Anda mungkin juga menyukai
- Trabajo Final Gestión en SaludDokumen18 halamanTrabajo Final Gestión en SaludRicardo Andrés O SBelum ada peringkat
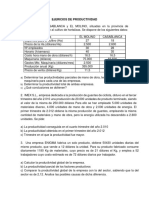
- EJERICIOS DE PRODUCTIVIDAD Nuevos PDFDokumen3 halamanEJERICIOS DE PRODUCTIVIDAD Nuevos PDFAna CarrasquillaBelum ada peringkat
- Tesis Final PDFDokumen54 halamanTesis Final PDFDavid Mireles SamaniegoBelum ada peringkat
- Taller Caso Hospital Gestión en SaludDokumen4 halamanTaller Caso Hospital Gestión en SaludRicardo Andrés O SBelum ada peringkat
- Capitanía de Puerto de TumacoDokumen3 halamanCapitanía de Puerto de TumacoRicardo Andrés O SBelum ada peringkat
- CabotajeDokumen6 halamanCabotajeRicardo Andrés O SBelum ada peringkat
- Método RaveorDokumen11 halamanMétodo RaveorRicardo Andrés O SBelum ada peringkat
- Conceptos Básicos de Ingeniería IndustrialDokumen5 halamanConceptos Básicos de Ingeniería IndustrialJesus Maria GutierrezBelum ada peringkat
- Especif Tecnicas de Un ToronDokumen1 halamanEspecif Tecnicas de Un ToronRodrigo Cruz SalasBelum ada peringkat
- MANTENIMIENTODokumen26 halamanMANTENIMIENTOViviana AguilarBelum ada peringkat
- Historia de La Ingeniería IndustrialDokumen3 halamanHistoria de La Ingeniería IndustrialEduardo ChumaceroBelum ada peringkat
- Mecanizado ConvencionalDokumen27 halamanMecanizado ConvencionalmoyapalmaBelum ada peringkat
- APLICACIONES DE HIDRAULICA EN LA INDUSTRIA PETROLERA YessiDokumen6 halamanAPLICACIONES DE HIDRAULICA EN LA INDUSTRIA PETROLERA YessiSanPer86Belum ada peringkat
- Tipo de Empaque, Embalaje, PalletsDokumen5 halamanTipo de Empaque, Embalaje, PalletsJuan Carlos JacintoBelum ada peringkat
- Manual Diag Midibus MotorDokumen67 halamanManual Diag Midibus MotorGuillermoBelum ada peringkat
- Cadena de Suministros en ColombiaDokumen26 halamanCadena de Suministros en ColombiaJeyson AguirreBelum ada peringkat
- Ejemplo Empresa APPLEDokumen5 halamanEjemplo Empresa APPLEhersonBelum ada peringkat
- Argensold CatalogoDokumen355 halamanArgensold CatalogohenryBelum ada peringkat
- 1.-Mapa de Procesos-Fabricacion de Un Tanque de AlmacenamientoDokumen1 halaman1.-Mapa de Procesos-Fabricacion de Un Tanque de AlmacenamientoIvan PomaBelum ada peringkat
- Corrosion Influenciada MetalurgicamenteDokumen30 halamanCorrosion Influenciada MetalurgicamenteHenry Casimiro CabreraBelum ada peringkat
- Udla Ec Tipi 2014 03 (S)Dokumen209 halamanUdla Ec Tipi 2014 03 (S)hvmanuBelum ada peringkat
- MetalizadoDokumen20 halamanMetalizadonestor159357Belum ada peringkat
- Gráficas de Control para VariablesDokumen28 halamanGráficas de Control para VariablesAram Alejandro Zea GuerreroBelum ada peringkat
- Taladrado y Brocas PresentDokumen36 halamanTaladrado y Brocas PresentrozureBelum ada peringkat
- Productividad en ConstruccionDokumen20 halamanProductividad en ConstruccionWilson Quispe CamarenaBelum ada peringkat
- El Desperdicio Relacionado Con El Transporte de Materiales y HerramientasDokumen2 halamanEl Desperdicio Relacionado Con El Transporte de Materiales y HerramientasericksantosmBelum ada peringkat
- DiccionarioDatos Codigos GlosasDokumen64 halamanDiccionarioDatos Codigos GlosasHelen MedinaBelum ada peringkat
- Logistica InternacionalDokumen30 halamanLogistica Internacionaldeyvis sloy tilorBelum ada peringkat
- Fallas Más Comunes en El TratamientoDokumen1 halamanFallas Más Comunes en El TratamientoMartinuccio AlejandroBelum ada peringkat
- Ventosas CatalogoDokumen62 halamanVentosas CatalogoCristobal Belenguer SanchezBelum ada peringkat
- Biotecnología TradicionalDokumen1 halamanBiotecnología Tradicionalmarcela_greco@yahoo.com.ar100% (13)
- Artesania en El PorfiriatoDokumen12 halamanArtesania en El PorfiriatoSara Zuñiga100% (1)
- Tomo 1-Manual de Pavimentos RígidosDokumen345 halamanTomo 1-Manual de Pavimentos RígidosAngel Armijo67% (3)
- Dobb Cómo Nacio El Capitalismo PDFDokumen8 halamanDobb Cómo Nacio El Capitalismo PDFIker Pereyra100% (1)
- ALMACENDokumen10 halamanALMACENDaniela MoralesBelum ada peringkat