International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print),
ISSN 0976 6359(Online), Volume 5, Issue 8, August (2014), pp. 01-06 IAEME
1
DESIGN OF SPECIAL PURPOSE MACHINE HEAD TO IMPROVE THE
PRODUCTION OF ENGINE BLOCK
Mr. Prasad Bapat
1
, Mr. Aditya Prabhukhot
2
, Mr. Aniket Akhade
3
Assistant Professor, Mechanical Department, Maharshi Parshuram College of Engineering,
Velneshwar, Guhagar
ABSTRACT
Special purpose machine tools are designed and manufactured for specific jobs and such
never produced in bulk such machines are finding increasing use in industries the techniques for
designing such machine would obviously be quite different from those used for mass produced
machine. A very keen judgment is essential for success of such machines. A special purpose machine
was designed and manufactured at ABC Company which found beneficial in increasing production
quantity & reducing manpower.
Keywords: SPM, Locus Clearance, Machine Head, Castings Blocks.
INTRODUCTION TO SPECIAL PURPOSE MACHINE
Broadly the special purpose machine tools could be classified as those in which jobs remain
fixed in one position and those in which job moves from one station to other (Transfer machine). In
first case the machine may perform either only one operation or more. In the second case, the
product may be either moving continuously (as in the case of spraying, polishing, sanding etc) or
intermittently (the most usual case in machining operation). Rotary intermittently motion transfer
machine is very popular production machine and is described in brief bellow. Such a machine
comprises a turret on whole periphery several heads are mounted to receive and locate the
components for working. The turret rotates intermittently about its central axis which is provided
with fine and sophisticated mechanisms to control its motion so that before stopping it is properly
decelerated and desired positioning accuracy is attained at stationary positions around the usually
mounted on a table are the several tools and unit which perform the machining operation. It is
essential that all movements be completely synchronized in order to obtain desired product it is
essential that all tools and units must have completed their operation and be withdrawn clear of the
turret before it starts to index similarly the turret index precisely and come to rest before tools and
units begin their work.
INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING
AND TECHNOLOGY (IJMET)
ISSN 0976 6340 (Print)
ISSN 0976 6359 (Online)
Volume 5, Issue 8, August (2014), pp. 01-06
IAEME: www.iaeme.com/IJMET.asp
Journal Impact Factor (2014): 7.5377 (Calculated by GISI)
www.jifactor.com
IJMET
I A E M E
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print),
ISSN 0976 6359(Online), Volume 5, Issue 8, August (2014), pp. 01-06 IAEME
2
MECHANISMS
There are a variety of index machines and this need to be selected properly to suit the given
requirement. A versatile indexing unit used in presses, drilling machines has number of indexes,
speed of index and dwell time which can be readily changed in this mechanism. It operates by fluid
power and uses ratchet and pawl mechanism.
DESIGN OF SPECIAL PURPOSE MACHINE (SPM)
PROBLEM DEFINITION
The company was using various types of milling machines like horizontal milling machine,
vertical milling machine angular milling machine and HMCs the company designs and manufactures
the special purpose machines needed by it in house and intended to do the same in case of milling
operations. The machine will be used in milling in4 cylinder 40HP engine block of Tata motor.
The problem associated with the machine was that it was a tedious and time consuming part
to mill the locus clearance in the engine block on three different machines. Also the most difficult
task was to mill the portion in locus type pattern. So the machine is meant to be a rough milling
machine, the clearance produced by it was not accurate and vibration produced was creating problem
to the operator for achieving the required accuracy.
Also the time taken for milling operation was quite large and there was a scope in reduction
of machining time so by reducing these two parameters of vibration and machining time more output
could be achieved.
The above problem could be solved by designing a machine having a hydraulic type spindle
having milling tool such that angular or rotational motion can be achieved. Though it will increase
the cost of designing the new machine it will be nullified by reduction in machining time.
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print),
ISSN 0976 6359(Online), Volume 5, Issue 8, August (2014), pp. 01-06 IAEME
3
DESIGN PROCEDURE FOLLOWED
1) Design of Spindle Unit
2) Design of Spindle Shaft
3) Selection of Bearing
4) Design of Gear Box
5) Selection of Lubricants
6) Sealing of Rolling Bearing
7) Assembly procedure of spindle unit
8) Assembly procedure for Gear Box
9) Inspection after Assembly
INPUTS OF MACHINE
Sr. No. ENTITIES
1 Diameter of Locus clearance bore as cast (D) =30mm,to be machined
2 Cutting speed (V)= 40m/min
3
Revolutions per minute (n): We Know, v= Dn/1000
40 = 30 n/ 1000
n = 401000/ 30
n = 424.41rpm
4 Feed (f)=0.1 mm/tooth
5 Feed per minute (fm) =fn= 42.44 mm/min
6 Depth of cut (t)= 5 mm
7 Metal removal rate (Q)=ftv =20 cm
3
/min
8 Approach Angle (x
0
)
=90
0
9 Average chip thickness (a
s
) = f sin x
0
= 0.1 mm
10 Unit power (U) = 31 KW/ cm
3
/min
11 Correction factor for flank wear (k
h
)
= 1.18
12 Side rack angle
0
=0
0
13 Correction factor for rake angle (K) K = 1.13
14 Power at the spindle (N) =Ukh
KQ = 0.826 kw
15 Efficiency of transmission (E) = 95%
16 Power of the motor (Nel) =N/E= 0.8694 kw
17 Tangential cutting force ( p
z
) =6120 N/V=1239.344N (1 kgf= 9.80665 N)
18 Torque at the spindle (Ts) = 975N/n=18.608810
3
N-mm
JUSTIFICATION OF NEW SPM LOCUS CLEARANCE MILLING FOR OLD MILLING
MACHINE
Sr.No. Parameters Quantity
1 Working hours/shift 8
2 No. of working days in week 6
3 No. of operators 3
4 Working days per month 25
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print),
ISSN 0976 6359(Online), Volume 5, Issue 8, August (2014), pp. 01-06 IAEME
4
STANDARD TIME PER UNIT PER SHIFT PER MONTH
Calculations
Machine time =12/0.85
=14.11
Operator time =3 min.
Total time/unit =17.11
No. of units produced/shift/month
=86025/17.11
=701 units.
No. of units produced per months
=7013 (Three sifts per day)
=2103 units.
FOR NEW MILLING MACHINE
STANDARD TIME PER UNIT PER SHIFT PER MONTH
Calculations
Machine time =4.12/0.95
=4.33
Operator time =1 min.
Total time/unit =5.33
No. of units produced/shift/month
=86025/5.33
=2264 units
No. of units produced per months
= 22643 (Three sifts per day)
= 6792 units
Sr.No. Parameters Min.
1 Machine time 12
2 Operator time 3
3 Total time/unit 15
Sr.No. Parameters Quantity
1 Working hours/shift 8
2 No. of working days in week 6
3 No. of operators 1
4 Working days per month 25
Sr.No. Parameters Min.
1 Machine time 4.12
2 Operator time 0.45
3 Total time/unit 5.3
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976
ISSN 0976 6359(Online), Volume 5, Issue
Table No. 15.1 Justification of
Op
n
No.
Machine Total
Cycle time
In min
1 OLDSPM 17.11
2 NEWSPM 5.5
Total cost saving per month
Total cost saving per year
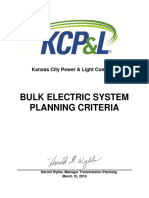
Fig. Graphical representation of the data obtained
5.5
0 5 10
Total cycle time in
minutes
NEW SPM OLD SPM
1
0 2
Operators
per shift
NEW SPM OLD SPM
Machining cost per
month
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976
6359(Online), Volume 5, Issue 8, August (2014), pp. 01-06 IAEME
5
Table No. 15.1 Justification of New SPM Locus Clearance Milling
No. of
Components
per month
Operators
Per shift
Machining
cost per
unit
2103 3 20
6792 1 15
: 59,820/-
: 7, 17,840/-
Graphical representation of the data obtained
17.11
10 15 20
OLD SPM
2103
0 2000 4000
No. of components
per months
NEW SPM OLD SPM
3
4
OLD SPM
0 5 10 15
Machining cost per
unit
NEW SPM OLD SPM
101880
42060
0 50000 100000 150000
Machining cost per
month
NEW SPM OLD SPM
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print),
Locus Clearance Milling
Machining Machining
cost per
month
1, 01,880
42,060
6792
6000 8000
OLD SPM
20
15
15 20 25
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print),
ISSN 0976 6359(Online), Volume 5, Issue 8, August (2014), pp. 01-06 IAEME
6
CONCLUSION
From the overall procedure we followed in designing of the spindle unit and gear box , we
conclude that design is safe , accordingly the design could be brought into practice while designing
we have successive in keeping the cost factor to minimum total net savings per year after new SPM
is Rs. 7,17,840. Previously for the locus clearance machine three men were utilized for each machine
all operation will be done on one SPM and for that one man will be required therefore saving in
manpower will be 3-1= 2 men saved per day also there will be saving in space, power consumed,
wages paid, handling and machining time etc. This will result into increase productivity and profit.
The company can machine additional unit produced per year and meet the customers demand.
REFERENCES
Internet
[1] Majid Tolouei-Rad School of Engineering, Edith Cowan University, Perth, Intelligent
Analysis of Utilization of Special Purpose Machines for Drilling Operations.
[2] www.skf.com/group/...units.../basic-load-ratings/index.html.
[3] www.bearingworks.com/technical_data/load_ratings.php.
Books
[1] Machine Tool Design Handbook: Central Machine Tool Institute, Bangalore.
(Tata McGraw-Hill Publishing Company Ltd. Year 2002).
[2] Design of Machine Elements: V. B. Bhandari.
(Tata McGraw-Hill Publishing Company Ltd. Year 2002).
[3] Machine Design: R.S. Khurmi & J.K. Gupta.
AUTHORS DETAILS
Mr. Prasad Bapat; working as Assistant Professor in Mechanical Dept. at Maharshi Parshuram
College of Engineering, Velneshwar, Guhagar; Mumbai University, having 04 years of teaching
experience.
Mr. Aditya Prabhukhot; working as Assistant Professor in Mechanical Dept. at Maharshi
Parshuram College of Engineering, Velneshwar, Guhagar; Mumbai University, having 03 years of
teaching experience
Mr. Aniket Akhade; working Assistant Professor in Mechanical Dept. at Maharshi Parshuram
College of Engineering, Velneshwar, Guhagar; Mumbai University, having 02 years of teaching
experience
Anda mungkin juga menyukai
- Determinants Affecting The User's Intention To Use Mobile Banking ApplicationsDokumen8 halamanDeterminants Affecting The User's Intention To Use Mobile Banking ApplicationsIAEME PublicationBelum ada peringkat
- Broad Unexposed Skills of Transgender EntrepreneursDokumen8 halamanBroad Unexposed Skills of Transgender EntrepreneursIAEME PublicationBelum ada peringkat
- Voice Based Atm For Visually Impaired Using ArduinoDokumen7 halamanVoice Based Atm For Visually Impaired Using ArduinoIAEME PublicationBelum ada peringkat
- Modeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyDokumen14 halamanModeling and Analysis of Surface Roughness and White Later Thickness in Wire-Electric Discharge Turning Process Through Response Surface MethodologyIAEME PublicationBelum ada peringkat
- Impact of Emotional Intelligence On Human Resource Management Practices Among The Remote Working It EmployeesDokumen10 halamanImpact of Emotional Intelligence On Human Resource Management Practices Among The Remote Working It EmployeesIAEME PublicationBelum ada peringkat
- Analyse The User Predilection On Gpay and Phonepe For Digital TransactionsDokumen7 halamanAnalyse The User Predilection On Gpay and Phonepe For Digital TransactionsIAEME PublicationBelum ada peringkat
- A Study On The Reasons For Transgender To Become EntrepreneursDokumen7 halamanA Study On The Reasons For Transgender To Become EntrepreneursIAEME PublicationBelum ada peringkat
- Visualising Aging Parents & Their Close Carers Life Journey in Aging EconomyDokumen4 halamanVisualising Aging Parents & Their Close Carers Life Journey in Aging EconomyIAEME PublicationBelum ada peringkat
- Influence of Talent Management Practices On Organizational Performance A Study With Reference To It Sector in ChennaiDokumen16 halamanInfluence of Talent Management Practices On Organizational Performance A Study With Reference To It Sector in ChennaiIAEME PublicationBelum ada peringkat
- Attrition in The It Industry During Covid-19 Pandemic: Linking Emotional Intelligence and Talent Management ProcessesDokumen15 halamanAttrition in The It Industry During Covid-19 Pandemic: Linking Emotional Intelligence and Talent Management ProcessesIAEME PublicationBelum ada peringkat
- Gandhi On Non-Violent PoliceDokumen8 halamanGandhi On Non-Violent PoliceIAEME PublicationBelum ada peringkat
- A Study of Various Types of Loans of Selected Public and Private Sector Banks With Reference To Npa in State HaryanaDokumen9 halamanA Study of Various Types of Loans of Selected Public and Private Sector Banks With Reference To Npa in State HaryanaIAEME PublicationBelum ada peringkat
- A Study On The Impact of Organizational Culture On The Effectiveness of Performance Management Systems in Healthcare Organizations at ThanjavurDokumen7 halamanA Study On The Impact of Organizational Culture On The Effectiveness of Performance Management Systems in Healthcare Organizations at ThanjavurIAEME PublicationBelum ada peringkat
- Role of Social Entrepreneurship in Rural Development of India - Problems and ChallengesDokumen18 halamanRole of Social Entrepreneurship in Rural Development of India - Problems and ChallengesIAEME PublicationBelum ada peringkat
- A Proficient Minimum-Routine Reliable Recovery Line Accumulation Scheme For Non-Deterministic Mobile Distributed FrameworksDokumen10 halamanA Proficient Minimum-Routine Reliable Recovery Line Accumulation Scheme For Non-Deterministic Mobile Distributed FrameworksIAEME PublicationBelum ada peringkat
- A Study On Talent Management and Its Impact On Employee Retention in Selected It Organizations in ChennaiDokumen16 halamanA Study On Talent Management and Its Impact On Employee Retention in Selected It Organizations in ChennaiIAEME PublicationBelum ada peringkat
- A Multiple - Channel Queuing Models On Fuzzy EnvironmentDokumen13 halamanA Multiple - Channel Queuing Models On Fuzzy EnvironmentIAEME PublicationBelum ada peringkat
- Various Fuzzy Numbers and Their Various Ranking ApproachesDokumen10 halamanVarious Fuzzy Numbers and Their Various Ranking ApproachesIAEME PublicationBelum ada peringkat
- Knowledge Self-Efficacy and Research Collaboration Towards Knowledge Sharing: The Moderating Effect of Employee CommitmentDokumen8 halamanKnowledge Self-Efficacy and Research Collaboration Towards Knowledge Sharing: The Moderating Effect of Employee CommitmentIAEME PublicationBelum ada peringkat
- EXPERIMENTAL STUDY OF MECHANICAL AND TRIBOLOGICAL RELATION OF NYLON/BaSO4 POLYMER COMPOSITESDokumen9 halamanEXPERIMENTAL STUDY OF MECHANICAL AND TRIBOLOGICAL RELATION OF NYLON/BaSO4 POLYMER COMPOSITESIAEME PublicationBelum ada peringkat
- Application of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDDokumen19 halamanApplication of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDIAEME PublicationBelum ada peringkat
- Dealing With Recurrent Terminates in Orchestrated Reliable Recovery Line Accumulation Algorithms For Faulttolerant Mobile Distributed SystemsDokumen8 halamanDealing With Recurrent Terminates in Orchestrated Reliable Recovery Line Accumulation Algorithms For Faulttolerant Mobile Distributed SystemsIAEME PublicationBelum ada peringkat
- Optimal Reconfiguration of Power Distribution Radial Network Using Hybrid Meta-Heuristic AlgorithmsDokumen13 halamanOptimal Reconfiguration of Power Distribution Radial Network Using Hybrid Meta-Heuristic AlgorithmsIAEME PublicationBelum ada peringkat
- Analysis of Fuzzy Inference System Based Interline Power Flow Controller For Power System With Wind Energy Conversion System During Faulted ConditionsDokumen13 halamanAnalysis of Fuzzy Inference System Based Interline Power Flow Controller For Power System With Wind Energy Conversion System During Faulted ConditionsIAEME PublicationBelum ada peringkat
- Quality of Work-Life On Employee Retention and Job Satisfaction: The Moderating Role of Job PerformanceDokumen7 halamanQuality of Work-Life On Employee Retention and Job Satisfaction: The Moderating Role of Job PerformanceIAEME PublicationBelum ada peringkat
- A Review of Particle Swarm Optimization (Pso) AlgorithmDokumen26 halamanA Review of Particle Swarm Optimization (Pso) AlgorithmIAEME PublicationBelum ada peringkat
- Moderating Effect of Job Satisfaction On Turnover Intention and Stress Burnout Among Employees in The Information Technology SectorDokumen7 halamanModerating Effect of Job Satisfaction On Turnover Intention and Stress Burnout Among Employees in The Information Technology SectorIAEME PublicationBelum ada peringkat
- Financial Literacy On Investment Performance: The Mediating Effect of Big-Five Personality Traits ModelDokumen9 halamanFinancial Literacy On Investment Performance: The Mediating Effect of Big-Five Personality Traits ModelIAEME PublicationBelum ada peringkat
- Prediction of Average Total Project Duration Using Artificial Neural Networks, Fuzzy Logic, and Regression ModelsDokumen13 halamanPrediction of Average Total Project Duration Using Artificial Neural Networks, Fuzzy Logic, and Regression ModelsIAEME PublicationBelum ada peringkat
- Analysis On Machine Cell Recognition and Detaching From Neural SystemsDokumen9 halamanAnalysis On Machine Cell Recognition and Detaching From Neural SystemsIAEME PublicationBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- CHE317 Intro LectureDokumen32 halamanCHE317 Intro LectureKevin MulkernBelum ada peringkat
- Fluids Secondaires PDFDokumen11 halamanFluids Secondaires PDFmohand_mindietaBelum ada peringkat
- Visual Design Elements and PrinciplesDokumen9 halamanVisual Design Elements and PrinciplesgamerootBelum ada peringkat
- Enter Your Response (As An Integer) Using The Virtual Keyboard in The Box Provided BelowDokumen102 halamanEnter Your Response (As An Integer) Using The Virtual Keyboard in The Box Provided BelowCharlie GoyalBelum ada peringkat
- Exercise 3 Rice Combine HarvesterDokumen6 halamanExercise 3 Rice Combine Harvesterangelo lorenzo tamayoBelum ada peringkat
- 21 Laplace's EquationDokumen15 halaman21 Laplace's EquationGovanna StarBelum ada peringkat
- 121 B.P.S. XII - Physics Chapter Notes 2014 15 PDFDokumen87 halaman121 B.P.S. XII - Physics Chapter Notes 2014 15 PDFkumarnpccBelum ada peringkat
- EarthingDokumen4 halamanEarthingShirishBelum ada peringkat
- Planning CriteriaDokumen23 halamanPlanning CriteriaKiran TejaBelum ada peringkat
- Anti Sweat HeatersDokumen2 halamanAnti Sweat HeatersbreavmacBelum ada peringkat
- Vehicle Detection Using Hog and SVMDokumen5 halamanVehicle Detection Using Hog and SVMBaargav BheemaBelum ada peringkat
- Solid Works EMS TutorialsDokumen353 halamanSolid Works EMS TutorialsAnonymous sAmJfcV100% (1)
- La Teoria SintergiaDokumen17 halamanLa Teoria SintergiaCarlos CárdenasBelum ada peringkat
- Cambridge IGCSE: Physics 0625/11Dokumen16 halamanCambridge IGCSE: Physics 0625/11Jyotiprasad DuttaBelum ada peringkat
- Steady Incompressible Flow in Pressure Conduits (PartB)Dokumen21 halamanSteady Incompressible Flow in Pressure Conduits (PartB)naefmubarakBelum ada peringkat
- (0000-A) Signals and Systems Using MATLAB An Effective Application For Exploring and Teaching Media Signal ProcessingDokumen5 halaman(0000-A) Signals and Systems Using MATLAB An Effective Application For Exploring and Teaching Media Signal ProcessingAnonymous WkbmWCa8MBelum ada peringkat
- Flyback Diode PDFDokumen3 halamanFlyback Diode PDFmarkgaloBelum ada peringkat
- Batch-13 ReportDokumen84 halamanBatch-13 ReportBindhu ShreeBelum ada peringkat
- Settlement Analysis of SoilsDokumen22 halamanSettlement Analysis of SoilsMuhammad Hasham100% (1)
- History of Photography Timeline Assignment 1Dokumen14 halamanHistory of Photography Timeline Assignment 1api-357703158Belum ada peringkat
- MCAT Chemistry ReviewDokumen9 halamanMCAT Chemistry ReviewStellaBelum ada peringkat
- Industrial Training PresentationDokumen16 halamanIndustrial Training PresentationChia Yi MengBelum ada peringkat
- @@@ Geothermal-WellsDokumen44 halaman@@@ Geothermal-WellsstarykltBelum ada peringkat
- BLANCO2Dokumen2 halamanBLANCO2Alejandro PérezBelum ada peringkat
- STAT219syllabus PDFDokumen3 halamanSTAT219syllabus PDFakbar03Belum ada peringkat
- VV2230 - FERA - DR John Newnham - 22 Nov 06Dokumen15 halamanVV2230 - FERA - DR John Newnham - 22 Nov 06breeeeezzzzzeBelum ada peringkat
- Dew PointDokumen1 halamanDew PointSaeed Ahmed Shaikh100% (2)
- Telescope Equations: Useful Formulas For Exploring The Night Sky Randy CulpDokumen97 halamanTelescope Equations: Useful Formulas For Exploring The Night Sky Randy CulparitmeticsBelum ada peringkat
- Paper 2 2001Dokumen20 halamanPaper 2 2001DisturbedPotatoBelum ada peringkat