Anda mungkin juga menyukai
- An Introduction To Wire RopeDokumen13 halamanAn Introduction To Wire Ropewindgust82Belum ada peringkat
- An Introduction To Wire RopeDokumen10 halamanAn Introduction To Wire Ropenishanth132100% (1)
- WireRopeBasics ClassificationFeaturesDokumen5 halamanWireRopeBasics ClassificationFeaturesbibin2010Belum ada peringkat
- Understanding Wire Rope Components and ConstructionDokumen12 halamanUnderstanding Wire Rope Components and ConstructionZachBelum ada peringkat
- Wire RopesDokumen7 halamanWire RopesZednanreh JessieBelum ada peringkat
- Steel Wire Rope CatalogDokumen148 halamanSteel Wire Rope CatalogEugeniu GudumacBelum ada peringkat
- Everything You Need to Know About Wire RopesDokumen95 halamanEverything You Need to Know About Wire Ropesengrsyoti100% (1)
- Draglineguide9 10Dokumen16 halamanDraglineguide9 10Antonio RibeiroBelum ada peringkat
- Inspection of WiresDokumen12 halamanInspection of Wiresdenis_john_2Belum ada peringkat
- 02 Wire Rope StrandDokumen39 halaman02 Wire Rope Strandmanuelperezz2567% (3)
- Technological Advancements in Wire RopesDokumen6 halamanTechnological Advancements in Wire RopesMinaBasconBelum ada peringkat
- Wire RopeDokumen16 halamanWire Ropesori1386Belum ada peringkat
- Wire Rope: Bright, Galvanized & Stainless SteelDokumen3 halamanWire Rope: Bright, Galvanized & Stainless SteelAvinash SharmaBelum ada peringkat
- Steel Wire RopesDokumen23 halamanSteel Wire RopeskevinBelum ada peringkat
- Chainman Catalogue EditDokumen57 halamanChainman Catalogue EditRem LaraziBelum ada peringkat
- WireDokumen51 halamanWireMadhav Rajpurohit100% (1)
- Lubrication Basics for Wire Ropes: Penetrating and Coating LubricantsDokumen5 halamanLubrication Basics for Wire Ropes: Penetrating and Coating LubricantsSOUMENBelum ada peringkat
- 2) Peak Performance Practices - Wire RopeDokumen40 halaman2) Peak Performance Practices - Wire RopeSM_Ing.Belum ada peringkat
- Catalogue Ropes enDokumen136 halamanCatalogue Ropes enSAKIBBelum ada peringkat
- Elevator-Ropes Usha MartinDokumen24 halamanElevator-Ropes Usha MartinAlberto Tavares100% (2)
- 12 - White Paper - Lubrication Basics For Wire RopesDokumen6 halaman12 - White Paper - Lubrication Basics For Wire RopesJuan David JohnsonBelum ada peringkat
- AustraliaDokumen343 halamanAustraliaChandan KumarBelum ada peringkat
- Wire RopeDokumen32 halamanWire RopeFariz SafarullaBelum ada peringkat
- Wire Rope BookletDokumen27 halamanWire Rope BookletVasanth RaghavanBelum ada peringkat
- 2.2 Wire RopesDokumen20 halaman2.2 Wire Ropesrfelippe8733Belum ada peringkat
- Mining Machinery Nit RourkelaDokumen343 halamanMining Machinery Nit RourkelaNaren Gujjar100% (8)
- Wire Rope ConstructionDokumen3 halamanWire Rope ConstructionLutfi IsmailBelum ada peringkat
- Finals 2 WIRE ROPES Design UploadDokumen11 halamanFinals 2 WIRE ROPES Design UploadDL ArtsBelum ada peringkat
- Project Report On Wire RodDokumen9 halamanProject Report On Wire RodEIRI Board of Consultants and Publishers100% (1)
- Mazzella WireRopeAtAGlance 0919Dokumen5 halamanMazzella WireRopeAtAGlance 0919Tarek HareedyBelum ada peringkat
- 3 Wire RopeDokumen11 halaman3 Wire RopesoniBelum ada peringkat
- Lifting and Crane Safety GuideDokumen41 halamanLifting and Crane Safety GuideSarferi AbdullahBelum ada peringkat
- Material: Rope Wire Helix Wrought Iron SteelDokumen6 halamanMaterial: Rope Wire Helix Wrought Iron Steelrea_rodriguezBelum ada peringkat
- Rope IIIDokumen20 halamanRope IIIDhruv ShindeBelum ada peringkat
- SG 318 2 PDFDokumen13 halamanSG 318 2 PDFChris GodwinBelum ada peringkat
- Lubrication Basics For Wire RopesDokumen5 halamanLubrication Basics For Wire RopesGuru Raja Ragavendran NagarajanBelum ada peringkat
- Wire Rope 101: What Wire Rope Is... Wire Rope Design & ConstructionDokumen1 halamanWire Rope 101: What Wire Rope Is... Wire Rope Design & ConstructionRaghu Dev HosurBelum ada peringkat
- Synthetic Slings PDFDokumen3 halamanSynthetic Slings PDFNeemo FishBelum ada peringkat
- 7 Rigging Rigging Systems Systems: 7-1 IntroductionDokumen72 halaman7 Rigging Rigging Systems Systems: 7-1 IntroductionVICTOR MANUELBelum ada peringkat
- Wire Ropes: Diagram of Wire Rope ComponentsDokumen10 halamanWire Ropes: Diagram of Wire Rope Componentskhairulanuarjun100% (4)
- Kiswire General Purpose RopesDokumen28 halamanKiswire General Purpose Ropesdaviko313Belum ada peringkat
- Bis CodesDokumen65 halamanBis CodesPreksha NahataBelum ada peringkat
- Wire Rope GuideDokumen28 halamanWire Rope GuideEmpayus100% (1)
- Wire RopeDokumen9 halamanWire RopeMitanshu ChadhaBelum ada peringkat
- RopesDokumen2 halamanRopesPetralina NaibahoBelum ada peringkat
- 34RRI19 19x7RotationResistantSteelWireRope (IWRC) PDFDokumen1 halaman34RRI19 19x7RotationResistantSteelWireRope (IWRC) PDFMartin Andrew TugadeBelum ada peringkat
- Manual For Wire RopesDokumen25 halamanManual For Wire RopesAnand Agrawal0% (1)
- Wires FinalDokumen120 halamanWires FinalarshabharataBelum ada peringkat
- Wire Rope Common Terms: Hand Laid & Spliced SlingsDokumen2 halamanWire Rope Common Terms: Hand Laid & Spliced SlingsseawizeBelum ada peringkat
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsDari EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsBelum ada peringkat
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyDari EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyBelum ada peringkat
- Standard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsDari EverandStandard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsBelum ada peringkat
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesDari EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesBelum ada peringkat
- Triangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsDari EverandTriangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsPenilaian: 5 dari 5 bintang5/5 (1)
- Total Acid NumberDokumen1 halamanTotal Acid Numberwindgust82Belum ada peringkat
- Red Velvet Cheese CakeDokumen1 halamanRed Velvet Cheese Cakewindgust82Belum ada peringkat
- OPERATIONAL COST COMPARISON 450RT Centrifugal and Steam Fired ChillerDokumen1 halamanOPERATIONAL COST COMPARISON 450RT Centrifugal and Steam Fired Chillerwindgust82Belum ada peringkat
- OPERATIONAL COST COMPARISON 450RT Centrifugal and Steam Fired ChillerDokumen1 halamanOPERATIONAL COST COMPARISON 450RT Centrifugal and Steam Fired Chillerwindgust82Belum ada peringkat
- English PhrasesDokumen2 halamanEnglish Phraseswindgust82Belum ada peringkat
- Chocolate Cherry CupcakesDokumen1 halamanChocolate Cherry Cupcakeswindgust82Belum ada peringkat
- Great Leader SayingsDokumen1 halamanGreat Leader Sayingswindgust82Belum ada peringkat
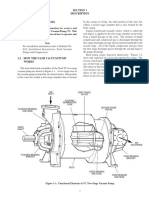
- Liquid Ring Vacuum Pump Construction and WorkingDokumen2 halamanLiquid Ring Vacuum Pump Construction and Workingwindgust82Belum ada peringkat
- Human Performance ToolsDokumen15 halamanHuman Performance Toolswindgust82Belum ada peringkat
- Red Velvet Sheet CakeDokumen1 halamanRed Velvet Sheet Cakewindgust82Belum ada peringkat
- Brownies: IngredientsDokumen2 halamanBrownies: Ingredientswindgust82Belum ada peringkat
- English Phrases Part 1Dokumen2 halamanEnglish Phrases Part 1windgust82Belum ada peringkat
- Waky CakeDokumen1 halamanWaky Cakewindgust82Belum ada peringkat
- Chocolate Cherry CupcakesDokumen1 halamanChocolate Cherry Cupcakeswindgust82Belum ada peringkat
- Monitor blower pressure, temperature, and noiseDokumen5 halamanMonitor blower pressure, temperature, and noisewindgust82Belum ada peringkat
- Chocolate Chip CookiesDokumen1 halamanChocolate Chip Cookieswindgust82Belum ada peringkat
- FMEDokumen9 halamanFMEwindgust82Belum ada peringkat
- Latte Tea RecipeDokumen3 halamanLatte Tea Recipewindgust82Belum ada peringkat
- English Direct IndirectDokumen1 halamanEnglish Direct Indirectwindgust82Belum ada peringkat
- FMEDokumen9 halamanFMEwindgust82Belum ada peringkat
- Russian TeaDokumen1 halamanRussian Teawindgust82Belum ada peringkat
- Lemon CakeDokumen2 halamanLemon Cakewindgust82Belum ada peringkat
- GTAW TIG Welding GuideDokumen17 halamanGTAW TIG Welding Guidewindgust82Belum ada peringkat
- Machining Time CalculationDokumen2 halamanMachining Time Calculationwindgust82Belum ada peringkat
- Designing Effective PowerPoint PresentationDokumen48 halamanDesigning Effective PowerPoint Presentationwindgust82Belum ada peringkat
- Effective English WritingDokumen89 halamanEffective English Writingwindgust82Belum ada peringkat
- Effective English WritingDokumen89 halamanEffective English Writingwindgust82Belum ada peringkat
- The Load Extensions Curve For Metallic Wire and Hence Determine The Modulus of Elasticity of Material of WireDokumen5 halamanThe Load Extensions Curve For Metallic Wire and Hence Determine The Modulus of Elasticity of Material of Wirewindgust82100% (1)
- Wire Rope General InformationDokumen16 halamanWire Rope General Informationwindgust82Belum ada peringkat
- Comparision of CTE Values of Different MaterialsDokumen107 halamanComparision of CTE Values of Different MaterialsPurvesh NanavatiBelum ada peringkat
- Estimation Methods For Strain-Life Fatigue Properties From HardnessDokumen15 halamanEstimation Methods For Strain-Life Fatigue Properties From HardnessAmanda SmithBelum ada peringkat
- Tufftride - Qpq-Process: Technical InformationDokumen19 halamanTufftride - Qpq-Process: Technical InformationSinan YıldızBelum ada peringkat
- Synthetic Slag For Secondary SteelmakingDokumen6 halamanSynthetic Slag For Secondary SteelmakingWaqas Ahmed100% (2)
- A 470 - 03 Piezas ForjadasDokumen8 halamanA 470 - 03 Piezas ForjadasWILLIAM ROMEROBelum ada peringkat
- Workshop Manual 2016 PDFDokumen62 halamanWorkshop Manual 2016 PDFgiridharrajeshBelum ada peringkat
- Metallurgy Quiz: Key Concepts and ProcessesDokumen312 halamanMetallurgy Quiz: Key Concepts and ProcessesAditya PrasadBelum ada peringkat
- Effective Cycle Chemistry ControlDokumen29 halamanEffective Cycle Chemistry ControlclesncronBelum ada peringkat
- 204 Mineral Accounts - PhilippinesDokumen43 halaman204 Mineral Accounts - PhilippinesRyca Angela D.Belum ada peringkat
- Off Engine Lube Oil System Cleanliness - Gas GeneratorDokumen3 halamanOff Engine Lube Oil System Cleanliness - Gas GeneratorDenis JimenezBelum ada peringkat
- Material Selection 1-5Dokumen45 halamanMaterial Selection 1-5Abdallah Hashem100% (11)
- Science g7 (1st 2nd Quarter - Tos, Questionnaire, Answer KeyDokumen11 halamanScience g7 (1st 2nd Quarter - Tos, Questionnaire, Answer KeyMariah Thez69% (48)
- Research - What Makes Pascalite WorkDokumen8 halamanResearch - What Makes Pascalite WorkpaulxeBelum ada peringkat
- Physical and Chemical Properties of Minerals and RocksDokumen21 halamanPhysical and Chemical Properties of Minerals and RocksJedidiah Suib II100% (1)
- 701 Armox Workshop RecommendationsDokumen11 halaman701 Armox Workshop RecommendationssudhavelBelum ada peringkat
- Shahuindo Technical Report 2015Dokumen307 halamanShahuindo Technical Report 2015Diego Eslava BrionesBelum ada peringkat
- Acids and Bases Weebly FileDokumen5 halamanAcids and Bases Weebly Fileapi-240469044Belum ada peringkat
- 17 Samss 008Dokumen13 halaman17 Samss 008sindalisindiBelum ada peringkat
- Chemical Formulae and Equations Part 2Dokumen18 halamanChemical Formulae and Equations Part 2Mohd NorihwanBelum ada peringkat
- G 15 - 04 - Rze1 PDFDokumen5 halamanG 15 - 04 - Rze1 PDFRahmat Ramadhan PasaribuBelum ada peringkat
- Cement Refractory Manufacturing ProcessDokumen36 halamanCement Refractory Manufacturing ProcessJunaid MushtaqBelum ada peringkat
- Arcelormittal A514 and T-1Dokumen6 halamanArcelormittal A514 and T-1Ali Varmazyar0% (1)
- Igcse Electrochemistry Review PDFDokumen7 halamanIgcse Electrochemistry Review PDFbilly ogadaBelum ada peringkat
- Metals and Alloys: Unit 3Dokumen26 halamanMetals and Alloys: Unit 3AshBelum ada peringkat
- Reaction Stoichiometry Balancer & Atom Economy CalculatorDokumen14 halamanReaction Stoichiometry Balancer & Atom Economy CalculatorshikaswaBelum ada peringkat
- Water Softening MethodsDokumen34 halamanWater Softening MethodsAjitsingh Jagtap100% (1)
- Grade 10 Paper 2Dokumen8 halamanGrade 10 Paper 2jfkdmfmdfBelum ada peringkat
- Conductivity Sorted by Resistivity Eddy Current TechnologyDokumen14 halamanConductivity Sorted by Resistivity Eddy Current TechnologyKalai VananBelum ada peringkat
- Topic.4 Chemical Bonding and CatalysisDokumen19 halamanTopic.4 Chemical Bonding and Catalysispoonamwaingade_20095Belum ada peringkat
- Speeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingDokumen28 halamanSpeeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingAbel David Olmos BotelloBelum ada peringkat