Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rigging Safety in Cranes PDFDokumen170 halamanRigging Safety in Cranes PDFLuis AcuaBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Anchor Handling Tug Pre-Mob InspectionDokumen8 halamanAnchor Handling Tug Pre-Mob Inspectiondndudc100% (1)
- Cathodic Protection 2007Dokumen141 halamanCathodic Protection 2007arsssyBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Critical Path Method (CPM) in Project ManagementDokumen11 halamanCritical Path Method (CPM) in Project ManagementdndudcBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Offshore Book 2010Dokumen117 halamanOffshore Book 2010Mos Woraphon100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Check List - Air Compressor InspectionDokumen1 halamanCheck List - Air Compressor Inspectiondndudc100% (4)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- P6 - Manual Basic PDFDokumen230 halamanP6 - Manual Basic PDFdndudcBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- 101 6.0 Student GoldDokumen332 halaman101 6.0 Student Goldjmurzin100% (6)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Offshore Pipelaying Dynamic PDFDokumen150 halamanOffshore Pipelaying Dynamic PDFdndudcBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Primavera P6 Exercise WorksheetDokumen35 halamanPrimavera P6 Exercise Worksheetdyeyson3095% (19)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Primavera P6 Reports Tab SamplesDokumen27 halamanPrimavera P6 Reports Tab Samplestensix100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- General Description of Quay Wall Type PDFDokumen6 halamanGeneral Description of Quay Wall Type PDFdndudcBelum ada peringkat
- Plant Commissioning Start Up ProcedureDokumen100 halamanPlant Commissioning Start Up Proceduremsaad292% (124)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Primavera (P6)Dokumen316 halamanPrimavera (P6)Abde Ali83% (6)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- H - Quay Walls Restoriation Method StatementDokumen34 halamanH - Quay Walls Restoriation Method StatementVimalan Kannan100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Wireline Log Quality Control Reference ManualDokumen280 halamanWireline Log Quality Control Reference ManualMohamed Abd El-ma'boud83% (6)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- P6 Reference ManualDokumen550 halamanP6 Reference Manualsaluthomas100% (22)
- Wharf Design and AnalysisDokumen8 halamanWharf Design and AnalysisklynchelleBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- 5 - Technical Specifications For Sand & Murrum Filling Works - Pile Foundation For Tanks - ParadeepDokumen21 halaman5 - Technical Specifications For Sand & Murrum Filling Works - Pile Foundation For Tanks - ParadeepArup NathBelum ada peringkat
- Quay Construction With Concrete Caisson PDFDokumen5 halamanQuay Construction With Concrete Caisson PDFdndudcBelum ada peringkat
- Construction of A Breakwater and A Quay Wall Made of Box CaissonsDokumen2 halamanConstruction of A Breakwater and A Quay Wall Made of Box CaissonsAhmad Balah100% (1)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Quay Walls Design Guide Lines PDFDokumen151 halamanQuay Walls Design Guide Lines PDFkaleswara_tellakula100% (2)
- Construction Presentation - Container Terminal PDFDokumen60 halamanConstruction Presentation - Container Terminal PDFdndudc100% (1)
- Construction Quality ManualDokumen42 halamanConstruction Quality ManualBob Madlener100% (7)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Study of Breakwaters Constructed With One Layer of Armor Stone PDFDokumen58 halamanStudy of Breakwaters Constructed With One Layer of Armor Stone PDFdndudcBelum ada peringkat
- Quay Wall Construction PDFDokumen8 halamanQuay Wall Construction PDFdndudcBelum ada peringkat
- Metode Konstruksi Reklamasi PantaiDokumen55 halamanMetode Konstruksi Reklamasi PantaiHosea Luahambowo100% (1)
- Cape Charles Town Harbor PDFDokumen15 halamanCape Charles Town Harbor PDFdndudcBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Sand Mound ManualDokumen60 halamanSand Mound ManualFlavio Jose MuhaleBelum ada peringkat
- EMI-EMC - SHORT Q and ADokumen5 halamanEMI-EMC - SHORT Q and AVENKAT PATILBelum ada peringkat
- Prepositions Below by in On To of Above at Between From/toDokumen2 halamanPrepositions Below by in On To of Above at Between From/toVille VianBelum ada peringkat
- S SSB29 - Alternator Cables PM: WARNING: This Equipment Contains Hazardous VoltagesDokumen3 halamanS SSB29 - Alternator Cables PM: WARNING: This Equipment Contains Hazardous VoltagesMohan PreethBelum ada peringkat
- MNO Manuale Centrifughe IngleseDokumen52 halamanMNO Manuale Centrifughe IngleseChrist Rodney MAKANABelum ada peringkat
- SPIE Oil & Gas Services: Pressure VesselsDokumen56 halamanSPIE Oil & Gas Services: Pressure VesselsSadashiw PatilBelum ada peringkat
- Community-Based Monitoring System (CBMS) : An Overview: Celia M. ReyesDokumen28 halamanCommunity-Based Monitoring System (CBMS) : An Overview: Celia M. ReyesDiane Rose LacenaBelum ada peringkat
- A Perspective Study On Fly Ash-Lime-Gypsum Bricks and Hollow Blocks For Low Cost Housing DevelopmentDokumen7 halamanA Perspective Study On Fly Ash-Lime-Gypsum Bricks and Hollow Blocks For Low Cost Housing DevelopmentNadiah AUlia SalihiBelum ada peringkat
- Brother Fax 100, 570, 615, 625, 635, 675, 575m, 715m, 725m, 590dt, 590mc, 825mc, 875mc Service ManualDokumen123 halamanBrother Fax 100, 570, 615, 625, 635, 675, 575m, 715m, 725m, 590dt, 590mc, 825mc, 875mc Service ManualDuplessisBelum ada peringkat
- DFUN Battery Monitoring Solution Project Reference 2022 V5.0Dokumen50 halamanDFUN Battery Monitoring Solution Project Reference 2022 V5.0A Leon RBelum ada peringkat
- NYLJtuesday BDokumen28 halamanNYLJtuesday BPhilip Scofield50% (2)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- 254 AssignmentDokumen3 halaman254 AssignmentSavera Mizan ShuptiBelum ada peringkat
- Contemp World Module 2 Topics 1 4Dokumen95 halamanContemp World Module 2 Topics 1 4Miguel EderBelum ada peringkat
- Technical Engineering PEEDokumen3 halamanTechnical Engineering PEEMariano Acosta Landicho Jr.Belum ada peringkat
- 19-2 Clericis LaicosDokumen3 halaman19-2 Clericis LaicosC C Bờm BờmBelum ada peringkat
- Moparm Action - December 2014 USADokumen100 halamanMoparm Action - December 2014 USAenricoioBelum ada peringkat
- R 18 Model B Installation of TC Auxiliary Lights and WingletsDokumen29 halamanR 18 Model B Installation of TC Auxiliary Lights and WingletsAlejandro RodríguezBelum ada peringkat
- Sena BrochureDokumen5 halamanSena BrochureNICOLAS GUERRERO ARANGOBelum ada peringkat
- Reverse Osmosis ProcessDokumen10 halamanReverse Osmosis ProcessHeshamBelum ada peringkat
- Database Management System and SQL CommandsDokumen3 halamanDatabase Management System and SQL Commandsdev guptaBelum ada peringkat
- ILRF Soccer Ball ReportDokumen40 halamanILRF Soccer Ball ReportgabalauiBelum ada peringkat
- Tekla Structures ToturialsDokumen35 halamanTekla Structures ToturialsvfmgBelum ada peringkat
- On Applied EthicsDokumen34 halamanOn Applied Ethicsamanpatel78667% (3)
- Brush Seal Application As Replacement of Labyrinth SealsDokumen15 halamanBrush Seal Application As Replacement of Labyrinth SealsGeorge J AlukkalBelum ada peringkat
- 1.2 The Main Components of Computer SystemsDokumen11 halaman1.2 The Main Components of Computer SystemsAdithya ShettyBelum ada peringkat
- LR Format 1.2Dokumen1 halamanLR Format 1.2Ch.Suresh SuryaBelum ada peringkat
- Occupational Therapy in Mental HealthDokumen16 halamanOccupational Therapy in Mental HealthjethasBelum ada peringkat
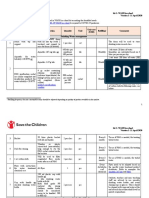
- Kit 2: Essential COVID-19 WASH in SchoolDokumen8 halamanKit 2: Essential COVID-19 WASH in SchooltamanimoBelum ada peringkat
- The Voice of The Villages - December 2014Dokumen48 halamanThe Voice of The Villages - December 2014The Gayton Group of ParishesBelum ada peringkat
- Fact Pack Financial Services KenyaDokumen12 halamanFact Pack Financial Services KenyaCatherineBelum ada peringkat
- Is 778 - Copper Alloy ValvesDokumen27 halamanIs 778 - Copper Alloy ValvesMuthu KumaranBelum ada peringkat