Anda mungkin juga menyukai
- WPSDokumen42 halamanWPSjoehodoh100% (1)
- ASTM A 182 Standard Specification For Forged or Rolled Alloy.2005 PDFDokumen17 halamanASTM A 182 Standard Specification For Forged or Rolled Alloy.2005 PDFAndres Afanador MuñozBelum ada peringkat
- Sree TB 0002Dokumen12 halamanSree TB 0002Tanmoy DuttaBelum ada peringkat
- Consumer RMA Claim FormDokumen4 halamanConsumer RMA Claim Formshankaranand89Belum ada peringkat
- GTS-PP-120: 3 LayerDokumen2 halamanGTS-PP-120: 3 Layershoaib1985100% (1)
- Welding Variables for Qualification of Base Metals and Filler MetalsDokumen3 halamanWelding Variables for Qualification of Base Metals and Filler MetalsAdilMunirBelum ada peringkat
- 00 PR SP 00001 - 2 Wet Hydrogen Sulphide (H2S) Service SpecificationDokumen12 halaman00 PR SP 00001 - 2 Wet Hydrogen Sulphide (H2S) Service SpecificationStevanNikolicBelum ada peringkat
- Types of Valve End Connections GuideDokumen14 halamanTypes of Valve End Connections GuideLim BrandonBelum ada peringkat
- Astm A 694Dokumen3 halamanAstm A 694Kelly BatesBelum ada peringkat
- Variables For Wps/Welder Qualification Variable WPS Welder: ParagDokumen2 halamanVariables For Wps/Welder Qualification Variable WPS Welder: Paragahmed sobhyBelum ada peringkat
- Section IX WeldingDokumen6 halamanSection IX WeldingAhmedBelum ada peringkat
- Hempel Product Data SheetDokumen6 halamanHempel Product Data SheetHendri Arief SetyawanBelum ada peringkat
- Technical Bulletin: AudcoDokumen12 halamanTechnical Bulletin: AudcoHrushikesh ReddyBelum ada peringkat
- Wps GT 9b Cvn90 Rev 1 PDFDokumen6 halamanWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniBelum ada peringkat
- Data Sheet For Welding of Pressure Containing Equipment and PipingDokumen9 halamanData Sheet For Welding of Pressure Containing Equipment and PipingPramod AthiyarathuBelum ada peringkat
- Cladding & Hardfacing ProcessesDokumen16 halamanCladding & Hardfacing ProcessesMuhammed SulfeekBelum ada peringkat
- Auditing Oof Welding Under ASME Section IXDokumen21 halamanAuditing Oof Welding Under ASME Section IXsabahiraqBelum ada peringkat
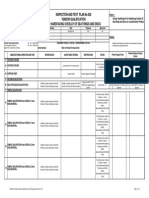
- Inspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsDokumen3 halamanInspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsGohilakrishnan ThiagarajanBelum ada peringkat
- 04.annexure R - B016-VRMP-LT-COM-QA-QD-0005 - Positive Material Identification Procedure PDFDokumen10 halaman04.annexure R - B016-VRMP-LT-COM-QA-QD-0005 - Positive Material Identification Procedure PDFsonnu151Belum ada peringkat
- Bohler Welding Thermalpower - ENGDokumen24 halamanBohler Welding Thermalpower - ENGghostinshellBelum ada peringkat
- MTC DetailsDokumen2 halamanMTC DetailsHarisul IslamBelum ada peringkat
- 3LPP Three Layer Polypropylene CoatingDokumen3 halaman3LPP Three Layer Polypropylene CoatingCarlos Maldonado SalazarBelum ada peringkat
- TEST COUPONS VS CASTING PROPERTIESDokumen36 halamanTEST COUPONS VS CASTING PROPERTIESOnatBelum ada peringkat
- Welding and Inspection ExpertiseDokumen6 halamanWelding and Inspection ExpertiseFirozeBelum ada peringkat
- What is InspectionDokumen6 halamanWhat is InspectionRathnakrajaBelum ada peringkat
- Triple-offset Butterfly Valves for Diverse IndustriesDokumen20 halamanTriple-offset Butterfly Valves for Diverse IndustriesamoldholeBelum ada peringkat
- Breakout - NCR Writing and Closure PDFDokumen29 halamanBreakout - NCR Writing and Closure PDFSantosh Kumar BuyyaBelum ada peringkat
- #013 Quality AlertDokumen1 halaman#013 Quality AlertPramod AthiyarathuBelum ada peringkat
- Test spring stiffness hydraulicallyDokumen2 halamanTest spring stiffness hydraulicallyरोहित मदान0% (1)
- Fabrication Inspection RequirementsDokumen10 halamanFabrication Inspection Requirementsnaoufel1706Belum ada peringkat
- Review of GTAW Welding ParametersDokumen14 halamanReview of GTAW Welding Parameterskervyn SáenzBelum ada peringkat
- 10 37 00 1110 NS 1 A4 WatermarkedDokumen7 halaman10 37 00 1110 NS 1 A4 Watermarkedislam atif100% (1)
- Pump Casing Damage (RCFA)Dokumen5 halamanPump Casing Damage (RCFA)Manojkumar ThilagamBelum ada peringkat
- 8 Weld Quality & Weld TestingDokumen32 halaman8 Weld Quality & Weld TestingFord KatimBelum ada peringkat
- Industry & Facilities Inspection ReportDokumen10 halamanIndustry & Facilities Inspection Reportkbpatel123Belum ada peringkat
- Paint For SteelDokumen11 halamanPaint For SteelSaud PathiranaBelum ada peringkat
- Welder Qualification Test RecordDokumen2 halamanWelder Qualification Test RecordEngr Saeed AnwarBelum ada peringkat
- Asme 9 DatosDokumen47 halamanAsme 9 Datosvichu_villamarBelum ada peringkat
- Inspection and Testing of Piping Systems ES-14-602-02Dokumen44 halamanInspection and Testing of Piping Systems ES-14-602-02Edmund MoraldeBelum ada peringkat
- Erw Steel Pipe Api5lb Psl1Dokumen2 halamanErw Steel Pipe Api5lb Psl1hdierkeBelum ada peringkat
- K FactorDokumen1 halamanK FactorcarloslaioloBelum ada peringkat
- TDBFP - Gear Pump API 676 PDFDokumen42 halamanTDBFP - Gear Pump API 676 PDFRamon A. Ruiz O.Belum ada peringkat
- Valves and Valves Inspection & TestingDokumen36 halamanValves and Valves Inspection & TestingSathish P Sathish PalanichamyBelum ada peringkat
- HDPE Butt Fusion Weld Inspection and Imaging PDFDokumen19 halamanHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdBelum ada peringkat
- Scope of ResponsibilitiesDokumen2 halamanScope of ResponsibilitiesMuthu Srinivasan Muthu Selvam100% (1)
- Pneumatic Test ProDokumen4 halamanPneumatic Test ProWalha WassimBelum ada peringkat
- Assignment 2Dokumen5 halamanAssignment 2Jane KoayBelum ada peringkat
- NDT For Corrosion InspectionDokumen80 halamanNDT For Corrosion InspectionAnil Kumar TBelum ada peringkat
- Asset Integrity Management A Complete Guide - 2020 EditionDari EverandAsset Integrity Management A Complete Guide - 2020 EditionBelum ada peringkat
- Asme Sec 9 AnanthanDokumen58 halamanAsme Sec 9 AnanthanShishir Kumar SatapathyBelum ada peringkat
- Asme Sec Ix - Welding Procedure and Performance QualificationDokumen44 halamanAsme Sec Ix - Welding Procedure and Performance QualificationLaith SalmanBelum ada peringkat
- Welding& Inspection WPS& WelderDokumen112 halamanWelding& Inspection WPS& WelderNitesh Garg100% (7)
- Welding Procedure Specification: Asme Sec IxDokumen22 halamanWelding Procedure Specification: Asme Sec IxMd Anamul HoqueBelum ada peringkat
- ASME Sec IXDokumen46 halamanASME Sec IXShyam Singh100% (2)
- Experiment No.: - Welding Procedure Specification (WPS) & Welder Performance Qualification (WPQ)Dokumen12 halamanExperiment No.: - Welding Procedure Specification (WPS) & Welder Performance Qualification (WPQ)Vandan GundaleBelum ada peringkat
- Asme Sec 9 - ADokumen144 halamanAsme Sec 9 - Anidhinchandranvs67% (3)
- ASME SEC IX Welding Procedure and performance qualificationDokumen144 halamanASME SEC IX Welding Procedure and performance qualificationglazetm100% (6)
- Welding Qualification SeminarDokumen66 halamanWelding Qualification SeminarsoparlBelum ada peringkat
- Qualification Tests For Shop Welding: Office of MaterialsDokumen5 halamanQualification Tests For Shop Welding: Office of MaterialsMichael DanielBelum ada peringkat
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokumen1 halamanQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarBelum ada peringkat