Anda mungkin juga menyukai
- FInal QAP HDPE WeldingDokumen2 halamanFInal QAP HDPE Weldingkannagi198Belum ada peringkat
- Thermal Powertech Corporation India Limited: Liquid Penetrant Examination ReportDokumen4 halamanThermal Powertech Corporation India Limited: Liquid Penetrant Examination Reportkannagi198Belum ada peringkat
- U#2 DBC DTCDokumen96 halamanU#2 DBC DTCkannagi198Belum ada peringkat
- Port Matl Inspn ReportDokumen2 halamanPort Matl Inspn Reportkannagi198Belum ada peringkat
- PumpsDokumen8 halamanPumpskannagi198Belum ada peringkat
- Gayatri Projects Limited Power Project Works, NelloreDokumen4 halamanGayatri Projects Limited Power Project Works, Nellorekannagi198Belum ada peringkat
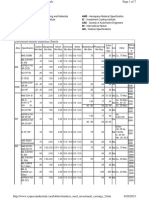
- Preliminary Shipment Plan For 2013 (Excluding OCG Shipment, For Reference Only)Dokumen1 halamanPreliminary Shipment Plan For 2013 (Excluding OCG Shipment, For Reference Only)kannagi198Belum ada peringkat
- Cleat CompDokumen7 halamanCleat Compkannagi198Belum ada peringkat
- Project Paint Details As On 05.01.2016Dokumen3 halamanProject Paint Details As On 05.01.2016kannagi198Belum ada peringkat
- Preliminary Shipment Plan For 2013 (Excluding OCG Shipment, Updated On 16.05.2013)Dokumen4 halamanPreliminary Shipment Plan For 2013 (Excluding OCG Shipment, Updated On 16.05.2013)kannagi198Belum ada peringkat
- QA&I ActivityDokumen2 halamanQA&I Activitykannagi198Belum ada peringkat
- Pile Load Test Main Girder Fabrication Check List: SL NO Activity RemarksDokumen1 halamanPile Load Test Main Girder Fabrication Check List: SL NO Activity Remarkskannagi198Belum ada peringkat
- Pmi On TG Dated 05-09-2014Dokumen2 halamanPmi On TG Dated 05-09-2014kannagi198Belum ada peringkat
- SALEM SCH FeesDokumen31 halamanSALEM SCH Feeskannagi198Belum ada peringkat
- Steel Test Report 8Dokumen1 halamanSteel Test Report 8kannagi198Belum ada peringkat
- Guide Plate Nut Worn Out After 3000 Hrs of OperationDokumen3 halamanGuide Plate Nut Worn Out After 3000 Hrs of Operationkannagi198Belum ada peringkat
- DPT Report - U1Dokumen88 halamanDPT Report - U1kannagi198Belum ada peringkat
- Tce Consulting Engineers Limited: Checking Calibration of TheodoliteDokumen1 halamanTce Consulting Engineers Limited: Checking Calibration of Theodolitekannagi198Belum ada peringkat
- Weld Deposite CalculationsDokumen2 halamanWeld Deposite CalculationsGanesh YadavBelum ada peringkat
- House PlanDokumen1 halamanHouse Plankannagi198Belum ada peringkat
- Thermal Powertech Corporation India LTD: 33kva Substation Inspection ReportDokumen3 halamanThermal Powertech Corporation India LTD: 33kva Substation Inspection Reportkannagi198Belum ada peringkat
- Lloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Dokumen30 halamanLloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Navneet Singh100% (2)
- Electrical Poles ErectionDokumen16 halamanElectrical Poles Erectionkannagi198Belum ada peringkat
- Thermal Powertech Corporation of India LimitedDokumen4 halamanThermal Powertech Corporation of India Limitedkannagi198Belum ada peringkat
- Slogans To Prepare & Keep at Site.: Safety First!Dokumen1 halamanSlogans To Prepare & Keep at Site.: Safety First!kannagi198Belum ada peringkat
- Thermal Powertech Corporation India Limited: I) IntroductionDokumen9 halamanThermal Powertech Corporation India Limited: I) Introductionkannagi1980% (1)
- Thermal Powertech Corporation India LTD: 33kva Substation - Safety ReportDokumen5 halamanThermal Powertech Corporation India LTD: 33kva Substation - Safety Reportkannagi198Belum ada peringkat
- Near Miss Report: (Optional)Dokumen1 halamanNear Miss Report: (Optional)kannagi198Belum ada peringkat
- Product Safety Rules: Following Product Safety Rules Are To Be Accounted During Manufacturing As Well As During UtilityDokumen2 halamanProduct Safety Rules: Following Product Safety Rules Are To Be Accounted During Manufacturing As Well As During Utilitykannagi198Belum ada peringkat
- 4' X 3' - 1 No 4' X 3' - 1 NoDokumen3 halaman4' X 3' - 1 No 4' X 3' - 1 Nokannagi198Belum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Chapter 8 Ionic Chain PolymerizationDokumen34 halamanChapter 8 Ionic Chain PolymerizationelnurorucluBelum ada peringkat
- CM 2111 Part 2 Lecture Notes 1Dokumen57 halamanCM 2111 Part 2 Lecture Notes 1Tan Yong KhaiBelum ada peringkat
- Theory of Stick-Slip Effect in Friction: KeywordsDokumen8 halamanTheory of Stick-Slip Effect in Friction: KeywordsAndré Victor CastilhoBelum ada peringkat
- A Review On Biological Properties of Aloe Vera PlantDokumen4 halamanA Review On Biological Properties of Aloe Vera PlantIJIRSTBelum ada peringkat
- Certify Sulfur and Monitor Critical Elements at Sub-Ppm LevelsDokumen6 halamanCertify Sulfur and Monitor Critical Elements at Sub-Ppm LevelsMiguelBelum ada peringkat
- Solid Waste Management For HouseholdDokumen70 halamanSolid Waste Management For HouseholdsonBelum ada peringkat
- Drizo IranDokumen12 halamanDrizo IranDiego1980bBelum ada peringkat
- 4.3 Well Stimulation PDFDokumen60 halaman4.3 Well Stimulation PDFJohn CooperBelum ada peringkat
- Civil Engineering Interview QuestionsDokumen123 halamanCivil Engineering Interview QuestionsSoni Mishra Tiwari89% (9)
- Full Report UreaDokumen103 halamanFull Report Ureanisasoberi100% (1)
- Design of An AqueductDokumen7 halamanDesign of An Aqueduct4gen_5Belum ada peringkat
- Which Instrument Is Used To Tell DirectionDokumen12 halamanWhich Instrument Is Used To Tell DirectionLousy MoBelum ada peringkat
- ECOSIADokumen8 halamanECOSIAaliosk8799Belum ada peringkat
- Kinetics of Inclusion Body Production in Batch and High Cell Density Fed-Batch Culture of Escherichia Coli Expressing Ovine Growth HormoneDokumen12 halamanKinetics of Inclusion Body Production in Batch and High Cell Density Fed-Batch Culture of Escherichia Coli Expressing Ovine Growth HormoneSabhajeet YadavBelum ada peringkat
- Chemistry For Engineers: Assignment 1Dokumen4 halamanChemistry For Engineers: Assignment 1Thanh Tan PhamBelum ada peringkat
- Lincoln GMAW-P HandoutDokumen8 halamanLincoln GMAW-P HandoutJustin MorseBelum ada peringkat
- The World's First RPC Road Bridge at Shepherds Gully Creek, NSWDokumen12 halamanThe World's First RPC Road Bridge at Shepherds Gully Creek, NSWtiagojosesantosBelum ada peringkat
- List of Steel Products Made in The UK PDFDokumen120 halamanList of Steel Products Made in The UK PDFAntonio MarrufoBelum ada peringkat
- Training Schedule EDP SDP of Rural Chemical Industries Division For 2023 24 1Dokumen3 halamanTraining Schedule EDP SDP of Rural Chemical Industries Division For 2023 24 1Anirudh KatkarBelum ada peringkat
- AldotDokumen9 halamanAldotvinay rodeBelum ada peringkat
- IMO55 2021 T2 Problems EngDokumen15 halamanIMO55 2021 T2 Problems EngTrần Phạm Gia BảoBelum ada peringkat
- M05 SpecificationsDokumen97 halamanM05 SpecificationsLê Văn TrườngBelum ada peringkat
- Multiple Choice LachingDokumen3 halamanMultiple Choice Lachingraghu_iict100% (1)
- Determination of Total Carbohydrates by Anthrone MethodDokumen2 halamanDetermination of Total Carbohydrates by Anthrone MethodGuru Raj PNBelum ada peringkat
- Autoclave Aerated ConcreteDokumen3 halamanAutoclave Aerated ConcreteFireSwarmBelum ada peringkat
- 61F Floatless Level ControllerDokumen72 halaman61F Floatless Level ControllerJosé Manuel GonzálezBelum ada peringkat
- SABIC® PP - 528K - Global - Technical - Data - SheetDokumen1 halamanSABIC® PP - 528K - Global - Technical - Data - SheetjituniBelum ada peringkat
- Vol-7 (No1) 9Cr FluageDokumen10 halamanVol-7 (No1) 9Cr FluageClaude BouillotBelum ada peringkat
- Alcalinidad Total 3Dokumen8 halamanAlcalinidad Total 3ANA ROJAS CARPIOBelum ada peringkat
- Extraction and Uses of Metals: Section 2: Inorganic ChemistryDokumen8 halamanExtraction and Uses of Metals: Section 2: Inorganic Chemistryjenn78Belum ada peringkat