Anda mungkin juga menyukai
- U-14 Strategic Supply Chain Management and LogisticsDokumen19 halamanU-14 Strategic Supply Chain Management and LogisticsMalik Khurram Shahzad AwanBelum ada peringkat
- Logistics ManagementDokumen27 halamanLogistics Managementapi-375001183% (12)
- 3 Automotive Aftermarket Trends in The Supply ChainDokumen10 halaman3 Automotive Aftermarket Trends in The Supply ChainAnushaKJBelum ada peringkat
- Role of Information Technology in Supply Chain ManagementDokumen5 halamanRole of Information Technology in Supply Chain ManagementElyaas ZerdiBelum ada peringkat
- Ashok LeylandDokumen22 halamanAshok LeylandKopal Jain33% (3)
- ITM CaseDokumen10 halamanITM CasePramod JuyalBelum ada peringkat
- Business ProcessDokumen8 halamanBusiness ProcessDebabrat MishraBelum ada peringkat
- Role of Information Technology in Supply Chain ManagementDokumen7 halamanRole of Information Technology in Supply Chain ManagementKiran DatarBelum ada peringkat
- Global Supply Chain ManagementDokumen12 halamanGlobal Supply Chain ManagementMohamed Fathy Abdelazim SorogyBelum ada peringkat
- Retail Whitepaper SKU Rationalization Technique Inventory Optimization Retail Sector 0312 1Dokumen17 halamanRetail Whitepaper SKU Rationalization Technique Inventory Optimization Retail Sector 0312 1Charles BinuBelum ada peringkat
- Organisational ChangeDokumen209 halamanOrganisational ChangeSasirekha89% (27)
- MULDokumen4 halamanMULAbhishek BvBelum ada peringkat
- World Class WarehousingDokumen84 halamanWorld Class WarehousingSachin Panpatil89% (9)
- 2.0 Develop and Manage Products and Services Definitions and Key MeasuresDokumen6 halaman2.0 Develop and Manage Products and Services Definitions and Key MeasuresJosé JaramilloBelum ada peringkat
- Practice OCMDokumen37 halamanPractice OCMMamet RockafellaBelum ada peringkat
- Project Report On Logistics and Supply ChainDokumen6 halamanProject Report On Logistics and Supply ChainSaa RaaBelum ada peringkat
- Supply Chain ManagementDokumen64 halamanSupply Chain ManagementDaniela Ramirez100% (1)
- SCM AssnDokumen3 halamanSCM Assnmavv5455Belum ada peringkat
- Supply Chain Excellence: The AIM and DRIVE Process for Achieving Extraordinary ResultsDari EverandSupply Chain Excellence: The AIM and DRIVE Process for Achieving Extraordinary ResultsBelum ada peringkat
- Module 8 Managing The Supply ChainDokumen6 halamanModule 8 Managing The Supply ChainCharlie MaineBelum ada peringkat
- Mmh1107 WDC Supp2Dokumen4 halamanMmh1107 WDC Supp2Jasmandeep brarBelum ada peringkat
- IS501 Hw1Dokumen4 halamanIS501 Hw1adsfBelum ada peringkat
- AMR Research REPORT 20939-Service Parts Planning and OptimizationDokumen28 halamanAMR Research REPORT 20939-Service Parts Planning and OptimizationSameer MohanBelum ada peringkat
- Free Subscription Newsletters Digital Editions Whitepapers RSSDokumen18 halamanFree Subscription Newsletters Digital Editions Whitepapers RSSTafadzwa ChimombeBelum ada peringkat
- Product Lifecycle Management For Automotive Development Focusing On Supplier IntegrationDokumen8 halamanProduct Lifecycle Management For Automotive Development Focusing On Supplier IntegrationOliver RubioBelum ada peringkat
- C (C CCCC CCDokumen7 halamanC (C CCCC CCAditya WaghBelum ada peringkat
- Free Research Papers Supply Chain ManagementDokumen5 halamanFree Research Papers Supply Chain Managementfvet7q93100% (1)
- Thesis Topics in Logistics and Supply Chain ManagementDokumen5 halamanThesis Topics in Logistics and Supply Chain Managementbsnj6chr100% (1)
- Continental Tire Success Story SCLDokumen2 halamanContinental Tire Success Story SCLBhanu NimraniBelum ada peringkat
- Further Reading: LogicacmgDokumen4 halamanFurther Reading: LogicacmgPushpindersingh KhalsaBelum ada peringkat
- Analysis For Supply Chain Management Evidence FromDokumen6 halamanAnalysis For Supply Chain Management Evidence Fromliiu zimingBelum ada peringkat
- Putting Together The Pieces: The 2013 Guide To S&OP Technology SelectionDokumen39 halamanPutting Together The Pieces: The 2013 Guide To S&OP Technology SelectionhedajareBelum ada peringkat
- Research Paper Topics On Supply Chain ManagementDokumen8 halamanResearch Paper Topics On Supply Chain Managementgz46ktxrBelum ada peringkat
- Applied SciencesDokumen23 halamanApplied SciencesPFEBelum ada peringkat
- BMWDokumen4 halamanBMWadityasharma9Belum ada peringkat
- Harsh Acc InfoDokumen25 halamanHarsh Acc InfoGurleen KaurBelum ada peringkat
- BalanceDokumen5 halamanBalanceKailash ReddyBelum ada peringkat
- Research Paper On Supply Chain ManagementDokumen6 halamanResearch Paper On Supply Chain Managementp0zikiwyfyb2100% (1)
- Logistics Dissertation ExamplesDokumen4 halamanLogistics Dissertation ExamplesBuyACollegePaperOnlineCanada100% (1)
- The Future of AutomotiveDokumen20 halamanThe Future of AutomotiveEricRossoBelum ada peringkat
- $RABL8HQDokumen8 halaman$RABL8HQshivani kumariBelum ada peringkat
- AMR - The Product Lifecycle Management Market Sizing Report 20072012 08-07-16 - tcm641-67669Dokumen40 halamanAMR - The Product Lifecycle Management Market Sizing Report 20072012 08-07-16 - tcm641-67669Mani ChawlaBelum ada peringkat
- Topics For KalpathaDokumen11 halamanTopics For KalpathaShanthi UnnithanBelum ada peringkat
- 5 TH Module of Supply Chain ManagementDokumen18 halaman5 TH Module of Supply Chain ManagementSunil ChauhanBelum ada peringkat
- IntroductionDokumen7 halamanIntroductionariaBelum ada peringkat
- SCM Final Report On LogisticsDokumen20 halamanSCM Final Report On LogisticsZariq ShahBelum ada peringkat
- Mba Thesis On Supply Chain Management PDFDokumen6 halamanMba Thesis On Supply Chain Management PDFamandagraytulsa100% (2)
- OtisDokumen5 halamanOtisPrateek SinglaBelum ada peringkat
- Lean ManufacturingDokumen11 halamanLean ManufacturingraisehellBelum ada peringkat
- I2 & Continental Tire Case StudyDokumen4 halamanI2 & Continental Tire Case StudyAniket RathodBelum ada peringkat
- Final AMTDokumen16 halamanFinal AMTTamerZakiFouadBelum ada peringkat
- Master Thesis Topics in Logistics and Supply Chain ManagementDokumen7 halamanMaster Thesis Topics in Logistics and Supply Chain ManagementEssayHelperWashington100% (2)
- Avinash RaoDokumen13 halamanAvinash RaoSourav DasBelum ada peringkat
- Strategic Options Affecting Future Projects OperationsDokumen11 halamanStrategic Options Affecting Future Projects OperationsMahrokh PezeshkiBelum ada peringkat
- Big AmbitionsDokumen5 halamanBig Ambitionskant.beleBelum ada peringkat
- Part A A) Detail Your Understanding of ERP. (400-500 Words)Dokumen11 halamanPart A A) Detail Your Understanding of ERP. (400-500 Words)coolriksBelum ada peringkat
- Intel Corp ReportDokumen4 halamanIntel Corp ReportVivek GittuwalaBelum ada peringkat
- DS LLamasoft For Chemical USDokumen3 halamanDS LLamasoft For Chemical USsappz3545448Belum ada peringkat
- Modern Business Strategies and Process Support (2001)Dokumen7 halamanModern Business Strategies and Process Support (2001)Hany SalahBelum ada peringkat
- Innovation in Suppy Chain ManagementDokumen6 halamanInnovation in Suppy Chain Managementmattroihong199Belum ada peringkat
- Supply Chain Management: Term Project "Analysis of 3PL Industry in India"Dokumen15 halamanSupply Chain Management: Term Project "Analysis of 3PL Industry in India"Ankita HandaBelum ada peringkat
- Article SummaryDokumen4 halamanArticle SummaryAbdus Salam RatanBelum ada peringkat
- Name S: Tudent Number Course Code Assessment NumberDokumen6 halamanName S: Tudent Number Course Code Assessment NumberAhmed ZahidBelum ada peringkat
- WP Value of Integration WebDokumen9 halamanWP Value of Integration WebSaksbjørn IhleBelum ada peringkat
- Enterprise Integration ThesisDokumen8 halamanEnterprise Integration Thesissow1vosanyv3100% (2)
- Agile Procurement: Volume II: Designing and Implementing a Digital TransformationDari EverandAgile Procurement: Volume II: Designing and Implementing a Digital TransformationBelum ada peringkat
- Net Profit (Review and Analysis of Cohan's Book)Dari EverandNet Profit (Review and Analysis of Cohan's Book)Belum ada peringkat
- Supply Chain Cycle Sub Process: Ordering and InvoicingDokumen1 halamanSupply Chain Cycle Sub Process: Ordering and InvoicingSachin PanpatilBelum ada peringkat
- Classic Cover LetterDokumen1 halamanClassic Cover LetterSachin PanpatilBelum ada peringkat
- Classic Cover LetterDokumen1 halamanClassic Cover LetterSachin PanpatilBelum ada peringkat
- How To Reduce Costs Through Supply Chain Network OptimizationDokumen5 halamanHow To Reduce Costs Through Supply Chain Network OptimizationSachin PanpatilBelum ada peringkat
- How To Reduce Costs Through Supply Chain Network OptimizationDokumen5 halamanHow To Reduce Costs Through Supply Chain Network OptimizationSachin PanpatilBelum ada peringkat
- 48e5827e-a832-45e5-8b3d-d5e7f8f2efbfDokumen2 halaman48e5827e-a832-45e5-8b3d-d5e7f8f2efbfSachin PanpatilBelum ada peringkat
- 2015 Calendar: January 2015Dokumen12 halaman2015 Calendar: January 2015Gil MwBelum ada peringkat
- Greenfield WH DesignDokumen29 halamanGreenfield WH DesignSachin PanpatilBelum ada peringkat
- Emotional Intelligence BackgrounderDokumen5 halamanEmotional Intelligence BackgrounderManoj BalBelum ada peringkat
- MM - Report DescriptionDokumen2 halamanMM - Report DescriptionSachin PanpatilBelum ada peringkat
- Guiter Scale and CordDokumen10 halamanGuiter Scale and CordSachin Panpatil100% (1)
- Your Data - How To AnalyzeDokumen4 halamanYour Data - How To AnalyzeSachin PanpatilBelum ada peringkat
- MM - Report DescriptionDokumen2 halamanMM - Report DescriptionSachin PanpatilBelum ada peringkat
- Investment BasicsDokumen90 halamanInvestment BasicsSachin PanpatilBelum ada peringkat
- Sustainability Is Free The Case For SustainaDokumen10 halamanSustainability Is Free The Case For SustainaSachin PanpatilBelum ada peringkat
- Getting Smart About SCMDokumen4 halamanGetting Smart About SCMSachin PanpatilBelum ada peringkat
- Getting Right SCM SoftwareDokumen8 halamanGetting Right SCM SoftwareSachin PanpatilBelum ada peringkat
- Inventory Optimization TechniquesDokumen13 halamanInventory Optimization TechniquesSachin PanpatilBelum ada peringkat
- Electronics SCMDokumen19 halamanElectronics SCMSachin Panpatil100% (1)
- Bar Codes in SCMDokumen12 halamanBar Codes in SCMSachin PanpatilBelum ada peringkat
- Top SCM SoftwaresDokumen6 halamanTop SCM SoftwaresSachin PanpatilBelum ada peringkat
- FDI in Retailing in IndiaDokumen3 halamanFDI in Retailing in IndiaSachin PanpatilBelum ada peringkat
- Inventory Optimization TechniquesDokumen13 halamanInventory Optimization TechniquesSachin PanpatilBelum ada peringkat
- Sustainability Is Free The Case For SustainaDokumen10 halamanSustainability Is Free The Case For SustainaSachin PanpatilBelum ada peringkat
- Knife Throw ExcelDokumen2 halamanKnife Throw ExcelSachin PanpatilBelum ada peringkat
- Advantages of Partnering WellDokumen17 halamanAdvantages of Partnering WellSachin PanpatilBelum ada peringkat
- Marathi Booklist For AllDokumen4 halamanMarathi Booklist For AllSachin PanpatilBelum ada peringkat
- Marketing Strategy of ITCDokumen15 halamanMarketing Strategy of ITCJayeeta ChatterjeeBelum ada peringkat
- PDF Ba 5025 Logistics Management Notes - Compress PDFDokumen96 halamanPDF Ba 5025 Logistics Management Notes - Compress PDFUdayanidhi RBelum ada peringkat
- Huaweis Operational Strategy in The Changing InteDokumen7 halamanHuaweis Operational Strategy in The Changing Intekinfei898Belum ada peringkat
- Supply Chain Management in Fruits & VegetablesDokumen33 halamanSupply Chain Management in Fruits & VegetablesRevanth KrBelum ada peringkat
- Tesco CSR Review 02Dokumen32 halamanTesco CSR Review 02uuuuufffffBelum ada peringkat
- CSR ProjectDokumen47 halamanCSR ProjectRohit Kerkar100% (1)
- CH 2Dokumen8 halamanCH 2By the sea М.ФBelum ada peringkat
- CPM Models SlidesDokumen19 halamanCPM Models SlidesKUMAR ANURAGBelum ada peringkat
- Push Vs Pull SystemDokumen3 halamanPush Vs Pull SystemSenthil KumarBelum ada peringkat
- Basic Techniques of Detailed Capacity Planning ProcessDokumen68 halamanBasic Techniques of Detailed Capacity Planning ProcesspatriciodanitzBelum ada peringkat
- SAP Ariba Discovery FAQ For Buyers and Suppliers PDFDokumen2 halamanSAP Ariba Discovery FAQ For Buyers and Suppliers PDFpaulolelecoBelum ada peringkat
- M G ND The Impact On Planning and Delivering Successful Projects PDFDokumen19 halamanM G ND The Impact On Planning and Delivering Successful Projects PDFMonu BhagatBelum ada peringkat
- Big Bazaar Inventory ControlDokumen14 halamanBig Bazaar Inventory ControlNishant KoolBelum ada peringkat
- Article H&MDokumen90 halamanArticle H&MRebeccaBelum ada peringkat
- 5.a Cons RFP Icb Section 6 - TorDokumen68 halaman5.a Cons RFP Icb Section 6 - TorFBelum ada peringkat
- Glencore - Senior Credit Risk AnalystDokumen2 halamanGlencore - Senior Credit Risk AnalystasdadasadsBelum ada peringkat
- Thesis Supply Chain Management of Wal Mart333 AmityDokumen103 halamanThesis Supply Chain Management of Wal Mart333 AmityUpendra SinghBelum ada peringkat
- Internal Operational Damages: The IKEA Case StudyDokumen9 halamanInternal Operational Damages: The IKEA Case StudyThato KeteloBelum ada peringkat
- Assignment 3Dokumen6 halamanAssignment 3Morad DasanBelum ada peringkat
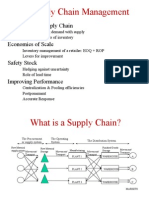
- Supply Chain Management: Managing The Supply Chain Economies of Scale Safety Stock Improving PerformanceDokumen58 halamanSupply Chain Management: Managing The Supply Chain Economies of Scale Safety Stock Improving PerformanceSumedh KakdeBelum ada peringkat
- Strategic Management Accounting Important TopicsDokumen15 halamanStrategic Management Accounting Important TopicsMuhammadUmarNazirChishtiBelum ada peringkat
- 2005 Third-Party Logistics: Results and Findings of The 10th Annual StudyDokumen46 halaman2005 Third-Party Logistics: Results and Findings of The 10th Annual StudyJijo PhilipBelum ada peringkat
- Industrial Business Mart - May Indo MIMDokumen1 halamanIndustrial Business Mart - May Indo MIMIndo-MIMBelum ada peringkat
- Pepsi CoDokumen2 halamanPepsi CoHaseeb RiazBelum ada peringkat