Anda mungkin juga menyukai
- Newnes Workshop Engineer's Pocket BookDari EverandNewnes Workshop Engineer's Pocket BookPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Is 15297 2013 PDFDokumen12 halamanIs 15297 2013 PDFVenugopalan ManaladikalamBelum ada peringkat
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsDari EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsPenilaian: 4 dari 5 bintang4/5 (1)
- Is 551 2013Dokumen24 halamanIs 551 2013SamerKhoryBelum ada peringkat
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryDari EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryBelum ada peringkat
- Is 551.1989 PDFDokumen27 halamanIs 551.1989 PDFsravanBelum ada peringkat
- Is 1364 2 2002Dokumen19 halamanIs 1364 2 2002mayukhguhanita2010Belum ada peringkat
- Machine Design Elements and AssembliesDari EverandMachine Design Elements and AssembliesPenilaian: 3.5 dari 5 bintang3.5/5 (2)
- Gears-Cylindricalgears: (First Revision)Dokumen3 halamanGears-Cylindricalgears: (First Revision)venothBelum ada peringkat
- Is-6094 2 2006 PDFDokumen10 halamanIs-6094 2 2006 PDFsmallik3Belum ada peringkat
- MCE - 5 Published BS and BS ISO StdsDokumen5 halamanMCE - 5 Published BS and BS ISO StdswholenumberBelum ada peringkat
- SplinesDokumen5 halamanSplinesmahesh_belgavi100% (1)
- 5624 (Foundation Bolt - Specification)Dokumen9 halaman5624 (Foundation Bolt - Specification)Bhaskar1411Belum ada peringkat
- Speed Changers, Drives & Gears World Summary: Market Values & Financials by CountryDari EverandSpeed Changers, Drives & Gears World Summary: Market Values & Financials by CountryBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen14 halamanDisclosure To Promote The Right To InformationVishnu AgawaneBelum ada peringkat
- Cutting Tool & Machine Tool Accessories World Summary: Market Values & Financials by CountryDari EverandCutting Tool & Machine Tool Accessories World Summary: Market Values & Financials by CountryPenilaian: 2 dari 5 bintang2/5 (1)
- 1363 3Dokumen7 halaman1363 3Shounak DeBelum ada peringkat
- Is 5624Dokumen9 halamanIs 5624jselwyn1980Belum ada peringkat
- Et42 6717Dokumen4 halamanEt42 6717raj_kr1078Belum ada peringkat
- Is 1364 1 2002Dokumen20 halamanIs 1364 1 2002harikrishnanmveplBelum ada peringkat
- Production Engineering: Jig and Tool DesignDari EverandProduction Engineering: Jig and Tool DesignPenilaian: 4 dari 5 bintang4/5 (9)
- 1367 - Part 3Dokumen31 halaman1367 - Part 3sandipBelum ada peringkat
- Belt Pulley Is.3142.1993 PDFDokumen14 halamanBelt Pulley Is.3142.1993 PDFchidambaram kasiBelum ada peringkat
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Dari EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Belum ada peringkat
- Is 1367 Part 8Dokumen24 halamanIs 1367 Part 8Otavio1230% (2)
- Manual of Engineering Drawing: British and International StandardsDari EverandManual of Engineering Drawing: British and International StandardsPenilaian: 3.5 dari 5 bintang3.5/5 (4)
- 1367 1Dokumen6 halaman1367 1Vijay Shankar TBelum ada peringkat
- I.S 5624-1993 Foundation BoltsDokumen8 halamanI.S 5624-1993 Foundation Boltssandeepgupta202Belum ada peringkat
- Iso 4029Dokumen9 halamanIso 4029ellisforheroesBelum ada peringkat
- Is 1363-Bolts and NutsDokumen12 halamanIs 1363-Bolts and NutsKushal PanchalBelum ada peringkat
- Is 2393 2010Dokumen11 halamanIs 2393 2010Elliott RussellBelum ada peringkat
- Specification For Machine For AbrasionDokumen3 halamanSpecification For Machine For AbrasionSajidAliKhanBelum ada peringkat
- Is 623 PDFDokumen9 halamanIs 623 PDFMilind GuptaBelum ada peringkat
- Is 2269.2006-Hex Soc Hd. Cap ScrewDokumen20 halamanIs 2269.2006-Hex Soc Hd. Cap ScrewdombipinBelum ada peringkat
- Bearing Selection GuideDokumen11 halamanBearing Selection GuideKishor Kumar Vishwakarma100% (1)
- Suction Hose Couplings For Fire Fighting Purposes - SpecificationDokumen9 halamanSuction Hose Couplings For Fire Fighting Purposes - SpecificationDebajani DekabaruahBelum ada peringkat
- Standard Iso ListDokumen2 halamanStandard Iso Listadamtuong100% (1)
- is.623.2008-BICYCLE FRAMESDokumen10 halamanis.623.2008-BICYCLE FRAMESdamansidhuBelum ada peringkat
- Concretevibrators-Immersiontype - / ' Generalrequirements: Indian StandardDokumen8 halamanConcretevibrators-Immersiontype - / ' Generalrequirements: Indian StandardVaibhav SengarBelum ada peringkat
- Indian Gear Standard Is.8830.2007Dokumen65 halamanIndian Gear Standard Is.8830.2007Manoj Singh100% (2)
- ISO STANDARDSDokumen7 halamanISO STANDARDSSelva KumarBelum ada peringkat
- Is 2585 2006Dokumen12 halamanIs 2585 2006Raja NarenderBelum ada peringkat
- ISO Standards Collection - Tehnical Product SpecificationDokumen11 halamanISO Standards Collection - Tehnical Product SpecificationZvonko BešlićBelum ada peringkat
- Gears - Engineering InformationDokumen138 halamanGears - Engineering InformationGiang T LeBelum ada peringkat
- Is 1367 1 2002 PDFDokumen9 halamanIs 1367 1 2002 PDFBsc Aditya Singh DinkarBelum ada peringkat
- Gears Engineering InformationDokumen138 halamanGears Engineering InformationxeyesightBelum ada peringkat
- Disc Plow SpecificationsDokumen9 halamanDisc Plow SpecificationsJosé Inés Bazán Mota100% (1)
- Is 10143 1995Dokumen23 halamanIs 10143 1995Arjuna ReddyBelum ada peringkat
- Is 7002 2005Dokumen11 halamanIs 7002 2005sarath6725Belum ada peringkat
- Is 1363 Black Hexagon Bolts, Nuts, Lock Nuts and Hexagon ScrewsDokumen16 halamanIs 1363 Black Hexagon Bolts, Nuts, Lock Nuts and Hexagon ScrewsprashantlingayatBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen17 halamanDisclosure To Promote The Right To InformationCanan DönmezBelum ada peringkat
- 3658 1999Dokumen15 halaman3658 1999govimanoBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen8 halamanDisclosure To Promote The Right To Informationanand.bharadwajBelum ada peringkat
- MIL-STD-105E Sampling Procedures TablesDokumen74 halamanMIL-STD-105E Sampling Procedures Tablesanand.bharadwaj100% (3)
- 15-5 PH Data Bulletin PDFDokumen12 halaman15-5 PH Data Bulletin PDFAndres Camilo BenitezBelum ada peringkat
- Is 13655 1993Dokumen14 halamanIs 13655 1993UditChampaneriaBelum ada peringkat
- INTERNET STANDARDSDokumen18 halamanINTERNET STANDARDSDawn HaneyBelum ada peringkat
- Turtle DiagramDokumen4 halamanTurtle Diagramanand.bharadwajBelum ada peringkat
- Is 11732 1995 PDFDokumen12 halamanIs 11732 1995 PDFanand.bharadwajBelum ada peringkat
- Manufacturing Process Owner Job DescriptionDokumen1 halamanManufacturing Process Owner Job Descriptionanand.bharadwajBelum ada peringkat
- 5523Dokumen22 halaman5523pravinsharma13Belum ada peringkat
- Indian Standard: Specification FOR Austenitic Iron CastingsDokumen28 halamanIndian Standard: Specification FOR Austenitic Iron Castingsanand.bharadwajBelum ada peringkat
- Disclosure To Promote The Right To Information: IS 14329 (1995) : Malleable Iron Castings (MTD 6: Pig Iron and Cast Iron)Dokumen13 halamanDisclosure To Promote The Right To Information: IS 14329 (1995) : Malleable Iron Castings (MTD 6: Pig Iron and Cast Iron)anand.bharadwaj50% (2)
- Tax Calculator As On 12feb2015Dokumen5 halamanTax Calculator As On 12feb2015Manoj RagavBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen8 halamanDisclosure To Promote The Right To Informationanand.bharadwajBelum ada peringkat
- Disclosure To Promote The Right To Information: IS 9550 (2001) : Bright Steel Bars (MTD 4: Wrought Steel Products)Dokumen14 halamanDisclosure To Promote The Right To Information: IS 9550 (2001) : Bright Steel Bars (MTD 4: Wrought Steel Products)anand.bharadwajBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen13 halamanDisclosure To Promote The Right To Informationanand.bharadwajBelum ada peringkat
- Is Iso 10012 2003Dokumen27 halamanIs Iso 10012 2003anand.bharadwaj100% (3)
- Is 15293 2003Dokumen33 halamanIs 15293 2003anand.bharadwajBelum ada peringkat
- Is 16052 6 2013Dokumen9 halamanIs 16052 6 2013anand.bharadwajBelum ada peringkat
- Is Iso 16163 2005Dokumen12 halamanIs Iso 16163 2005anand.bharadwajBelum ada peringkat
- Is 10343 1999Dokumen11 halamanIs 10343 1999Arjuna ReddyBelum ada peringkat
- Iso - 666 - 2006, Is 15299:2013Dokumen20 halamanIso - 666 - 2006, Is 15299:2013anand.bharadwajBelum ada peringkat
- Is Iso 10012 2003Dokumen27 halamanIs Iso 10012 2003anand.bharadwaj100% (3)
- Is Iso 21951 2001Dokumen11 halamanIs Iso 21951 2001yesvvnBelum ada peringkat
- Is 191 2007Dokumen17 halamanIs 191 2007anand.bharadwajBelum ada peringkat
- Is Code 6512 1984 Criteria For Design of Solid Gravity DamsDokumen28 halamanIs Code 6512 1984 Criteria For Design of Solid Gravity DamsSrinath BonakurthiBelum ada peringkat
- Raw Material Request TemplateDokumen2 halamanRaw Material Request Templateanand.bharadwajBelum ada peringkat
- Is - 2062.2011 PDFDokumen17 halamanIs - 2062.2011 PDFN GANESAMOORTHYBelum ada peringkat
- Is 2102Dokumen8 halamanIs 2102Sowmen Chakroborty100% (1)
- Bs 8666 of 2005 Bas Shape CodesDokumen5 halamanBs 8666 of 2005 Bas Shape CodesopulitheBelum ada peringkat
- Multi-Objective Optimization For Football Team Member SelectionDokumen13 halamanMulti-Objective Optimization For Football Team Member SelectionSezim Tokozhan kyzyBelum ada peringkat
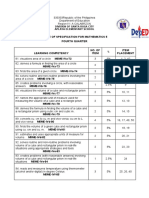
- 4th Periodical Test in Math 5-NewDokumen9 halaman4th Periodical Test in Math 5-NewMitchz Trinos100% (2)
- Phy1 11 - 12 Q1 0603 PF FDDokumen68 halamanPhy1 11 - 12 Q1 0603 PF FDhiroBelum ada peringkat
- Mathematics Curriculum in MalaysiaDokumen38 halamanMathematics Curriculum in MalaysiaSK Lai100% (1)
- Decision Modeling Using SpreadsheetDokumen36 halamanDecision Modeling Using SpreadsheetamritaBelum ada peringkat
- Dissertation Actuarial ScienceDokumen5 halamanDissertation Actuarial ScienceWriteMyPaperIn3HoursCanada100% (1)
- Report On Fingerprint Recognition SystemDokumen9 halamanReport On Fingerprint Recognition Systemaryan singhalBelum ada peringkat
- Selection, Bubble, Insertion Sorts & Linear Binary Search ExplainedDokumen5 halamanSelection, Bubble, Insertion Sorts & Linear Binary Search ExplainedAndrew MagdyBelum ada peringkat
- Math6338 hw1Dokumen5 halamanMath6338 hw1Ricardo E.Belum ada peringkat
- Table-Of-Specifications-Math 9Dokumen2 halamanTable-Of-Specifications-Math 9johayma fernandezBelum ada peringkat
- CE6306 NotesDokumen125 halamanCE6306 Noteskl42c4300Belum ada peringkat
- Sajc 2010 Prelim Math p2Dokumen6 halamanSajc 2010 Prelim Math p2lauyongyiBelum ada peringkat
- Measures of Central Tendency and Position (Ungrouped Data) : Lesson 3Dokumen19 halamanMeasures of Central Tendency and Position (Ungrouped Data) : Lesson 3Gemver Baula BalbasBelum ada peringkat
- Grade 10 Computer Appications Project PDFDokumen45 halamanGrade 10 Computer Appications Project PDFkarthikeya kakarlapudi100% (1)
- Assignment / Tugasan - Mathematics For ManagementDokumen7 halamanAssignment / Tugasan - Mathematics For ManagementKetz NKBelum ada peringkat
- What Is KnowledgeDokumen7 halamanWhat Is KnowledgeRaunakMishraBelum ada peringkat
- Mastering Sequences & SeriesDokumen2 halamanMastering Sequences & SeriesCristina CotraBelum ada peringkat
- A Comparison of Subspace Methods For Sylvester Equations: Mathematics InstituteDokumen9 halamanA Comparison of Subspace Methods For Sylvester Equations: Mathematics InstituteDurga SivakumarBelum ada peringkat
- Journal of Hydrology: Hoshin V. Gupta, Harald Kling, Koray K. Yilmaz, Guillermo F. MartinezDokumen12 halamanJournal of Hydrology: Hoshin V. Gupta, Harald Kling, Koray K. Yilmaz, Guillermo F. MartinezDavid JimenezBelum ada peringkat
- Calculus SyllabusDokumen7 halamanCalculus SyllabusRumarie de la CruzBelum ada peringkat
- Lightning Performance of 500-kV Double-Circuit Line Schemes For The Three-Gorge ProjectDokumen8 halamanLightning Performance of 500-kV Double-Circuit Line Schemes For The Three-Gorge ProjectAlcides NetoBelum ada peringkat
- Rangka Batang RhezaDokumen11 halamanRangka Batang RhezaKABINET JALADARA NABDABelum ada peringkat
- Irace Comex TutorialDokumen5 halamanIrace Comex TutorialOmarSerranoBelum ada peringkat
- University of Cebu - Main Campus: College of Hospitality ManagementDokumen2 halamanUniversity of Cebu - Main Campus: College of Hospitality ManagementJayvee LumayagBelum ada peringkat
- "False Position Method": Engr. Julian A. Carbonel, JRDokumen12 halaman"False Position Method": Engr. Julian A. Carbonel, JRJulian Carbonel Jr0% (1)
- Database Systems COMP-213: By: Shahid M HmoodDokumen46 halamanDatabase Systems COMP-213: By: Shahid M HmoodTranceBelum ada peringkat
- Public Relations Review: Juan Meng, Bruce K. BergerDokumen12 halamanPublic Relations Review: Juan Meng, Bruce K. BergerChera HoratiuBelum ada peringkat
- MPhil PhD Research MethodsDokumen2 halamanMPhil PhD Research MethodsSaifullah KhalidBelum ada peringkat
- SRB Session1 RofsDokumen4 halamanSRB Session1 RofsFullo Flores MarviloneBelum ada peringkat
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDari EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsBelum ada peringkat
- Transformed: Moving to the Product Operating ModelDari EverandTransformed: Moving to the Product Operating ModelPenilaian: 4 dari 5 bintang4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDari EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CulturePenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessDari EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessBelum ada peringkat
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryDari EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryPenilaian: 4 dari 5 bintang4/5 (5)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDari EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsBelum ada peringkat
- Design for How People Think: Using Brain Science to Build Better ProductsDari EverandDesign for How People Think: Using Brain Science to Build Better ProductsPenilaian: 4 dari 5 bintang4/5 (8)
- Design Is The Problem: The Future of Design Must Be SustainableDari EverandDesign Is The Problem: The Future of Design Must Be SustainablePenilaian: 1.5 dari 5 bintang1.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveDari EverandUnderstanding Automotive Electronics: An Engineering PerspectivePenilaian: 3.5 dari 5 bintang3.5/5 (16)
- Operational Amplifier Circuits: Analysis and DesignDari EverandOperational Amplifier Circuits: Analysis and DesignPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Electrical Principles and Technology for EngineeringDari EverandElectrical Principles and Technology for EngineeringPenilaian: 4 dari 5 bintang4/5 (4)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDari EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tPenilaian: 4.5 dari 5 bintang4.5/5 (27)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDari EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableBelum ada peringkat
- Iconic Advantage: Don’t Chase the New, Innovate the OldDari EverandIconic Advantage: Don’t Chase the New, Innovate the OldPenilaian: 4 dari 5 bintang4/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDari EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperiencePenilaian: 4 dari 5 bintang4/5 (19)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorDari EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorPenilaian: 4 dari 5 bintang4/5 (7)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationDari EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- The User's Journey: Storymapping Products That People LoveDari EverandThe User's Journey: Storymapping Products That People LovePenilaian: 3.5 dari 5 bintang3.5/5 (8)
- Basic Electric Circuit Theory: A One-Semester TextDari EverandBasic Electric Circuit Theory: A One-Semester TextPenilaian: 1.5 dari 5 bintang1.5/5 (2)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsDari EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsBelum ada peringkat
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesDari EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesBelum ada peringkat