185 halamanThe Sacred Beetle PDFaleskytronBelum ada peringkat
- Dme Comp MoldesDokumen186 halamanDme Comp MoldesNuno CamarinhoBelum ada peringkat
- Extrusion Die DesignDokumen17 halamanExtrusion Die Designkkatarn327Belum ada peringkat
- Part and Mold DesignDokumen174 halamanPart and Mold DesignDeepti KanadeBelum ada peringkat
- Blow Moulding Processing Manual: Dupont Engineering PolymersDokumen24 halamanBlow Moulding Processing Manual: Dupont Engineering PolymersSandeep LeeBelum ada peringkat
- Plastics company preform weight data sheetDokumen1 halamanPlastics company preform weight data sheetaleskytronBelum ada peringkat
- Preforma 16 G PDFDokumen1 halamanPreforma 16 G PDFaleskytronBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Tibben-Lembke Differences Between Forward and Reverse Logistics in RetailDokumen12 halamanTibben-Lembke Differences Between Forward and Reverse Logistics in RetailSarah ErikaBelum ada peringkat
- Analyzing a Trading Company's Supply ChainDokumen3 halamanAnalyzing a Trading Company's Supply ChainVasco TorgalBelum ada peringkat
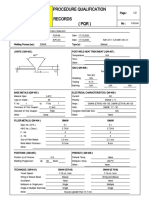
- Procedure Qualification Record PQRDokumen2 halamanProcedure Qualification Record PQRWalid BdeirBelum ada peringkat
- Mastertop 1328 AsDokumen3 halamanMastertop 1328 AsDoby YuniardiBelum ada peringkat
- ch03 PDFDokumen9 halamanch03 PDFFaisal MumtazBelum ada peringkat
- Supply Range of AISI M42 Tool Steel High SpeedDokumen4 halamanSupply Range of AISI M42 Tool Steel High SpeedSama UmateBelum ada peringkat
- Surface Vehicle Recommended Practice: Rev. FEB2001Dokumen10 halamanSurface Vehicle Recommended Practice: Rev. FEB2001san moedanoBelum ada peringkat
- MIL-C-26482G - Hermetic Electrical Connectors (Pressure Switch)Dokumen67 halamanMIL-C-26482G - Hermetic Electrical Connectors (Pressure Switch)daymonBelum ada peringkat
- Lika ImpexDokumen3 halamanLika ImpexMarlind3Belum ada peringkat
- Supply Chain Management EssentialsDokumen41 halamanSupply Chain Management Essentialsvnewaskar_1Belum ada peringkat
- Masood Textile Mills LTD.: Supply Chain ManagementDokumen11 halamanMasood Textile Mills LTD.: Supply Chain ManagementTàlhà Bïn TàrïqBelum ada peringkat
- DCSP Tig Welding of Aa2219 Aluminum AlloyDokumen14 halamanDCSP Tig Welding of Aa2219 Aluminum AlloySgk ManikandanBelum ada peringkat
- Product, Process and Schedule DesignDokumen48 halamanProduct, Process and Schedule Designjeff09028850% (2)
- Manufacturing Processes and Machine Tools GuideDokumen619 halamanManufacturing Processes and Machine Tools GuidePrasanth Kumar100% (1)
- Supply Chain Process of HPCLDokumen27 halamanSupply Chain Process of HPCLAvinaba HazraBelum ada peringkat
- Demand Flow Technology links processes to customer demandDokumen8 halamanDemand Flow Technology links processes to customer demandSantiago AntonioBelum ada peringkat
- 45 Manufacturing of High Precision BoresDokumen169 halaman45 Manufacturing of High Precision BoresTuấnAnhBelum ada peringkat
- Textile Printing: Sri Lanka Institute of Texte & ApparelDokumen40 halamanTextile Printing: Sri Lanka Institute of Texte & ApparelAjith SatyapalaBelum ada peringkat
- Qms Guidelines Appendix A 0Dokumen3 halamanQms Guidelines Appendix A 0BranErikBelum ada peringkat
- Lathe Bed DesignDokumen56 halamanLathe Bed DesignMike100% (4)
- Mapal News 2013 enDokumen20 halamanMapal News 2013 ensivanesanmailBelum ada peringkat
- GMP Manual IvzDokumen36 halamanGMP Manual IvzLaith Abdul RahimBelum ada peringkat
- Chapter Two Traditional Material Removal Processes MachiningDokumen21 halamanChapter Two Traditional Material Removal Processes MachiningkidusBelum ada peringkat
- Avon Sb122 - Gas Generator Lubricating Oil SpecificationDokumen9 halamanAvon Sb122 - Gas Generator Lubricating Oil Specificationpeach5Belum ada peringkat
- MCQ 1Dokumen90 halamanMCQ 1alfred basilyBelum ada peringkat
- R Steel Catalog 2017Dokumen69 halamanR Steel Catalog 2017R-SteelBelum ada peringkat
- Wps Prenhall ComDokumen2 halamanWps Prenhall ComlolastikoBelum ada peringkat
- Image Pricelist Aster Chairs PDFDokumen5 halamanImage Pricelist Aster Chairs PDFvamseevkBelum ada peringkat
- CH 5 Test BankDokumen10 halamanCH 5 Test BankSehrish Atta100% (3)
- Manual de Diseno Drywall RONDO PDFDokumen258 halamanManual de Diseno Drywall RONDO PDFYorbiCastilloBelum ada peringkat