Anda mungkin juga menyukai
- Ipqc PDFDokumen11 halamanIpqc PDFAshraf Farhoud100% (2)
- Vacuum Science Amp Engineering PDFDokumen239 halamanVacuum Science Amp Engineering PDFXantos Yulian100% (3)
- Separator Design Guide PDFDokumen36 halamanSeparator Design Guide PDFAdam RizkyBelum ada peringkat
- Separator Design Basics.Dokumen58 halamanSeparator Design Basics.Shijumon KpBelum ada peringkat
- Vertical Knock Out Drum With Wire Mesh For NDokumen1 halamanVertical Knock Out Drum With Wire Mesh For Nteegala_1950% (2)
- Spreadsheet To Design SeparatorsDokumen21 halamanSpreadsheet To Design SeparatorsreninbabaskiBelum ada peringkat
- Quantifying Oil - Water Separation Performance in Three-Phase Separators-Part 1.PDF - ImportantDokumen12 halamanQuantifying Oil - Water Separation Performance in Three-Phase Separators-Part 1.PDF - ImportantmofiyinfoluBelum ada peringkat
- Separator Sizing SpreadsheetDokumen40 halamanSeparator Sizing SpreadsheetWalid Ben Husein100% (2)
- Gas Lift Instability PDFDokumen178 halamanGas Lift Instability PDFmkwendeBelum ada peringkat
- Dynamic Modelling Tips and TricksDokumen20 halamanDynamic Modelling Tips and TricksmkwendeBelum ada peringkat
- GPSA 13 Ed. SeparationDokumen48 halamanGPSA 13 Ed. Separationjz9080% (5)
- Liquid-Vapor Separation Efficiency (Envp0102)Dokumen24 halamanLiquid-Vapor Separation Efficiency (Envp0102)jbl_Belum ada peringkat
- Formation PressureDokumen20 halamanFormation PressureRachid TouatiBelum ada peringkat
- Compressor Sizing and CalculationDokumen6 halamanCompressor Sizing and CalculationOghale B. E. Omuabor100% (5)
- Validation Report On The 2-Phase Line SizingDokumen18 halamanValidation Report On The 2-Phase Line SizingEbby Onyekwe100% (1)
- Macam-Macam Artificial LiftDokumen52 halamanMacam-Macam Artificial LiftRichard Arnold SimbolonBelum ada peringkat
- Demonstrations and ExperimentsDokumen57 halamanDemonstrations and ExperimentsJoão Morgado100% (1)
- Valve Sizing CalculationDokumen10 halamanValve Sizing CalculationJayesh Chandran100% (1)
- Wellhead Control Panel: 1 General IntroductionDokumen7 halamanWellhead Control Panel: 1 General IntroductionQuán Cóc Sài Gòn100% (1)
- Design Two Phase SeperatorsDokumen8 halamanDesign Two Phase SeperatorsabhmarsBelum ada peringkat
- Pneumatic Actuator InformationDokumen24 halamanPneumatic Actuator Informationsapperbravo52Belum ada peringkat
- Design Procedure For Two Phase SeparatorsDokumen6 halamanDesign Procedure For Two Phase Separatorsmadx222222Belum ada peringkat
- Separator Sizing SpreadsheetDokumen40 halamanSeparator Sizing SpreadsheetRidho MuhtadiBelum ada peringkat
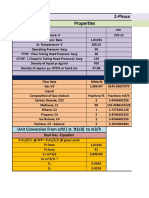
- 2 Phase Vertical Separator Sizing Calculation-AUHDokumen26 halaman2 Phase Vertical Separator Sizing Calculation-AUHMike Dukas100% (1)
- Three Phase Separator Sizing (Double Weir 1)Dokumen3 halamanThree Phase Separator Sizing (Double Weir 1)Saeid Rahimi MofradBelum ada peringkat
- OFM 2007.2 FundamentalsDokumen308 halamanOFM 2007.2 Fundamentalsmkwende100% (1)
- Design Two-Phase Separators Within The Right LimitsDokumen8 halamanDesign Two-Phase Separators Within The Right Limitschipiloo100% (1)
- Flare Ko Drum SizingDokumen5 halamanFlare Ko Drum SizingSujith Sekar100% (2)
- Sizing of Glycol ContactorDokumen10 halamanSizing of Glycol ContactorGODWIN ANYIMAH100% (1)
- Liquid Line SizingDokumen6 halamanLiquid Line SizingManoj KumarBelum ada peringkat
- Separator SizingDokumen7 halamanSeparator SizingMadhankumar LakshmipathyBelum ada peringkat
- Separator SizingDokumen3 halamanSeparator SizingMaryJane Ayisha Sado-ObahBelum ada peringkat
- Flare Knock Out Drum Sizing ReportDokumen4 halamanFlare Knock Out Drum Sizing ReportSaid Ahmed Salem100% (1)
- Demister DatasheetDokumen1 halamanDemister Datasheetdeion29Belum ada peringkat
- Separator SizingDokumen11 halamanSeparator Sizingmusaveer50% (2)
- Section 7Dokumen51 halamanSection 7Asad Khan0% (1)
- End of Well ReportDokumen21 halamanEnd of Well ReportmkwendeBelum ada peringkat
- Design Low-Temp Separator LPG Jubilee Oil FieldDokumen38 halamanDesign Low-Temp Separator LPG Jubilee Oil FieldDela Quarme100% (1)
- Guide For Vessel Sizing PDFDokumen24 halamanGuide For Vessel Sizing PDFManish542Belum ada peringkat
- HeaterDokumen4 halamanHeaterManoloEskobarBelum ada peringkat
- Three Phase Separators ExplainedDokumen6 halamanThree Phase Separators ExplainedJatin RamboBelum ada peringkat
- Process Line SizingDokumen6 halamanProcess Line SizingSandra GilbertBelum ada peringkat
- Data Sheet 3Dokumen3 halamanData Sheet 3Fitroh MalikBelum ada peringkat
- SPE 30775 Water Control Diagnostic PlotsDokumen9 halamanSPE 30775 Water Control Diagnostic PlotsmabmalexBelum ada peringkat
- Separation Processes Separator Sizing I: Nazir Mafakheri Petroleum EngineeringDokumen42 halamanSeparation Processes Separator Sizing I: Nazir Mafakheri Petroleum EngineeringHemenMoBelum ada peringkat
- Separator SizingDokumen13 halamanSeparator Sizingraja.mt100% (1)
- PSV Thermal SizingDokumen16 halamanPSV Thermal Sizingahmad santoso0% (1)
- DESIGN SEPARATOR 3 FASADokumen14 halamanDESIGN SEPARATOR 3 FASAAndhy Arya EkaputraBelum ada peringkat
- Master - Three Phase Horizontal Separator Rev 0Dokumen6 halamanMaster - Three Phase Horizontal Separator Rev 0Naeem HussainBelum ada peringkat
- Two Phase Vertical Separator SizingDokumen4 halamanTwo Phase Vertical Separator Sizingkamal100% (2)
- Hydrocyclone SeparatorDokumen2 halamanHydrocyclone Separatorgautam_96948069100% (1)
- Horizontal Separator Design ParametersDokumen10 halamanHorizontal Separator Design ParametersJermaine HeathBelum ada peringkat
- Flowing Well PerformanceDokumen57 halamanFlowing Well PerformancemkwendeBelum ada peringkat
- Three Phase Separator Sizing - Submerged WierDokumen2 halamanThree Phase Separator Sizing - Submerged WierSaeid Rahimi MofradBelum ada peringkat
- Separator Sizing and DesignDokumen44 halamanSeparator Sizing and DesignKay EenBelum ada peringkat
- Liquid Hold Up Change and Slug Catcher SizingDokumen2 halamanLiquid Hold Up Change and Slug Catcher SizingEbby Onyekwe100% (1)
- Vertical 2 Phase Separator SizingDokumen5 halamanVertical 2 Phase Separator SizingJermaine Heath100% (1)
- Quality Control TestsDokumen42 halamanQuality Control TestsVizag RoadsBelum ada peringkat
- Separator Fundamentals - Process DesignDokumen30 halamanSeparator Fundamentals - Process Designlaleye_olumide100% (3)
- of 3-Phase-Separator PDFDokumen25 halamanof 3-Phase-Separator PDFD K SBelum ada peringkat
- Filter Separator SizingDokumen3 halamanFilter Separator SizingChem.EnggBelum ada peringkat
- 2-Phase Vertical SeparatorDokumen9 halaman2-Phase Vertical SeparatorTolstoy LeoBelum ada peringkat
- Tube Rupture Relief CalculationDokumen1 halamanTube Rupture Relief CalculationAmin RoisBelum ada peringkat
- A New Approach For Sizing Finger Slug CatcherDokumen15 halamanA New Approach For Sizing Finger Slug CatcherHaryadiBelum ada peringkat
- Slug Catcher-Finger Type DesignDokumen5 halamanSlug Catcher-Finger Type Designdndudc86% (7)
- Separator SizingDokumen16 halamanSeparator SizingMichael J. BaneBelum ada peringkat
- Process Design: Vessel Sizing (Liquid & Vapour Separators)Dokumen36 halamanProcess Design: Vessel Sizing (Liquid & Vapour Separators)Krishanu SahaBelum ada peringkat
- Separator SizingDokumen11 halamanSeparator Sizingnandhamech25Belum ada peringkat
- Thermosyphon Reboiler (Horizontal) GPSADokumen6 halamanThermosyphon Reboiler (Horizontal) GPSAsyamsudin2006Belum ada peringkat
- Datasheet For PACE Mist Eliminator/s (Demister) : Existing DetailsDokumen1 halamanDatasheet For PACE Mist Eliminator/s (Demister) : Existing DetailsAnonymous LLLK3pq50% (2)
- Pressure Drop in Gas PipelinesDokumen38 halamanPressure Drop in Gas PipelinesDarshan Patel100% (1)
- Flash CalculationDokumen24 halamanFlash Calculationproabbey100% (1)
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesDari EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesBelum ada peringkat
- Separator Sizing: Horizontal SeparatorsDokumen9 halamanSeparator Sizing: Horizontal SeparatorsATUL SONAWANEBelum ada peringkat
- Two-Phase Oil and Gas Separation TheoryDokumen18 halamanTwo-Phase Oil and Gas Separation TheoryFauji Islami PhasyaBelum ada peringkat
- Livingspring Citi-2 Ajegbenwa - Ibeju Lekki LayoutDokumen3 halamanLivingspring Citi-2 Ajegbenwa - Ibeju Lekki LayoutmkwendeBelum ada peringkat
- Guidelines For Well Model and Lift TableDokumen2 halamanGuidelines For Well Model and Lift TablemkwendeBelum ada peringkat
- Barton 202 User ManualDokumen44 halamanBarton 202 User Manualkerons67% (3)
- Paper On Condensate MaximisationDokumen17 halamanPaper On Condensate MaximisationmkwendeBelum ada peringkat
- WRFM Training Pack - Waxy Well MGTDokumen20 halamanWRFM Training Pack - Waxy Well MGTmkwendeBelum ada peringkat
- Water Problem and Water Control PDFDokumen22 halamanWater Problem and Water Control PDFwikenblessyBelum ada peringkat
- Uncertainty AnalysisDokumen39 halamanUncertainty AnalysismkwendeBelum ada peringkat
- Build - Up - RolandDokumen19 halamanBuild - Up - RolandmkwendeBelum ada peringkat
- 13 Sabetta Peaf-IpetDokumen43 halaman13 Sabetta Peaf-IpetmkwendeBelum ada peringkat
- 16.00 CivanDokumen101 halaman16.00 CivanKuenda YangalaBelum ada peringkat
- Petex - Digital Oil Field Brochure PDFDokumen15 halamanPetex - Digital Oil Field Brochure PDFmkwende100% (1)
- Web Enabled Software For Energy Industry PDFDokumen21 halamanWeb Enabled Software For Energy Industry PDFmkwendeBelum ada peringkat
- IPM BrochureDokumen27 halamanIPM BrochureAli Ahmed PathanBelum ada peringkat
- Thermo IsopentaneDokumen51 halamanThermo IsopentaneIrwan JanuarBelum ada peringkat
- Modeling The Heat Treatment Response of P/M Components: Research TeamDokumen7 halamanModeling The Heat Treatment Response of P/M Components: Research Teamsakthistory1922Belum ada peringkat
- Bme Product Catalogue 2020Dokumen72 halamanBme Product Catalogue 2020ReneW.OjedaMestasBelum ada peringkat
- Circuit Mass Balancing: AMIT 135: Lesson 2 Circuit Mass Balancing - Mining Mill Operator Traini NG (Uaf - Edu)Dokumen31 halamanCircuit Mass Balancing: AMIT 135: Lesson 2 Circuit Mass Balancing - Mining Mill Operator Traini NG (Uaf - Edu)BlueDiz NightcoreBelum ada peringkat
- Chemistry IADokumen12 halamanChemistry IANandini SinhaBelum ada peringkat
- PHE - 4 Section For Ice Cream MixDokumen9 halamanPHE - 4 Section For Ice Cream MixMuhammad JunaidBelum ada peringkat
- Quality Control Specification Clause 900Dokumen33 halamanQuality Control Specification Clause 900MAULIK RAVALBelum ada peringkat
- Moragahakanda Kaluganga Development Project Material LaboratoryDokumen2 halamanMoragahakanda Kaluganga Development Project Material LaboratorykunalscribduomBelum ada peringkat
- Thermometer Exp 1Dokumen11 halamanThermometer Exp 1hayder alaliBelum ada peringkat
- Fan Laws - Change Speed and Pressure - ASHRAE 2000 - USADokumen1 halamanFan Laws - Change Speed and Pressure - ASHRAE 2000 - USAChưa Kể ChuyệnBelum ada peringkat
- Astrad JigDokumen7 halamanAstrad Jighatters14Belum ada peringkat
- Conceptual Problems from Chapter 15 Traveling WavesDokumen14 halamanConceptual Problems from Chapter 15 Traveling WavesNipun SinghBelum ada peringkat
- Understanding Pressure: Units, Measurements, and CalculationsDokumen2 halamanUnderstanding Pressure: Units, Measurements, and Calculationsirma elBelum ada peringkat
- TxDot Specs CTB s275Dokumen4 halamanTxDot Specs CTB s275layisoBelum ada peringkat
- Introduction To Mechanical Engineering: Fluid Mechanics: Tutorial 5 Solutions - Viscosity, Density & PressureDokumen3 halamanIntroduction To Mechanical Engineering: Fluid Mechanics: Tutorial 5 Solutions - Viscosity, Density & PressureSabah MazoodBelum ada peringkat
- 2023 IP1 Green Science Syllabus Learning OutcomesDokumen10 halaman2023 IP1 Green Science Syllabus Learning OutcomesbetBelum ada peringkat
- Industrial HygieneDokumen31 halamanIndustrial HygieneGautam SharmaBelum ada peringkat
- 10.1 Density WsDokumen4 halaman10.1 Density WsLawrence LawBelum ada peringkat
- PreDokumen16 halamanPreJohn Eduard Felix BetuinBelum ada peringkat
- CBR (California Bearing Ratio) of Soils in Place: Standard Test Method ForDokumen7 halamanCBR (California Bearing Ratio) of Soils in Place: Standard Test Method Forjohncruz32Belum ada peringkat
- ThermoSolutions CHAPTER01Dokumen55 halamanThermoSolutions CHAPTER01Fred EneaBelum ada peringkat
- Tare Weight CalculationDokumen6 halamanTare Weight CalculationToniBelum ada peringkat
- LiquidsDokumen32 halamanLiquidsSherlyn TalleBelum ada peringkat
- Experiment On Mud DensityDokumen13 halamanExperiment On Mud DensityAnsell EwemeBelum ada peringkat